C21D — Изменение физической структуры черных металлов; устройства общего назначения для термообработки черных или цветных металлов или сплавов; придание ковкости металлам путем обезуглероживания, отпуска или других видов обработки
Способ производства длинномерных полых изделий из низкоуглеродистых легированных сталей

Номер патента: 1235936
Опубликовано: 07.06.1986
Авторы: Бодня, Кочергин, Лейрих, Слюсарев, Удод
МПК: C21D 1/78
Метки: длинномерных, легированных, низкоуглеродистых, полых, производства, сталей
...заготовок что ухудшает о 5- рабатываемость при обработке кольцевым сверлением внутренней поверхности изделий.15 Выдержка 15-40 мин обеспечиваетпрогрев заготовки до заданной температуры, что позволяет получить стабильные результаты по всей толщинеЭс:,Г ОтОВКИ е2 О П р и м е р. Изучение обрабатываемости после термообработки по предлагаемому способу проводят на стержнях диаметром 60 мм из сталей 20 Ми 20 ХЗМ. .4 схдным состоянием служитгомОГенизируыщий отжиГ при,1110 С Втечение 3 ч. Часть образцов дополниотельно нагревают до 780 С (что приомерно на 30-40 С выше точки Ас, этихсталей) и после различной вьдер;ки3 ь 0 9 5, 30, 40;, 5 Э мин, охлади ,ю 1на воздухе. Число циклов нагрева доетырех. Обрабатываемость опредь чяк,. по стойкости...
Способ термической обработки металлических изделий

Номер патента: 1235937
Опубликовано: 07.06.1986
Авторы: Волков, Двояшов, Иванов, Малафеичев, Мартынова, Образцов, Ходжер
МПК: C21D 1/78
Метки: металлических, термической
...которого иэотерма температуры отпуска достигнет глубины 3 . Если за это времяохладить поверхность на 6 Т, то дальнейшее распространение фронта вглубь иэделия замедлится и прекратится. Отсюда, если принять начальную температуру за 0 С,ьТ(8)Если о ( П/2, то для простоты определения 1 можно воспользоваться решением уравнения теплопроводности в виде функции ошибок Движение иэотермы Т тогда опренделяется условием и фронт достигает о , когда то времяопределяется из условия8н81 7 (1 О)4 Ен 2Полученная оценка (10) являетсянижним пределом в силу допущения (9)так, что г,йТ - оценивается из тепловогобаланса и соответствует условно ос 1235937тавшемуся количеству тепла послепрохождения заданного отпуска. Тепло, необходимое для отпуска,...
Способ термической обработки нержавеющих ферритных сталей

Номер патента: 1235938
Опубликовано: 07.06.1986
Авторы: Воздвиженский, Драпкин, Постнова, Шатульский
МПК: C21D 1/78
Метки: нержавеющих, сталей, термической, ферритных
...не обеспечивает получение стабильных свойств,вания по Эриксену (1 дЭрик).Данные испытанийстали 08 Х 18 Т 1 и 08 Х 18 Ф 2 Т 1 представлены в табл.1 и 2 соответственно.Из табл,1 и 2 следует, что предлагаемьддд способ термической обработки позволяет повысить предел прочности на 107, удлинение на 10 Х и глубину выдавливания по Эриксену на 80% после высокотемпературных нагревов . ный + 1250 С,охлаждение на410 30 4430 33 7 э 2 оэдух 45 10,4 П р и м е р, Проводят термическую обработку деталей из стали 08 Х 18 Ф 2 Т 1 и 08 Х 18 Т 1, Изделия нагревают в печи до 960 С, выдерживают б мин и охлаждают на воздухе. Затем их нагревают в печи до 1100; 1150 и 1180 С, выдерживают 10, 15 и 20 мин, охлаждают с печью до 750, 800 и 850 С выдерживают 20,...
Способ отопления пламенных печей

Номер патента: 1235939
Опубликовано: 07.06.1986
Авторы: Гурфинкель, Донсков, Зеньковский, Костяков
МПК: C21D 9/00
Метки: отопления, печей, пламенных
...цель достигаетсятем, что согласно способу отопленияпламенных печей, включающему подачусмеси топлива и воздуха с обеихсторон печи и сжигание топлива сопределенным коэффициентом расхода 10 воздуха, в противоположенных горелках его изменяют циклически с периодом 10-120 с в диапазоне От иИЯдо и 1 1при этом ве -личины коэффициентов расхода возду ха и и и в первую и вторую половины цикла для каждой пары противоположно расположенных горелокопределяют соответственно по следуюЩИМ ЗаВИСИМОСтЯМ20В. Бербеневар Редактор И; Дербак Корректор Е. Рошко Заказ ЗОб 3/25 Тираж 552 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5.Производственно-полиграфическое предприятие, г. Ужгород, ул....
Устройство для нагрева металлических изделий

Номер патента: 1235940
Опубликовано: 07.06.1986
Автор: Зарубин
МПК: C21D 9/00
Метки: металлических, нагрева
...могутбыть приспособлены к любым существующим нагревательным печам, для чеговсе без исключения, как камерные,так и проходные печи заключены в герметичные кожуха, т.е. выполнены однотипно с безмуфельными печами для химико-термической обработки,По второму варианту выполненияустройство в основном отличается отпервого тем, что не имеет средств покрытия заготовки слоем стекла илисоли.Под заслонкой подведен газопровод76 газовой завесы вверху с двумя рядами отверстии 77 и 78, Один ряд отверстий расположен вертикально, авторой ряд выполнен под углом в 45Отверстия служат для образованиядвухпламенной газовой завесы. Зажигание газовой завесы производится отэлектрозапальника,Пламя газовой завесы проходитвцутрь железа, а газ, пройдя вверхпо...
Установка для высокочастотной закалки деталей

Номер патента: 1235941
Опубликовано: 07.06.1986
Автор: Болотинский
МПК: C21D 9/30
Метки: высокочастотной, закалки
...вторичной обмотки10 относительно неподвижной обмотки9. Перемещение происходит по цилиндрическим частям этих обмоток 14 и 19с сохранением постоянной величиныразделяющего их воздушного зазора 21.При закрытии индуктора 11 перемещение его полуколец 13 происходит докасания установленных на нем упоров2 закаливаемой шейки вала 23. В зависимости от типа закалинаемой шейки вала и технологических требований,предъявляемых к закаленной поверхности, закалка может производиться какс вращением, так и без вращения вала,В случае закалки с вращением один измеханизмовцентровки имеет приводвращения (не показан). В обоих случаях подвески 3 с грансформаторами5 и соединенными с ними устройствамидля высокочастотного нагрева 4 могутперемещаться в...
Способ термической обработки железнодорожных колес

Номер патента: 1235942
Опубликовано: 07.06.1986
Авторы: Данченко, Козловский, Кузьмичев, Миронов, Подольский, Стальнокрицкий, Староселецкий, Сунгуров, Узлов, Цюренко, Чурсин, Школьник
МПК: C21D 9/34
Метки: железнодорожных, колес, термической
...интервал с учетомпогрешностей измерения температуры,Обеспечить требуеий перепад температур с 460-500 С на поверхностиобода до 250-300 С в местах перехода обода в диск можно путем циклического нагрева этой поверхности,например, индукционным методом, Приэтом колесо вращают в индукторе иза каждыя цикл температуру поверхности обода повьппают на 90-100"С свыдержкой между циклами в течение45-60 с. Время цикла составляет55-70 с. Заданный перепад температур достигается за 6-8 циклов.Нагрев на 90-100 С за один циклограничен за тем, чтобы в зоне нагреваемой пове 1)хности предотвратитьпластические деормации.В результате неравномерного нагрева происходит упругопластическоедеформирование колеса и вследствиеэтого - изменение системы...
Способ закалки мелющих шаров

Номер патента: 1235943
Опубликовано: 07.06.1986
Авторы: Гладилин, Грин, Зеликович, Клименко, Носов, Олейник, Сиухин, Сичевой
МПК: C21D 9/36
Метки: закалки, мелющих, шаров
...путем устранения образования закалочных трещин.Изобретение осуществляется следующим образом.В установке барабанно-шнекового типа проводят закалку с прокатного нагрева мелющих шаров диаметром 40, 50, 60 мм из стали типа 65 Г.Закалку шаров по известному способу проводят следующим образом: шары вращают в процессе охлаждения в барабане с окружной скоростью, соответственно 0,65; 0,57 и 0,49 м/с при охлаждении струями воды, подаваемыми со скоростью 10,5-14 м/с соплами под.углом 30 к направлению движения шаров. Температура воды составляет около 20 С.Закалку по предлагаемому способу осуществляют при тех же технологических параметрах, но воду подают 235943 2только через сопла, расположенные вовходной части эакалочного барабана,При достижении...
Способ термоциклической обработки сварных труб

Номер патента: 1235944
Опубликовано: 07.06.1986
Авторы: Антипов, Вавилин, Калинин, Маркевич, Сиомик
Метки: сварных, термоциклической, труб
...скоростного нагрева с роликовым подом. Нагрев труб, двигающихся поступательно и одновремен 1 о вращающихся вокруг своей оси, за счет расположения роликов под угломо83 к оси печи, осуществляют методом "прямого удара" продуктов горения о поверхность труб. Температура нагрева при первом термоцикле 870"С3594 ч2 Сравнение качества пряьеоповньгхэлектросзарных труб диаметров 219 итолщиной стенки 7 мм из стали 3 сее,обработанных гео разным режимам ТЦО,приведено в табл. 1 н 2, Гезультатымеханических испытаний и замеров 40геометрических размеров прямошовныхэлектросварных труб после ТЦО приведены в табл. 2.Таким образом, использование предлагаемого способа. обеспечивает повышение качества прямоеееовееьгх электросварных труб путем получения...
Стенд колпаковой печи

Номер патента: 1235945
Опубликовано: 07.06.1986
Авторы: Аптерман, Баранов, Гринблат, Гусев, Мастрюков, Михалев, Панфилов, Попутников, Сосковец
МПК: C21D 9/673
Метки: колпаковой, печи, стенд
...1 с радиально располокеннымиспорами 2 и межопорными перемычками3, установленное под нижний рулонстопь 1 4 металла на крышке направляющего аппарата 5 циркуляционного вентилятора 6, и выносные холодильникизащ 1 тного 11 за 7,Копвекторное кольцо 1 состоит издвух круглых шайбообразных плит 8,соосно соединенных между собой парабол.:г 1 ески изогнутыми перегородками9, образующими сужающиеся к центруспиральные каналы 10 для прохода циркулирующего газа-теплоносителя. Книжней плите копвекторного кольцаприсоединены радиально расположенныеопоры 2, выполненные в виде открытыхпо паружному и закрытьх по внутреннему диаметру прокладки полых секторов11, Расположение опор согласуется сразмещением патрубков 12 в направляющем аппарате для прохода...
Конвекторное кольцо

Номер патента: 1235946
Опубликовано: 07.06.1986
Авторы: Баранов, Гринблат, Гусев, Зенченко, Мастрюков, Михалев, Панфилов, Попутников, Титов
МПК: C21D 9/673
Метки: кольцо, конвекторное
...В. Кадар Корректор В Вут Редактор оссей 552)ного комитета СССРений и открытий5, Раушская наб д аз 3063/25 БНИИПИ Гос по дела 113035, Моподписное Тираж рстве зобре а, Ж 1 роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектна 1 12359Изобретение относится к черной и цветной металлургии, в частности к термической обработке плотносмотанпых рулонов тонколистовой холоднокатаной полосы и ленты из стали разных марок, цветных металлов и сплавов, например рулонов жести.Целью изобретения является уменьшение температурной деформации кольца рулонов,На Фиг,1 изображено кольцо, общийвид, поперечный разрез; на фиг,2то же, вид сверху; на Фиг,3 - узел 1на фиг.1; на фиг.4 - узел 11 нафиг.1, 15Параллельные шайбообразные верхняя и нижняя...
Регенеративный нагревательный колодец

Номер патента: 1235947
Опубликовано: 07.06.1986
Авторы: Барабаш, Гладилин, Лукин, Минаев, Муханов, Резникова, Рой, Салацинский, Сапов, Свинолобов
МПК: C21D 9/70
Метки: колодец, нагревательный, регенеративный
...чего постепенно заносится проходное сечение насадки,Кроме того, приближение части насадки с увеличенным проходным сечением к верхнему уровню насадки менее,чем на 0,14 ее общей высоты уменьшает поверхность нагрева наиболее высокотемпературной зоны регенератора итеплоаккумулирующую массу кирпича вверхней части насадки (так как живое сечение насадки увеличивается),в результате чего возрастает падение температуры газа за период перекидки клапанов и уменьшается температура подогрева газа. Удаление этого участка от верха насадки па расстояние более чем 0,16 общей высоты насадки также не позволяет сохранить пропускную способность газового регенератора, так как между верхними рядами насадки, кирпич которых подвергается оплавлению, и участком...
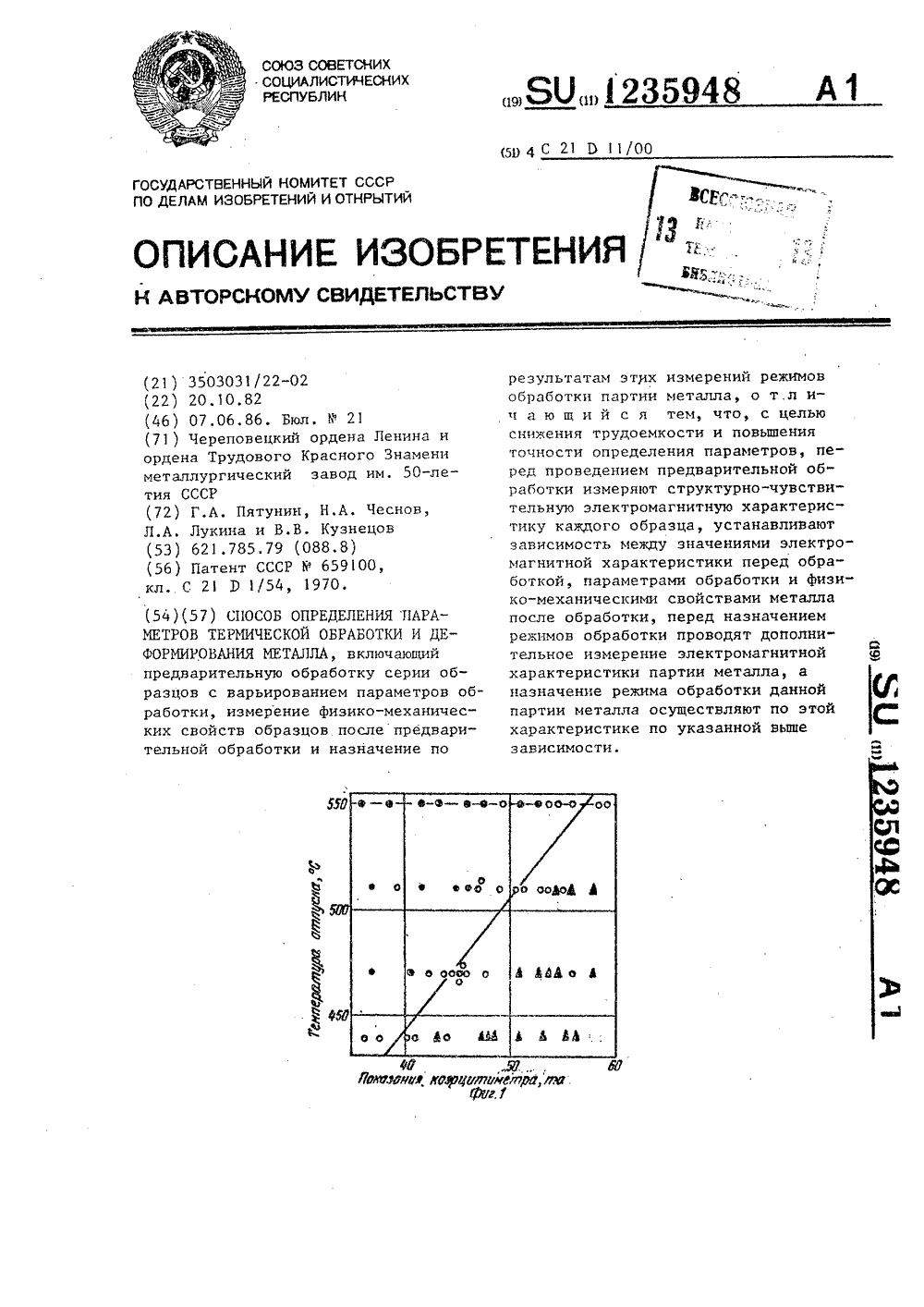
Способ определения параметров термической обработки и деформирования металла
Номер патента: 1235948
Опубликовано: 07.06.1986
Авторы: Кузнецов, Лукина, Пятунин, Чеснов
МПК: C21D 11/00
Метки: деформирования, металла, параметров, термической
...образца состднляютоколо 8 руб. В год испытывают около1050 партий хромистых сталей, Здтраты на реализацию известного способа составляет 8,4 тыс.руб. в год,Для реализации способа после закалки измеряют коэрцитивную силу металла на одном образце размером 10 хОх 150 мм - в лабораторных усло235948 4Для выбора степени деформации поизвестному способу от каждойпартии нужно отобрать 5 - 6проб и прокатать их с различной степенью деформации. Зто требует специального оборудования, и затраты наизготовление одного образца и егоиспытание составляют 33 руб. Приобъеме испытаний около 600 партий10 в год затраты на реализацию способа равны 19,8 тыс.руб. в год, тогдакак затраты на установление экспериментальнОй зависимости приведеннойна Фиг. 2, и...
Устройство регулирования качества термообработки при индукционном нагреве

Номер патента: 1235949
Опубликовано: 07.06.1986
Автор: Голиченко
МПК: C21D 11/00
Метки: индукционном, качества, нагреве, термообработки
...Разбаланс возможен в двух случаях,При недогреве детали 2 уменьшается 45ее электросопротивление, соответственно уменьшается сигнал от датчика4, что ведетк появлению сигнала разбаланса в блоке сравнения 6, При увеличении дисперсности детали увеличивается сигнал от датчика 3 электросопротивления, что также ведет к появлению сигнала разбаланса,Блок б сравнения отстраиваетсяпервоначально для данного типа индуктора 1, при заданной наперед подводимой мощности и темпе выдачи деталейиз нндуктора по эталонной детали,949 2имеющей наименее дисперсную структуру.В дальнейшем блок б сравнения управляет гидроприводом 7 через его схему управления автоматически. Причем темп выдачи деталей 2 из индуктора 1 увеличивается по мере прогрева узлов и...
Устройство для автоматического управления процессом непрерывного отжига полосы

Номер патента: 1235950
Опубликовано: 07.06.1986
Авторы: Бондарь, Гриднев, Корчевный, Манаенков, Мельников, Оружинский, Цейтлин
МПК: C21D 11/00
Метки: непрерывного, отжига, полосы, процессом
...Пос:Еедуюшая информация на входе блока 10 памяти сдвигает по регистрам 27 информацию и ьыддет ее ца выходы блока 10 памяти (дтея упрощения схемы и Описдеттгя работы цепи синхронизации ц сброса це показаны).Блоки 11 вычисления средневзвешенцт,тэ; толщиц в зонах отжцга технологитЕСКИ дКтцнцвй ЧаетИ рабОЧЕГО ПрОСтрдцства печи с учетом количества рдзцотолщцццых участков в каждой из ц;тх представляют собой однотипные выпслтели, количес гво которых определяется количеством рабочих эоц отжигд в печи 3.Блокнычцслеция средцевзвешенЦшй тоЛЩЦЕЕЫ В ЗОНЕ ОтжЦГа ТЕХНОЛОГИ- чески активттой части рабочего пространства печи 3 (фпг.4) состоит из сумматора 29 мцоговходового умцожцтелет ЗгО и дел 1 теля 31.Пцформдцноццые входы блока 11 соедцт.ець с...
Способ термического упрочнения арматурных стержней и устройство для его осуществления

Номер патента: 1237712
Опубликовано: 15.06.1986
Авторы: Буркова, Видишев, Видишева, Голованов, Гончаров, Киселев, Лисовский, Львовский, Матвеев, Огурцов, Радзинский, Рядно
МПК: C21D 1/02
Метки: арматурных, стержней, термического, упрочнения
...двух секций: первая секция состоит из двух противоточно-прямоточных устройств, длиной 2,5 м каждое, всего длина охлаждающей секции 5,2 м; вторая секция состоит из трех прямоточных и одного противоточного охлаждающего устройства, всего длина секции около 12 м. Первая секция расположена эа35 чистовой клетью, а вторая на расстоянии 20 м от чистовой клети. При скорости прокатки Ч = 10 м/с, окончательное глубокое охлаждение во второй секции производится через 2 с после деформации в чистовой клети.Для прокатки и термоупрочнения использовали заготовки иэ стали 20 ГС .через двое, суток после отливки на машинах, непрерывной разливки стали (МНРС). Термоупрочненные арматурные стержни испытывали на разрывной машине сразу после прокатки, а затем...
Закалочный агрегат “термоагрегат “прогресс-2

Номер патента: 1237713
Опубликовано: 15.06.1986
Авторы: Балацкий, Захаров, Комаров
МПК: C21D 1/64
Метки: агрегат, закалочный, прогресс-2, термоагрегат
...10 крапа 8 сообщен с лотком, а больший канал 11 сообщен с вытяжным винтом 4 и емкостью 5. Распределитель 7 может быть выполнен в виде цилиндра 12, который насажу на трубу 3 с воэможностью поворота вокруг этой трубы и имеет окно 13 для перелива жидкости. Труба 3 имеет поперечную щель 14 и окно 15, При этом поперечная щель 14 расположена ниже окна 15. В щели 14 на цилиндрическом шарнире поперек оси вращения вьггяжного винта 4 установлен диск 16, который с помощью кулиснаго механизма 17 соединен с цилиндром 12.50 Окно 15 трубы 3 и боковое окно 1.3 цилиндра 12 образуют дополнительный канал для сообщения распределителя 7 емкостью 5. Холодильник 18 служит для охлажде- Ы ния закалочной жидкости. уровень закалочной жидкости определяют...
Способ изготовления рессорных листов из стали с регламентированной прокаливаемостью

Номер патента: 1237714
Опубликовано: 15.06.1986
Авторы: Безуглый, Вишневецкий, Латышкова, Недорезов, Савченко, Сытник, Ушаков, Шепеляковский
Метки: листов, прокаливаемостью, регламентированной, рессорных, стали
...ццже ЧР и обеспечивает получение трооститцой струк-. туры. Таким образом, для того, чтобы 25 в середине участка контакта штампа с листом (точка Л) це образовался троостит, отрезок АБ должен бытьменьше или равен БВ, т.е, глубине закаленного слоя. Исходя из этого 30 ширина участка контакта штампа с листом должна быть меньше или равна удвоенной глубине закаленного слоя.Способ бып проверен при иэготовленки коренных листов автомобиля КамАЗ 5511, Рессора состояла их двух коренных и шести несущих листов. Коренные листы 18 90 1420 мм, изготовленные из сталей РЛ подвергали индукционому нагреву, закалке в штам ц пах с различной шириной контакта иоотпуску при 200 С. Несуьшьо листы из 714 3стали бОХГС обрабатывали по...
Агрегат для термической обработки штанг

Номер патента: 1237715
Опубликовано: 15.06.1986
Авторы: Ахадов, Полихронов, Рыжов, Шляховский
Метки: агрегат, термической, штанг
...шагом, Равным интервалу между рядами шпиндельных бабок, при этом контактные поверхности зажимцых губок выгрузочцых захватов расположены выше Зо уровня загрузочных захватов 1,На неподвижном основании 1 установлены батареи конденсаторов 2, трансформаторы 3, ицдукторы 4,снрейеры 5, закалочцые камеры 6 и коллектор 7 сбора отработаццой охлаждающей жидкости, Между опорами основания 1 ца фундаменте закреплена направляющая 8, по которой перемещается платформа 9 от двигателя 10 через редук 3 123 тор 11 с шестерней 12 и зубчатую рейку 13, закрепленную на платформе 9.По концам платформы 9 в параллельных рядах соосно установлены бабки 14 со шпинделями 15. Бабки имеют воэ можность горизонтального осевого перемещения по направляющим 16 с упорами 17...
Способ термической обработки стальных цельнокатаных железнодорожных и крановых колес

Номер патента: 1237716
Опубликовано: 15.06.1986
Авторы: Башкиров, Башнин, Галкин, Дюбченко, Зайцев, Козловский, Левин, Озимина, Стальнокрицкий, Староселецкий
МПК: C21D 9/34
Метки: железнодорожных, колес, крановых, стальных, термической, цельнокатаных
...либо при помощи специальных приборов, регистрирующих температуру обода.После достижения ободом температурыо320-420 С производят отпуск колес,В таблице представлены результаты обработки колес по предлагаемому способу (В 2 и 3 в таблице, па 237716 2раметры способов У 1 и 4 выходятза предлагаемые пределы)и способупрототипу (11 5).Предлагаемый способ обеспечиваетследующие преимущества,Вследствие увеличения продолжительности Т периода охлаждения происходит повышение твердости ободана глубине 50 мм, На колесах, обработанных по предлагаемому способу,твердость на глубине 50 мм стабильно имеет значения на 5-15 НВ выше,чем при обработке по прототипу.Эа счет подавления выделенийструктурно-свободного феррита по всему сечению обода повышаетсяобщий...
Способ непрерывной термической обработки листовой низкоуглеродистой стали

Номер патента: 1238734
Опубликовано: 15.06.1986
Авторы: Мариус, Стефан, Филипп
МПК: C21D 9/48
Метки: листовой, непрерывной, низкоуглеродистой, стали, термической
...для завершения процессаперестаривания стали.15 Температуру полосы при охлажденииее путем разбрызгивания воды регулируют за счет изменения расхода разбрызгивания жидкости. Расход разбрызгивания жидкости определяют из соот- ношения 23 з -3 е -11 ЮО -ТеЗаказ 3310/61 Тираж 552 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Производственно-полиграфическое предприятие, г. Ужгород. ул. Проектная, 4 Изобретение относится к чернойметалургии, в.частности к непрерывной термической обработке листовоймалоуглеродистой стали.Целью изобретения является устранение волнистости кромок листа.П р и и е р 1. Рулоны холоднокатаной листовой стали толщиной0,5 мм, содержащей 0,14 7...
Способ снятия внутренних напряжений в сварных конструкциях

Номер патента: 1239168
Опубликовано: 23.06.1986
Авторы: Колесник, Луппов, Маслов, Мачикин, Петтик, Пилюшенко, Рязанцев, Смирнов
МПК: C21D 1/04
Метки: внутренних, конструкциях, напряжений, сварных, снятия
...угловой скорости изменения положения плоскости при ложения вибрации свьппе 4,071 10 рад с нецелесообразно, так как при этом процесс снятия внутренних напряжений в обрабатываемой конструкции не будет осуществлен, и эффективность виброобработки значительно снижается. 68 2П р и м е р, Проводят виброобработку крьппек и корпусов редукторов сварно-литого исполнения массой 0,3; 9,8," 30 и 54 т. Источником вибрации является механический вибратор, состоящий из электродвигателя и эксцентрика, закрепленного на валу электродвигателя. Плоскость вибрирования совпадает с плоскостью вращения эксцентрика, Вибратор устанавливается на обрабатываемой конструкции, и в процессе виброобработки положение плоскости вибрирования изменяется с постоянной...
Способ предварительной термической обработки стальных деталей

Номер патента: 1239169
Опубликовано: 23.06.1986
Авторы: Кенис, Пугачева, Трахтенберг
МПК: C21D 1/78
Метки: предварительной, стальных, термической
...равномерному прогреву образцов по сечению, определяютэкспериментально по равномерностираспределения микротвердости по сечению. Охлаждение после отпуска проводят в воде. Окончательную закалкупроводят аналогично предварительной.Последующий отпуск осуществляют сдлительной выдержкой по известным Режим предварительной термической обработки Т =840+10 С, охлаждениеу, 9Ов воде, Т=350110 С,ь = 10 мин, охлаждениев воде Т =840+10 С, охлаждениев воде, Т =350+10 С, с = 60 мин, охлаждение на воздухе Т=840+10 С, охлаждениеов воде, Т =600+10 С, ь = 60 мин, охлаждение на воздухе (по известному способу) Т=1100+10 С, охлаждениев воде, Т =420+10 С, Г = 60 мин, охлаждение на воздухе (по известному способу) режимам с охлаждением на воздухе,Механические...
Способ термической обработки рельсов

Номер патента: 1239170
Опубликовано: 23.06.1986
Авторы: Гладилин, Ермолаев, Изюмский, Левошич, Левченко, Мильман, Носов, Чабанюк, Чернов
МПК: C21D 9/04
Метки: рельсов, термической
...момент от термического При смещении вс времени начала охлаждения подошвы рельса по сравнению с головкой на 2-10 с достигается выравнивание (взаимная компенсация) на концевых участках рельса изгибающих моментов от термических напряжений в головке и подошве и, как следствие, повышение прямолинейности концов. Ширина предлагаемого диапазона параметров обусловленаразличным распределением металла поэлементам профиля рельсов различныхтипов. При величине смещения во времени начала охлаждения подошвы менее 2 с величина концевых искривлений не уменьшается по сравнению сизвестным споосбом для рельсов типаР 50 и Р 65, имеющих наиболее массивную подошву и наименее массивную головку (37,4% и 34,2 . общей площади 1 Осечения рельса соответственно)....
Устройство для охлаждения цилиндрических изделий

Номер патента: 1242531
Опубликовано: 07.07.1986
Автор: Иванкин
МПК: C21D 1/62
Метки: охлаждения, цилиндрических
...2 - разрез А-А на фиг. 1.Устройство содержит цилиндрический корпус 1 с установленной в немперфорированной вставкой 2 с отверстиями 3. Между корпусом и вставкойобразуется кольцевая полость 4, которая сообщается с источником подачиохлаждающей жидкости через патрубок 5,Корпус с одной стороны оснащен направляющей воронкой 6, а с другой -сливной камерой 7. На корпусе и сливной камере установлены съемные торцовые крышки 8, которые в месте ихстыковки с корпусом уплотнены прокладками 9. Крышки 8 стянуты шпильками 10. В канале 11 перфорированнойвставки 2 равномерно по периметрупараллельно оси устройства размещенычетыре направляющие пластины с пилообразной кромкой 12. Кромки 13 зубьев, обращенные к направляющей воронке, наклонены к оси...
Способ термической обработки изделий из порошковой быстрорежущей стали

Номер патента: 1243903
Опубликовано: 15.07.1986
Авторы: Гвоздик, Коц, Панов, Секридова
МПК: B22F 3/24, C21D 1/58, C21D 1/74 ...
Метки: быстрорежущей, порошковой, стали, термической
...чем углерод, поэтому в сплаве .отсутствует взаимодействие углерода с окислами и его уцаление. Поскольку реакция (2) протекает при избытке Н, окислы восстанавливаются более полно, чем в известном способе.Засыпка из порошка карбида титана служит дополнительной мерой для предотвращения обезуглероживанияповерхности стали, поскольку карбид титана содержит в своем составе 0,5-0,6% С, .П р и м е р. Проводилась термическая обработка резцов из порошковой быстрорежущей стали Р 6 М 5. Характеристика исходного стального порошка: фракция 45 мкм; содержание 0 0,55%, С-0,74%.Изделия, помещенные в засыпку карбида титана различной крупности в лодочках нагревают в электропечах сопротивления, через которые пропускают водород с точкой росы 50 С, После их...
Установка для индукционного нагрева кольцевых деталей

Номер патента: 1244193
Опубликовано: 15.07.1986
Авторы: Брюханов, Истомин, Киршнер, Шифрин
Метки: индукционного, кольцевых, нагрева
...в крайнее нижнее положение до контакта со стержнями Ш-образного магнитопровода 4,При этом кулисы 17, взаимодействуяс упорами 20, поворачиваются относительно оси общего шарнира 19 и опускают плиты 16, а вместе с ними иполукольца 13 в крайнее нижнее положение, От сигнала конечного положенияярма 9 включается цилиндр 23 и штанга 23 по роликам 21 перемещается нкрайнее леное положение.От сигнала конечного положенияштанги 23 включается цилиндр 11 иярмо 9 поднимается в крайнее верхнееположение, при этом зубья 27 вилки26 захватывают деталь 29 со столазагрузки 2, а кулисы 17, взаимодействуя с упорами 20, поворачиваютсяотносительно оси общего шарнира 19и поднимают плиты 16, а вместе сними и полукольца 13 в крайнее верхнее положение.От...
Шихта покрытия для защиты сталей и сплавов

Номер патента: 1244194
Опубликовано: 15.07.1986
Авторы: Брагина, Гришина, Зиновьев, Кустанович, Мангуш, Мебель, Неелова, Павлов, Роженко, Свирский, Степанова
МПК: C21D 1/70
Метки: защиты, покрытия, сплавов, сталей, шихта
...идО аО ( п.п.п Пылевидные отходы шамотного производства 56,22 32,43 1,18 0,78 0,86 0,43 8,10 Таблица 2 Содержание фракций, в мас.7. Материал 1-0,5мм 0,25-0,06 Менее 0,06 мм 0,5-0,25 мм мм Пылевидные отходы шамотного 70 производства зобретение относится к защите металлов при высокотемпературных нагревах, в частности к защите низколегированных легкоокисляющихся стапей от окисления и обезуглерожи вания перед прокаткой и другими операциями горячей обработки металлов давлением, и может быть использовано в металлургической и машиностроительной промышленности, О Шихту готовят по следующей технологии.Исходные компоненты взвешивают в45 заданных пропорциях, тщательно перемешивают, после чего добавляют воду до влажности массы 357 (допустимо...
Устройство для размерной термомеханической обработки зубчатых колес

Номер патента: 1244195
Опубликовано: 15.07.1986
Автор: Павлов
МПК: C21D 8/00
Метки: зубчатых, колес, размерной, термомеханической
...болтами 43 к станине 1.Устройство работает следующим об разом.На оправку 14 набирают пакет заготовок колес 44 соответствующего диаметра. Пакет закрепляют между передней 15 и задней 16 синхронизирую щими шестернями. Оправку 14 с пакетом заготовок 44 и синхронизирующими шестернями 15 и 16 устанавливают в центре 41 переднего 39 и заднего 42 гидроцилиндров так, чтобы передняя 25 синхронизирующая шестерня 15 находилась в зацеплении с набором накатников 5, 7 и 6 первого, второго и третьего рядов, Зацепление накатников 7 второго ряда с передней шестерней 15 осуществляют механизмом поворота 10 эксцентриковых втулок 9 путем поворота втулок 9 через зубчатые венцы 19 и 28 и шестерню 29 электродвигателем 3035Включают привод вращения 8 валов 4....
Способ термической обработки изделий из серого чугуна

Номер патента: 1245602
Опубликовано: 23.07.1986
Авторы: Гугель, Кравчик, Попов
Метки: серого, термической, чугуна
...С 60-180 мин в обезуглероживающей атмосфере. По окончании вьдержки охлаждают детали в печи в обезуглероживающей атмосфере до 550 о650 С. При 550-650 СС закрывают вентиль 11 и открывают вентиль 10 проЭводя таким образом замену обезуглероживающей среды на активную окислнтельную, Вьдерживают детали при 550 о650 С в активной окислительной атмосфере, например в парах водногораствора молибденовокислого аммония,60-90 мин.По окончании вьдержки перекрываютподачу активной среды выгружаютдетали из печи и охлаждают на возду 55 П р и м е р. Проводят обработкуобразцов из серого чугуна маркиС 4 18 10 20 мм по предлагаемому спо, собу и известному. Исходная структура чугуна перлитная. Общее содержание углерода 3,5-3,67 с концентрацией графитовых...