B22D — Литье металлов; литье прочих материалов с использованием тех же методов, устройств или веществ в пластическом состоянии
Устройство для литья чушек из типографского сплава

Номер патента: 1278105
Опубликовано: 23.12.1986
МПК: B22D 5/00
Метки: литья, сплава, типографского, чушек
...полости . Устройство для литья чушек из типографского сплава работает следующим образом.Перед разливкой типографского сплава оператор открывает кран 10, и вода, непрерывно вытекающая из отверстий души. рующей трубки 11, заполняет ванну 13. Избыток воды переливается в полость 7 литейной формы 6, а оттуда стекает в водосборник 12. Расплавленный в котле 2 до 300 С типографский сплав через клапан 3 выпускают в изложницу 8, погруженную в ванну 13, заполненную охлаждаюшей проточной водой. В течение всего времени затвердевания чушки 9 происходит процесс охлаждения изложницы 8. При этом обмен воды в ванне 13 осуществляется в течение всего времени затвердева ни я чуш ки 9. После затвердевания и охлаждения до100 С чушки 9 литейную форму 6 с...
Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков

Номер патента: 1278106
Опубликовано: 23.12.1986
Авторы: Иванов, Рябов, Стебловский, Стеценко, Толстых, Чепурный
МПК: B22D 11/16
Метки: кристаллизаторе, литья, металла, непрерывного, слитков, уровня
...вход усилителя соединен с корпусом через резистор 20. В цепи частотной коррекции включена емкость 21, а в цепи обратной связи - переменный резистор 22. К выходу операционного усилителя 17 резистор 22 подключен через управляемый ",елитель, в цепи которого - резисторы 23 25, диод 26 и транзистор 27. Управление делителем заключается в изменении соотношения величины сопротивления резистора 23 к величине суммы сопротивлений остальных элементов делителя, изменяемой с помощью транзистора 27, сопротивление которого зависит от напряжения, приложенного к его затвору через делитель на резисторах 28 и 29. Изображена также емкость 30.Система работает следующим образом.В начале разливки при заполнении расплавом 1 кристаллизатора 2, когда уровень...
Груз и устройство для съема и укладки грузов литейных форм

Номер патента: 1278107
Опубликовано: 23.12.1986
Авторы: Аленичев, Карасев, Семишев
МПК: B22D 33/06
Метки: груз, грузов, литейных, съема, укладки, форм
...движения Одина ковы.При дальнейшем движении груз наезжает выступающими за литейные формы лапами 22 ца цепные ветви 3 наклонной цасти двухцепного съемника 2. Съем груза осу ществляется за счет увеличиваюшейся высоты цепных ветвей наклонной части двух. цепного съемника относительно движушейся литейной формы, вследствие чего происходит постепенный польем груза: снацала его передней части, затем весь груз обеими парами лап 22 переходит ца цепные ветви 3, отрь 1 ва ясь от ли ней ной формы. Дальше груз перемешается по цепному съемцнку ца е 1 о горизонтальную часть, а литейные формы без груза проходят под ним. Двигаясь по лвухцепцому съемнику, груз проходит в его головную часть, нажимает датчик 25, который дает команду на срабатывание...
Способ разливки кипящей стали

Номер патента: 1279741
Опубликовано: 30.12.1986
Авторы: Басаев, Есипенко, Ланевский, Молчадский, Темирбулатов
МПК: B22D 7/00
Метки: кипящей, разливки, стали
...преимущественно из окислов железа и марган ца. Сплавы ФАСК и ФАСБ, состоящие из более сильных элементов-раскислителей, чем железо и марганец, восстанавливают их из слитковаго шпака,при этом сам шлак с поверхности металла исчезает. Учитывая, что слитковый шлак на поверхности металла появляется через 2-4 мин кипения, именно в это время целесообразно произнести первую присадку сплавов ФАСК или ФАСБ.Реакция между слитковым шлаком и присаженными в изложницу сплавами завершается через 1-2 мин, слитковый шлак при этом с поверхности исчезает и вновь начинает образовываться лишь к 7-8-й минуте кипения. Для окончательной ликвидации новой порции слиткового шлака вновь следует осуществить присадку в изложницу сплавов ФАСК или ФАСБ, После...
Экзотермическая шлакообразующая смесь

Номер патента: 1279742
Опубликовано: 30.12.1986
Авторы: Белокуров, Власов, Головченко, Квасов, Старцев, Финогенов, Хресин
Метки: смесь, шлакообразующая, экзотермическая
...410 6 Плавиковыйшпат 20 15 10 Шлак производства технического ниобия 58 69 78 Таблица 2 1 2 3 Температураплавления смеси, С 1112 1040 1065 Вязкость шлакового расплава смеси при1550 С, н с/м20-30 1,0-7,5 62,5-79,00,14 0,08 0,10 Изобретение относится к металлургии, а именно к составам экэотермических шлакообразующих смесей, применяемых в процессе разливки стали в изложницы.Цель изобретения - улучшение качества поверхности слитков.В табл. 1 приведены составы пред лагаемых экзотермических шлакообразующих смесей, содержащих ингредиенты в количестве, соответствующем предельным и среднему значениям."Таблица 1 В табл. 2 представлены свойства экзотермических шлакообраэующих смесей, их шлаковых расплавов, а также результаты испытаний смесей при...
Способ получения теплоизолирующей смеси

Номер патента: 1279743
Опубликовано: 30.12.1986
Авторы: Бирюков, Бондарь, Виниченко, Иванов, Нефедов, Сарапуха
МПК: B22D 7/00
Метки: смеси, теплоизолирующей
...растительного сырья и огнеупорного наполнителя приведено на сухую массу смеси до ее обжига.Совместный обжиг отходов растительного сырья и огнеупорного наполЮ нителя позволяет равномерно рас= пределить по поверхности последнего Углеродистое покрытие в виде смолы и сажи, являющихся продуктами пироли за растительных отходов, Вследствие исключения опасности агрегации компонентов смеси, полученной предлагаемым способом, ее свойства отли" чаются высокой стабильностьюЗОВ табл. 2 представлены свойства теплоиэолирующих смесей, полученных предлагаемым способом, а также результаты испытаний указанных смесей при разливке стали в уширенные кверху изложницы в слитки массой 7,4 т. Расход смеси составил 1,2 кг/т стали. Соотношение,...
Способ прогнозирования прорывов металла в процессе непрерывной разливки

Номер патента: 1279744
Опубликовано: 30.12.1986
Авторы: Ашихина, Гизерская, Зибрина, Краснов, Требушная
МПК: B22D 11/16
Метки: металла, непрерывной, прогнозирования, прорывов, процессе, разливки
...датчиков 1 измеряется температура охлаждающей воды на входе и выходе по каждой стенке кристаллизатора в отдельности, а на выходе алгебраических сумматоров 2 формируется соответственно температурный перепад по каждой стенке. На выходе блоков 4 умножения, куда поступают сигналы перепада температуры и расхода воды от датчиков 3, формируются сигналы теплоотвода по каждой стенке кристаллизатора в отдельности. Сигналы теплоотводов по противоположным стенкам алгебраически суммируются на сумматоре 5 и возникающая разность проходит на схему 17 сравнения, где сравнивается с сигналом от задатчика 18.Если разность теплоотводов от противоположных стенок кристаллизатора превышает допустимое эталонное) значение от задатчика 18, триггер Шмид- . та 19...
Многогнездная пресс-форма для жидкой штамповки

Номер патента: 1279745
Опубликовано: 30.12.1986
Авторы: Левицкий, Липчин, Шишляев, Шубин
МПК: B22D 18/02
Метки: жидкой, многогнездная, пресс-форма, штамповки
...образом.После заливки порции металла в металлоприемник в подвижной матрице 1 включают пресс на смыкание прессформы, Вначале верхняя плита 2, а а затем и плита 4 съема опускаются, перекрывают подвижную матрицу 1 и образуют замкнутые полости пресс-формы еПри дальнейшем движении вниз верхней части пресс-Формы происходит сжатие пружин 7, опускание подвижной матрицыи вытеснение расплава пуансоном 5 в рабочие полости 13. Осу" ществляется формообразование отливок.Одновременно плита 4 съема перемещается относительно поршней 12, удерживаемых упорами 8. Под поршнями образуются разреженные пространства, в которые. через вентиляционные каналы 5 устремляются воздух и газы из закрытых рабочих полостей пресс"формы. 9745 2Высота упоров 8 может...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1281336
Опубликовано: 07.01.1987
Авторы: Плотникова, Суровенко
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...плиты18 крепления неподвижной полуформы(при закрытой пресс-форме) и не менеерасстояния от прижимной плиты 6 докрая отверстия 17 при полностью раскрытой пресс-Форме.Тяга 10 выполнена с возможностьюповорота вокруг шарнира 14 и расфиксирования после выталкивания моделииз подвижной полуформы, Для этогоход выталкивателей в подвижной. полуформе А должен быть больше толщины матрицы (длины втулки 15, в которой размещен шарнир), Это обеспечивает возможность шарнирной тяге откло- .няться при выходе шарнира из втулки15 и расфиксировать тягу,В неподвижной полуформе расположена плита 19 выталкивателей с толкателями 20.Пресс-форма работает следующимобразом.При раскрытии пресс-формы подвижная полуформа двигается в направлении от модели, при этом...
Кристаллизатор

Номер патента: 1281339
Опубликовано: 07.01.1987
Авторы: Горбунов, Зырянов, Потапов, Степанов, Теляков, Тепляков, Червонин
МПК: B22D 11/055
Метки: кристаллизатор
...гильзы поперечные ребра 6,имеющие форму профиля крыла, образует в пристеночном слое слабые вихри,которые интенсивно перемешивают пристеночный слой потока охлаждающейжидкости, увеличивая интенсивностьтеплопередачи в нем,Интенсивность теплообмена междустенкой гильзы и охлаждающей жидкостью увеличивается по мере увеличениястепени турбулентности в пограничном(пристеночном) слое, Чем больше степень турбулентности в пограничном5 слое, тем интенсивнее происходит обмен количествами движения между внешним и пристеночным слоями потока охлаждающей .жидкости, тем больше ско 1 Орость потока вблизи поверхности, теминтенсивнее теплообмен между стенкой,гильзы и охлаждающей жидкостью,Изготовление поперечных ребер вформе профиля крыла позволяет...
Способ центробежного литья трубчатых заготовок с наружным металлокерамическим слоем

Номер патента: 1281340
Опубликовано: 07.01.1987
Авторы: Борбоц, Еременко, Тесля, Фурс
МПК: B22D 13/02
Метки: заготовок, литья, металлокерамическим, наружным, слоем, трубчатых, центробежного
...способом, полностью обеспечивают высокое качество наружного металлокерамического слоя отливок. Ыаровидная форма керамических частиц заданной фракции позволяет металлу легко проникать в пустоты между ними и надежно охватывать и закреплять каждую из них, а ограничения по температуре перегрева металла и гравитационному коэффициенту во время заливки исключают центрифугирование этих частиц от наружной поверхности отливки.Формула изобретенияСпособ центробежного литья трубчатых заготовок с наружным металло- керамическим слоем, преимущественно для бочек печных роликов, включающий приведение изложницы во вращение, введение в нее огнеупорного керамического материала и последующую заливку жаропрочного металла, о т л ич а ю щ и й с я тем, что, с...
Способ получения отливок

Номер патента: 1281341
Опубликовано: 07.01.1987
Авторы: Аникеев, Бровман, Марченко, Сафронова
МПК: B22D 15/00, B22D 18/02
Метки: отливок
...мические деформации, равные Е =о(с -с), где е - температура затвердевания;- температура в данный момент времени (средняя по длине).После начала формирования корки отливки начинают осуществлять сжатие кокиля в направлении усадки металла. На схеме (фиг. 1) показано одноосное сжатие роликами 4 с помощью цилиндра 5, на схемах (фиг,2 и 3) - сжатие двухосное перемещением рам 14 и 15 винтами 16 с двухсторонней нарезкой. Винты вращают передачи 17 двигателем 18, При этом ролики 20 сжимают кокиль в одном направлении, а ролики 21 - в другом (перпендикулярном) направлении. При сжатии кокиля пластически деформируются прокладки 3 (фиг.1) и 12 и 13 (фиг.2 и 3), а металлические части 1 и 2 (фиг.1) и 11 (фиг.2 и 3) деформируются упруго. Величина...
Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов

Номер патента: 1282954
Опубликовано: 15.01.1987
Авторы: Баженов, Бешко, Бровман, Сергиенко
МПК: B22D 11/10
Метки: жидкого, кристаллизатор, литья, машин, металла, металлов, непрерывного, подачи
...прокладкой из картона асбестовогоКАОН - 1, В крышке предусмотрена горловина для заливки металла из разливочного ковша диаметром 200 мм, которую также закрывают герметично крышкой с асбестовой прокладкой,В крышке выполнен узел уплотнения стопорного штыря, герметизация которого обеспечивается сальниковой набивкой маркиАП 18)( 18. Разливочный стакан выполненс наружным диаметром Р, равным 120 мм,внутренним диаметром Р, равным 60 мм,длиной 1.=650 мм, с боковым отверстием 88 мм,выход во внутренний канал которого выполнен на расстоянии 60 мм от нижнеготорца разливочного стакана. Вход боковогоотверстия соединен с трубопроводом дляподачи газа (используют Аг). Давление газарегулируют с помощью редукционного пневмоклапана П - КРО 8 - 22/7, диапазон...
Установка для разборки и очистки облицованных кокилей

Номер патента: 1282955
Опубликовано: 15.01.1987
Авторы: Копров, Репин, Рябинкин, Шаврин
МПК: B22D 15/04
Метки: кокилей, облицованных, разборки
...5 и 10 расположены вовзимно перпендикулярных плоскостях.На поперечине 3 размещены привод 12рольганга 13 и устройство 14 обдува кокилей с приводом 15.Установка работает следующим образом.В исходном положении плиты 4 находятся в крайнем переднем положении, роликирольганга 13 неподвижны, поворотные упоры 6 закрыты, гидроцилиндры 9 с выталкивателями 8 находятся в крайнем заднемположении, а дополнительные захваты 10 40раскрыты. После включения привода 12 кокиль 16 подается по рольгангу 13 в устройство до поворотного упора 6, при этомреборды кокиля заходят в захваты 5 дляраскрытия кокиля. Как только кокиль 16доходит до упоров 6, гидроцилиндры 7 начинают перемещать плиты 4, которые своимизахватами 5 раскрывают кокиль 16. По достижении...
Изложница для центробежного литья биметаллических отливок

Номер патента: 1282956
Опубликовано: 15.01.1987
Автор: Потапов
МПК: B22D 19/00
Метки: биметаллических, изложница, литья, отливок, центробежного
...колонках 16, изложница фиксируется на планшайбе 12.Подготовка изложницы к заливке (фиг. 5).Приводят во вращение изложницу и одновременно ось шпинделя перемещают в горизонтальное положение.Закладные стопоры 11 при этом удерживаются от выпадания в пазах центростремительной силой.Во внутреннюю полость изложницы вводят металлопровод 17 заливочного устройства (в виде торкретированной изнутри металлической трубки).Дозирование расплава венечной части, положение стопора относительно свободной поверхности расплава в конце заливки (фиг. 6).В момент достижения шпинделем 13 расчетной частоты вращения положение его горизонтально и, следовательно, возможно осуществить последовательную заливку расплавов венечной и ступичной частей. Выделим два...
Способ получения биметаллических изделий намораживанием

Номер патента: 1282957
Опубликовано: 15.01.1987
Автор: Бетеня
МПК: B22D 19/00, B22D 23/04
Метки: биметаллических, намораживанием
...При меньших чем 1,3 Па с значениях вязкости флюса не сохраняется его сплошной слой на заготовке из-за стекания и образуются незащищенные участки наплавляемой поверхности, которые интенсивно окисляются при рабочих температурах процесса, что является причиной низкого качества или отсутствия соединения между намороженным слоем и заготовкой.Экспериментально установлено, что при относительной скорости погружения наплавляемой поверхности в расплав более 0,2 м/с прочность сцепления намороженного слоя с основной снижается в сравнении с данны 5 10 15 20 25 30 ного экскаватора. Изношенную рабочую часть зуба необходимо восстановить по форме и размерам присадочным сплавом Сормайт.Заготовку подвергают высокочастотному нагреву до температуры 1153...
Поворотный ковшевой затвор

Номер патента: 1282958
Опубликовано: 15.01.1987
Авторы: Мохов, Нисковских, Певзнер
МПК: B22D 41/08
Метки: затвор, ковшевой, поворотный
...опирающимся на корус 1 при помощи тел 6 качения, расположенных в расточках корпуса 1, ведущую коническую вал-шестерню 7, установленную во втулке 8, нижнюю огнеупорную плиту 9, установленную в крышке 10, прижимающейся пружинами 11 к корпусу 1, обеспечивая прижим между собой огнеупорных плит 2, 3 и 9, и стакан-коллектор 12. Корпус 1 затвора жестко закреплен к опорной плите разливочной емкости (промковша) 13 с помощью штырей 14 и клиньев 15. Затвор имеет привод 16.Затвор работает следующим образом. Вращаясь от привода 16, вал-шестерня 7 поворачивает ведомое колесо 5 и связанную с ним эвольвентным шлицевым соединением обойму 4 вместе с подвижной огнеупорной плитой 3. При совмещении отверстий в подвижной 3 и неподвижных 2 и 9 плитах...
Устройство для извлечения слитка из изложницы

Номер патента: 1284649
Опубликовано: 23.01.1987
Авторы: Богуславский, Коновальченко, Рожков
МПК: B22D 5/00
Метки: извлечения, изложницы, слитка
...части крышки 4 закреплена пластина 12 для маркировки слитков.Устройство работает следующим образом, Застывший слиток 6, находящийся в изложнице 1 и закрытый погруженной в металл крышкой 4, вместе с механизмом 3 подъема вращается на разливочной машине 2. При поступлении команды включается механизм 3 подъема крышки 4, который, развивая усилие большее, чем усилие залипания слитка 6, вытягивает слиток из изложницы. Срыва слитка 6 с крышки 4 не происходит, так как металл слитка затекает и застывает в канавке 6, а усилие, необходимое для среза застывшего в канавке металла, превышает усилие, необходимое для вытаскивания слитка из изложницы, По мере подъема крышки вместе со слитком 6 штырь 5, поддерживаемый пружиной 7, достигает упора 11....
Литниковая система для сифонной отливки слитков

Номер патента: 1284650
Опубликовано: 23.01.1987
Авторы: Вербицкий, Лившиц, Мендельсон, Олексиенко, Переверзев, Туровский, Шифрин
МПК: B22D 7/00
Метки: литниковая, отливки, сифонной, слитков
...обусловлен тем, что пролетный сифон с косым стыком полностью расположен под телом слитка. Остальные сифоны, также расположенные полностью под телом слитка, имеют более сложную конфигурацию металлоподводящего канала.Устройство работает следующим образом.Металл, заливаемый в литниковую систему, заполняет металлоподводящий канал 4 и продольные пазы 6. Металл в пазах застывает и охлаждается быстрее, чем в основном сечении канала. При этом, возникающие в основном сечении термические напряжения, приводят к образованию горячих трещин, снижающих прочность закри "таллизовавшегося металла литниковой системы и облегчающих извлечение слитка из изложницы.В индукционной печи проведены выплавка коррозионно-стойкой стали и разливкаее в литниковые...
Слиток

Номер патента: 1284651
Опубликовано: 23.01.1987
Авторы: Вышгородько, Жакыпбекова, Сагалаев, Цымбал, Чабан, Шефер
МПК: B22D 7/00
Метки: слиток
...по синусоидальной волне с радиусом 0,8 - 1,2 г. В верхней части слитка на расстоянии от кромки, равном 0,2 его высоты, эти грани имеют плоскую поверхность по касательной к впадинам волн, образуемой теплоизоляционными плитами, устанавливаемыми в изложницу перед заливкой стали. Наличие синусоидальной волны существенно увеличивает поверхность узкой грани слитка. Сочетание выпуклостей с вогнуто- стью позволяет работать отдельным звеньям твердой корочки слитка узкой грани как обратным аркам, что уменьшает возникающие разрывающие усилия, способствует более равномерному распределению усадки металла в процессе кристаллизации по периметру слитка, Прямолинейный участок на широкой грани, примыкающий к угловой зоне, равной 0,5 г и его сопряжение...
Способ непрерывного литья полых заготовок и устройство для его осуществления

Номер патента: 1284652
Опубликовано: 23.01.1987
Авторы: Гвелесиани, Кевхишвили, Рамишвили
МПК: B22D 11/00
Метки: заготовок, литья, непрерывного, полых
...и заготовки35 40 4550 55 1 О 15 20 25 30 не соответствует тем силам трения, которые заложены в упругих элементах.При замедленной усадке заготовки пружины развивают постоянно заданное усилие, а заготовка вследствие замедленной усадки создает усилие трения ниже первоначального уровня дорна, что позволяет ему опускаться глубже на нужное расстояние за один цикл качания. В дальнейшем , если усилие не стабилизируется, дорн при каждом цикле качания опускается на нужную глубину, таким образом увеличивается площадь контакта, в результате чего заготовка охлаждается интенсивнее и процесс литья стабилизируется, Необходимым условием при этом является то, что скорость передвижения дорна и кристаллизатора при качании должна опережать скорость...
Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления

Номер патента: 1284653
Опубликовано: 23.01.1987
Авторы: Калягин, Лунев, Потапов, Сорокин, Шичков, Щеголев
МПК: B22D 11/16
Метки: заготовок, кристаллизатора, литья, непрерывного, работы, режимом
...от задатчика температуры рабочих стенок. Сигнал рассогласования с выхода второго алгебраического сумматора, пропорциональный разности температуры в 1 ОС, поступает на вход серводвигателя, который воздействует на регулирующий вентиль в направлении увеличения расхода55 5 1 О 15 20 25 30 35 40 45 смазки до 0,6 кг/т. Увеличенный расход смазки улучшает тепловой контакт рабочей стенки со слитком, в результате тепловой поток от слитка к стенке возрастает, а следовательно, возрастает и температура стенки, достигнув заданного уровня 150 С.По способу, включающему подачу смазки различного состава на расстоянии от мениска металла, равном 0,5 - 1,5 толщины слитка, равномерно по его периметру, дополнительно измеряют температуру рабочих стенок,...
Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления

Номер патента: 1284654
Опубликовано: 23.01.1987
Авторы: Калягин, Сорокин, Шичков, Щеголев
МПК: B22D 11/16
Метки: металла, непрерывной, процессом, разливки
...уровень металла вновь повышается.Как показали исследования, в процессе непрерывной разливки наибольшая плотность теплового потока через стенки кристаллизатора наблюдается на, горизонте на 5 - 15 мм ниже мениска металла. На этом уровне температура рабочей стенки достигает максимальных значений и при определенных режимах разливки она превышает максимально допустимую. Повышение температуры медных стенок кристаллизатора в зоне мениска жидкого металла выше 210 - 230 С в условиях возрастания усилий вытягивания слитка из кристаллизатора свыше 3,5 - 10,5 т для слитков с соотношением сторон более 3:1 приводит к образованию на слитке паукообразных поверхностных трещин, снижаюгцих качество и выход годного металла. Причиной образования этих...
Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления

Номер патента: 1284655
Опубликовано: 23.01.1987
Авторы: Вотинов, Паршин, Шестаков, Щеголев
МПК: B22D 11/16
Метки: вторичного, заготовок, зоны, литья, непрерывного, охлаждения, режимом, тепловым
...поворота ролика; ро - угол поворота, соответствующий минимальному расстоянию термопары от поверхности слитка; Лр - угол запаздывания. Максимального значения температура достигает не при угле ро, а с некоторым запаздыванием, а именно при угле поворота (ро+Ь). Величина запаздывания целиком определяется расстоянием точки замера температуры от поверхности ролика.Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок включает измерение скорости вытягивания слитка, определение периода полного оборота ролика, измерение температуры бочки ролика, определение среднего за период полного оборота ролика значения этой температуры и регулирование расхода охлаждающей воды пропорционально...
Податливый металлический стержень

Номер патента: 1284656
Опубликовано: 23.01.1987
Авторы: Ищук, Печеный, Сабыбин, Чайкин
МПК: B22D 15/00
Метки: металлический, податливый, стержень
...производству, в частности к литью в металлические формы.Цель изобретения - повышение качества литья.На фиг. 1 изображен металлический стержень, разрез; на фиг. 2 - разрез А - А на фиг, 1.Податливый металлический стержень содержит пластины 1, жестко соединенные в нерабочей части стяжками 2 с центральной пластиной 3, в которой выполнены каналы для подачи охладителя, В формообразующей части пластин 1 выполнены прорези 4, представляющие собой вертикальный сквозной паз шириной не меньше ширины формообразующей части и глубиной не превышающей максимального непроливаемого зазора. Количество пластин в стержне определено из условия, чтобы суммарная глубина прорезей была не меньше величины литейной усадки отливки.Податливый металлический...
Кокильная машина

Номер патента: 1284657
Опубликовано: 23.01.1987
Авторы: Аббасов, Рыжов, Сеидов, Шляховский
МПК: B22D 15/04
Метки: кокильная
...соответствующими конфигурации отливок 23, и отрезное устройство 29 с отрезным элементом 30 (например, дисковая пила) и приводом, подвижным прижимом 31 с пружинами 32. Отрезное устройство 29 установлено на основании 13 с возможностью возвратно-поступательного движения от цилиндра 33. На центральном 5 О 5 2 О 25 30 35 40 45 50 55 упоре 28 кольцевая прорезь 34, в кот эрой располагается сбрасыватель 35, закрепленный вне ротора 27 на основании 13 и подающий отливку 23, после отрезки ее прибыли 36 и поворота ротора 27, по наклонному лотку 37 в приемный бунхер 38. На позиции подготовки кокилей к последующим заливкам установлен цилиндр 39, который после каждой остановки стола 1 совершает поступательно-возвратное действие, смыкая половинки...
Пресс-форма для литья под давлением

Номер патента: 1284658
Опубликовано: 23.01.1987
Авторы: Агафонов, Беккер, Кузнецов, Тяпкин
МПК: B22D 17/22, B29C 45/40
Метки: давлением, литья, пресс-форма
...5 выполнен ступенчатым и связан. с плитой 3 посредством копирного паза 8, выполненного на ступени с большим диаметром и взаимодействующего с пальцем 9, жестко закрепленным в направляющей втулке 7, На участке выталкивателя меньшего диаметра закреплен упор 10, при этом внутренняя полость направляющей втулки 11 плиты 12 пуансона 13 имеет продольный паз 14 для упора 10 и ограничитель 15 его углового перемещения.Длина продольного паза 14 в направляющей втулке 11 соответствует перемещению ступенчатого толкателя 5.Пресс-форма работает следующим образом.При перемещении выталкивающих плит 3 происходит перемещение в осевом направлении толкателей 4 и 5. Центральный толкатель 5 перемещается на величину Ь до упора его торцовой части...
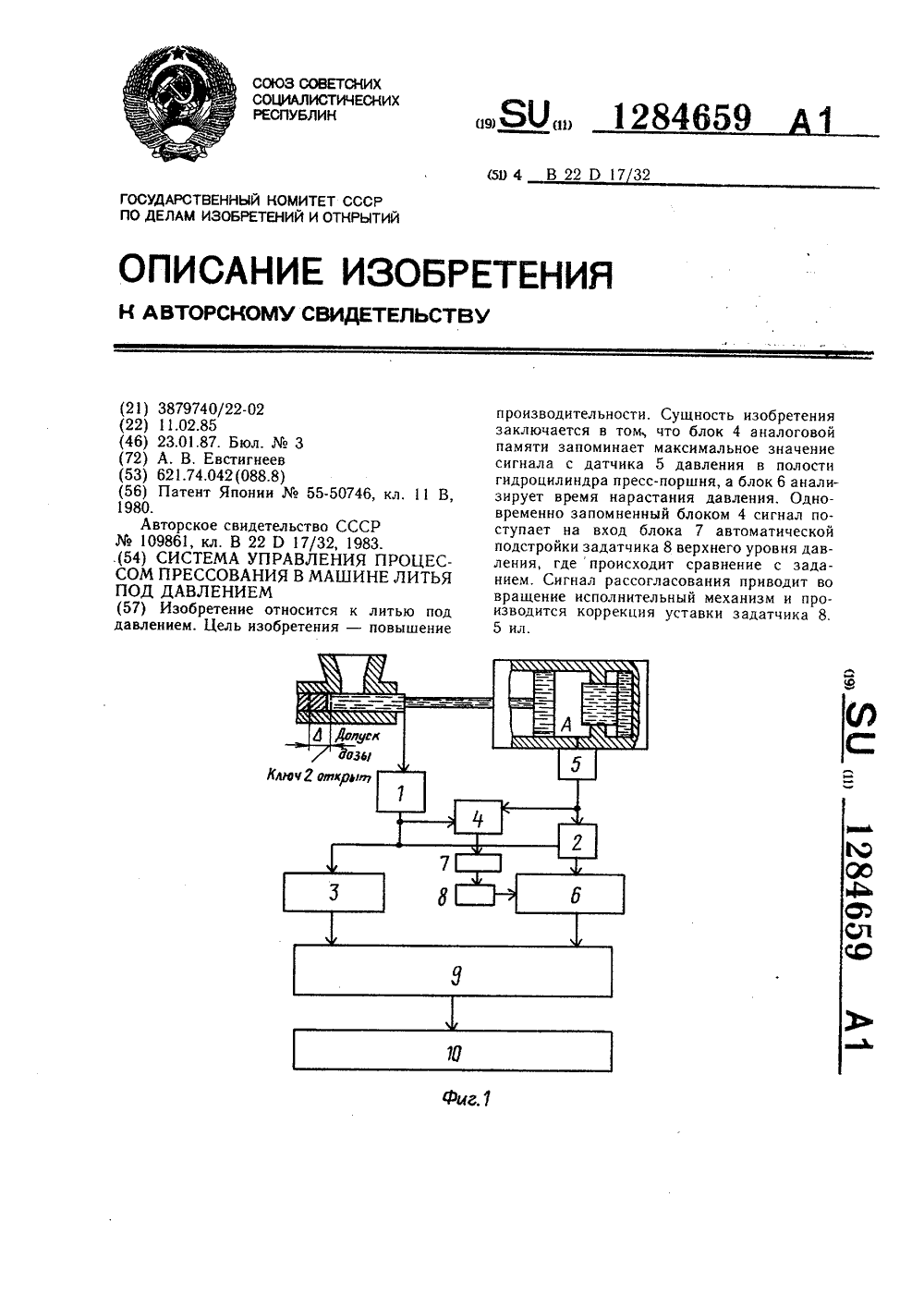
Система управления процессом прессования в машине литья под давлением
Номер патента: 1284659
Опубликовано: 23.01.1987
Автор: Евстигнеев
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
...как при отходе пресс-поршня в исходное положение ключ 21 закрывается, и только после нажатия оператором кнопки Пуск 22 нового цикла прессования конденсатор С разряжается на землю. Таким образом схема подготавливается к новому циклу запоминания,Блок 6 контроля времени (фиг. 4) работает следующим образом,Сигнал от датчика 5 давления через открытый ключ 2 подается на усилительный элемент 23, выход которого соединен с входами блоков 24 и 25, которые представляют собой схемы триггера Шмитта, на другие входы которых подаются сигналы с задатчика 26 нижнего уровня давления и задатчика верхнего уровня давления - блок 8.Блоки 24 и 25 настроены так, что при превышении давлением порога срабатывания, заданного задатчиком 26, счетные импульсы...
Система управления процессом прессования в машине литья под давлением

Номер патента: 1284660
Опубликовано: 23.01.1987
Автор: Евстигнеев
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
...контакт 19 релейного элемента блока контроля скорости, релейный элемент 20 с нормально открытыми и закрытыми контактами, выключатель 21 формирователя, релейный элемент 22 с нормально открытыми и закрытыми контактами, нормально закрытый контакт 23 релейного элемента блока контроля времени нарастания давления.На фиг, 2 изображена структурная схема блока 3 контроля скорости прессования.В основу измерения скорости положен принцип, где в качестве измерительной базы принимается время между двумя одиночными импульсами, в течение которого укладываются импульсы калиброванной частоты. Чем выше скорость, тем меньшее количество импульсов укладывается в измерительной базе и наоборот, Выделение двух одиночных импульсов из аналогового сигнала...
Устройство для получения отливок

Номер патента: 1284661
Опубликовано: 23.01.1987
Авторы: Караник, Ким, Кокошко, Лозенко, Лопаткин, Пухальский
МПК: B22D 18/02
Метки: отливок
...центре промежуточной плиты 8 выполнен литниковый ход 9. На подвижный стол 10 гидропресса, имеющего захваты 11, установлена камера 12 выжимания, облицованная жидкостекольной стержневой смесью 13.Устройство работает следующим образом.Обоймы 1, закрепленную неподвижно на вращающейся плите 2, поворотом послед ней устанавливают в горизонтальное положение. В полость обоймы 1 устанавливают оболочковые формы 5, Заполненная оболочковыми формами 5 обойма 1 поворачивается с помощью плиты 2 вертикально вверх и закрывается промежуточной плитой 6, имеющей выступ 7 с канавкой. С помощью фиксаторов 4 захватных устройств 3 промежуточная плита 6 крепится к обойме 1. После этого вращением плиты 2 обойма 1, собранная с формами 5 и промежуточной плитой 6,...