Система управления процессом прессования в машине литья под давлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1284660
Автор: Евстигнеев

Текст
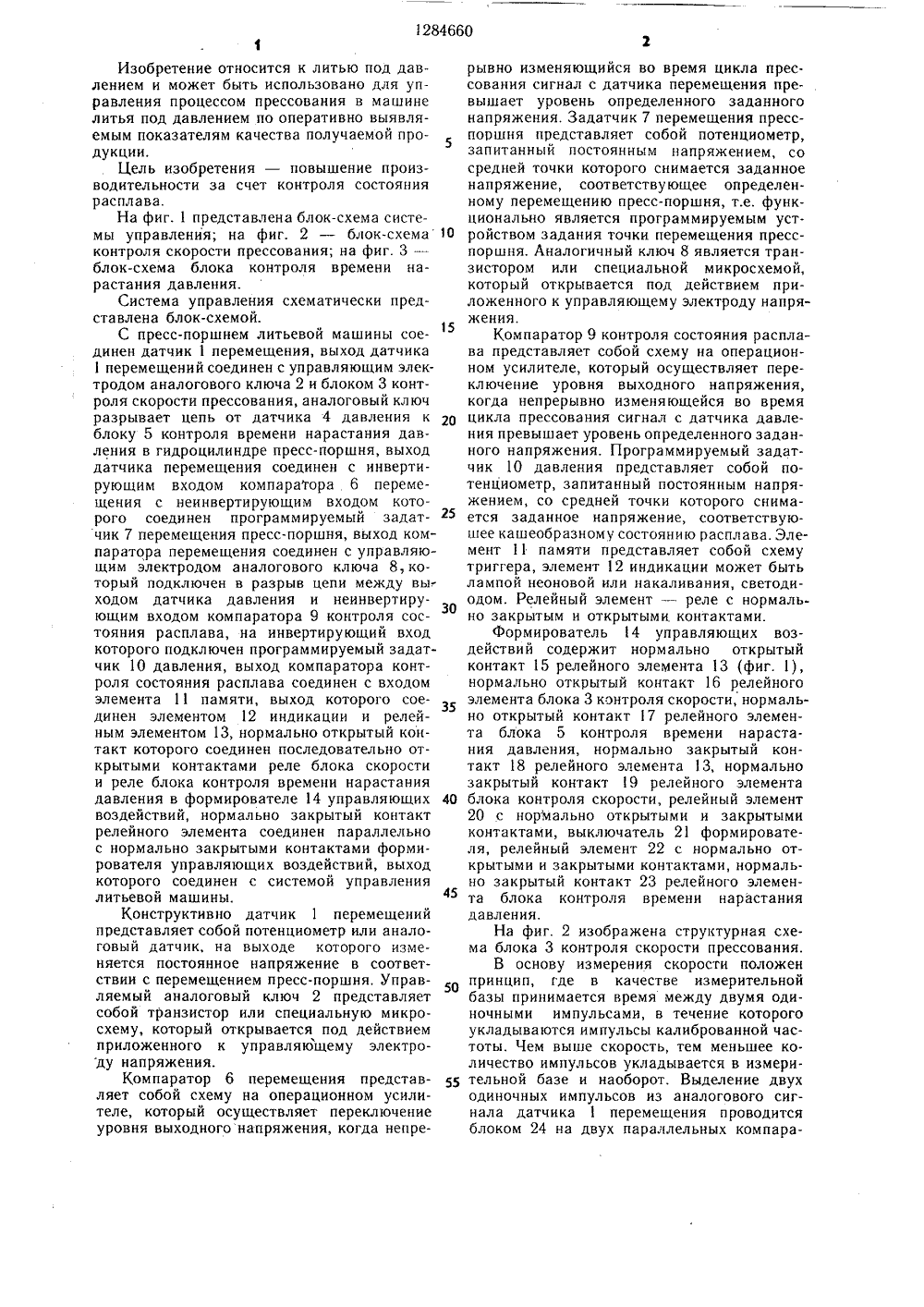
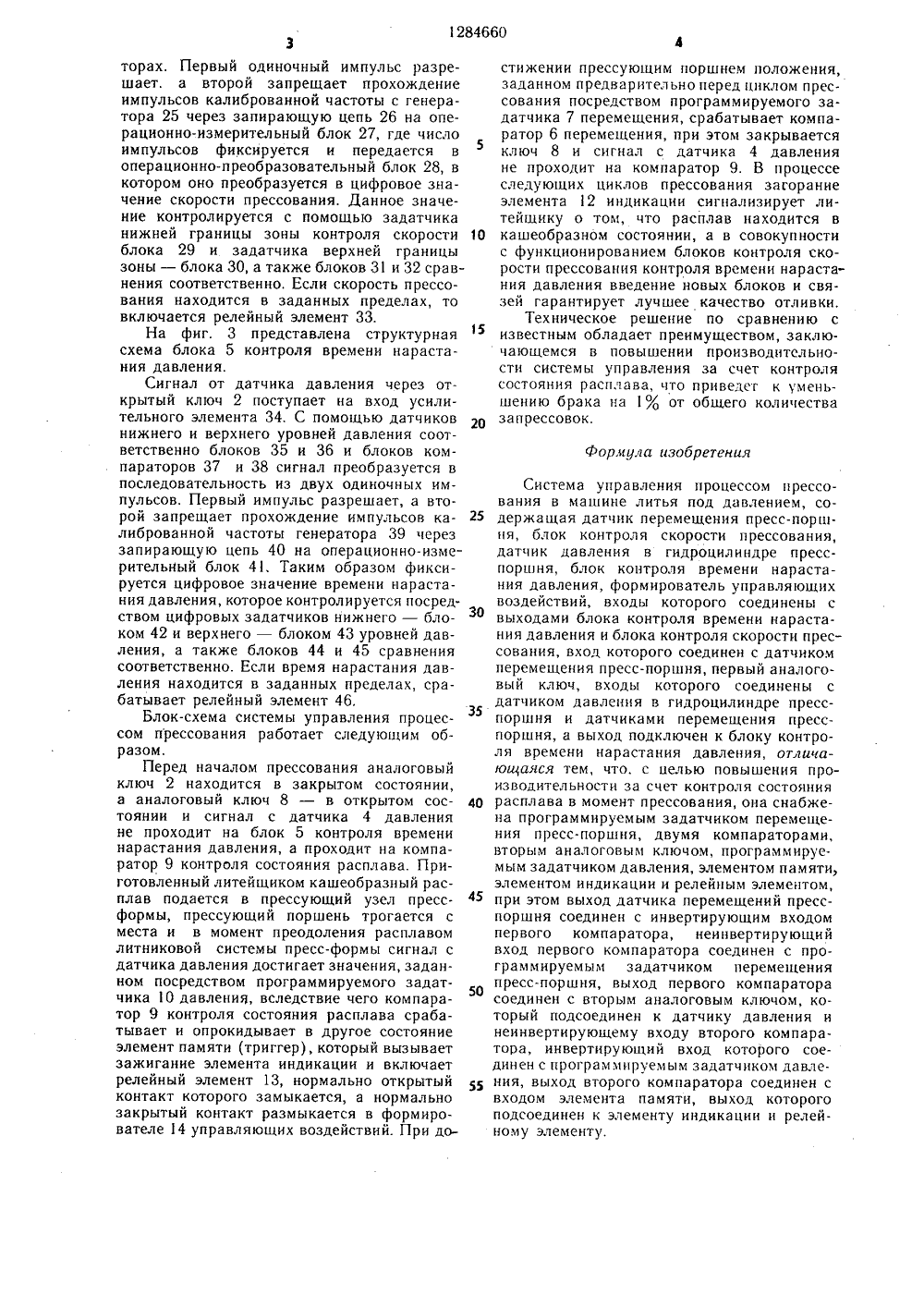
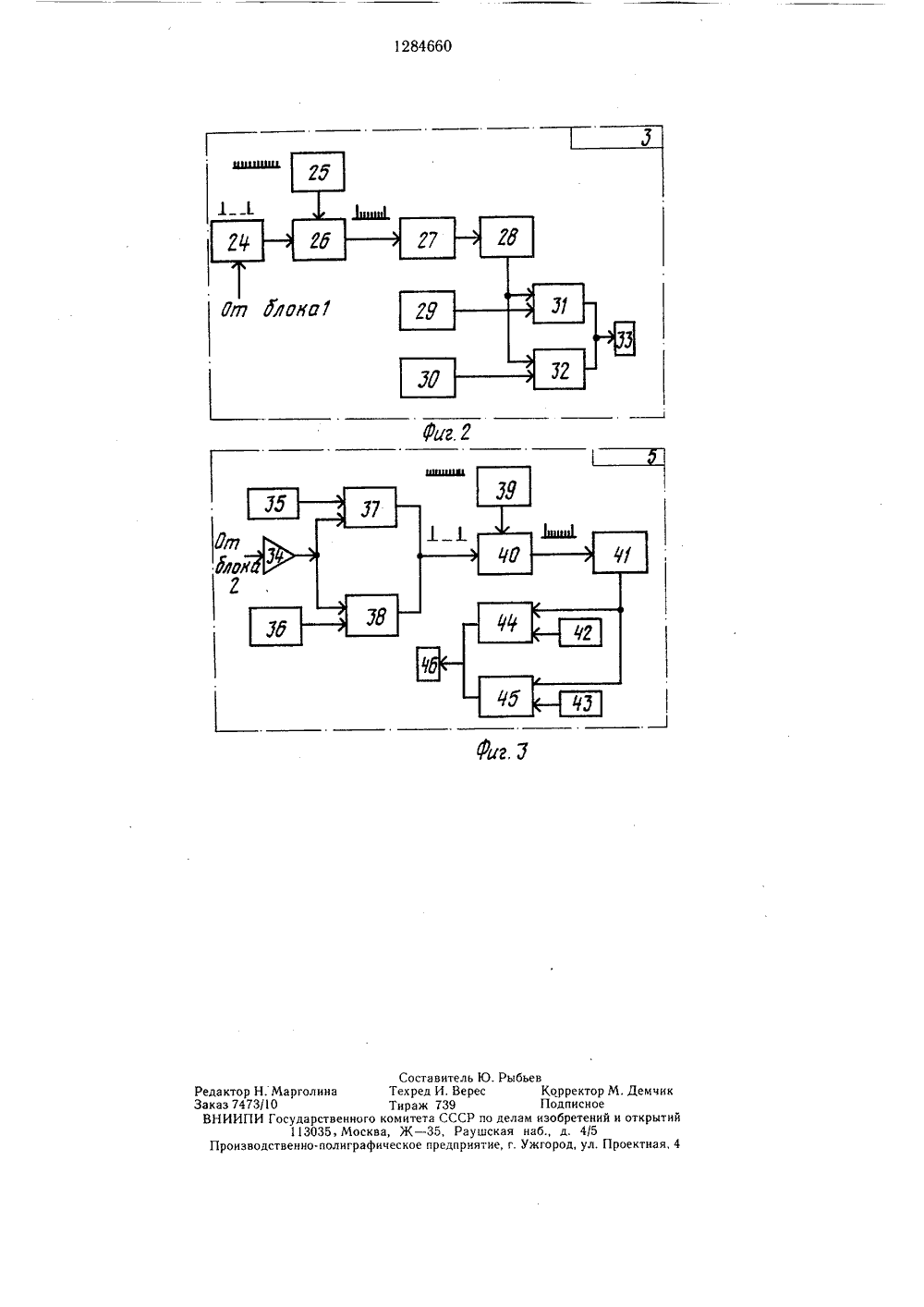
(19) (1 2) 4 В 22 0 17/32 ОБРЕТЕНИЕЛЬСТВУ я 55-50746, кл. 11 В, ВЛЕНИЯ ПРОЦЕС- В МАШИНЕ ЛИТЬЯ ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИ ОПИСАНИЕ ИК АВТОРСКОМУ СВИ(54) СИСТЕМА УПРАСОМ ПРЕССОВАНИЯПОД ДАВЛЕНИЕМ(57) Изобретение относится к управлениюмашиной литья под давлением. Цель изобретения - повышение производительностиза счет контроля состояния расплава, Существо изобретения заключается в том, чтопри подаче расплава в прессующий узелпресс-формы и продвижении прессу ющегопоршня сигнал с датчика 4 давления достигает значения, заданного задатчиком 10 давления, вследствие чего компаратор 9 контроля состояния расплава срабатывает и переводит в другое состояние элемент 11 памяти. Сигнал с элемента памяти включает релейный элемент 13, в результате чего в формирователе 14 замыкается нормально- открытый контакт и размыкается нормально закрытый контакт. При достижении прес- сующим поршнем положения, заданным задатчиком 7 перемещения, срабатывает компаратор 6, при этом закрывается ключ 8 и сигнал с датчика 4 давления не проходит на компаратор 9. В процессе следующих циклов прессования загорание элемента 12 индикации сигнализирует о том, что расплав находится в кашеобразном состоя- а нии. 3 ил.Изобретение относится к литью под давлением и может быть использовано для управления процессом прессования в машине литья под давлением по оперативно выявляемым показателям качества получаемой продукции.Цель изобретения - повышение производительности за счет контроля состояния расплава.На фиг. 1 представлена блок-схема системы управления; на фиг. 2 - блок-схема 10 контроля скорости прессования; на фиг. 3 - блок-схема блока контроля времени нарастания давления.Система управления схематически представлена блок-схемой.С пресс-поршнем литьевой машины соединен датчик 1 перемещения, выход датчика1 перемещений соединен с управляющим электродом аналогового ключа 2 и блоком 3 контроля скорости прессования, аналоговый ключразрывает цепь от датчика 4 давления кблоку 5 контроля времени нарастания давления в гидроцилиндре пресс-поршня, выходдатчика перемещения соединен с инвертирующим входом комп а разора 6 перемещения с неинвертирующим входом которого соединен программируемый задатчик 7 перемещения пресс-поршня, выход компаратора перемещения соединен с управляющим электродом аналогового ключа 8, конторыи подключен в разрыв цепи между вы-.ходом датчика давления и неинвертирующим входом компаратора 9 контроля сосОтояния расплава, на инвертирующии вход которого подключен программируемый задатчик 10 давления, выход компаратора контроля состояния расплава соединен с входом элемента 11 памяти, выход которого соединен элементом 12 индикации и релейным элементом 13, нормально открытый контакт которого соединен последовательно открытыми контактами реле блока скорости и реле блока контроля времени нарастаниядавления в формирователе 14 управляющихвоздействий, нормально закрытый контактрелейного элемента соединен параллельно с нормально закрытыми контактами формирователя управляющих воздействий, выход которого соединен с системой управления литьевой машины.Конструктивно датчик 1 перемещений представляет собой потенциометр или аналоговый датчик, на выходе которого изменяется постоянное напряжение в соответствии с перемещением пресс-поршня. Управляемый аналоговый ключ 2 представляет собой транзистор или специальную микросхему, который открывается под действием приложенного к управляющему электроду напряжения.Компаратор 6 перемещения представляет собой схему на операционном усилителе, которыи осуществляет переключение уровня выходного напряжения, когда непре 1520303545 50 55 рывно изменяющийся во время цикла прессования сигнал с датчика перемещения превышает уровень определенного заданного напряжения. Задатчик 7 перемещения пресс- поршня представляет собой потенциометр, запитанный постоянным напряжением, со средней точки которого снимается заданное напряжение, соответствующее определенному перемещению пресс-поршня, т.е. функционально является программируемым устройством задания точки перемещения пресс- поршня. Аналогичный ключ 8 является транзистором или специальной микросхемой, который открывается под действием приложенного к управляющему электроду напряжения,Компаратор 9 контроля состояния расплава представляет собой схему на операционном усилителе, который осуществляет переключение уровня выходного напряжения, когда непрерывно изменяющейся во время цикла прессования сигнал с датчика давления превышает уровень определенного заданного напряжения. Программируемый задатчик 10 давления представляет собой потенциометр, запитанный постоянным напряжением, со средней точки которого снимается заданное напряжение, соответствуюшее кашеобразному состоянию расплава. Элемент 11 памяти представляет собой схему триггера, элемент 12 индикации может быть лампой неоновой или накаливания, светодиодом. Релейный элемент - реле с нормально закрытым и открытыми контактами.Формирователь 14 управляющих воздействий содержит нормально открытый контакт 15 релейного элемента 13 (фиг, 1), нормально открытый контакт 16 релейного элемента блока 3 контроля скорости, нормально открытый контакт 17 релейного элемента блока 5 контроля времени нарастания давления, нормально закрытый контакт 18 релейного элемента 3, нормально закрытый контакт 19 релейного элемента блока контроля скорости, релейный элемент 20 с нормально открытыми и закрытыми контактами, выключатель 21 формирователя, релейный элемент 22 с нормально открытыми и закрытыми контактами, нормально закрытый контакт 23 релейного элемента блока контроля времени нарастания давления.На фиг, 2 изображена структурная схема блока 3 контроля скорости прессования.В основу измерения скорости положен принцип, где в качестве измерительной базы принимается время между двумя одиночными импульсами, в течение которого укладываются импульсы калиброванной частоты. Чем выше скорость, тем меньшее количество импульсов укладывается в измерительной базе и наоборот, Выделение двух одиночных импульсов из аналогового сигнала датчика 1 перемещения проводится блоком 24 на двух параллельных компара 1284660торах. Первый одиночный импульс разрешает. а второй запрещает прохождение импульсов калиброванной частоты с генератора 25 через запирающую цепь 26 на операционно-измерительный блок 27, где число импульсов фиксируется и передается в операционно-преобразовательный блок 28, в котором оно преобразуется в цифровое значение скорости прессования. Данное значение контролируется с помощью задатчика нижней границы зоны контроля скорости 1 О блока 29 и задатчика верхней границы зоны - блока 30, а также блоков 31 и 32 сравнения соответственно. Если скорость прессования находится в заданных пределах, то включается релейный элемент 33.На фиг. 3 представлена структурная схема блока 5 контроля времени нарастания давления.Сигнал от датчика давления через открытый ключ 2 поступает на вход усилительного элемента 34. С помощью датчиков нижнего и верхнего уровней давления соответственно блоков 35 и 36 и блоков компараторов 37 и 38 сигнал преобразуется в последовательность из двух одиночных импульсов. Первый импульс разрешает, а второй запрещает прохождение импульсов ка либрованной частоты генератора 39 через запирающую цепь 40 на операционно-измерительный блок 41. Таким образом фиксируется цифровое значение времени нарастания давления, которое контролируется посредством цифровых задатчиков нижнего - бло 30 ком 42 и верхнего - блоком 43 уровней давления, а также блоков 44 и 45 сравнения соответственно. Если время нарастания давления находится в заданных пределах, срабатывает релейный элемент 46.Блок-схема системы управления процессом прессования работает следующим образом.Перед началом прессования аналоговый ключ 2 находится в закрытом состоянии, а аналоговый ключ 8 - в открытом сос тоянии и сигнал с датчика 4 давления не проходит на блок 5 контроля времени нарастания давления, а проходит на компаратор 9 контроля состояния расплава. Приготовленный литейщиком кашеобразный расплав подается в прессующий узел прессформы, прессующий поршень трогается с места и в момент преодоления расплавом литниковой системы пресс-формы сигнал с датчика давления достигает значения, заданном посредством программируемого задатчика 10 давления, вследствие чего компаратор 9 контроля состояния расплава срабатывает и опрокидывает в другое состояние элемент памяти (триггер), который вызывает зажигание элемента индикации и включает релейный элемент 13, нормально открытый контакт которого замыкается, а нормально закрытый контакт размыкается в формирователе 14 управляющих воздействий. При достижении прессующим поршнем положения, заданном предварительно перед циклом прессования посредством программируемого задатчика 7 перемещения, срабатывает компаратор 6 перемещения, при этом закрывается ключ 8 и сигнал с датчика 4 давления не проходит на компаратор 9. В процессе следующих циклов прессования загорание элемента 12 индикации сигнализирует литейщику о том, что расплав находится в кашеобразном состоянии, а в совокупности с функционированием блоков контроля скорости прессования контроля времени нарастания давления введение новых блоков и связей гарантирует лучшее качество отливки,Техническое решение по сравнению с известным обладает преимуществом, заключающемся в повышении производительности системы управления за счет контроля состояния расплава, что приведет к уменьшению брака на 1 О от общего количества запрессовок.Формула изобретенияСистема управления процессом прессования в машине литья под давлением, содержащая датчик перемещения пресс-поршня, блок контроля скорости прессования, датчик давления в гидроцилиндре пресс- поршня, блок контроля времени нарастания давления, формирователь управляющих воздействий, входы которого соединены с выходами блока контроля времени нарастания давления и блока контроля скорости прессования, вход которого соединен с датчиком перемещения пресс-поршня, первый аналоговый ключ, входы которого соединены с датчиком давления в гидроцилиндре пресс- поршня и датчиками перемещения пресс- поршня, а выход подключен к блоку контроля времени нарастания давления, отличиюигаяся тем, что. с целью повышения производительности за счет контроля состояния расплава в момент прессования, она снабжена программируемым задатчиком перемещения пресс-поршня, двумя компараторами, вторым аналоговым ключом, программируемым задатчиком давления, элементом памяти, элементом индикации и релейным элементом, при этом выход датчика перемещений пресс- поршня соединен с инвертирующим входом первого компаратора, неинвертирующий входпервого компаратора соединен с программируемым задатчиком перемещения пресс-поршня, выход первого компаратора соединен с вторым аналоговым ключом, который подсоединен к датчику давления и неинвертирующему входу второго компаратора, инвертирующий вход которого соединен с программируемым задатчиком давления, выход второго компаратора соединен с входом элемента памяти, выход которого подсоединен к элементу индикации и релейному элементу.1284660 г,З едактор Н. Марголинааказ 7473/1 ОВНИИПИ Государственного113035,МоскПроизводственно полиграф Составитель Ю. РыбьевТехред И. ВересТираж 739комитета СССР по делам иа, Ж - 35, Раушская набческое предприятие, г, Уж Корректор М, ДемчикПодписноезобретений и открытийд. 4/5ород, ул. Проектная, 4
СмотретьЗаявка
3893914, 12.05.1985
ПРЕДПРИЯТИЕ ПЯ Р-6930
ЕВСТИГНЕЕВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
Опубликовано: 23.01.1987
Код ссылки
<a href="https://patents.su/4-1284660-sistema-upravleniya-processom-pressovaniya-v-mashine-litya-pod-davleniem.html" target="_blank" rel="follow" title="База патентов СССР">Система управления процессом прессования в машине литья под давлением</a>
Устройство для стабилизации заданного давления прессования в шнековых прессах

Номер патента: 113944
Опубликовано: 01.01.1958
Авторы: Дрейзен, Росливкер, Ткаченко
МПК: B30B 15/14
Метки: давления, заданного, прессах, прессования, стабилизации, шнековых
...болтог (на чертеже не показан,) на медной прокладке 8, опира;ощипся на шайбу 9, жестко связанную с корпусом 1. Поршеньлравлческого цилиндра также состоит )з лвух втулок 10 и 11 с пожди )м манн(етом 12 и детальны) приж:.)нь.") Когьь)о:) 18, прикреп. ,)сн)ы.; к ол)ой из вт)лок, жестко осджепная при помощи шпонки 14 на валу 2 упорная втулка 15 снабжена г)опастями-н(ыхоломателями 16,Г 1 олость гидравлического цилиндра соединена трубопроводом 17 с насосом 18, снабженным электродвигателем 19. Насос снабжен автоматическим регулирующим устройством (на чертеже не показано), позволяющим поддерживать в цилиндре постоянное, наперед заданно(, .двление.Вдчдлс работы шнекового пресса влравлически цилиндр нагнетдстс( жидкость с определенным , вл(1...
Устройство для регулирования давления прессования асбестоцементных труб

Номер патента: 1648783
Опубликовано: 15.05.1991
Авторы: Бадаев, Кагно, Лившиц, Таранец, Фридлянд
МПК: B28B 21/00
Метки: асбестоцементных, давления, прессования, труб
...его счетаПри вращении вала датчика 8 в прямом направлении реверсивный счетчик 24 суммирует импульсы от датчика, при вращении вала в обратном направлении в . вычитает, Таким образом происходит компенсация обратного вращения вала датчика, а в реверсивном счетчике 24 двоичное число увеличивается пропорционально увеличению толщины стенки формуемой трубы. Двоичное число с реверсивного счетчика поступает на цифровой нуль-орган 26. Туда же поступает двоичное число со счетчика (нереверсивного) 20, считывающего импульсы, поступающие на его вход от датчика 17 через первый сог-. ласующий элемент 1 9. В цифровом нуль- органе 26 сравниваются двоичные чис. - . ла, поступающие от реверсивного счетчика 24 и от счетчика 20. При превышении числом...
Система управления процессом прессования в машине литья под давлением
Номер патента: 1284659
Опубликовано: 23.01.1987
Автор: Евстигнеев
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
...как при отходе пресс-поршня в исходное положение ключ 21 закрывается, и только после нажатия оператором кнопки Пуск 22 нового цикла прессования конденсатор С разряжается на землю. Таким образом схема подготавливается к новому циклу запоминания,Блок 6 контроля времени (фиг. 4) работает следующим образом,Сигнал от датчика 5 давления через открытый ключ 2 подается на усилительный элемент 23, выход которого соединен с входами блоков 24 и 25, которые представляют собой схемы триггера Шмитта, на другие входы которых подаются сигналы с задатчика 26 нижнего уровня давления и задатчика верхнего уровня давления - блок 8.Блоки 24 и 25 настроены так, что при превышении давлением порога срабатывания, заданного задатчиком 26, счетные импульсы...
Регулятор давления прессования шнекового пресса

Номер патента: 1423421
Опубликовано: 15.09.1988
Авторы: Виноградов, Гельгар, Коба, Садлаев, Тихонов
МПК: B30B 9/12
Метки: давления, пресса, прессования, регулятор, шнекового
...15. При этом упругое звено 7 через отогнутые концы кольца 2, промежуточное звено 6 и диафрагму 5 передает усилие от регулироночногс вин-,15 та 8 на запорный элемент 4, который закрывает выход жидкости из гидросистемы в сливную магистраль. Под давлением жидкости цилиндры 10 перемещают запорный конус 11 н сторону ныход 50 ного отверстия перфориронанного цилиндра 1, Затем в бункер 14 подают прессуемый продукт, который шнеком 13 перемещается в сторону цилиндра 1, После образования пробки н камере прессования начинает повышаться давление, под действием которого перфорированный цилиндр 1, а вместе с ним и кольцо 2 начинают упруго деформироваться пропорционально давлению вкамере прессования,Возникающее н кольце 2 усилие через его...
Система для автоматического регулирования давления прессования асбестоцементных труб
Номер патента: 603582
Опубликовано: 25.04.1978
Авторы: Лихтер, Смирнов, Цибизов
МПК: B28B 21/00
Метки: асбестоцементных, давления, прессования, труб
...обмотка трансформатора 22 соединена с вторичной обмоткой дифференциального трансформатора 5 датчика толщины, Вторичные обмотки трансформаторов 22 и 23 выполнены секционными, при этом выводы этих секций соединены ламелями шагового искателя 16.Выход программного устройства связан с реохордой 13 вторичного прибора 11, причем движок реохорды 13 соединен с входом усилителя 19.К первичным обмоткам всех дифференциальных трансформаторов 5, 15 18 и 24 подведено переменное напряжение питания 10-12 В.Система работает следующим образом.Давление прессования при формировании асбестоцементной трубы на форматной скал ке 3, установленной нв опорном валу 2, определяется давлением экипажа давления 1, которое в свою очередь, зависит от давления в...
Предыдущий патент: Система управления процессом прессования в машине литья под давлением
Следующий патент: Устройство для получения отливок
Случайный патент: 154365