Система управления процессом прессования в машине литья под давлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1284659
Автор: Евстигнеев
Текст
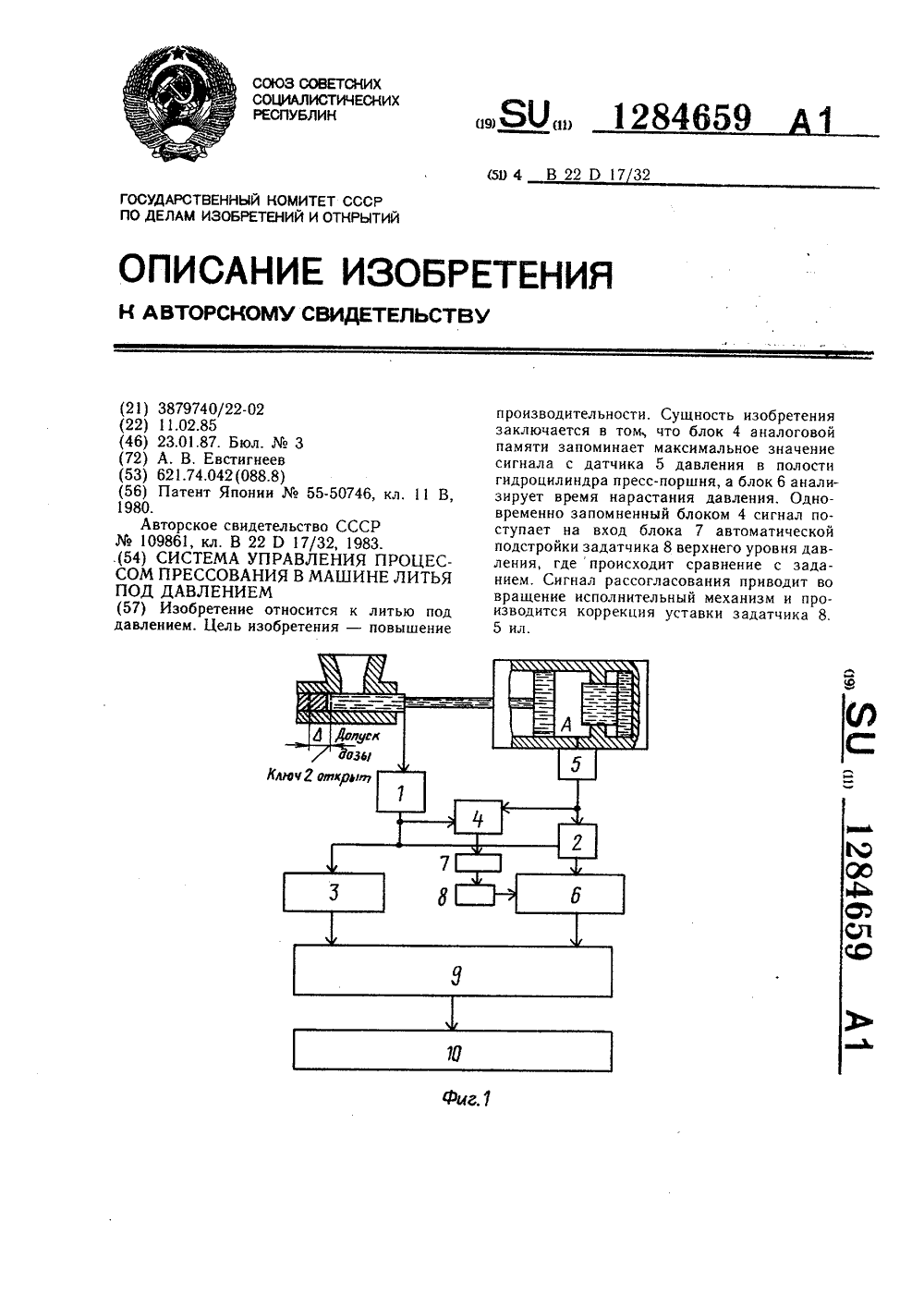
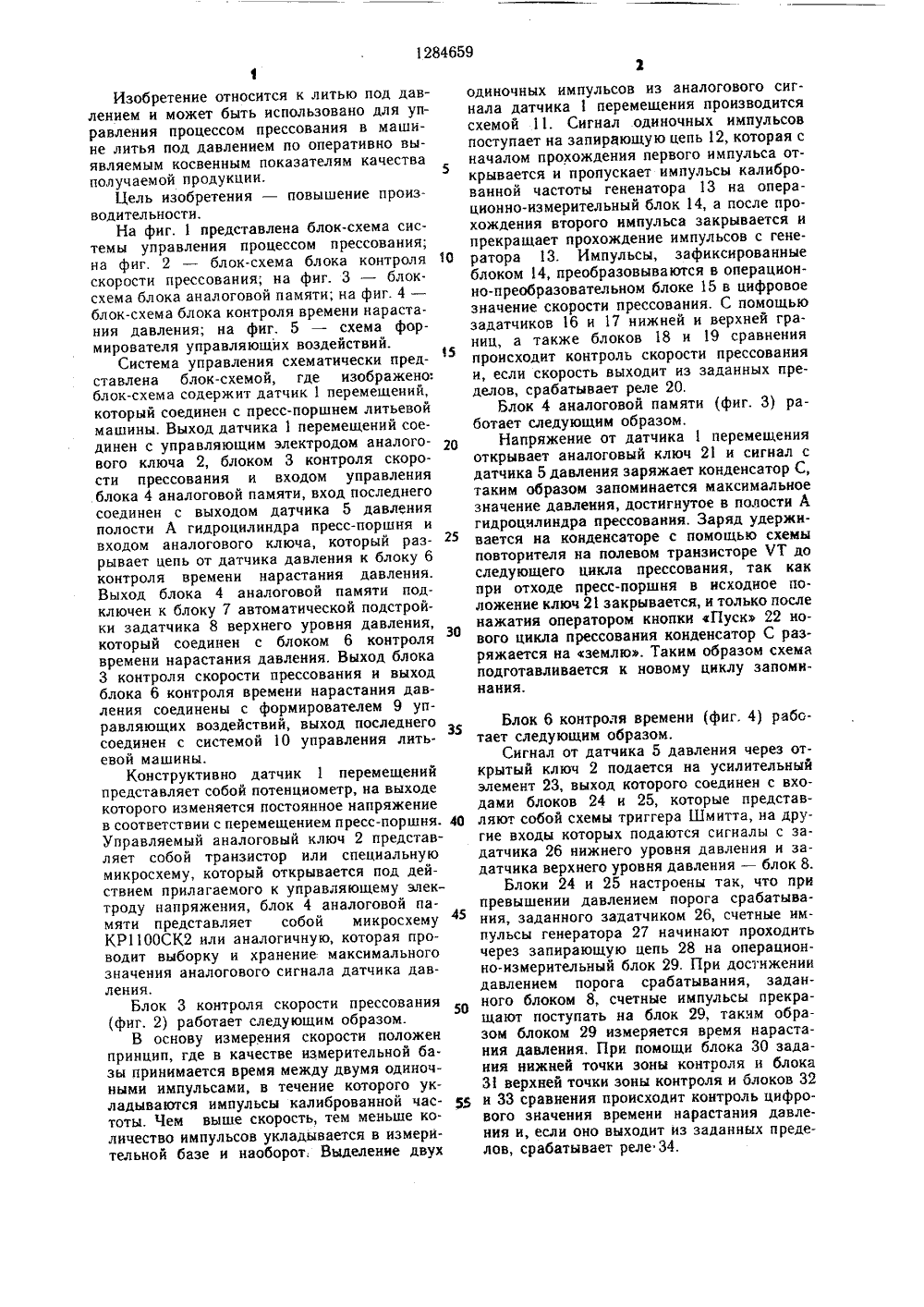
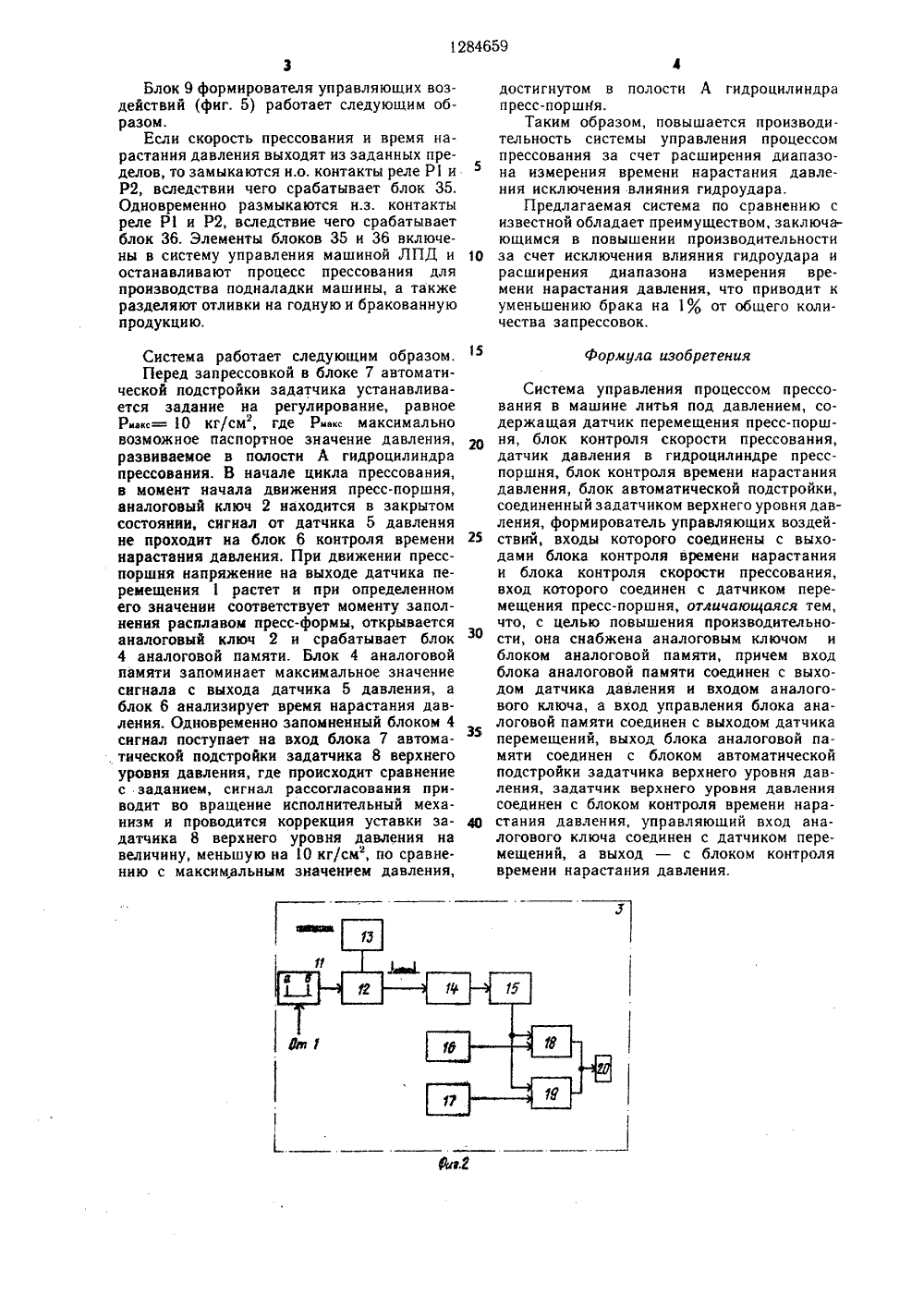
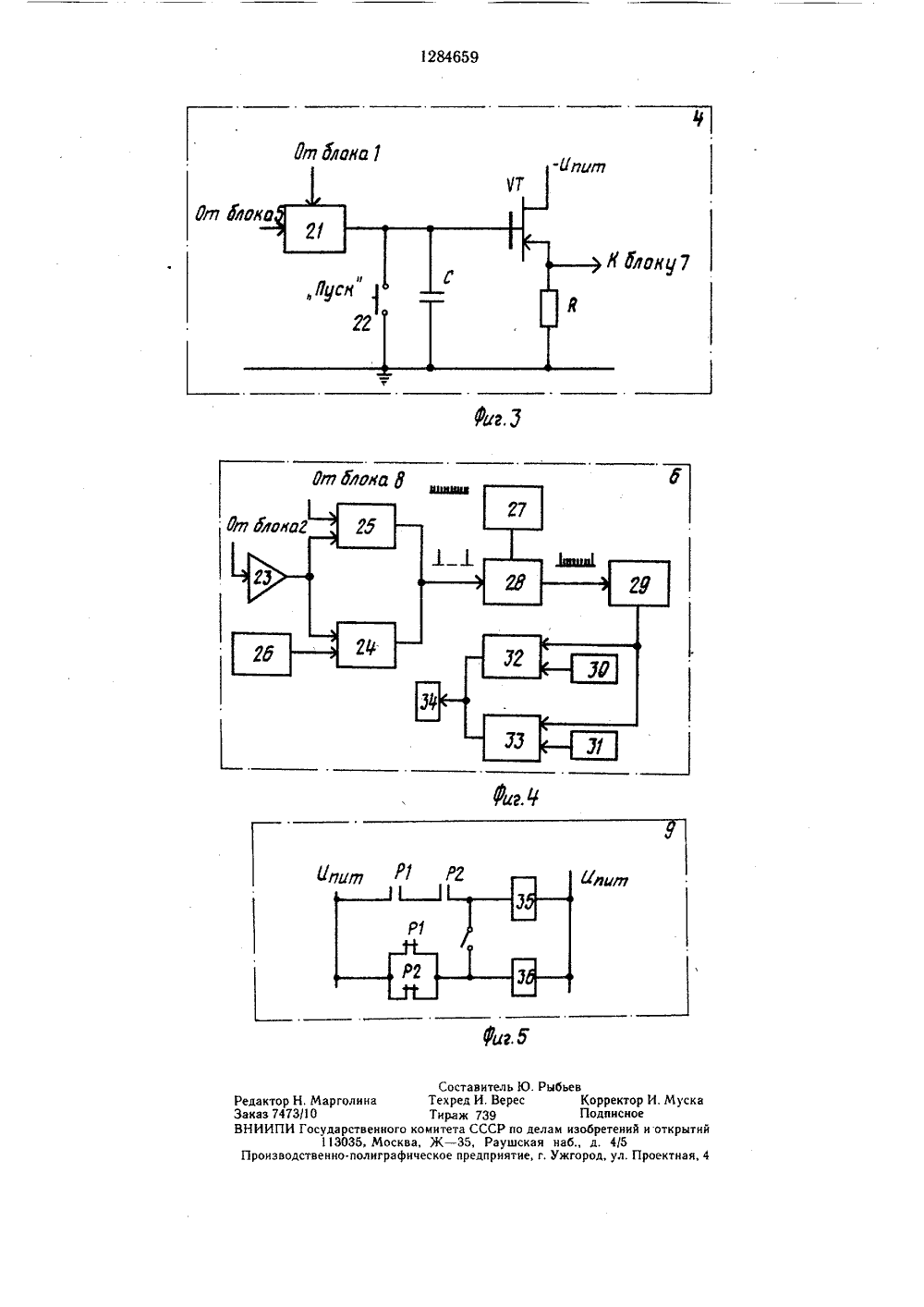
(50 4 В 22 0 1 32 ОПИСАНИЕ ИЗОБРЕТЕНИЯК А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ Клю ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ. (54) СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ В МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ,.ЯО 1284659 1 производительности. Сущность изобретения заключается в том, что блок 4 аналоговой памяти запоминает максимальное значение сигнала с датчика 5 давления в полости гидроцилиндра пресс-поршня, а блок 6 анализирует время нарастания давления, Одновременно запомненный блоком 4 сигнал поступает на вход блока 7 автоматической подстройки задатчика 8 верхнего уровня давления, где происходит сравнение с заданием. Сигнал рассогласования приводит во вращение исполнительный механизм и производится коррекция уставки задатчика 8.5 ил.1Изобретение относится к литью под давлением и может быть использовано для управления процессом прессования в машине литья под давлением по оперативно выявляемым косвенным показателям качества получаемой продукции.Цель изобретения - повышение производительности.На фиг, 1 представлена блок-схема системы управления процессом прессования; на фиг, 2 - блок-схема блока контроля 10 скорости прессования; на фиг. 3 - блоксхема блока аналоговой памяти; на фиг. 4 - блок-схема блока контроля времени нарастания давления; на фиг. 5 - схема формирователя управляющих воздействий.Система управления схематически представлена блок-схемой, где изображено: блок-схема содержит датчик 1 перемещений, который соединен с пресс-поршнем литьевой машины. Выход датчика 1 перемещений соединен с управляющим электродом аналогового ключа 2, блоком 3 контроля скорости прессования и входом управления блока 4 аналоговой памяти, вход последнего соединен с выходом датчика 5 давления полости А гидроцилиндра пресс-поршня и входом аналогового ключа, который разрывает цепь от датчика давления к блоку 6 контроля времени нарастания давления. Выход блока 4 аналоговой памяти подключен к блоку 7 автоматической подстройки задатчика 8 верхнего уровня давления, который соединен с блоком 6 контроля времени нарастания давления, Выход блока3 контроля скорости прессования и выходблока 6 контроля времени нарастания давления соединены с формирователем 9 управляющих воздействий, выход последнего соединен с системой 10 управления лить- евой машины.Конструктивно датчик 1 перемещений представляет собой потенциометр, на выходе которого изменяется постоянное напряжение в соответствии с перемещением пресс-поршня. 40 Управляемый аналоговый ключ 2 представляет собой транзистор или специальнуюмикросхему, который открывается под действием прилагаемого к управляющему электроду напряжения, блок 4 аналоговой памяти представляет собой микросхему КР 1100 СК 2 или аналогичную, которая проводит выборку и хранение максимальногозначения аналогового сигнала датчика давления.Блок 3 контроля скорости прессования (фиг. 2) работает следующим образом.В основу измерения скорости положен принцип, где в качестве измерительной базы принимается время между двумя одиночными импульсами, в течение которого укладываются импульсы калиброванной частоты. Чем выше скорость, тем меньше количество импульсов укладывается в измерительной базе и наоборот, Выделение двух одиночных импульсов из аналогового сигнала датчика 1 перемещения производится схемой 11. Сигнал одиночных импульсов поступает на запирающую цепь 12, которая с началом прохождения первого импульса открывается и пропускает импульсы калиброванной частоты гененатора 13 на операционно-измерительный блок 14, а после прохождения второго импульса закрывается и прекращает прохождение импульсов с генератора 13. Импульсы, зафиксированные блоком 14, преобразовываются в операционно-преобразовательном блоке 15 в цифровое значение скорости прессования, С помощью задатчиков 16 и 17 нижней и верхней границ, а также блоков 18 и 19 сравнения происходит контроль скорости прессования и, если скорость выходит из заданных пределов, срабатывает реле 20.Блок 4 аналоговой памяти (фиг. 3) работает следующим образом,Напряжение от датчика 1 перемещения открывает аналоговый ключ 21 и сигнал с датчика 5 давления заряжает конденсатор С, таким образом запоминается максимальное значение давления, достигнутое в полости А гидроцилиндра прессования, Заряд удерживается на конденсаторе с помощью схемы повторителя на полевом транзисторе ЧТ до следующего цикла прессования, так как при отходе пресс-поршня в исходное положение ключ 21 закрывается, и только после нажатия оператором кнопки Пуск 22 нового цикла прессования конденсатор С разряжается на землю. Таким образом схема подготавливается к новому циклу запоминания,Блок 6 контроля времени (фиг. 4) работает следующим образом,Сигнал от датчика 5 давления через открытый ключ 2 подается на усилительный элемент 23, выход которого соединен с входами блоков 24 и 25, которые представляют собой схемы триггера Шмитта, на другие входы которых подаются сигналы с задатчика 26 нижнего уровня давления и задатчика верхнего уровня давления - блок 8.Блоки 24 и 25 настроены так, что при превышении давлением порога срабатывания, заданного задатчиком 26, счетные импульсы генератора 27 начинают проходить через запирающую цепь 28 на операционно-измерительный блок 29. При достижении давлением порога срабатывания, заданного блоком 8 счетные импульсы прекращают поступать на блок 29, такчм образом блоком 29 измеряется время нарастания давления, При помощи блока 30 задания нижней точки зоны контроля и блока 31 верхней точки зоны контроля и блоков 32 и 33 сравнения происходит контроль цифрового значения времени нарастания давления и, если оно выходит из заданных пределов, срабатывает реле 34.3Блок 9 формирователя управляющих воздействий (фиг. 5) работает следующим образом,Если скорость прессования и время нарастания давления выходят из заданных пределов, то замыкаются н.о, контакты реле Р 1 и Р 2, вследствии чего срабатывает блок 35. Одновременно размыкаются н.з. контакты реле Р 1 и Р 2, вследствие чего срабатывает блок 36. Элементы блоков 35 и 36 включены в систему управления машиной ЛПД и 10 останавливают процесс прессования для производства подналадки машины, а также разделяют отливки на годную и бракованную продукцию. Система работает следующим образом.Перед запрессовкой в блоке 7 автоматической подстройки задатчика устанавливается задание на регулирование, равное Риакс= 10 кг/см, где Рмакс максимально возможное паспортное значение давления, развиваемое в полости А гидроцилиндра прессования. В начале цикла прессования, в момент начала движения пресс-поршня, аналоговый ключ 2 находится в закрытом состоянии, сигнал от датчика 5 давления не проходит на блок 6 контроля времени 25 нарастания давления. При движении пресс- поршня напряжение на выходе датчика перемещения 1 растет и при определенном его значении соответствует моменту заполнения расплавом пресс-формы, открывается аналоговый ключ 2 и срабатывает блок 4 аналоговой памяти. Блок 4 аналоговой памяти запоминает максимальное значение сигнала с выхода датчика 5 давления, а блок 6 анализирует время нарастания давления, Одновременно запомненный блоком 4 сигнал поступает на вход блока 7 автоматической подстройки задатчика 8 верхнего уровня давления, где происходит сравнение с заданием, сигнал рассогласования приводит во вращение исполнительный механизм и проводится коррекция уставки за датчика 8 верхнего уровня давления на величину, меньшую на 1 О кг/см, по сравнению с максимальным значением давления,достигнутом в полости А гидроцилиндра пресс-поршня.Таким образом, повышается производительность системы управления процессом прессования за счет расширения диапазона измерения времени нарастания давления исключения влияния гидроудара.Предлагаемая система по сравнению с известной обладает преимуществом, заключающимся в повышении производительности за счет исключения влияния гидроудара и расширения диапазона измерения времени нарастания давления, что приводит к уменьшению брака на 1% от общего количества запрессовок.формула изобретенияСистема управления процессом прессования в машине литья под давлением, содержащая датчик перемещения пресс-поршня, блок контроля скорости прессования, датчик давления в гидроцилиндре пресс- поршня, блок контроля времени нарастания давления, блок автоматической подстройки, соединенный задатчиком верхнего уровня давления, формирователь управляющих воздействий, входы которого соединены с выходами блока контроля времени нарастания и блока контроля скорости прессования, вход которого соединен с датчиком перемещения пресс-поршня, отличающаяся тем, что, с целью повышения производительности, она снабжена аналоговым ключом и блоком аналоговой памяти, причем вход блока аналоговой памяти соединен с выходом датчика давления и входом аналогового ключа, а вход управления блока аналоговой памяти соединен с выходом датчика перемещений, выход блока аналоговой памяти соединен с блоком автоматической подстройки задатчика верхнего уровня давления, задатчик верхнего уровня давления соединен с блоком контроля времени нарастания давления, управляющий вход аналогового ключа соединен с датчиком перемещений, а выход - с блоком контроля времени нарастания давления.1284659 Ьп Ьсна 1 ну Фиг У дактор Н,Марголинаказ 7473/10НИИПИ Государственного к113035, МоскваПроизводственно-полиграфич Составитель Ю. РыбьевТехред И. Верес КорТираж 739 Подмитета СССР по делам нзобреЖ - 35, Раушская наб., д.ское предприятие, г. Ужгород ектор И,Мускаисноетений и открытий4/5ул. Проектная, 4
СмотретьЗаявка
3879740, 11.02.1985
ПРЕДПРИЯТИЕ ПЯ Р-6930
ЕВСТИГНЕЕВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
Опубликовано: 23.01.1987
Код ссылки
<a href="https://patents.su/4-1284659-sistema-upravleniya-processom-pressovaniya-v-mashine-litya-pod-davleniem.html" target="_blank" rel="follow" title="База патентов СССР">Система управления процессом прессования в машине литья под давлением</a>
Датчик интервалов времени

Номер патента: 350166
Опубликовано: 01.01.1972
МПК: G04F 10/04, H03M 1/50
Метки: времени, датчик, интервалов
...- 32, соединенных последовательно с запараллельными схемами И предшествующего 15разряда, Совокупность схем И 18 - 27 исхем ИЛИ 28 - 32 образуют схему индикации равенства. Счетчик 3 совместно с элементами ИЛИ 4 и полусумматором б образуютсчетчик с обнаржефйем одиночных сбоев, На 20фиг, 2 левое плйо ф)иггеров принято единичны м, п р а вое -нАеЪм,На выходе, полус мматора, подключенномк клемме.б п 0 ац гается наличие согласующей линии задержки с временем задержки, 25равным времени переключения одного триггера.Предварительно по команде тактового импульса в счегчик 1 записывается обратный кодчисла, соответствуюгцего заданному интерва- З 0лу времени (уставка), так как в счетчике 1разряды включены в обратном порядке.Одновременно с записью...
Устройство для соединения гибким кабелем подвижного блока аппаратуры с неподвижным

Номер патента: 479191
Опубликовано: 30.07.1975
Автор: Поторочина
МПК: H01G 11/02
Метки: аппаратуры, блока, гибким, кабелем, неподвижным, подвижного, соединения
...а другой - 25 к кожуху 3. В верхней ступице 6 укреплены две шпильки 7, свободные концы которых размещены в двух отверстиях, выполненных на нижней ступице 5. Вокруг шпилек 7 размещен уложенный по спирали внутрь петлей, сложенный вдвое кабель, Верхняя ступица размещена на крышке 8, соединенной с кожухом 3 посредством корпуса 9 барабана и имеет относительно ее одну степень свободы (вращение),В корпусе 9 барабана с противоположных сторон имеются прорези 10 для выхода концов кабеля, выполненные по форме поперечного сечения кабеля.Устройство работает следующим образом.Сложенный вдвое кабель 2 петлей надевается на шпильки 7 и обвивается вокруг них по спирали. Шпильки, укрепленные в верхней ступице 6 вместе с крышкой и кабелем,...
Устройство для создания пульсаций давления при динамических испытаниях датчиков
Номер патента: 334496
Опубликовано: 01.01.1972
МПК: G01L 23/00
Метки: давления, датчиков, динамических, испытаниях, пульсаций, создания
...привод 1 с регулируемым числом оборотов, на валу которого насажен профилированный кулачок 2, сопряженный с подпружиненным толкателем 3, который жестко соединен с подвижным торцом сильфона 4, являющимся одним из элементов рабочей камеры 5 изменяемого объема. На другом торце рабочей камеры находятся испытываемые дифференциальные датчики б давления (или системы датчиков), динамические полости которых сообщены с полостью рабочей камеры 5. Рабочая камера с испытываемыми датчиками и сильфоном заключены в герметичный корпус 7, к которому подсоединен источник 8 среднего давления. Полость корпуса 7 демпфером 9 (отверстием малого диаметра) сообщена с рабочей камерой 5. Статические полости испытываемых датчиков б соединены с источником опорного...
Устройство для измерения давления с помощью емкостного датчика

Номер патента: 1796935
Опубликовано: 23.02.1993
Авторы: Арбузов, Белозубов, Ларкин, Маланьин
МПК: G01L 9/12
Метки: давления, датчика, емкостного, помощью
...что устройство для измерения давления с помощью емкостного датчика снабжено тремя резистора ми и вторым инвертирующим усилителем, вход которого через первый резистор соединен с выходом генератора, а через второй резистор - с выходом первого инвертирующего усилителя, при этом третий резистор 3 О подключен между выходом и входом второго инвертирующего усилителя, выход которого через введенную в датчик термозависимую емкость соединен со входом первого инвертирующего усилителя. 35Изобретение поясняется чертежом. Устройство содержит генератор 1, первый 2 и второй 3 резисторы, опорную 4 емкость, третий 5 резистор, второй 6 усилитель, термозависимую 7 емкость, рабочую 8 емкость, 4 первый 9 усилитель.Устройство работает следующим...
Устройство для ввода информации от датчиков

Номер патента: 561954
Опубликовано: 15.06.1977
Авторы: Булкин, Гаврюшко, Кириченко
МПК: G06F 3/04
Метки: ввода, датчиков, информации
...6 и регистры 7, блок местного управления 8, входные шины 9 поступления информации от датчиков, шину 10 опроса датчиков, шину 11 запроса на выдачу накоплен ной информации, выходные информационныешины 12, шину 13 стробпрования выдачи накопленной информации.Устройство работает следующим образом.Входная информация по шинам 9, разряд ность которых совпадает с разрядностьюприемного регистра 3 и соответствует числуКорректор Л. Брахнина Каменск едак Поди ис Изд.526 Тираж 8 Типография, пр. Сапунова, 2Заказ 1471/9 подклОсньх датчиков, прОдя через Олок 1 запоминается в регистре 3. Сигнал опроса по шине 10 инициирует подачу управляющих сигналов из блока 8, по которым производится сложение 1 вычитание) содержимого каждого регистра 7 с содержимым...
Предыдущий патент: Пресс-форма для литья под давлением
Следующий патент: Система управления процессом прессования в машине литья под давлением
Случайный патент: Устройство регулирования усиления в трактах передачи аналоговых и цифровых сигналов