B22C — Изготовление литейных форм
Устройство для предотвращения абразивного истирания слоя керамического покрытия при обсыпке модельных блоков

Номер патента: 1163965
Опубликовано: 30.06.1985
Авторы: Андриенко, Елагин, Жуков, Муляк, Семененко
МПК: B22C 9/04
Метки: абразивного, блоков, истирания, керамического, модельных, обсыпке, покрытия, предотвращения, слоя
...слоев покрытия огнеупорным материалом, 5Целью изобретения является повышение качества форм и обеспечение удаления обсыпочного материала с внутренней поверхности экранирующего элемента при выемке формы из обсыпки 10 за счет защиты слоя керамического покрытия от воздействия восходящего потока обсыпочного материала экранирующим элементом, а также за счет возможности удаления обсы почного материала из экранирующего элемента при его выемке без дополнительных операций.На фиг.1 и 2 показан экранирующий элемент; на фиг.3 - то же, 20 вид сверху.Устройство состоит из пескосы - па 1, экранирующего элемента 2 с подвеской 3 и модельного блока 4, Экранирующий элемент содержит каркас 25 5 и эластичные сектора 6,закрепленные своим основанием к...
Машина для изготовления литейных форм

Номер патента: 1163967
Опубликовано: 30.06.1985
МПК: B22C 11/10, B22C 15/264
...литейной формы 15 повторяют. Изготовленные в машине литейные формы 15 собирают для заливки известным способом,Применение, предлагаемого изобретения позволяет повысить производительность труда при изготовлении формэа счет. снижения энергоемкости процесса прессования, так как процесспрессования и формообразования производится при низких давлениях энергоносителей, кроме того, повышаетсякачество изготовления форм и отливок вследствие обеспечения равномерности распределения плотностиформовочной смеси по всему объемуформы с уменьшением ее расхода. 1 1163967 2Изобретение относится к литейномупроизводству, в частности к машинамдля изготовления литейных форм,Цель изобретения - повышение про" разовавшееся отверстие 14...
Установка для изготовления литейных форм

Номер патента: 1163968
Опубликовано: 30.06.1985
Авторы: Онуфриев, Сергеев, Христов, Шибанов
МПК: B22C 15/20
...1оси их поворота расположены две секции рольгангов, укрепленных на установленных между дисками распорныхбалках, и поршневые приводы для вытяжки модельных. комплектов с подмодельной плитой 11,1,Однако производительность известной установки невысока из-за большого количества технологических операций, рЗ связанных с передвижением модельного комплекта от пескомета к кантовальновытяжному устройству и обратно, Кроме того, эта установка требует больших производственных площадей иэ-за последовательного расположения пескомета и кантовально-вытяжного устройства, соединенных рольгангами,Цель изобретения - повышение производительности и .сокращение производ 35 ственных площадей. 68 гдвух торцовых дисков 5, установленныхна катках 6,Торцовые...
Импульсная головка

Номер патента: 1163969
Опубликовано: 30.06.1985
Авторы: Бирюков, Тищенко, Шапорова
МПК: B22C 15/272
Метки: головка, импульсная
...по поверхности, сопрягаемой с. клапаном, а внижней части - по всей поверхностирассекателя,Заказ 4130/9 Тираж 747 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к литейному производству, касается машин импульсной формовки и может применяться для изготовления литейных форм. Цель изобретения - снижение энергоемкости импульсной головки.На чертеже изображена импульсная головка, продольный разрез.Импульсная головка содержит корпус 1 с рабочей полостью 2, в донной части которого находится перекрываемое подпружиненным клапаном 3 выхлопное отверстие 4, рассекатель 5 с отверстиями 6;Импульсная головка...
Пескодувная машина для изготовления стержней

Номер патента: 1163970
Опубликовано: 30.06.1985
Авторы: Владимиров, Демишев, Згурский, Тараканов, Финогенов
МПК: B22C 15/24
Метки: пескодувная, стержней
...стерж: ня, при этом защитная заслонка 8 припомощи пневмоцилиндра 9 поднимается 5 1 О15 2030 чага 26, шарнирно соединенных с поворотнои плитои 7.На нижнем стержневом ящике 13 дополнительно установлена пара центрирующих штырей 27, обеспечивающих точное наложение драйера и расположенных симметрично относительно оси поворота плиты 7, штырям 21, служащим для точной укладки драйера на поворотную плиту. Вал 6, имеющий один конец в форме паза, расположен в одной вертикальной плоскости с валом 15. Вал 18 наложения, установленный соосно валу 15 на рабочем столе 2, представляет собой вращающийся в своей опоре пневмоцилиндр одностороннего действия со штоком 28, имеющим свободный конец в форме шипа.и находящийся в шлицевом зацеплении с корпусом...
Линия для изготовления литейных форм и стержней

Номер патента: 1163971
Опубликовано: 30.06.1985
Автор: Пащенко
МПК: B22C 25/00
Метки: линия, литейных, стержней, форм
...опоки или стержневые ящики 4,устройство для сбора просыпи, выпол"ненного в виде поворотного лотка 5,Фустановленного на оси 6 и снабженного механическим приводом, например,гидроцилиндром 7. Поворотный лоток 5расположен в рабочей зоне смесителя1 так, что в исходном положении егокрай перекрывает лад опоки 4,находящейся на позиции заполнениясмесью, а в положении сброса смесилоток 5 занимает положение надопокой (стержневым ящиком 4).Внутрь рольганга 3 на позициизаполнения опоки или стержневого 35ящика 4 смесью встроен встряхивающий 1 2стол (не показан), взаимодействующий с опокой или стержневым ящиком 4.Линия работает следующим образом.Незаполненная опока 4 подается рольгангом 3 в рабочую зону смесителя 1 на позицию заполнения смесью....
Пресс-форма для изготовления моделей с поднутрением

Номер патента: 1163975
Опубликовано: 30.06.1985
МПК: B22C 7/02, B22D 17/22
Метки: моделей, поднутрением, пресс-форма
...втулка 11с отверстием для запрессовки модельного состава прикреплена к подвижной 30полуформе 1, Выталкивающее устройство состоит из выталкивателей 12,толкательной плиты 13 и возвращающих пружин 14, На неподвижной полуформе закреплена дополнительнаяплита 15, В дополнительной и толкательной плитах выполнены кольцевыеи прямые проточки 16, соединенныесистемой каналов 17 между собой исоосно через отверстия с кольцевыми 40проточками, с поверхностями тренияоформляющих стержней 5 и толкателей12, центрального стержня 18 и центрального толкателя 19, направляющейвтулки 20 и направляющей колонки 21,Кольцевые проточки, выполненные наповерхности дополнительной плиты,образуют полости 22,Перед работой полости заполняют маслом, жидкая смазка...
Устройство для регенерации формовочных и стержневых смесей

Номер патента: 1166880
Опубликовано: 15.07.1985
Авторы: Водеников, Горбачев, Кудленок, Порошин, Рудкий
МПК: B22C 5/00
Метки: регенерации, смесей, стержневых, формовочных
...из рабочейкамеры 1, воздухораспределительной 15решетки 2, вала 3 с абразивными кру-.гами 4, насаженйыми на валу вплотную друг к другу, перегородок 5 и 6,Между перегьродкой б и кругами 4 расположено окно, которое перекрыто подпружиненной заслонкой 7. Верхний конец заслонки 7 шарнирно закреплен наперегородке 6, Ниже заслонки с зазором установлен перфорированный лоток 8. Течка 9 служит для выгрузки 25регенерированного песка. Для уменьшения выноса песка лоток 8 перекрытшарнирно закрепленной заслонкой 10.Устройство работает следующимобразом. 30Формовочная или стержневая смесь,содержащая комья и металлическиевключения, подается в приемный бункерустройства, образованный перегородками 5 и 6 и боковыми стенками камеры 135За счет собственного...
Способ обработки материалов (его варианты) и устройство для его осуществления (его варианты)

Номер патента: 1166881
Опубликовано: 15.07.1985
Авторы: Бельский, Горовенко, Клышко, Козлов, Коротков, Кукуй, Ледян, Лисица, Малюшевский, Милов, Одиночко, Рахуба
МПК: B22C 5/08
...смесей У 1-3 следующие (см.табл. 1). 81 6торые не подвергались указанной обработке. Результаты испытаний приведены в табл, 2,В табл, 4-6 приведены свойствапульпы из ЖСС й 6-14) в которых используется обработанная смесь, подвергающаяся обработке при следующих,режимах, приведенных в табл, 3,Как следует из таблиц, регенера-,ция отработанных смесей согласнопредлагаемому способу позволяетвосстановить кварцевую основу регенерируемой смеси до исходного песка,так как прочностные свойства и газопроницаемость их идентичны.Вариант осуществления способасостоит в следующем.Отработанную формовочную илистержневую смесь помещают в разрядную камеру, заполненную водой. Давление в камере увеличивают до0,1-1,0 МПа и осуществляют процессэлектролиза...
Устройство для заполнения опок комбинированной дозой смеси

Номер патента: 1166882
Опубликовано: 15.07.1985
Авторы: Гаврилов, Грамотеев, Заплатин, Танасийчук
МПК: B22C 5/12
Метки: дозой, заполнения, комбинированной, опок, смеси
...в вертикальной плоскости, например, при помощи гидроцилиндров 7, шибера 8,.перекрывающего бункер 3 при помощи 25 привода 9. Дном дозатора 1 служат жалюзи 10, открываемые к закрываемые приводом 11. Для перекрывания бункера 4 на боковой стенке дозатора имеется полка 12. 30Устройство работает следующим образом.После заполнения опоки очередной. дозой комбинированной смеси (ши" . бер 8 бункера 3 приводом 9 закрыт) 35 жалюзи 10 приводом 11 закрываются. Дозатор 1 приводом 2 начинает перемещаться вправо, При,этом облицовочнаясмесь из расходного бункера 4 ровным слоем высыпается на дно до затора (на жалюзи 10). Когда стенка доэатора упирается в стенку бункера 4, привод 2 переключается на реверс и дозатор 1 начинает перемещаться в обратном...
Способ изготовления форм

Номер патента: 1166883
Опубликовано: 15.07.1985
МПК: B22C 9/00
Метки: форм
...удаленамодель,Устройство для осуществленияпредлагаемого способа состоит изопоки 1 для безопочной Формовки спрессовыми раздвигающими стенками 2разъемной модели З,.поверхности 4разъема формы, листового материала 5, нрессовой колодки 6. Изготовление формы осуществляет- ЗО ся следующим образом.В опоку 3 для беэопочной формовки при раздвинутых стенках 2 при.мерно до половины засыпают смесь.Затем свободно устанаВливают и вдав- З 5 ливают вручную нижнюю половину модели 3 по резъему. Укладывают по ,всей площади опоки листовой материал 5 с остаточной деформацией, в частности бумажную кальку, Далее опока 40 полностьюзаполняется смесью и производится прессование сначала стенками 2, а потом прессовой колодкой 6.Под действием усилий прессования...
Способ изготовления форм вакуумной формовкой

Номер патента: 1166884
Опубликовано: 15.07.1985
Авторы: Бродяной, Горбунов, Михайличенко, Никитин, Татаренко, Темник, Шестаков
МПК: B22C 9/03
Метки: вакуумной, форм, формовкой
...слойобразование кристаллической структу О роры отливки практически заканчивает-сяВторой слой выполняется толщиной, раксоставляющей 4-100 по отношению ктолщине стенки отливки. При меньшем 15 разсоотношении объем второго слоя недос" . воводтаточек для снижения или увеличениятеплоотвода в зависимости от казна- эффчения первого слоя. При большем соот- подношении толщин второго слоя и стен (лики отливки снижение теплоотвода отпервого слоя, если он выполнен из емнаполнителя с высокой теплопроводностью, приводит к повышению ско- воерости кристаллизации отливки и воз ханможному образованию трещин. Увеличе- бенние теплоотвода от первого слоя, если он выполнен из наполнителя с .низ- ноской теплопроводностью приводит кЭУ чтоснижению температуры...
Способ получения отливок в многослойных оболочковых формах

Номер патента: 1166885
Опубликовано: 15.07.1985
Авторы: Бреслер, Зуев, Канский, Ларионов, Некрасов, Рыжков, Сыч
МПК: B22C 9/04, B22D 29/00
Метки: многослойных, оболочковых, отливок, формах
...в частности к процессу изготовления отливок литьем по выплавляемым моделям.Цель изобретения - сокращение дли-, тельности процесса изготовления отливок, снижение трудоемкости их очистки и себестоимости отливок.за счет ввода в суспензию и обсыпочные материалы магнитострикторов и воздейст вия ультразвуком на залитую и охлажденную форму, погруженную в воду.Сущность способа заключается в следующем. При приготовлении суспензии для нанесения ее на блок выплав ляемых моделей, в твердую Фазу суспензии на основе .электрокорунда вводят магнитострикционные добавки на никелевой; кобальтовой или железной основе, Предварительно добавки 20 пассивируют в растворах разных кислот, оксидов и щелочей, чтобы предотвратить их взаимодействие со свободными...
Манипулятор

Номер патента: 1166891
Опубликовано: 15.07.1985
Авторы: Кислов, Кутовой, Пентелина, Салтыков, Шувалов
МПК: B22C 9/02
Метки: манипулятор
...стержней в опоку низа;Ч 111 - сближение опок - сборки формы;1 Х - поворот блока манипулятора в положение Х для заливки формы (вертикальная заливка) и охлаждения.отливки в Форме.Работа манипулятора по приведенной программе производится следующим образом.На поз, 1 (удаления отливки) осуществляется развод опок в стороны поворотом на 90 одного иэовалов 12 (Фиг.2), который через секторы шестерен 13 поворачивает и второй вал 12 вместе со звеньями 14 и 15, валами 16 и опоками 1. При этом корпуса прямила 19 и 20 (Фиг.З) перемещаются по направляющим 21, сохраняя вертикальное положение опок. На поз. 11 приводы поворота входят в зацепление с валами 16 манипулятора и поворачиовают каждый вал на 90 , после чего опоки занимают положение...
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1168313
Опубликовано: 23.07.1985
Авторы: Илларионов, Королев, Тибекин
МПК: B22C 1/18
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...улавЭ15 ливается электровоздушными Фильтрами, выбрасывается в отвал (примерно 2,5- 3,0 тьк .т при выплавке 100,0 тыс.т стали в год) и представляет собой мелкодисперсную пыль (удельная поверхность 2500-3500 см/г по прибору20 ПСХ) с влажностью 2-57Особенностью электросталеплавильного производства является то, что оно содержит 14-237 оксидов щелочно 25 земельных металлов. Наличие оксидов щелочноземельных металлов приводит к увеличению скорости отверждения смеси, что позволяет сократить время от приготовления форм и стержней до их заливки.ЗООсобенностью применения калиймагнийалюмофосфатного соединения или приготовления фосфатных формовочных и стержневых смесей по сравнению с применяемыми с этой целью ортофосфор-З 5 ной кислотой и...
Клей для легкоплавких моделей на основе углеводородов

Номер патента: 1168314
Опубликовано: 23.07.1985
Авторы: Барабаш, Кессельман, Лакеев, Нидзельский
МПК: B22C 3/00
Метки: клей, легкоплавких, моделей, основе, углеводородов
...сползания нениже 50 фС, кислотное число 0,5-1,0 мгКОН на 1 г смазки, содержание водыотсутствует, содержание водорастворимых кислот отсутствует. Основной клеящей составляющей является селективный сернистый петролатум (смесь параФинов и церезинов), получаемый депарафинизацией остаточных масел селективной очистки.Для снижения вязкости в клее содержится также смесь ароматических 45и нафтеиопарафиновых углеводородов,в качестве которых применяется маслобазовое селективной очистки маркиДСпо МРТУ 38-1-220-66, получаемоепутем разгонки мазута и гудрона. Вкачестве загустителя используют церезин по ГОСТ 2488-79 и присадкуМНИпо ГОСТ 10584-63, представляю.щих смесь твердых углеводородов,Технология примения смазки ПВК в качестве клея состоит в...
Способ изготовления цельнолитых секторов для пресс-форм, используемых при получении покрышек пневматических шин

Номер патента: 1168315
Опубликовано: 23.07.1985
Авторы: Аверченков, Антонов, Белейчик, Данильченко, Еременко, Козленко, Мисечко, Хохольков, Цибрик, Черненко
МПК: B22C 7/00
Метки: используемых, пневматических, покрышек, получении, пресс-форм, секторов, цельнолитых, шин
...ными элементами (позиция 1 Ч), 20Оснастка для осуществления способа содержит подмодельную плиту 1, на которой установлена модель 2 с отъем- ными элементами 3 и 4, опоку 5, устройство 6, обеспечивающее перемещени 25 опоки (полуформы) по заданной траектории, а также систему тяг 7 и 8, ограничивающих движение отъемных эле - ментов 3 и 4 относительно полуформы 9 е30Изготовление полуформы осуществляют следующим образом.На подмодельную плиту 1 устанавливают опоку 5, заполняют полость опоки формовочным материалом и уплотняют полуформу 9 (позиция 1). Затем полуформу 9 поднимают на заданную высоту, превьвающую высоту центральной части модели 2 на 5-10 мм (позиция 11), Отъемные элементы 3 и 4 остаются в полуформе и поднимаются вместе с ней...
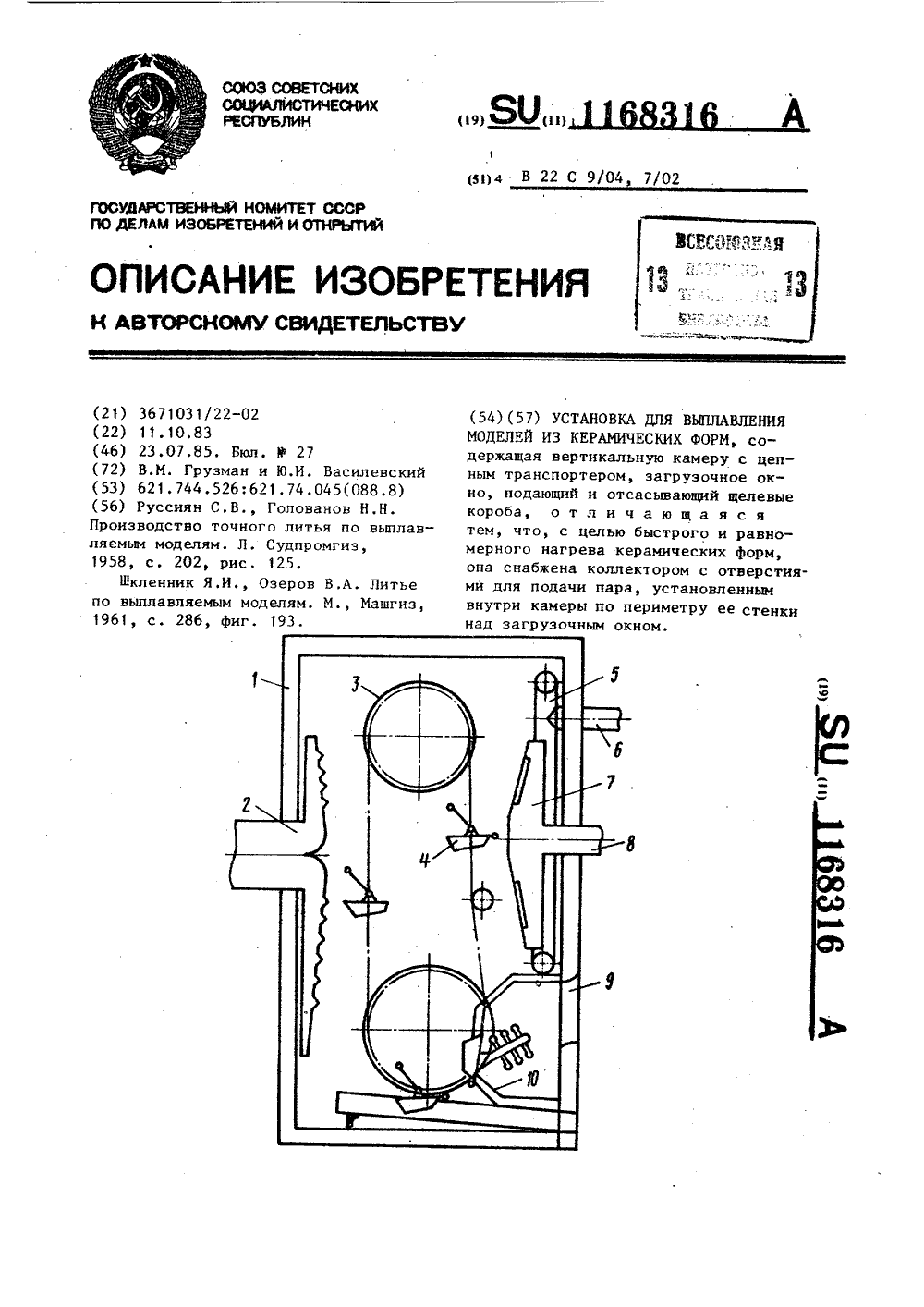
Установка для выплавления моделей из керамических форм
Номер патента: 1168316
Опубликовано: 23.07.1985
Авторы: Василевский, Грузман
Метки: выплавления, керамических, моделей, форм
...4 соштырямн для крепления блоков. Попериметру передней стенки выполненколлектор 5 пара с отверстиями,соединенный трубой 6 с паропроводом. 20Воздух и нар отсасываются через щелевой короб 7 н частично выбрасываютсяв атмосферу через патрубок 8. Камера снабжена загрузочным окном 9,Блоки укрепляются на штыри через 25загрузочное окно 9, через негоизвлекаются формы после вытопкимодельного состава. Жидкий модель. ный состав вытекает в корытца подвесок, имеющих рычаг. При подходе З 0подвески к загрузочному окну рычагупирается в копир 10 и наклоняеткорытце.Установка работает следующимобразом,3 камеру 1 установки, через щелевой короб 2 подается горячий воздух, нагретый до 150-180 СОдновременно через коллектор 5 пара сотверстиями подается...
Связующее для изготовления литейных стержней и форм теплового отверждения

Номер патента: 1169786
Опубликовано: 30.07.1985
Авторы: Вансович, Васин, Рыжов
МПК: B22C 1/20
Метки: литейных, отверждения, связующее, стержней, теплового, форм
...соли (предпочтительно 20 сульфата аммония) ниже чем 1:0,033: :0,025 не обеспечивается повьшение прочности стержней и форм при отверждении в интервале температур 270- 325 С, а при их массовом соотношении 25о1выше 1:0,125:0,200 влияние активаторов на повышение прочности нивелируется, в связи с чем увеличивать в связующей композиции концентрацию активатора неэкономично. 30Смесь с указанным связующим готовятпосредством предварительного смешивания ЖТЛ с одной из солей минеральных кислот и одним из непищевых естественных чисел, после чего полученнуюсвязующую композицию вводят в огнеупорный наполнитель с последующим перемешиванием до требуемой барочности смеси в сыром состоянии.В табл, 1 приведеныпредлагаемые 1-6 и известный 7 составы...
Смесь для изготовления литейных форм

Номер патента: 1171175
Опубликовано: 07.08.1985
Авторы: Бобряков, Волкомич, Кирюхина, Китаева, Крупчик, Ульянова, Чапчикова, Чураев, Шишков
...уплотняемость .(начальная и конечная плотность); вторичные, технологические, характеризующие поведение смесей в рыхлом состоянии и в процессе уплотнения ( формуемость, текучесть прессуемость и т.п.) зависящие от то" го или иного сочетаний независимых свойств; свойства, характеризующие поведение уплотненной смеси (проч" ность, хрупкопластичные свойства, осыпаемость), зависящие от первичных н вторичных.Пластичность смеси как технологи ческое свойство смеси характеризует ее способность к точному воспроизведению рельефа модели в процессе уплотнения; от этого свойства зависит качество отпечатка модели. Пластичность связана с коэффициентами внешнего трения смеси, ее текучестью, прессуемостью н тому подобное, т,е. зто пластичность...
Огнеупорный наполнитель для противопригарных покрытий

Номер патента: 1171177
Опубликовано: 07.08.1985
Авторы: Иванов, Чебурков, Чулкова, Яковлева
МПК: B22C 1/00
Метки: наполнитель, огнеупорный, покрытий, противопригарных
...3647-80),Суспензию наносят на форму и стержни 77 2при плотности 2,7 г/см. Время подсушивания слоя на воздухе - 20 мин,П р и м е р 3. В бак смесителявводят воду, подкисленную 0,6% НСХи 1% Н,РО, затем цирконовую пастуЦП, содержащую 96% цирконового концентрата дисперсностью менее 50 мкм,2% бентонита, 2% декстрина, Послеполучения однородной суспензии в неедобавляют этилсиликат, а затем цирконовый песок и порошок электрокорундазернистостью 40 мкм, Полученную суспенэию плотностью 2,9 г/см наносятна форму и стержни, каждый слой подсушивают на воздухе 20 мин,П р и м е р 4. Покрытие готовятаналогично примеру 2,Соотношение компонентов в суспензии, дисперсность порошкообразныхогнеупоров и характеристика суспенэии и покрытия представлены в табл,...
Смесь для изготовления литейных стержней и форм

Номер патента: 1171179
Опубликовано: 07.08.1985
Авторы: Запольский, Илларионов, Смоляков
Метки: литейных, смесь, стержней, форм
...при 20 С 60-100 с, плотность при.20 С 1,32 г/смМатериал на основе полиглицеринов.обеспечивает упрочняющий эффект припродувке, что связано с его ролью 55связующего на поверхности зарождающихся глобул силикагеля при продув-,ке углекислого газа, способностью к их укрупнению .и химическому взаимодействию с гйдроксильными группами. При выдержке при 800 С в течение1 ч смесей, приготовленных с добавкой материала на основе полиглицеринов и продутых углекислым газом, наблюдается резкое снижение общей иповерхностной прочности, что связанос развитием и усилением усадочных на пряжений в смеси эа счет высыхания геля и его старения.Окись магния вводят в смесь для улучшения ее выбиваемости.Введение в смесь материала на основе полиглицеринов менее 0,4...
Установка для приготовления огеливаемой суспензии и ее вариант

Номер патента: 1171181
Опубликовано: 07.08.1985
Авторы: Беляев, Верклова, Лемешко, Проскурин, Синани
МПК: B01F 13/00, B22C 5/04
Метки: variant, огеливаемой, приготовления, суспензии
...каждого запорного клапана 19 и пневмопривода 18осуществляют рычагами 24 управления,воздействующими на соответствующийшариковый клапан 25Такой вариантпредусмотрен для суспенэии с вязкостью35-75 с по ВЗ, т,е. достаточновысокой,Для смешивания суспензии с огеливателем с суспенэией с гидролизованным этилсиликатом при невысокой вязкости в пределах до 20 с по ВЗпредназначен второй вариант выполнениясмесителя 11 (фиг. 7 и 8).Смеситель содержит цилиндрическийкорпус 26 с коническим дном 27, Нацилиндрическом участке корпуса выполнен прилив 28, в котором расположены подводящие каналы 29 и 30, присоединенные к корпусу тангенциально,В каждом из каналов перпендикулярноему размещен эапорный клапан 31, содержащий подпружиненный шток 32 сзапирающей...
Устройство для запрессовки модельной массы

Номер патента: 1171183
Опубликовано: 07.08.1985
Автор: Кошляков
МПК: B22C 7/02
Метки: запрессовки, массы, модельной
...к литейному производству, в частности к оборудованию для изготовления выплавляемых моделей для точного литья в керамические Формы.Целью изобретения является упрощение конструкции и повышение долговечности.На чертеже представлено предлагаемое устройство.Устройство содержит обогреваемую емкость 1, корпус 2 и подпружиненный шток 3 с выполненным внутри него осевым каналом 4 для подвода модельной массы. Верхний конец 5 штока 3 выведен в емкость 1 с подогретой модельной массой. Шток 3 выполнен из высокотеплопроводного материала, например бериллиевой бронзы, и поджат пружиной .6 к внутренней поверхности 7 корпуса 2, В верхней части штока 3 выполнены радиальные каналы 8, перекрытые хвостовиком 9 корпуса 2, На верхнем конце 5 штока 3 выполнена...
Пресс-форма для изготовления выплавляемых моделей с поднутрением

Номер патента: 1171184
Опубликовано: 07.08.1985
Авторы: Беккер, Вольнов, Кузнецов, Тяпкин
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, поднутрением, пресс-форма
...двухступенчатым с выступающим наконечником, на котором расположен эластичный сердечник 7, оформляющий внутреннюю полость модели 8, Сердечники 7 в нормальном состоянии выполнены бочкообразной формы и изготовляются из эластичного материала, Неподвижная полуформа содержит несущую плиту 9 с закрепленными на ней втулкой выталкивателя 10 и стержнем 11, снабженного ограничительными буртами, а также матрицу 12. Внутреннее отверстие стержня 11 сопряжено с диаметром меньшей ступенистержня 5, а количество их устанавливается по числу гнезд в пресс-форме, На плите 4 установлена центрирующая втулка 13 с отверстием для запрессовки модельной массы в полость формы, Приспособление, регулирующее усилиесжатия эластичного сердечника 7, установлено в...
Способ изготовления неразъемных литейных форм

Номер патента: 1171186
Опубликовано: 07.08.1985
Авторы: Валигура, Князев, Левчук, Московка, Шевченко, Шинский
Метки: литейных, неразъемных, форм
...приводит к выравнива нию температуры по объему формы.Продолжительность выдержки формы после формовки перед заливкой ограничена интервалом 5-30 мин. Минимальное время выдержки перед заливкойнеобходимо для образования достаточной толщины и прочности замороженного слоя, сборки и транспортировкиформы, а максимальное время до начала заливки определяется повьппением температуры в замороженном слое формы, что ведет к потере его прочности и невозможности получения отливки сложной конфигурации.Допускаемая температура охлаждения модели определяется морозостойкостью выбранного газнфицируемого материала. Например, в случае применения в качестве материала модели пенополистирола модель может быть охлаждена до температуры (-60) С. При этом не...
Прессовая формовочная машина

Номер патента: 1171188
Опубликовано: 07.08.1985
Авторы: Вершинский, Данилевский, Кирпикин
МПК: B22C 15/08
Метки: прессовая, формовочная
...которого соединена сатмосферой через пневмораспределитель 11. Прессовый механизм 4 поднимает подвижную траверсу 3 вместе смодельно-опочной оснасткой 6 до прижатия его к прессовой колодке 7 иэтим создает предварительное уплотнение Формовочной смеси и натяжениеволокон пневмодвижителя 5.Затем пневмораспределителем 12 55подается сжатый воздух (фиг.2) через осевую колонну 13 во внутреннюю полость движигителя 5, Сжатый воздух распирает эластичную камеру 15 (фиг.З) и этим создает растягивающее усилие в волокнах 16, которые подтягивают вверх подвижную тра" версу 2 вместе с прессовым механизмом 4, подвижной траверсой 3 и, таким образом, осуществляет прессо вание смеси модельно-опочной оснасткой 6 колодкой 7. Прессовый меха" низм 4 в этот...
Модель для изготовления отливок решетчатого типа

Номер патента: 1172639
Опубликовано: 15.08.1985
Авторы: Акутин, Брусницын, Варламов, Кадцин, Красильников, Нестеров
МПК: B22C 7/00
Метки: модель, отливок, решетчатого, типа
...по ширине, и снабжена пазами 5, расположенными друг от друга с шагом 1, кратным наименьшему типоразмеру опоки по ширине. Боковые стенки 2 при сборке модели устанавливаются выступами 4 н пазах 5 поперечной стенки 1. 45Решетка выполнена в виде комплекса сборно-разборных элементов, представляющих собой постоянный набор ребер 6 разли ой длины, на обеих продольных сторонах которых выполнены 50 пазы 7, расположенные друг от друга на расстоянии шага 1. Отъемсные знаковые части 8 предназначены для выполнения грузозахватных элементов 9 отливаем:и опоки, )5В состав модели входит заправка 10 для выполнения наружных раину ных частей, которые для всех тис -размеров форм опок являются постоянными,Поперечная стенка 1 и боковыестенки 2 фиксируются...
Смесь для изготовления литейных стержней

Номер патента: 1174149
Опубликовано: 23.08.1985
Авторы: Бортников, Васин, Васина, Гурлев, Касаткин, Пушкарев
Метки: литейных, смесь, стержней
...быстрому от верждеиию гидросиликата натрия (жидкого стекла) за счет связывания влаги, входящеи в его состав. В результате этого образуется гель с меньшим содержанием воды, который обладает к большей прочностью. 20 Таблица 1 Содержание ингредиентов в смесях, мас.7. Ингредиент Кварцевый песокферрохромовый шлак 84, 18 90,3 90,8 91,3 4,21 4,1 4,1 5,30 4,5 Жидкое стекло 6,31 СульФит натрия 0,6 0,7 Разогретое до 40-45 С.жидкое 5 стекло тщательно смешивается с сульфитом натрия до полной его растворимости (в течение 20-25 мин) Затем4 Шунгитосодержащий сланецю 2Снижение работы выбивки происходит эа счет продуктов деструкции сульфита натрия, образующихся при его нагреве эа счет тепла металла до 1223 К 4 Ба 80 -+Иа 28 + 3 Ма ЫО,2 3 2Удельное...
Устройство для обработки воздухом нагретых форм по выплавляемым моделям “инжакт

Номер патента: 1174150
Опубликовано: 23.08.1985
Авторы: Голованов, Почкарев, Серебряков
МПК: B22C 9/12
Метки: воздухом, выплавляемым, инжакт, моделям, нагретых, форм
...патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасывающего патрубка. Здесь соосность достигается 5 регулированием положения гибких лепестков, выполняемых за одно. целое с воздухораспределительной коробкой.На фиг. 1 представлено устройст" во, общий вид; на фиг.2 - разрез А-А 2 О на фиг.1.УстРойство состоит из подающего 1 и всасывающего 2 патрубков, присоединенных к воэдухораспределительной коробке 3. Соосно с всасывающим пат рубком, укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 и сопла 5 достигается регулированием положения лепестков (фиг.2).Устройство работает следующим образом.....