B22C — Изготовление литейных форм
Смазка

Номер патента: 664742
Опубликовано: 30.05.1979
Авторы: Дерновой, Зелепухин, Лепорский, Макухин, Налча, Пак, Плискановский, Савенко, Станкевич, Трифонов, Щербина
Метки: смазка
...- 1,05 г/смз Глинозем тонкомолотый фракции 0,085 - 0 ммГлина огнеупорная фракции0,085 - 0 ммГрафит аморфныйХлористый кальцийОстекловывающая добавка Сульфитный щелок плотностью 1,03 - 1,05 г/смф Глинозем тонкомолоты йГлина огнеупорнаяГрафит аморфныйХ:орпстый кальпийОстекловывающая добавка Сульфитный щелок плотностьюю 1, 03 - 1, 05 г/смзГлинозем тонкомолотый Глина огнеупорнаяГрафит аморфныйХлористый кальцийОстекловывающая добавка Сульфитный щелок плотностью 1,03 - 1,05 г/смз 5 8 3 4 22 9,0664742 15 Формула изобретсния Составитель И. ЖуринаРедактор А. Соловьева Текрсд Н. Строганова Корректор Р. Беркович Заказ 836/5 Изд.342 Тираж 944 Подписное 1-1 ПО Государственного комитета СССР по делам изобретений и откргятпй 113035, Москва, Ж, Раугиская...
Способ нанесения защитного покрытия

Номер патента: 664743
Опубликовано: 30.05.1979
Авторы: Карп, Макаров, Николаев, Остапенко, Поляков, Сацкий, Шнееров
МПК: B22C 3/00
Метки: защитного, нанесения, покрытия
...е. склонна к коагуляции, Плотность 1,40 - 1,б 5 г/см. При данной плотности происходит сплошнос равномерное покрытие 5 объекта и создается возможность механизировать операции по нанесению покрытия на поддоны или изложницы.Из пульверизатора на контактирующуюс металлом поверхность поддона или из ложницы наносят слой напылителя, состоящий из наполнителя дистенсиллиманитового концентрата с фракцией помола не более 50 мк, в качестве связующего применяют кремнезоль (коллоидный кремнезем, со держащий 250 г/л ЯО, в воднощелочнойсреде, содержащей не более 4,5/, 1 ча 20.Толщина первого слоя при этом рекомендуется от 0,5 до 2,0 м. После выдержки в течение 20 - 30 с наносится второй слой на пылителя толщиной от 1 до 3 мм, Толщинапленки у центра...
Способ отверждения смеси

Номер патента: 665782
Опубликовано: 30.05.1979
Автор: Жерар
МПК: B22C 9/12
Метки: отверждения, смеси
...отверждения, отверждение смеси производят с помощью сернистого ангидрида, вводимого при температуре окружающей среды и давлении, которое меняется в зависимости от размеров стержней и форм. Давление должно быть достаточным для того, чтобы газ равномерно диспертировался во всей массе смеси и выходил из формы (0,3 - 5 атм),На конечной стадии изготовления рекомендуется пропускать поток воздуха или нейтрального газа, который очищает песок и уносит излишек ЬОр или БОрС 1 в бак нейтрализации, что препятствует всякому загрязнению или отравлению атмосферы,Этот процесс отверждения требует присутствия зернистых наполнителей в значительных количествах для того, чтобы облегчить распространение газа или аэрозоля через смесь.В качестве...
Устройство для изготовления литейных форм

Номер патента: 665977
Опубликовано: 05.06.1979
Авторы: Бирюков, Васильковский, Гейдебрехов
МПК: B22C 15/272
...требует- сосом и находится под давлением. ся два самостоятельных привода, чтоУстройство работает следующи усложняет конструкцию головки. 15 разом.Сжатый воздух иэ трубопровода 7Целью изобретения является упро- подается в ресивер. 13 воздушно-пресщение конструкции"устройства, совой головки. По,достижении заданПоставленная цель достигается . ного давления воздуха в ресивере. тем, что,клапан жестко соединен с 2 О.полость 12 соединякт со сливным трурассекателем.. : .:, . бопроводом,. а полость 14 гидроцилиндСущность изобретения поясняется ра 11 с гидронасосом. Поршень 9 печертежом, на котором изображено уст- ремещается вниз и открывает выпускройство в разрезе. : ;:. ное отверстие 15. Сжатый воздух пеУстройство содержит...
Суспензия для изготовления керамических литейных форм по постоянным моделям

Номер патента: 667314
Опубликовано: 15.06.1979
Авторы: Афонаскин, Веприс, Перевозкин, Шилина
МПК: B22C 1/00
Метки: керамических, литейных, моделям, постоянным, суспензия, форм
...суспензии Предлагаемая суспензия Г 1.1 Известная суспензия 2 3 4 5 ДунитДиатомит 82 803 5 67 60 58 15 25 27 Смесь шамога и капьцинированной глины 80 Огепиватель 0,2 Гидролизоввнный растворэтилсиликата 20 Линейное расширение формпри 900 С, % 0,88 0,80 0,8 0400,10 0,10 Не вышепа 40 16 10 8чиваегся Время выщелачивания, ч Составитель М. КуницкаяРедактор Н. Корченко ТехредЛ. Алферова Корректор И, Муска Заказ 3288/8 Тираж 944 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий. 113035, Москва, Ж 35, Раушская наб., д. 4/5Филиал ППП Патент," г. Ужгооод, уп. Проектная, 4 3высокой степенью точности. Кроме того, диатомит, состоящий в основном иэ аморфного кремнезема, хорошо растворяется в щелочах, в результате чего с...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 667315
Опубликовано: 15.06.1979
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...рож жбражка 5 8 Ортофосфорная кисло Вода 10 0 2 Бентонит лица 2 1,79 68 1,66 1,68 1,6 Удельный вес, г/смф Вязкость по В 3-4,с 1 с 1 е тверде1,5 22 22 45 4040 ремя самозатвердеввн мин исходит вследствие взаимодействия ортефосфорной кислоты и хромомагнезитовогопорошка. При этом образуются высокопрочные фосфаты магния и кальция; МдИРО ЗИО НЕГРО)ЗГИО,СоНРО+уСаНвРО)дИО) Са НРО+ ЯИдОСа(И,РО,); Са(ОНЭ ГРО,),Образование фосфатных соединений способствует получению на границе раздела металл-формовочная смесь высокотермостойкой фосфатной композиции, которая обладает высокой химической стойкостью по отношению к расплавленному металлу и его окислам. 4некоторое время, как и фосфаты магния, высокую температуру.С ул ьфит но-дрожжевая бра ж ка...
Способ изготовления полупостоянной литейной полуформы

Номер патента: 667316
Опубликовано: 15.06.1979
Авторы: Варнавский, Иванова, Каркин, Кишинский, Оболенцев
МПК: B22C 9/00
Метки: литейной, полупостоянной, полуформы
...качество поверхности отливок повышается и шереховатость их поверхности соответствует 4-5 классу(ГОСТ 2789-73). Являясь износостойкимматериалом, ОСМ в то же время, подобнографиту, уменьшает трение между отлив кой и формой, что способствует легкомуудалению отливки,20Следовател ьно, формы, изготовленныеиз муллитового наполнительного слоя иоблицовочного слоя из термостойкого ОСМсочетают высокую термическую стойкостьс хорошим качеством поверхности, а также длительное время сохраняют низкоетрение между формой и отливкой, что рез-.ко повышает стойкость форм и они стано=вятся многоразовыми,Муллит и виде муллитовой набивноймассы выпускают для нужд металлургической промышленности, где им футеруютметаллоприсмники, металловоды и т,.п.объекты,...
Литейная форма для отливки двухслойного валка, преимущественно прокатного

Номер патента: 667317
Опубликовано: 15.06.1979
Авторы: Заугольников, Иванов, Николаев, Полухин, Тиц, Шуляк
МПК: B22C 9/28
Метки: валка, двухслойного, литейная, отливки, преимущественно, прокатного, форма
...крайним частям бочки 4.Заливку валка в предложенную формуосуществляют следующим образом.Вначале во внутреннюю полость 11слоеразделительной трубы 7 сверху производят заливку стальной сердцевины. После выдержки, необходимой для снижениятемпературы слоеразделительной трубы 7до температуры, близкой к точке плавления чугуна, через литниковую трубу 10 илитниковый канал 9 в полость 8 междунаружной поверхностью трубы 7 и кокилем 3 производят заливку чугуна, из которого формируется наружный слой бочки4 валка.40В местах формы, где слоеразделительная труба имеет больший диаметр 0,стальная сердцевина имеет болыпий объеми охлаждается медленнее, что способствуетбольшему разогреву кокиля 3. Поэтомупосле заливки и кристаллизации чугуна...
Контейнер для упрочнения оболочковых форм сыпучим материалом

Номер патента: 667318
Опубликовано: 15.06.1979
Авторы: Иванова, Оболенцев, Попов, Становский
МПК: B22C 13/08
Метки: контейнер, материалом, оболочковых, сыпучим, упрочнения, форм
...2.Для упрочпення формы дробью достаточно извлечь перегородки, например, вверх (по чертежу), Прн этом форма окажется засыпанной дробью. Время засыпки в данном случае определяется скоростью извлечения нереоэродок, что может быть выполйено нтейному ользова сыпучн к нтейн алки о производству и может сн но при засыпке ободочков форм м материалом.Применяемые в л ом производстве контейнеры для зась болочковых форм перед заливкой не позволяют осуществлять процесс засыпки с болииой скоростью.Известен контейнер для засыпки литейных оболочковых форм, в котором Форма помещается заранее между перегородками, а затем засыпаются сверху металлической дробью 11 , Скорость заполнения такого контейнера определяется расходом дроби, через выходное...
Смесь для изготовления литейных стержней

Номер патента: 668764
Опубликовано: 25.06.1979
Авторы: Костырко, Малашонок, Мяльница, Назаренко, Приступа, Путилин, Симановский, Шевченко
Метки: литейных, смесь, стержней
...- 1,3 раза прочнее стержней из известной смесиДля получения счержней смеси оптимального состава, обеспечи ваюшей необходимую прочность стержней, были подготовлены пять смесей ингредиентов.В таблице приведены показатели прочности полученных образцов. Окись ж леза, вес ти ектро нд М- ес % р 1000 1650 Остальное Остальное 9 0 аль н 4, 5 Остально 9 Остальное свойств тек си менее 1 стержней и бочее 10% обжига и к смеовкеже осле жание его вк недопрессКоличествобразование пжней. учести. Содер 0% приводит их хрупкостдает трещиноооробление стер Как висмеси с40/ нецувечиченличествеокиси желению и вления предлагаемой от технологии изго 1 еси. Технологиясмеси не отличтовления извест з гото ется ислом кислотного процессу разруствием раствора из л оп...
Смесь для изготовления литейных форм и стержней

Номер патента: 668765
Опубликовано: 25.06.1979
МПК: B22C 1/02
Метки: литейных, смесь, стержней, форм
...глину огнеупорную, жидкое стекло и минеральную добавку, содержит в качестве минеральной добавки хлористый кальций приследующем соотношении ингредиентов, вес%Глина огнеупорная 6,0 - 7,0Жидкое стекло 6,0 - (,0Хлористый кальций 0,2 - 0,3ОгнеупорныйнаполнительВ качестве хлористого20 использоваться как безводнкристаллогидрат.При содержании хлористого кальция нивес.о/о и выше 0,3 вес% наблюдаетдшение выбиваемости смеси.: Предпочтительно использование жидкого стекла плотностью 1,47 - 1,52 г/см и с модулем 2,27 - 2,60.Хлористный кальций вводят в смесь на последней стадии ее приготовления перед выпуском из смешивающих бегунов,Отверждение форм и стержней предпочтительно проводить продувкой углекислым газом.Прочность предлагаемой смеси после...
Устройство для изготовления безопочных форм

Номер патента: 668766
Опубликовано: 25.06.1979
Автор: Скаженник
МПК: B22C 11/10
Метки: безопочных, форм
...форм пз хоОднотврдОщнх схсй непосредственно в прессовой камерз; чт подвода В прессовук) камеру газообразного катализатора.Это достгается тем, что одна цз прессовых моделей плит сцабжс ца кацапами для подвода газообразного катализатора, а другая - каналами для его Отсоса.На чертеже схематически изображено предлагаемое устройство.Оно состоит из формовочной камеры 1 с загрузочной воронкой 2, левой прессовой плиты 3 с моделью 4, цилиндром 5, канала668766 форлгул а изобретения Составитель В. Беляехред О. Луговаякраж й 44 Редактор Л, ЛашковаЗаказ 3554(5ЦНИИПИ Госупо деламЫ 3035, Москва,Филиал П П П Пате рректо р одп исн ее арогви тета ССкрытцйнаб., дл. Прое дарственного коми изобретений и о Ж - 35, Раушскаят, г. Ужгород,ая,ми 6....
Способ изготовления жеребеек

Номер патента: 668767
Опубликовано: 25.06.1979
МПК: B22C 21/14
Метки: жеребеек
...металлом, каждая из жеребеек нагревается до температуры пл а вления легкоплавких покрытий раньше, чем полностью соприкоснется с заливаемым металлом. Поэтому в непришедпгнх в соприкосновение с заливаемым металлом поверхностях жеребейки происходит оплавление легкоплавкого покрытия и его коагуляция в крупные капли, которые всплывают на поверхность зеркала металла. Это приводит к тому, что заливаемый в фор му металл не сваривается с металлом жеребеек, так как температура плавления стальных жеребеек на 300 - 350 С выше температуры заливаемого в формы чугуна.Цель изобретения - улучшение сплавления жеребейки с заливаемым металлом. оЭто достигается тем, что обработку поверхностей жеребеек осуществляют путем цементации до содержания углерода в...
Суспензия для изготовления керамических форм по выплавляемым моделям

Номер патента: 670373
Опубликовано: 30.06.1979
Авторы: Бредис, Середкин, Труфанов, Фирсов
МПК: B22C 1/02
Метки: выплавляемым, керамических, моделям, суспензия, форм
...при 28 - 30 С в течение 1 О 2 ч каждый слои. Вытопку модельного состава проводят в воде,Составы предложенной суспензии и физико-механические свойства приведены в таблице. Удельная прочность,ои кг/смясухих форм после вытопкиЭТС НО Упрочняющая добавка НС 1 79,6 72 0,3 80 70,9 74,2 0,6 20 84 68,4 75 10 20 0,6 88,4 70,9 75,1 0,6 20 82,3 732 20 70,9 0,6 83,2 75,0 20 0,6 70,9 86,0 20 0,6 70,9 76,0 89,0 Прочность сухих форм - 74,3 кг/см, 15прочность форм после вытопки модельногосостава - 90,0 кг/см,Таким образом, добавка в количестве0,1 - 1,0 вес,% в суспензию позволяет повысить прочность сухих форм до 72 - 2075 кг/см, а прочность форм после вытопкимодельного состава до 80 - 90 кг/см.Увеличение содержания добавки титанавыше 1,0 вес. с/в не...
Смесь для изготовления стержней при получении бакорового литья

Номер патента: 670374
Опубликовано: 30.06.1979
Авторы: Верлоцкий, Галдина, Маркин, Рыбалкин, Фрязинова
МПК: B22C 1/22
Метки: бакорового, литья, получении, смесь, стержней
...серебристыы Й ц 1 с Р ц ь Й Г Р с"и т, 133 и т ь с В и Р ц м с Р н О м весовом соотношении 1: 3,1 р 13 содсржяции молотого графита выше Ве)ХНСГО ПРСДСЛД 303 РЯСТЯСТ СКЛОННОСТЬ смеси к обрдзовдцию пригара ввиду повы- ШСННЫХ КОЛИЧССТВ ОКИСИ ЖСЛЕЗД, ИСТОЧЦИ. Электрокорундсзсплотыссс графит, сз т. ч.серебристый графитчерный графитФесолофурановое (Фф - 1 ф) илифенолоформальдегссдное (ОФ,1 Ф) связующее Из указанных в табл. 1 смесей изготавлиьдются стержни диаметром 50 мм ц рабочсц длиной 150 мм. Стержни устанявлива- ЮТСЯ ГРИЗОНТЯЛЬНО В ФОРМЫ С ВНУтРЕЦНЦ. мц размерами 25)0;)(,180)(,150 мм.Собраццые формы заливаются бакоровым, коруцдовым и бетакоровь)м расплавами. ком которой является зола графита. При содержации молотого графита ниже...
Способ изготовления литейных стержней и форм

Номер патента: 670375
Опубликовано: 30.06.1979
Авторы: Корнели, Линецкий, Мельниченко
МПК: B22C 5/04
Метки: литейных, стержней, форм
...Сапунова, 2 Типография,пр. 3Жидкое стекло плотностью 1,38 - 1,47 и/смзмодуля 1,8 - 2,6 3,0 - 8,0Органический легколетучийрастворитель (ацетон, этанол) 3,0 - 7,0Огнеупорный наполнитель ОстальноеОптимальным следует считать содержание органического легколетучего растворителя равным содержанию жидкого стекла,Режим приготовления смеси согласнопредложенному способу следующий,В смеситель загружаются песок и раствор едкого натра и перемешиваются 15 с,далее вводится жидкое стекло и перемешивается еще 30 с, после чего вводится органический легколетучий растворитель и перемешивание продолжается еще 5 - 10 мин (вслучае введения ацетона) или 10 - 20 мин(в случае введения этанола). При этомпроисходит испарение легколетучего растворителя и...
Формовочная машина

Номер патента: 670376
Опубликовано: 30.06.1979
Авторы: Королев, Никкель, Терешкун, Ткаченко, Фиголь
МПК: B22C 15/30
Метки: формовочная
...траверсу с прессовой головкой, установленную на раме, имеющую ролики, размещенные на направляющих для горизонтального перемещения рамы 1,Недостатком известной формовочной машины является то, что усилие прессования передается на станину. Это ведет к необходимости массивной станины, что увеличивает размеры и массу формовочной машины в целом.Цель изобретения - уменьшение передачи усилия прессования на станину.Это достигается тем, что машина снабжена рычагами, установленными с двух противоположных сторон рамы на нижнем ее торце и расположенными под рабочим столом, а направляющие размещены на рабочем столе.На фиг, 1 показана ая формовочная машина, общ фиг. 2 - вид по стрелке А на фиг. 3 - узел 1 на фиг.,2формовочная машина сотяжное...
Установка для изготовления безопочных форм

Номер патента: 671707
Опубликовано: 30.06.1979
Автор: Мариус
МПК: B22C 11/10
Метки: безопочных, форм
...единственную пресс- камеру, из которой часть формы выталкивается на направляющую нажимной плитой, изобретение обладает тем преимуществом, что максимальный ход нажимной плиты может быть существенно уменьшен и, следовательно, очередное замыкание пресс- камеры может быть выполнено относительно раньше, уже во время переноса подвижной рамкой только что изготовленной ча 30 35 40 45 50 55 60 65 4сти формы к направляющей. Это влечет за собой не только уменьшение продолжительности цикла изготовления части формы на установке, но и к упрощению приводного механизма нажимной плиты. К тому же этот приводной механизм освобожден теперь от выполнения осторожного присоединения части формы к ранее сформованной литейной форме и нс обязательно должен...
Штырь для фиксации и крепления детали

Номер патента: 671914
Опубликовано: 05.07.1979
Авторы: Попков, Ратманский
МПК: B22C 21/08
Метки: детали, крепления, фиксации, штырь
...смещеоснования, с которым онтической поверхности.На фиг.1 изображен штвид А фиг. 1; на фиг, 3нутом виде (в запертом пШтырь содержит основасоединенный с ним посрерасположенной оси 2 хвос меет эахолную поверху на конус. Основание 1 сопряжено с хвостовиком 3 по эллиптической поверхности 5 с целью обеспечения плотного прилегания к фаске 6 отверстия подмодельно плиты 7 при запирании выхода штыря. При установке модели 8 на подмодельнуюплиту 7 хвостовик 3 находится в вертикаль ном положении и обеспечивает свободное вве.денне штыря в отверстие подмодельной плиты 7. После изготовления полуформы (на чертежах не показана) полмодельная плита дерево.рачивается (фиг. 3), при этом хвостовик 3 отклоняется и запирает выход штыря, упира.ясь...
Способ нанесения покрытия

Номер патента: 673372
Опубликовано: 15.07.1979
МПК: B22C 3/00
...О,8-1,5 ч в среде инертного газа, например азота. Можно испольэовать аргон, гелий либо проводить прокаливание при остаточном.давлении в печи около 1. 10 Литейные Формы с тол мм, изготовленныематериала известным мер по выплавляемым вытапливания модельки устанавливают верддон и фиксируют в та прижимами. Затем Фордогретым до 70-80 С родом, например ниэполиизобутиленом маррживают в таком состой8-15 одувка газ ерез Форму,2-4,6 Жидкий углев дород, напри мер низкомолекулярный полииэобутиПропитка Формы.жидким уг-.леводородом длага поверхность литейной Формы путе введения в полость Формы углево дов и нагрева Формы в безокисли ной среде при 900-1200 С, о т л ч а ю щ и й с я тем, что, с це сокращения времени нанесения по тйя, перед нагревом...
Способ отверждения литейных форм

Номер патента: 673373
Опубликовано: 15.07.1979
Автор: Лемешко
МПК: B22C 9/12
Метки: литейных, отверждения, форм
...(зазор) между моделью и Формой, в .который подают под избыточным73 Формула изобретения Источники информации, принятые вовнимание при экспертизе1, Патент Японии Р 49-37491,кл. 113231, 1970.2, Лясс А.М. Быстротвердеющие Фор мовочные смеси, Х., 1965, с. 307-308.3. Лясс А,И. Быстротвердеющие формовочные смеси, И., 1965, стр, 306. Составитель И. КуницкаяРедактор Н, Корченке Текред И. дотекав Корректор Е. дук Подписное тета СССР ткрытий ая наб., д. 4аж 944ственного комиобретений и3-35, Раушс Заказ 3972/9 Тир цяИИПИ Государ по делам из тт 1035 р Мооква,:ео".": океа илиал П тент г Ужгород, ул Проектн 3 6733давлением отверждающий газообразныйагент. Газ, например СО ., равномерно Фильтруется через поры смеси,обесйечйвкая одновременнтое и...
Литейная форма

Номер патента: 674821
Опубликовано: 25.07.1979
Авторы: Косилов, Лапин, Лупырев, Срыбник, Шапранов
МПК: B22C 9/00
...Великобританией под названием Литейная Форма, имеющая, по крайней мере, три слоя 1). Слой, образующий полость Формы, имеет наименьший коэффициент теплового расширения. Коэффициент теплового расширения следующих слоев увеличивается по мере удаления от полости Формы.Однако в Форме такой конструкции применение различных составов Формовочных смесей усложняет технологию изготовления литейной Формы, Формовочные смеси могут использоваться только один раэ, кроме того, в такой форме отсутствует противодавление соФормула изобретения Литейная Формасодержащая опоку,заполненную уплотненным формовочнымматериалом с рабочей полостью и компенсационными полостями, открытымив сторону рабочей полости, о т л ич а ю щ а я с я тем, что, с цельюуменьшения...
Способ приготовления формовочных и стержневых материалов и смесей

Номер патента: 526256
Опубликовано: 25.07.1979
Авторы: Кац, Соломон, Сухомлинов, Тульчинский, Чудновский
МПК: B22C 5/00
Метки: приготовления, смесей, стержневых, формовочных
...допустимой влажностью смеси, в которую вносится культуральная среда с5чикр(нргацизмах(и (смесь цс должцы Оыгь ереувлажцены), 1 Ииимальнсй гызоцроцц цасмостьк (сх(есь с лолжцы ичсть газоцроцицыем(сть ниже залыой из-зы изли- его коли(ествы Вл(ги культмра,(ьцОЙ среды и самих микроорганизмов) и колицествсм микробных клеток, которое це должно превышать количества тех элементов освежающих добавок, ца которых они адсорбируются. Поэтому максимальные количества вводимых в смесь автотрофных микроорганизмов соответствуют 1,2/о от общего веса смеси (оборотной смеси и освежающих добавок) при приготовлении формовочных и стержневых смесей, а в случае приготовления формовоццых и стержневых материалов от их общего веса. Максимальные же количества...
Способ активации песка при комнатной температуре

Номер патента: 676377
Опубликовано: 30.07.1979
Авторы: Васин, Дедюхин, Иткис, Каршенштейн, Севостьянов, Цайзер, Червяков
МПК: B22C 5/00
Метки: активации, комнатной, песка, температуре
...Компоненты, % Песок 2 К 016 с глинойа) 0,7б) 1,5 90 96 95 96 92 96 94 96 90 96 6 95 96 92 96 4 94 96 2 10%-ный раствор полистирола в толуоле 4 4 4 4 28 17 24 13 4 4 4 4 Связующее Сф - 015 4 4 4 4 4 4 4 4 24 17 30 17 27 13 20 13 19 17 15 13 Прочность образцов на разрыв, кг/см 2 85,0 65,0 54,0 42,0 76,0 110,0 15,0 14,0 Рост прочности, % Заказ 1783/1 НПО Поиск Изд.467 Тираж 945 Подписное Тппографня, пр. Сапунова, 23глинистой составляющей песка, и благодаря этому и многофункциональности полистирола обеспечивается повышение конечной прочности форм и стержней,Растворителями полистирола или сополимеров стирола являются представители класса ароматических или алифатических углеводородов, кетонов и др.Применение полистирола или его производных...
Литейная форма для электромагнитного устройства

Номер патента: 676378
Опубликовано: 30.07.1979
Авторы: Варьян, Литвинов, Попов, Шелухин, Шкляр
МПК: B22C 9/08
Метки: литейная, устройства, форма, электромагнитного
...с питателем 5 последний заполняет все полости. После включения постоянных скрещенных электрического и магнитного полей в расплаве возбуждаются объемные электромагнитные силы, величина которых определяется произведением плотности электрического тока и индукции магнитного поля, Так как в тонких сечениях плотность электрического тока больше, чем в утолщениях, то и объемные силы в тонких сечениях больше. Расплав под действием объемных сил легко приходит в движение и нагнетается из полости 2 в полость 3 и питает утолщение при затвердевании. Для улучшения питания утолщений расплавом из прибылей на тонких стенках они должны располагаться на расстоянии 0,1 - 10 толщины тонкой стенки, Пополнение расплава в тонких стенках осуществляется за счет...
Устройство для поворота опок формовочной машины

Номер патента: 677639
Опубликовано: 30.07.1979
Автор: Эрвин
МПК: B22C 19/00
Метки: опок, поворота, формовочной
...пор, пока фланец 105 не коснется фланца 107,после чего опускание поршня станет вьпсужденным и плоская пружина 112 нажимом шайбы 101 освободит путь. Образующая фиксатор пружина 112 гар антирует при опускании безупречную работу демпфера 75.Если поршень 85 поднимается из поло 5 ксния 71 в обозначенное штрихпунктиром положение 73, то пружина 113 прижимает тарелку 114 клапана к плоскости 115 и препятствует протеканию находящегося впространстве 116 масла через отверстие 117 (см. фиг. 13). Одновременно поток масла из пространства 116 через отверстие 118 с,см. фиг. 11) препятствует прилеганию тарелки 119 клапана к плоскости 120. Поэтому масло вынуждено перетекать через канал 121, который в плоскости поперечного сечения квадратично уменьшается с...
Смазка для прессформ литья под давлением

Номер патента: 677804
Опубликовано: 05.08.1979
Авторы: Батуев, Дробышевский, Рузманов
МПК: B22C 3/00, C10M 101/02, C10M 105/12 ...
Метки: давлением, литья, прессформ, смазка
...дополнительно содержит этиловый спирт при следующем соотношении ингредиентов, весЛ;Керосин ОЭтиловый спирт 0 Эгиловыйспирт 50 20 20 50 8 Керосин Алюмини удра а бли 5 Сойст ок Чистота поверхностиотливокКласс 6. нет прива- .-.:-М. .-аЪРфЖФЙ Изобретение относится к мгической промышленности и мти применение на предприятиготовлению деталей из алюмиего сплавов.Известна смазка, содержащая пудру Ю 9 ф;фВЗФ Ы"С-Ъфя-Ф"6778043Состав 1 йсйрльзуют при температуре 1 ч а ю щ а я с я тем, что, с целью попресс-формы 60 С Состав 2 используют вышения чистоты поверхности отливок,в пресс-форме с температурой 60-120 оС. она дополнительно содержит этиловыйСостав 3 - и температуре пресс- спирт при следующем соотношении информы , 120 С; . 5 гредиентов,...
Буткер-приемник горелой смеси

Номер патента: 677805
Опубликовано: 05.08.1979
Авторы: Колпаков, Овчаренко, Пономарев
МПК: B22C 5/14
Метки: буткер-приемник, горелой, смеси
...давления в бункере- приемнике.Указанная цель достигается тем, что поедпагаемый бункер снабжен газосборлпаков и В. И, Пономарев никами, соединенными с вентиляционнойсистемой, выполненными в виде размещенных на внутренней поверхности бункеражелобов, расположенных один над другимвнакладку с зазором.5 Дпя предотвращения поп ойсмеси в газосборники они сщитными козырьками.На фиг. 1 изображен бункер-приемник,вид сверху; на фиг. 2 - разрез А-А фиг; 1.1 ОБункер приемник горепой смеси содержит буркер 1., который снабжен затвором2 Защитные козырьки 3 предотвращаютпотждание горепой смеси в газосборннк 4. т 5Окна 5 обеспечивают удапение накопленных газов в вентипяцйонную систему.Бункер-приемник работает следующим образом.Горелая смесь,...
Способ изготовления выплавляемых моделей

Номер патента: 677806
Опубликовано: 05.08.1979
Автор: Заманский
МПК: B22C 7/02
Метки: выплавляемых, моделей
...эаподлицо.с профильной поверхностью пресс-формы, Затем677806 3производят заполнение пресс формымодельной массой.1 Ресс-форма 3 состоит иэ разъемныхполуформ 9, 10, в которых выполненыпрофильные. рабочие поверхности 11, 12и знаковые гнезда 7, 8. В полуформах10, 9 установлены двухступенчатые штифты 4, 5, подпружиненные пружинами 13,вэаимодействуюшими с передЬижнымиустановами 14, 15. В передвижных установах 14, 15 выполнены пазы 16, 17глубиной, равной величине перемещенияштифтов 4, 5 в пределах профильныхповерхностей полуформ 9, 10 до профильных поверхностей 11, 12 стержня 1,На торцах полуформ,9, "10 по.контурузнаковых гнезд 7, 8 выполнейы занижения 18, 19.Принцип работы устройства при изготовлении моделей осуществляетсяследующим...
Способ изготовления литейных форм по выплавляемым моделям
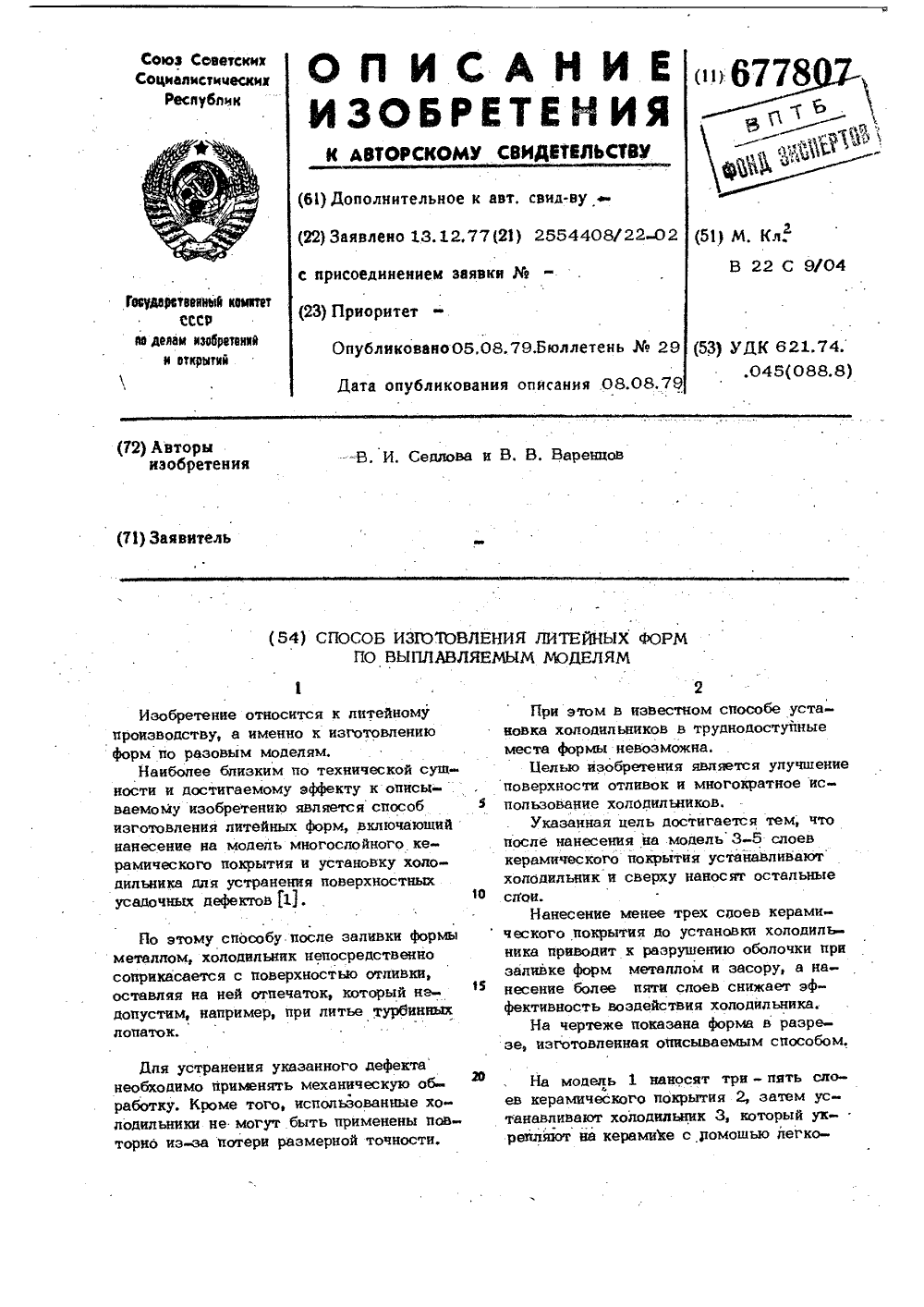
Номер патента: 677807
Опубликовано: 05.08.1979
МПК: B22C 9/04
Метки: выплавляемым, литейных, моделям, форм
...механическую об 26работку. Кроме того, использованные холодильники не могут быть применены повторно иэ-за потери размерной точности. 1 наносят три - пать сл го покрытия 2, затем ус лодильник 3, который ук рамине с помощью легко7807Котливки, не требующие дополнительноймеханической обработки в местах действия холодильников; использовать хоподипьники многократно после очистки отливок от керамики, так как они не влияют на чистоту поверхностй; постановка- хододипьников в любом месте формы непредставляет трудностей,673 10 формула изобретения Способ изготовления литейных .формпо выппавляемым моделям, включающийнанесение на модель многоспойногокерамического покрытия и установку холодильника, о т л и ч а ю щ и й с ятем, что, с целью улучшения...