Шинский
Способ получения отливок

Номер патента: 1799679
Опубликовано: 07.03.1993
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шевченко, Шилина, Шинский
МПК: B22D 27/04
Метки: отливок
...вниз от 3,0 10 до 9,0 10 кВт/м пропусканием воды по секциям 7 оболочки фор мы. Внутреннюю контактную поверхность пористой стенки формы (бп = 0,1 - 0,3 мм) после заполнения пор 6 легкоплавким металлом (техническое олово, Тпл = 230 ОС) предварительно обрабатывали наждачным 25 кругом так, чтобы микробороздки были направлены вертикально, В установленную на поддон 3 форму заливали сплав 2 через литниковую систему 4 сифоном в щелевой питатель в течение 2,5 с в полость 5. Получена 30 отливка с игольчатой структурой в поверхностном слое, для которой о,= 125. кг/мм (о, = 90 кг/мм для серийной лопатки, о,=32 кг/мм для образцов (слитка) по прототипу).П р и м е р 2. Прямоугольную пластину 100 х 140 х 4 мм отливали их сплава ВТ 5 Л, для чего...
Газифицируемая модель

Номер патента: 1799659
Опубликовано: 07.03.1993
Авторы: Валигура, Синьчугов, Трояновская, Чайкин, Черненко, Шинский
МПК: B22C 7/02
Метки: газифицируемая, модель
...с25 использованием. герметизирующего элемента 5 - синтетической пленки толщиной0,1 мм, промодели 6 и подмодельной плиты7, подключенной к вакуумной системе(фиг.2). Промодель 6 устанавливают на под 30 модельную плиту 7 и накладывают синтетическую пленку 5, после чего включаютвакуумную систему. Под действием разрежения синтетическая пленка Б притягивается к поверхности промодели 6,ЗБ воспроизводя ее конфигурацию.Затем на подмодельную плиту 7 устанавливают базовый элемент 1 газифицируемой модели (фиг.З) и через канал Б в полость е А засыпают сыпучий газифицируемый на полнитель 2, например, вспененный поли. стирол с насыпной массой 20 кг/м фракции0,4-0,63 мм. Размеры открытой полости выбирают так, чтобы, толщина облицовочного слоя...
Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям

Номер патента: 1773550
Опубликовано: 07.11.1992
Авторы: Валигура, Лозенко, Синьчугов, Хотян, Черненко, Шинский, Шульга
МПК: B22C 7/02, B22C 9/04, B22D 29/00 ...
Метки: выбивки, газифицируемым, литье, моделям, сыпучего, форм
...затрат и улучшения экологических условий, 17735505 10 15 20 25 30 40 455055 Размещение в бункере устройства первичной обработки песка и воздушной камеры позволяет осуществить частичную регенерацию песка, включающую его охлаждение и удаление пылевидной фракции в кипящем слое и благодаря этому повысить цикличность оборота песка и снизить его расходный коэффициент на единицу массы отливки.Предложенная установка представляет собой автономный модульный агрегат для формовки и выбивки, обеспечивающий сокращение производственных площадей и транспортных коммуникаций при подготовке и передаче песка на соответствующие позиции,На фиг 1 - 5 представлены схемы установки для изготовления и выбивки форм из сыпучего материала при литье по...
Способ изготовления литейной формы

Номер патента: 1724431
Опубликовано: 07.04.1992
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шевченко, Шинский
МПК: B22D 15/00, B22D 27/00
...ее осыпания.Целью изобретения является улуцше.ние структуры и свойств отливки эасчет повышения интенсивности контакткого теплообмена между литейной Формой и расплавом,На чертеже представлена схема, поясняющая способ. Использование изобретения обеспечивает повышение физико-механических свойств литого материала отливки на 25-303 по сравнению с литьем в фор- му беэ предварительно нанесенного микрорельефа на ее рабочей поверхности,5 10 20 25 ЗО 35 40 тов упаковки с плотностью дислока" ций (10 -1 ф) мНа схеме показаны рабочая контактная поверхность 1, подготовленная путем нанесения микрорельефа, форма 2 из высокотеплопроводного материала, поддон 3, литниковая система 4 для сифонной заливки, расплав 5 заливаемого металла.На...
Способ получения отливок

Номер патента: 1694335
Опубликовано: 30.11.1991
Авторы: Ефимов, Ласовецкий, Пухальский, Шейко, Шинский
МПК: B22D 18/02
Метки: отливок
...мен ояке 3 производится отсечка ом 4 цилиндра 5. Затем в при 2 подается. порция сыпучего од действием усилия штока 7 ыпучий материал пробивает ва и рассредотачивается по объему прибыли, выжимая ибыли в отливку, обеспечивая вышенную ее плотность. Как валась корка расплава на грам материалом, последний под растающего усилия штока 7 зрывает корку, вдавливается родолжает подпитку отливки. ется до полной криссталлизаэто время в ст расплава шток быльную часть материала 6 и цилиндра 8. С корку распла внутреннему расплав из пр тем самым по только образо нице с сыпучи действием на цилиндра 8 ра в расплав и и Так продолжации отливки. После остывания отливка удаляется, собирается новая форма и процесс повторяется.Для того, чтобы сыпучий материал...
Способ непрерывного литья заготовок из высокопрочного магниевого чугуна

Номер патента: 1648633
Опубликовано: 15.05.1991
Авторы: Альтер, Жельнис, Овчаренко, Походня, Раздобарин, Снежко, Черняк, Шинский, Шумихин
МПК: B22D 11/00
Метки: высокопрочного, заготовок, литья, магниевого, непрерывного, чугуна
...чугуне 0,01-0,08%, производительность вытяжки 0,5 кг/с. Результаты представлены в табл. 1 и 2.Конкретный требуемый расход магния, обеспечивающий стабильное получение чугуна с шаровидной формой графита, определяется скоростью ввода порошковой проволоки, При пересчете расхода магния через скорость его ввода с учетом того, что содержание магния в 1 м проволоки составляет 8 гр/м, получают скорость ввода магния, гр/с.В п.8 табл, 2 приведено повышенное количество введенного магния от предлагаемого верхнего предела, а в п,9 - ниже нижней границы, т.е.128 г о100 о= 0,256 оили 2,56 кг/т,500 г100= 0,073 или 0,73 кг/т.500 гСпособ непрерывного получения высокопрочного чугуна исключает эффект демодифицирования. Это способствует получению...
Устройство для дозированной подачи лигатуры в ковш

Номер патента: 1576225
Опубликовано: 07.07.1990
Авторы: Богдан, Каричковский, Лозенко, Лопаткин, Шинский
Метки: дозированной, ковш, лигатуры, подачи
...(Фиг, 5).Схема компенсации массы тары не показана. Сигнал Пи поступает на вторичный прибор 27 с встроенным аналоговым преобразователем 28 угла Фповорота стрелки в напряжение П ,.В блоке 30 сигнал Пумножается накоэффициент , равный заданномупроцентному содержанию лигатуры. Вблоке 35 задания дозы лигатуры сформирован сигнал 1 г, пропорциональныйдозе лигатуры при расчетном количестве жидкого металла ковша 20,Выходы блоков 30 и 35 подключенык входам элемента 31 сравнения, навыходе которогоЬПу = Ы - П,где П - выходной сигнал блока 35.Сигнал П, усиливается в усилителе 32 мощности и в виде управляющего сигнала ЬП подается на.шаговыйэлектрогидропривод 8, который черезпередачу 7 перемещает поршень 21в мерной полости 5....
Литейная форма

Номер патента: 1574360
Опубликовано: 30.06.1990
Авторы: Горушкина, Грицай, Масленников, Шинский
МПК: B22D 27/20
...применения данного стержня повысилась равномерность модифицирования в течение всего периода заливки по сравнению с прототипом, болеевысокими оказались механические свойства ( 6 и Р ), а также степеньсфероидиэации граФита. Аналогичныерезультаты получены при испытаниистержней 2-10, Это объсняется тем,что скорость подъема модиФикатораблизка к скорости его линейного растворения, но не превышает последнююв течение всего периода заливки. П р и м е р 2. Испытывали стержень 11, изготовленный из медно-никелевого сплава, с температурой плавления 0,98 температуры заливаемого расплава (1370 С), диаметром 9 мм, конусностью 7 С, диаметромоверхнего основания усеченного конуса 0,3 диаметра стержня (3 мм). Отставание скорости подъема модификатора и...
Способ полунепрерывного литья чугуна

Номер патента: 1496913
Опубликовано: 30.07.1989
Авторы: Альтер, Каплиенко, Овчаренко, Одарченко, Походня, Раздобарин, Рыжей, Шинский, Шумихин
МПК: B22D 11/00
Метки: литья, полунепрерывного, чугуна
...в металлоприемник вводят порошковую проволоку в течение времени и со скоростью, которые обеспечивают насыщение металла магнием до первоначально заданного уровня. Снова из МДН заливают в металлоприемник серый чугун, вытесняя магниевый в форму.Циклы повторяют.Расход заданной массы магния Цдля обработки определенной массы серого чугуна, обеспечивающий форми 3 149 б 91 рование шаровидного графита в нем, выбирают в зависимости от массы обрабатываемого чугуна, содержания в расплаве серы, газов, температуры металла, степени угара магния, скорости охлаждения и других факторов.При обработке чугуна магниевой проволокой масса введенного в расплав магния определяется содержанием магния в проволоке, временем и скоростью ее ввода, т.е. Ц=ч я Ф, кг....
Способ обработки металлических конструкций

Номер патента: 1444361
Опубликовано: 15.12.1988
Авторы: Горенко, Маетный, Русаков, Шинский
МПК: C21D 1/04
Метки: конструкций, металлических
...частотах,на которых происходит обработка, даетинформацию о наличии и изменениивнутреннего состояния, происходящегов детали при установке заданной частоты.При соблюдении неизменности темпасканирования создается возможность,уже начиная со второго цикла, сопоставить в процессе сканирования энергетические показатели первого и вто-,рого сканируемого цикла и определитьрасхожДения, вызванные изменениемвеличины диссипации энергии,Зона отклонения энергочастотнойкривой от первичной кривой указываетту зону частот, в которой присутствует эффект изменения энергии диссипации, связанный с изменением собственного постоянного спектра детали,вызванного дислокационной перестройкой и выборкой в области данных частот пластических деформаций металла,Таким...
Способ получения износостойкого слоя на поверхности отливки

Номер патента: 1388190
Опубликовано: 15.04.1988
Авторы: Винарский, Зоц, Кириевский, Шинский
МПК: B22D 19/00, B22D 27/18
Метки: износостойкого, отливки, поверхности, слоя
...Нагрев стержня свыше 1,1 Тз нецелесообразен, так. как трудно осуществим из-за интенсивного теплообмена в Форме. И за время сборки Формы стержень, нагретый до температуры выше 1,1 Т , остывает до температуры менее 1,1 Тз . Кроме того, повышение,теьпературй выше ),1 Тэ увеличивает энергоемкость, трудозатраты процесса и снижает производительность.Разрежение в износостойком слое (элементе) выбирают из условия необходимого увеличения металлостатического напора путем увеличения градиента давления в Форме и иэносостойком слое и удаления образующихся газов в Форме и иэносостойком слое в процессе заливки металла.Снижение разрежения в износостойком слое менее 0,05 МПа ведет к уменьшению металлостатического напора металла под слоем и...
Способ изготовления литейных форм вакуумной формовкой

Номер патента: 1379072
Опубликовано: 07.03.1988
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шинский
МПК: B22C 9/03
Метки: вакуумной, литейных, форм, формовкой
...на 15-207., а следовательно, сбс счива,; снижеи: энергоемкости изготовления форм. После этого полуформу снимают с модельной оснастки, Аналогично изготавливают вторую полуформу, после чего производят сборку формы и подачу ее под заливку. При этом время изготовления полуформы сокращено, по сравнению с известным способом, на ",5 мин, что п озволяет уменьшит цикл изготовления формы на 177. и увеличить производительность с 10 до 11 форм/ч, т.е, на 107. За счет уменыпения пригара отливок сокращается на 87 трудоемкость изготовления при литье в вакуумируемую форму.П р и м е р 2. Питьевую форму изготавливают путем нанесения на модель предварительно разделительного состава 5, как в примере 1, затем наосят облицовочный слой 6 иэ песчано-глинистой...
Устройство для вибрационного снятия напряжений и стабилизации размеров

Номер патента: 1373732
Опубликовано: 15.02.1988
Авторы: Волков, Горбань, Горенко, Коструба, Офицеров, Русаков, Терехин, Шинский
МПК: C21D 1/04
Метки: вибрационного, напряжений, размеров, снятия, стабилизации
...фиксируют его положение относительно одной из опор коленвала и включением гидростанции 4 закрепляют кольцевым распорным механизмом 12 вибратор 1 в одной из опор для установки коленвала. Закрепление вибратора 1 в 1 оне расположения коленнала обеспечивает непосредственную передачу динамических нагрузок на постели (опоры коленвала) под установку коренных подшипников, минуя . промежуточные передающие элементы, что значительно повышает эффективность вибронагружения и передачи вектора нагрузки по контуру защемления вибратора, так как прижим нибратора осуществлен по контуру отверстия и создает наилучшие условия передачи динамических условий периферийнымБрМКПшг 45 3 13737 частям блок-картера. При этом наивыгоднейший режим стабилизации...
Литниковая система для внутриформенного модифицирования чугуна
Номер патента: 1348055
Опубликовано: 30.10.1987
Авторы: Августинов, Балджиев, Горенко, Иванов, Тодоров, Хаджикристев, Шинский
МПК: B22C 9/08
Метки: внутриформенного, литниковая, модифицирования, чугуна
...модификатора и жидкого чугуна на литниковуюсистему, Уменьшение угла наклона менее 70 ведет к снижению остаточного 25 магния в чугуне и, как следствие,к снижению прочностных и пластических свойств материала в отливкеУменьшение соотношения высот Ь и Ь верхней и нижней частей реакционной камеры ниже 0,15:1 приводит к неравномерности растворения магния в чугуне, снижению прочностных и пластических свойств чугуна отливки,Увеличение соотношения высот частей реакционной камеры более 0,4;1 30 35 ведет к повышению расхода модификатора выше оптимального в ковше в течение первого этапа модифицирования,40 Выполнение нижней части 8 реакционной камеры в виде параллелепипеда с вогнутыми стенками по трактрисе обеспечивает выравнивание содержания...
Порошковая проволока для модифицирования чугуна

Номер патента: 1328385
Опубликовано: 07.08.1987
Авторы: Альтер, Горенко, Овчаренко, Походня, Шинский, Шумихин
МПК: C21C 1/00
Метки: модифицирования, порошковая, проволока, чугуна
...0,05-5,8 магния способствует повышению модифицирующего действия порошковой проволоки на чугун,Повышение модифицирующих свойствпроволоки наблюдается при содержании в сплаве 0,05 . и больше магния.При увеличении содержания магния всплаве до количеств, превьпшающих5,8 , значительно снижаются пластические свойства алюминиевомагниевого сплава и это затрудняет изготовление из него оболочки порошковой13283850,26; медь 0,14; никель 0,05; сера0,031; фосфор 0,07 и железоостальное. Модифицирование порош 5ковой проволокой проводят притемпературе чугуна в пределах 1415++10 С. сплава, чем указано в предлагаемом составе. Составы 2-7 соответствуют порошковой проволоке предлагаемого состава.ОВ табл,2 приведены свойства и микроструктура...
Порошковая проволока для модифицирования чугуна

Номер патента: 1328384
Опубликовано: 07.08.1987
Авторы: Альтер, Горенко, Зазимко, Овчаренко, Походня, Шинский, Шумихин
МПК: C21C 1/00
Метки: модифицирования, порошковая, проволока, чугуна
...порошковой проволоки проводят в условиях литейного цеха опытного производства.Составы исследуемых порошковых проволок приведены в табл. 1.Из данных табл.1 видно, что составы 1 и 2 - порошковая проволока известных составов, проволока 3 содержит меньше магния, силикобария и больше железокремниевомагниевого сплава, проволока состава 10 содержит меньше железокремниевомагниевого сплава и больше силикобария, проволока состава 11 содержит больше магния, Составы 4-9 соответствуют порошковой проволоке предлагаемого состава.В табл.2 приведены свойства и микроструктура чугунов, полученных при его обработке исследуемыми порошковыми проволоками, где дополнительно приведены прочностные характеристики чугуна в тонких и толстых сечениях отливок, а...
Оснастка для вакуумной формовки

Номер патента: 1323215
Опубликовано: 15.07.1987
Авторы: Громыко, Ищук, Старжинский, Чайкин, Шинский
МПК: B22C 9/03
Метки: вакуумной, оснастка, формовки
...применению недефицитныхматериалов (дерево, прокат, литье)для подмодельных плит и снижению трудоемкости их изготовления стоимостьоснастки снижается до 20-ЗОБ. За счетупрощения конструкции оснастки стоимость снижается на 5-10735Формула изобретения Оснастка для вакуумной Формовки,содержащая координатную перфорированную подмодельную плиту с вакуумной камерой, коллектор для ее вакуумирования и установленные на плите модели и направляющие штыри, о т л и ч аю щ а я с я тем, что, с целью сниже ния трудоемкости изготовления, упрощения конструкции и удешевления осна-, стки, она снабжена дополнительным коллектором, а в подмодельной плите выполнены каналы, соединенные посред ством дополнительного коллектора ссистемой вакуумирования. 1...
Способ модифицирования чугуна в литейной форме

Номер патента: 1320015
Опубликовано: 30.06.1987
Авторы: Горенко, Манойло, Черняк, Шинский
МПК: B22C 9/08, B22D 27/20
Метки: литейной, модифицирования, форме, чугуна
...содержания магния в пенополистироловой пластине ниже 4 Е ведет к образованию локальных объемов в отливке с заниженным содержанием магния и, как следствие, к снижению механических свойств чугуна в этих объемах.Увеличение содержания магния свыше 97 ведет к дополнительному расходу магния, возможному выбросу металла из литниковой систеия, появлению в локальных объемах свободно- структурного пементита.Толщина слоя модификатора в реакционной камере может быть определена по формуле0,3т (1 + д)4 Ргде Ь - начальная высота модификаРтора н реакционной камеребез учета толщины пластин;й - допустимое отклонение содержания Мя от среднего значения, Е.Холичество пластин и определяется согласно выраженияи = ( -- 1),ЬЬа толщина пластин определяется...
Способ модифицирования в литейной форме

Номер патента: 1305195
Опубликовано: 23.04.1987
Авторы: Горенко, Манойло, Чичкан, Шинский
МПК: B22C 9/08, B22D 27/20
Метки: литейной, модифицирования, форме
...раст 95 2ворения модификатора в протекающем металле. Известно, что оптимальный угол поворота в процессе заливки формы находится в пределах 15-22 . Если угол поворота меньше 15 , то мало изменяется ферростатический напор и это не обеспечивает выравнивание химического состава металла в процесе его заливки. Если угол новосрота больше 22, то начинает умень" шаться плоскость соприкосновения модификатора с металлом, что приводит к меньшему выравниванию химического состава металла в процессе заливки..Если время действия модификатора должно сохраняться в весь период затвердевания стенок отливки, то время выдержки модифицированного чугуна в мерной емкости должно быть минимальным и находиться в пределах 1/30- 1/15 от времени действия...
Способ обработки отливок и конструкций из железоуглеродистых сплавов

Номер патента: 1301850
Опубликовано: 07.04.1987
Авторы: Горенко, Пронин, Русаков, Шинский
МПК: C21D 1/04
Метки: железоуглеродистых, конструкций, отливок, сплавов
...циклов подъема и снижения частотв выбранных пределах частот,Если вибронагружение проводят при30термоциклировании при полном или частичном прохождении фазовых превращений в интервале температур Ас-Ас,то при прохождении резонансных пиковвиброабработка может проводиться сизменяющейся частотой со скоростью З 50,005-0,08 Гц/с, а при термоциклировании в интервале температур Ас,температура перехода металла в упругое состояние резонансная виброабрабатка может проводиться с изменяю 40щейся частотой со скоростью 0,0020,04 Гц/с. Увеличение пределов скорости изменения частот при высокихтемпературах связано с увеличением45расплывчатости резонансных пиков, сповышением температуры вибронагружения. Если скорости изменения частотпри...
Брикетированная смесь для обработки серого чугуна для отливок

Номер патента: 1296620
Опубликовано: 15.03.1987
Авторы: Горенко, Манойло, Шинский
МПК: C22C 35/00
Метки: брикетированная, отливок, серого, смесь, чугуна
...жидкотекучести жидкого чугуна и повышения прочностных свойствметалла. Ощутимое влияние меди намикроструктуру и свойства чугуна проявляется при вводе в состав брикетовбольше 0,57 стружки или крупки медныхсплавон.При увеличении их содержания больше 3,57. в микроструктуре чугуна появляется ликвация меди и этоприводит к снижению прЬчностныхсвойств чугуна,Жидкое стекло натриевое с объем 3ной массой 1,25-1,35 г/см и модулем (ш) = 2,3 вводится н состав смеси для изготовления брикетов н качестве крепителя. Ввод в состав брикетов измельченного ферросилиция обеспечивает быстрое твердение жидкого стекла, Минимальное содержание жидкого стекла, обеспечивающее получение необходимых прочностных свойств брикетов, больше 127, Увели0,5-3,5...
Модифицирующая смесь для чугуна

Номер патента: 1294833
Опубликовано: 07.03.1987
Авторы: Голованов, Горенко, Кошелев, Манойло, Шинский
МПК: C21C 1/10
Метки: модифицирующая, смесь, чугуна
...и снижается степень усвоенияотдельных компонентов. Хлористый кальций способствуетповьппению прочностных свойств брикегов благодаря участию в химической реакции ферросилиция с жидкимстеклом. Кроме того, он повышает модифицирующее действие смеси, Положительное влияние хлористого кальцияна повышение прочностных свойствбрикета начинает проявляться при егосодержании в смеси в количестве,,превышающем 0,17. При увеличении егосодержания больше 1,27 дальнейшегоповышения прочностных свойств брикетов и улучшения их модифицирующегодействия на обрабатываемый чугунне наблюдается,,4. О пат 0,7 108 0,4 5 0,1 0 кальции Жидкое текло 8,0 6 0 90 142 тепень усвосмеси 7667- 7 70 7 54 56 Ввод в состав смеси жидкого стекла способствует образованию брикетов...
Смесь для внепечной обработки чугуна

Номер патента: 1275058
Опубликовано: 07.12.1986
Авторы: Виноградов, Горенко, Зазимко, Кошелев, Манойло, Хохольков, Шинский
МПК: C22C 35/00
Метки: внепечной, смесь, чугуна
...содержании ихбольше 28,5 мас,наблюдаются ухудшение формы графитовых включений иснижение прочностных свойств чугуна.Ввод в состав смеси окислов или .хлористых и фтористых солей РЗЭ, обу словлен необходимостью получить в микроструктуру чугуна повышенное количество графитовых включений мелких размеров и правильной формы. Кроме того, ввод в смеси ликвидирует появ О ление черных пятен и уменьшает ликвацию серы в чугуне. Оптимальное их содержание в смеси должно находиться в пределах 4,5-12,5 мас.7. Если их содержание меньше 4,5 ма.7 наблю дается слабое влияние на микроструктуру и свойства чугуна, а если оно больше 12,5 мас.7, то в микроструктуре чугуна особЕнно в тонких сечениях стенок наблюдается появление 20 структурно-свободного цементита и...
Способ подготовки модификатора для модифицирования высокопрочного чугуна в литейной форме

Номер патента: 1273211
Опубликовано: 30.11.1986
Авторы: Вишнякова, Горенко, Манойло, Черняк, Шинский, Щитков
МПК: B22D 27/20
Метки: высокопрочного, литейной, модификатора, модифицирования, подготовки, форме, чугуна
...0,60 среднего диамет 1273ра зерна модиАикатора увеличит фракцию модификатора, применяемого длявнутриформенного модифицированиясвыше оптимального размера. Это приведет к неравномерному растворениюмодиАикатора, вымыванию модиАикатора в форму и, как следствие, к снижению стабильности процесса, снижению и неоднородности механическихсвойств чугуна в различных сечениях 10отливки.Уменьшение толщины оболочки менее0,05 среднего диаметра зерна модификатора не позволяет получить оптимальную фракцию модификатора и тем 15самым в связи с уменьшением площадиконтакта модификатора с жидким чугуном снизится содержание остаточногомагния в нем, а это приведет к снижению и неравномерности прочностных 20свойств по различным сечениям отливки,Подогрев...
Виброиндукционная установка для плавки металла

Номер патента: 1255846
Опубликовано: 07.09.1986
Авторы: Дятлов, Могилатенко, Русаков, Русакова, Чернега, Чичкан, Шинский
МПК: F27D 11/06
Метки: виброиндукционная, металла, плавки
...установочной площадке 5 Г-образными зажимами 6 керамический тигель 4 эагружается шихта и производится плавка включением питания индуктора 1. При достижении температуры жидкого состояния возникает естественный процесс перемешивания эа счет возбуж. дения электродинамических сил отиндукционного нагрева. Ввод дисперсных частиц осуществляют как вместес шихтой в защитной от окислениясреде,так и после расплавления подачей порошка на зеркало металла и налагая при этом виброколебания на жидкий металл.Для защиты тигля 4 с жидким металлом от разрушения при включении вибровозбудителя 13 и прохождения резонансных частот тигля 4 впроцессе набора. рабочей частоты колебаний, предварительно перед включением вибровозбудителя 13, отключают питание с...
Способ изготовления по удаляемым моделям литейных оболочковых форм
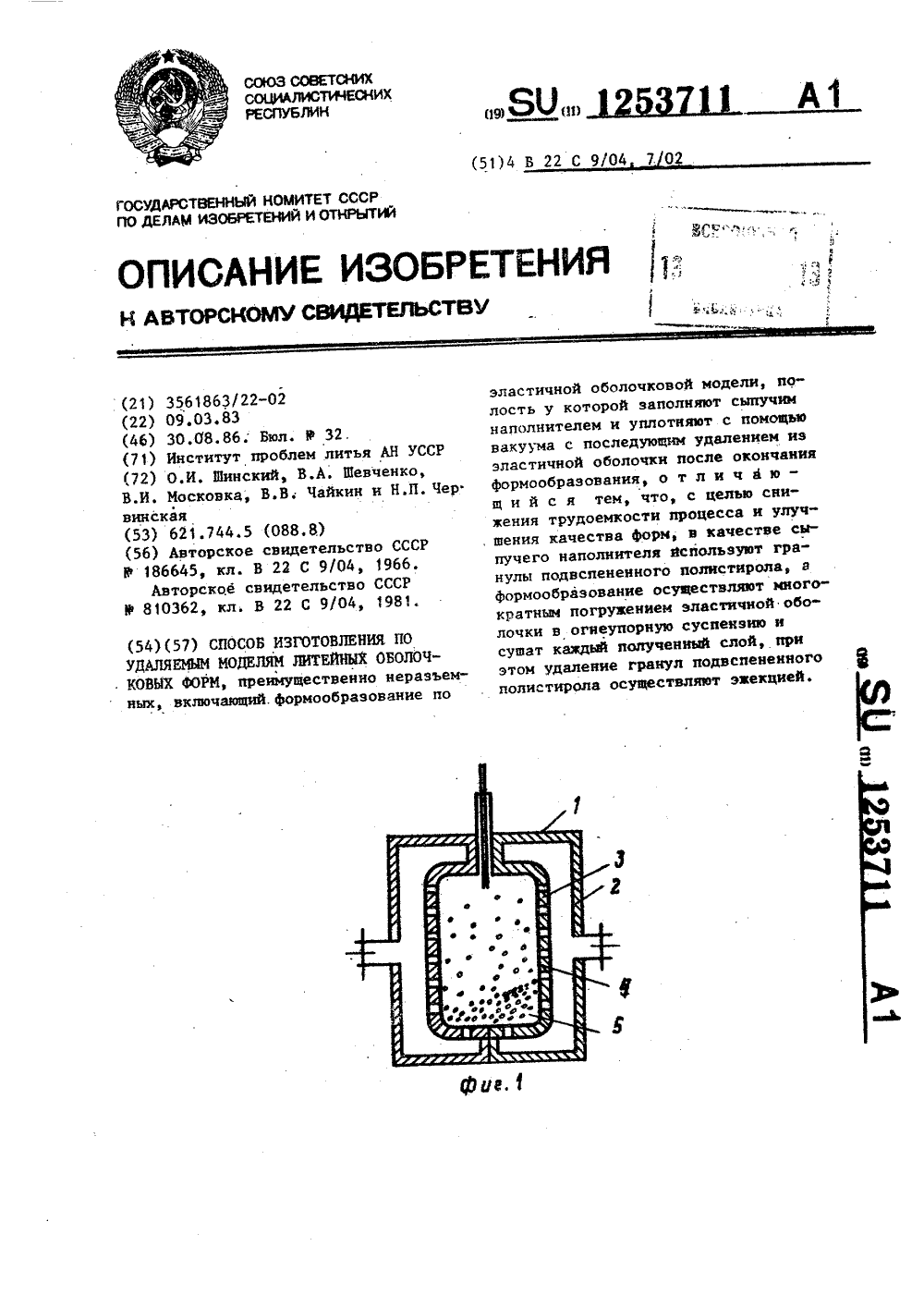
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Устройство для обработки жидкого металла сыпучими реагентами

Номер патента: 1244192
Опубликовано: 15.07.1986
Авторы: Виноградов, Горенко, Зазимко, Печеный, Пилипчик, Чайкин, Шинский, Яськевич
МПК: C21C 7/00
Метки: жидкого, металла, реагентами, сыпучими
...работы устройства. Последний импульс с распределителя 25 пасту 11 ает на Е, -вход КЗ триггера 22 и сбрасывает последний.Таким образом цикл обработки мегалла заканчиваетсяБ 1:езультате попадания под уровень металла реягента оц испаряется и цри подъеме е 5 узьерьков обрабатывает металл. Пары реагентов, которые не прареягираняли в расплане, создают ибытачцое давленее в испарителе 1 б, который и верхней части герметиэцравяц заслонкой шибера 1 и при 11 ревышении металлостатического напора мета 1 елг проникает в расплав, и обрабатынаеот его. Таким образом, из-за г рметизяции испарителя, вводя реагента под уровень металла на значительную глубину создается возможность максимального использования реагента для обработки металла и повышения...
Способ обработки высокопрочного чугуна в литейной форме

Номер патента: 1238886
Опубликовано: 23.06.1986
Авторы: Горенко, Григорьева, Манойло, Черняк, Шинский
МПК: B22D 27/20
Метки: высокопрочного, литейной, форме, чугуна
...графита больше 453, то значительно снижаются прочностные свойства чугуна.П р и м е р. Покрытия для нанесения на форму в утолщенных местах от" ливки имеют следующий состав, мас.Х: демодификатор 23-28, огнеупорная глина 3,5-12,5, органическое связующее 2,5-3 и вода - остальное, В качествеорганического связукнцего используют КМЦ-Н (натриевая соль карбоксиметклцеллюлозы).15 В качестве опытных отливок используют отливки блок-картеров двигателяи опытные отливки, соответствующиепо конструкции и геометрии местамотливок блок-картеров, выполняющим20 утолщения для установки толкателей.Эти утолщения имеют ширину 42, длину.85 к высоту 220 мм.Плавку чугуна проводят в индукционный печи МГПи электродуго 25 вой печи ДСП-З.Для окраски Форм...
Устройство для изготовления литейных форм и стержней

Номер патента: 1230742
Опубликовано: 15.05.1986
Авторы: Даниленко, Московка, Сабыбин, Хабоша, Чайкин, Шинский
МПК: B22C 15/26
Метки: литейных, стержней, форм
...узлов устройства обеспечивают поочередное наполнение рабочего объема формовочной смесью и выброс ее. в видепакета в заполняемый объем, достигая существенного увеличения производительностиПолость 6 смешивания сухой и жидкой составляющих формовочной смеси соединена с 25трубопроводом 7, на внутренней поверхности которого выполнены спиралевидные споперечным сечением по форме трапецииканалы, )4 с перпендикулярно установленнойоси подачи смеси форсункой 8 впрыскивания жидкого связующего. 30 Устройство работает следующим образом.В полость 6 камеры-смесителя 4 через трубопровод 7 подают поток сухой формовочной массы состава; кварцевый песок, феррохромовый шлак и молотый уголь или З 5 древесный пек, а через форсунку. 8 впрыскивают...
Способ правки валов

Номер патента: 1230715
Опубликовано: 15.05.1986
Авторы: Горенко, Кононенко, Лобзов, Лях, Русаков, Тищенко, Шинский
МПК: B21D 3/16
...сосредоточенной массой о , где 1 - порядковый номер рычажно-маятникового механизма. Расположение рычажно-маятниковых механизмов в зонах возбуждениямаксимумов амплитуд скручивания вызывает наибольшую их раскачку и скручивание участка вала на максимальныйпри этом угол.Для уменьшения количества устанавливаемых рычажно-маятниковых механизмов их необходимо устанавливать на максимумах амплитуд, определяемых по первым резонансным частотам, так как на частотах, кратных первым резонансным частотам, также будет осуществляться эффект усиления крутильных колебаний.Максимума динамических напряженийдобиваются оптимальной настройкойрычажно-маятниковых механизмов, для,чего в процессе наложения вибрацийрегулируют длину плеч рычагов и величину...