Московка
Способ центробежного литья ювелирных изделий и устройство для его осуществления

Номер патента: 1827321
Опубликовано: 15.07.1993
Авторы: Лещинер, Московка, Русаков, Федоровский, Шуголь
МПК: B22D 13/06
Метки: литья, центробежного, ювелирных
...элементов поверхности формы.Установкой на шарнир в горизонтальной плоскости пружинного демпфера обеспечивают возврат траверсы в положение по оси рычага при отклонении ее пад действием начального тангенциальнаго ускорения. Это позволяет устранить боковой занос струи металла при сливе из тигля в форму, чта предотвращает разбрызгивание расплава при заливке.Выполнение несущей траверсы из симметрично расположенных вдаль периметра формы профилированных трубок, соединенных через канал вала центрифуги с вакуум- насосом обусловлено необходимостью отсоса газов из объема формы при заполнении расплавом и уменьшения газового противодавления в форме,На чертеже изображено устройство для центробежного литья ювелирных изделий, 1827321Устройство...
Устройство для измерения температуры расплава

Номер патента: 1805305
Опубликовано: 30.03.1993
Авторы: Дроздовский, Жерелюк, Жуков, Кикиш, Московка, Смирнов
МПК: G01J 5/12
Метки: расплава, температуры
...ее вустройство в процессе градуировки.Сущность изобретения на примере применения его для измерения температуры виндукционном канальном миксере поясняется чертежом, Предложенное устройствосодержит свизированный на поверхностьрасплава 1 в печи пирометр излучения 2,термометрический термометр 3 для периодических измерений действительной температуры расплава и измерительную схему,включающую в себя блок переключений 4,блок управления 5, конструктивно совмещенный с термометром погружения, делители 6, 7 пирометрического сигнала иопорного напряжения, масштабирующийусилитель 8 термометрического сигнала, источник опорного напряжения 10 и аналогоцифровой преобразователь 11. Дляконтроля и регистрации измеренных значений температуры расплава...
Способ получения отливок

Номер патента: 1799679
Опубликовано: 07.03.1993
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шевченко, Шилина, Шинский
МПК: B22D 27/04
Метки: отливок
...вниз от 3,0 10 до 9,0 10 кВт/м пропусканием воды по секциям 7 оболочки фор мы. Внутреннюю контактную поверхность пористой стенки формы (бп = 0,1 - 0,3 мм) после заполнения пор 6 легкоплавким металлом (техническое олово, Тпл = 230 ОС) предварительно обрабатывали наждачным 25 кругом так, чтобы микробороздки были направлены вертикально, В установленную на поддон 3 форму заливали сплав 2 через литниковую систему 4 сифоном в щелевой питатель в течение 2,5 с в полость 5. Получена 30 отливка с игольчатой структурой в поверхностном слое, для которой о,= 125. кг/мм (о, = 90 кг/мм для серийной лопатки, о,=32 кг/мм для образцов (слитка) по прототипу).П р и м е р 2. Прямоугольную пластину 100 х 140 х 4 мм отливали их сплава ВТ 5 Л, для чего...
Способ выплавки синтетического чугуна

Номер патента: 1765181
Опубликовано: 30.09.1992
Авторы: Жельнис, Жуков, Кучеренко, Московка, Шумихин
МПК: C21C 1/08
Метки: выплавки, синтетического, чугуна
...нагреве расплава процесс восстановления начинается при температуре расплава, превышающий равновесную температуру, а при охлаждении процесс окисления кремния начинается при температурах ниже равновесной. Для исключения ошлакования тигля процесс наплавления печи металлом проводят в интервале .ф. 40 С относительно равновесной температуры восстановления кремния из кремнезема, т.е, исключается ошлакование тигля. Ниже указанного диапазона имеет место ошлакование футеровки, выше - повышаются теплопотери и энергозатраты, При таком изотермическом режиме исключаются перегревы, и, следовательно, уменьшается угар лигирующих элементов.Загрузка шихты в печь равными порциями при отношении массы дозы к массе расплава, не превышающем 0,06 -...
Опока для вакуумной формовки

Номер патента: 1759526
Опубликовано: 07.09.1992
Авторы: Белоусов, Король, Красноголовцев, Московка, Пикульский
МПК: B22C 9/02
Метки: вакуумной, опока, формовки
...полость не позволяет производить интенсивное вакуумирование. При этом направленные к продольно расположенному вакуум-проводу отсасывающие потоки воздуха не пересекаются, создавая слабое сцепление частиц смеси, что приводит к частичному ее обрушению и снижению качества формы,Целью изобретения является повышение качества формы за счет более эффективного уплотнения формовочного материала.Для этого в опоке для вакуумной формовки, состоящей из рамки, имеющей две цилиндрические цапфы с выполненным внутри одной из них вакуум-проводом, и размещенных внутри нее перфорированных труб, последние выполнены замкнутыми по периметру и размещены на расстоянии, равном двум диаметрам трубы от наружной рамки, при этом опока снабжена пружинами...
Устройство для измерения температуры расплава в печи

Номер патента: 1733970
Опубликовано: 15.05.1992
Авторы: Дурицкий, Жуков, Кучеренко, Московка, Пашкевич
МПК: G01N 5/02
Метки: печи, расплава, температуры
...диапазоне А= 0,59 мкм пирометрии излучения составляет п 21= 1,5, Длина стержня светопрозрачного элемента в = 10 200 мм, рабочее расстояние между преобразователем и излучающим торцом стержня р =400 мм. Диаметры входного зрачка и входного люка преобразователя ПЧД - 121, Гр.ДГ - 17 составляют; бв.з. = 10 мм; бв.л. = 18 мм, угол поля зрения для преобразователя щТогда диаметр светопрозрачного элемента согласно предлагаемой формуле 20 чем расстоянии от излучающего торца стержня р = 350 мм преобразователе ПЧД, Гр,ДГ - 13 с параметрами бв.з, = 12 мм; бал, = 16 мм; в = 2 (фиг.2) диаметр светопрозрачного элемента согласно предлагаемой формулес 3 с = 2 (1+ - )360 - 180 к1216 к(1 1,89 +(1,89 +1) (1+ - ) 1 ц 2 тц 2 -12 =22 мм.П р и м е р 3,...
Способ изготовления литейной формы

Номер патента: 1724431
Опубликовано: 07.04.1992
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шевченко, Шинский
МПК: B22D 15/00, B22D 27/00
...ее осыпания.Целью изобретения является улуцше.ние структуры и свойств отливки эасчет повышения интенсивности контакткого теплообмена между литейной Формой и расплавом,На чертеже представлена схема, поясняющая способ. Использование изобретения обеспечивает повышение физико-механических свойств литого материала отливки на 25-303 по сравнению с литьем в фор- му беэ предварительно нанесенного микрорельефа на ее рабочей поверхности,5 10 20 25 ЗО 35 40 тов упаковки с плотностью дислока" ций (10 -1 ф) мНа схеме показаны рабочая контактная поверхность 1, подготовленная путем нанесения микрорельефа, форма 2 из высокотеплопроводного материала, поддон 3, литниковая система 4 для сифонной заливки, расплав 5 заливаемого металла.На...
Устройство для измерения температуры расплавов

Номер патента: 1714568
Опубликовано: 23.02.1992
Авторы: Дурицкий, Жуков, Кучеренко, Московка, Унинец, Шумихин
Метки: расплавов, температуры
...второе измерение температуры расплава термометром. При этом в ЗУ 11 поступают и запоминаются сигналы От 2 и Оз 2 соответственно. После чего иэ памяти ЗУ 11 стираются соответствующие сигналы предыдущего цикла коррекции. а вновь поступающие в память постоянно передаются в схему определения и введения температурной поправки.Текущий сигнал О, с пирометра пропорциональный яркостной. температуре расплава, постоянно поступает на соответствующие входы блоков вычитания 4, 5. На вторые входы их поступают с ЗУ 11 сигналы 081 и 02 . На выходе каждого блока формируется соответствующий разностныйсигнал О,1 и О - 02, который поступает на первый вход соответствующего блока умножения 8, 9. На второй же вход блока умножения поступает соответствующий...
Лентопротяжный механизм с замкнутой кинематической цепью

Номер патента: 1674240
Опубликовано: 30.08.1991
Авторы: Зубков, Московка, Олексеенко, Онищенко, Редчич
МПК: G11B 15/43
Метки: замкнутой, кинематической, лентопротяжный, механизм, цепью
...оси 00 катушек, Втулка повернута относительно оси 00 катушек против часовой стрелки на угол 0,8 - 1,5" с помощью пружины 14, одним ухом закрепленной на плоской пружине, другим ухом - на левом конце втулки. Левая полная катушка соединена с правой пустой катушкой, протягиваемой через натяжную пару тонвал 15 - прижимной ролик 16 лентой-магнитоносителем 17.Лентопротяжный механизм работает следующим образом.При сматывании ленты-магнитоносителя 17 с полной катушки 3 на пустую катушку, зафиксированных в замках 2, в случае движения ленты слева направо, как показано на фиг. 2, лента - магнитоноситель протягивается через натяжную пару тонвал 15 - прижимной ролик 16, вращая левый подкассетник 1 вокруг оси 4, смонтированной на шасси 5, При...
Устройство для измерения толщины футеровки

Номер патента: 1656318
Опубликовано: 15.06.1991
Авторы: Гаражун, Жуков, Кучеренко, Московка, Шумихин
МПК: G01B 11/06
...егоэападлицо с внутренней поверхностью тигля. Особенностью стержня 3 является то, что он изнашивается с футеровкой в одинаковой степени, так как его материал имеет равную с ней стойкость к воздействию продуктов плавки, После заполнения тигля расплавом 2 изображение излучающего торца стержня 3 фокусирует объектив 4 и проецирует на экран 5. Поэтому толщина футеровки соответствует длине стержня.Проецируя на экран 5 светящийся торец стержня 3 через поляризатор 7 в одном его положении, пропускающем обыкновенные лучи о, получают на экране 5 иэображение торца стержня 3, симметричное относительно оптической оси. 8 положении поляризатора 7, повернутом на 90 о, так что он пропускает необыкновенные лучи е, получают на экране 5 изображение...
Ротор асинхронной машины и способ его изготовления

Номер патента: 1585867
Опубликовано: 15.08.1990
Авторы: Горенко, Московка, Пикульский, Соленков, Хайт
МПК: H02K 1/28, H02K 15/02
Метки: асинхронной, ротор
...отливки ярма из ферромагнитного материала с близкими к шихтованномуцилиндру свойствами на его внутреннююповерхность и последующей отливки валаиз высокопрочного чугуна на внутреннююроверхность ярма,Заливая в полость вращающейся формы на поверхность зубцовой зоны расплав ферромагнитного материала с близкими к материалу шихтованного цилиндра свойствами, обеспечивают прочное соединение ярма с зубцовой зоной за счет сплавления с материалом зубцового слоя.Заливкой ферромагнитного сплава под слой флюса обеспечивают надежное соединение его с материалом шихтованного цилиндра за счет предотвращения окисления его поверхности, предварительно нагретой до 600 С.Заливая полость ярма расплавом, перегретым на 20 С выше температуры...
Способ получения двухслойных валов с полой вставкой

Номер патента: 1574359
Опубликовано: 30.06.1990
Авторы: Горенко, Карножицкий, Московка, Пикульский, Хаит
МПК: B22D 27/04, B22D 7/02
Метки: валов, вставкой, двухслойных, полой
...хладагент4 (показано стрелкоР вверху),П р и м е р. Способ реализован напримере получения полого вала роторас тепловой трубой для электродвигателя4 АМ 180 М 4 мощностью 30 кВт. Порциюсерого чугуна марки СЧ 18 в количестве21 кг, модифицированного лигатуройЖКМК в количестве 0,42 кг (0,2%), заливают в полость Формы, изготовленнойпо ЖСС-процессу, в которую предварительно устанавливают медную колбутолщиной стенок 2,5 мм, частично на1/3 объема залитую водоР,Температура заливки Ферромагнитного расплава 1.400 С. При этом водаиспаряется, создавая давление около25 атм на стенки колбы. Формируется 45 отливка вала направленной кристаллизацией от стенок медной колбы эа счетинтенсивного теплоотвода 5.кВт/м К втечение 12 с,При реализации изобретения...
Способ изготовления ротора асинхронной электрической машины

Номер патента: 1525820
Опубликовано: 30.11.1989
Авторы: Горенко, Карножицкий, Московка, Пикульский, Хаит
МПК: H02K 15/02
Метки: асинхронной, ротора, электрической
...материалавала, так как охлаждение его отливкиосуществляется изнутри с помощьюстержня 4 с использованием простоготехнологического оборудования, 1 ил,Как видно из таблицы, прочностные свойства отливок, полученных согласно предлагаемому способу (строки 2, 3 и 4), составляют соответственно 6 = 55-60 кг/мм и й = 34-36 кг/мм,г что по сравнению с нрочностными свойлава путем передачи тепла на стержень с интенсивностью 3,7-5,2 кВт/м Кобеспечивают оптимальную скоростькристаллизации в процессе затвердевания поверхностного слоя чугуна свнутренней стороны отливки. При интенсивности теплоотвода более о5,2 вКт/м К скорость кристаллизациизначительно увеличивается, что приводит к выделению структурно -свободного цементита и образованию...
Способ восстановления изношенных деталей

Номер патента: 1523275
Опубликовано: 23.11.1989
Авторы: Вирченко, Зайцев, Клибус, Московка, Усенко
Метки: восстановления, изношенных
...15 мин,Пример 1. П редлагаевосстанавливали партию трактипа гусеничного башмака100 М из стали 45 Г. В качки,служащей для ком пенсацизацепа, применяли прутки кр1523275 формула изобретения Интенсивность изнаВоздействие электромагнитного поля Интенсивность инВосстанавливаемыйбашмак Твердостьгрунтозацепа башмака, НВ шивания грунтозацепабашиака, кг/см см дукции на - сьпцения заготовки, В на заготовку 11,51011,0 10Не удерживаетсяУдержива- ется 3,0 302 0,4 304 10,6 10 10,9 1011,2 1013,3 10и и м и 0,5 0,6 0,8 313 308 315 285 34б"Данные, полученные при восстановлении по прототипу, в сравнении с серийно изготавливаемыми башмаками. Составитель Л. НазаровРедактор В. Бугренкова Техред И. Верес Корректор М. ПожоЗаказ 6933/ 1 Тираж 894. ПодписноеВНИИПИ...
Способ изготовления ротора электрической машины

Номер патента: 1504743
Опубликовано: 30.08.1989
Авторы: Горенко, Карножицкий, Красноголовцев, Московка, Хаит
МПК: H02K 15/02
Метки: ротора, электрической
...горлку 7 с факелом 8, оплавляют внутреннюю расточку пакета 6. Затемсинхронно с подъемом зеркала расплава в расточке пакета осуществляют подь- еМ факела 8 горелки 7 со скоростью ЗЬ 5 мм/с. При этом интенсивность наИзобретение относится к технолог и электромашиностроения и может 15 б ть использовано в электротехническ й промышленности.Цель изобретения - повышение качес ва изготовления ротора электричесй машины путем улучшения физико еханическиххарактеристик вала.На чертеже изображена схема изгоовления ротора электрической машины,Способ осуществляют следующим обазом. 25Порцию Ферромагнитного расплава 11 аливают в литниковую чашу 2, из коорой по сифонному каналу 3 и литейю форму 4 с облйцовочным слоем 5 еталл попадает в зону размещения ЗО...
Устройство для восстановления тракторных деталей типа гусеничных башмаков

Номер патента: 1426725
Опубликовано: 30.09.1988
Авторы: Вирченко, Еранкин, Клибус, Московка, Усенко
МПК: B23K 37/04, B23K 9/18
Метки: башмаков, восстановления, гусеничных, типа, тракторных
...противовес 14, На стойках рамы смонтированы фиксаторы 15, действующие на шпиндели 2 от педали 16. В 30 нижней части рамы 1 под рамками 3 размещен короб 17 для сбора флюса, а в верхней части рамы 1 - вытяжные устройства 18.Устройство работает следующим образом.К установленному на упоры 4, 5 восстанавливаемому башмаку гусеничной цепи трактора укладывают пруток между изношенной частью Грунт о э ацепа 40 и призмами 7, с помощью прижимов 8 через ось 6 прижимают пруток плотно ва фиксируют. Желоб 9 под действиемрукоятки 14 самоустананлнвается нрабочее положение, в камеру засыпаютфлюс и производят сварку с другойстороны. Устройство позволяет обеспечить непрерывность восстановления деталей в течение смены и упроститьконструкцию за счет...
Установка для изготовления плит

Номер патента: 1416455
Опубликовано: 15.08.1988
Авторы: Быков, Евтушик, Московка, Столяров, Цымбал
МПК: B65G 47/80, C03B 19/02
Метки: плит
...входе в термическую рольганговую печь 8 установлен массивный ме 50таллический поддон 25.Установка работает следующим образом,Петрургический расплав заливается в формы многосекционной формующей машины 1 через воронку 4 в блоке рамок 3; Для этой цели могут быть использованы постоянная струя из плавильной ванной лечи, миксер, ковши т,п.После формирования и затверденания отливок снимающим устройством бони перемещаются на столики 9, приэтом отливки смыкаются попарно между собой гранями.Включением привода 17 поворота через коническую шестерню 16 и коничес"кие зубчатые сектора 14 и 15 производится поворот столиков в противоположные стороны на 90 до полного смыкания их теми гранями, которые былирасположены в створе диаметральнойплоскости,...
Устройство для хранения и заливки расплава в литейные формы

Номер патента: 1391802
Опубликовано: 30.04.1988
Авторы: Быков, Евтушик, Коструба, Московка, Остапчук
МПК: B22D 21/06
Метки: заливки, литейные, расплава, формы, хранения
...сторон приемный желоб 3 и заливочное отверстие 4.Емкость 1 установлена двумя пара ми соос,ных цапф 5.и 6 на основании 7и соединена через серьгу 8 с гидропри водом 9. Через свод 2 в полость емкости опущены газовые горелки 10 и11 для обогрева расплава и заливочного отверстия. В верхней части основания 7 над цапфами 5 и 6 установленыскалки 12, .пропущенные через опорные 25башмаки 13, Скалки 12 соединены серьгами 14 со штоками 15 гидроцилиндров16. Основание 7 размещено на приводной тележке 17,Устройство работает следующим образом. После заливки расплава в емкость 1 через приемный желоб 3 включают газовые горелки 10 и 11 и производят выдержку расплава. Затем тележку 17 с емкостью 1 транспортируют на позицию заливки,...
Способ изготовления литейных форм вакуумной формовкой

Номер патента: 1379072
Опубликовано: 07.03.1988
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шинский
МПК: B22C 9/03
Метки: вакуумной, литейных, форм, формовкой
...на 15-207., а следовательно, сбс счива,; снижеи: энергоемкости изготовления форм. После этого полуформу снимают с модельной оснастки, Аналогично изготавливают вторую полуформу, после чего производят сборку формы и подачу ее под заливку. При этом время изготовления полуформы сокращено, по сравнению с известным способом, на ",5 мин, что п озволяет уменьшит цикл изготовления формы на 177. и увеличить производительность с 10 до 11 форм/ч, т.е, на 107. За счет уменыпения пригара отливок сокращается на 87 трудоемкость изготовления при литье в вакуумируемую форму.П р и м е р 2. Питьевую форму изготавливают путем нанесения на модель предварительно разделительного состава 5, как в примере 1, затем наосят облицовочный слой 6 иэ песчано-глинистой...
Устройство для рафинирования цветных металлов

Номер патента: 1257100
Опубликовано: 15.09.1986
Авторы: Бойко, Егоров, Коваленко, Костяков, Московка, Яценко
МПК: C21C 7/00
Метки: металлов, рафинирования, цветных
...осям,На фиг.1 показано устройство, продольный разрез; на Фиг.2 - разрезА-А на фиг.1Устройство состоит из четырех секторных магнитопроводов 1 с уложенными в них катушками 2 и 3, емкости 4 2 Ос обрабатываемым металлом 5, четырехогнеупорных пористых блоков 6, двухподводящих газопорошковую смесь трубопроводов 7, расположенных диаметрально противоположно, 25В устройстве обеспечивается интенсивное перемешивание газопорошковойсмеси с обрабатываемь 1 м расплавом,что снижает содержание серы и Фосфораи повьппает качество выпускаемого металла.Устройство работает следующим образомВ емкость 4 заливается обрабатываемый жидкий металл 5, На катушке 2, 3 подается переменное двухфазное напОо 1ряжение со сдвигом по фазе на 90.Возникающий переменный...
Способ изготовления по удаляемым моделям литейных оболочковых форм
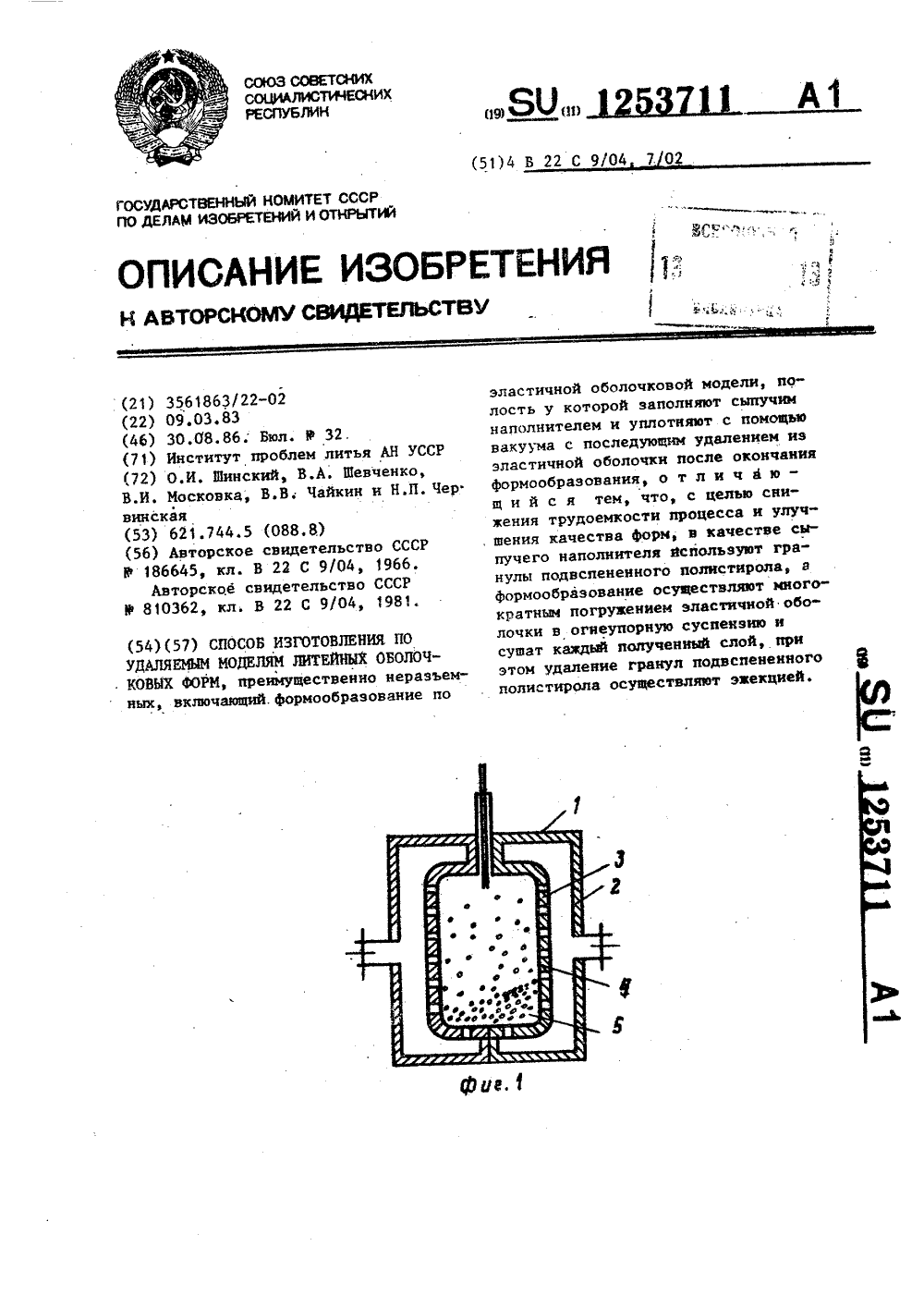
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Модифицирующая смесь

Номер патента: 1239160
Опубликовано: 23.06.1986
Авторы: Бабич, Московка, Потрух, Раздобарин, Шумихин
МПК: C22C 35/00
Метки: модифицирующая, смесь
...позволяет получать графит шаровидной или компактной формы, в результате чего повышаются механические свойства чугуна и однородность их в теле 25 ,отливки. Кроме того, модифицирование чугуна магнием в виде никельмагниевой лигатуры обеспечивает равномерное ее усвоение в объеме жидкого чугуна и предотвращение интенсивного З окисления при контакте ее с жидким чугуном. РавФмерное растворение и снижение окисляемости (или угара) никельмагниевой лигатуры способствует улучшению санитарно-гигиенических условий в цехе. Содержание35 никельмагниевой лигатуры в предлагаемой модифиц.рующей смеси находится в пределах 18-22%, что.составляет 0,36-0,447 от массы жидкого металла. 4 О Эти пределы выбраны экспериментальным путем для получения чугуна с...
Материал для изготовления кристаллизатора

Номер патента: 1235634
Опубликовано: 07.06.1986
Авторы: Гусев, Довбня, Жельнис, Московка, Шариков, Шумихин
МПК: B22C 1/00
Метки: кристаллизатора, материал
...снижает удельное элек.росоцротивление.Фецолфрмяльдсгидцяя смола являетсясвязующим в материале кристаллизатораЕе уменьшение согласуется с уменьшением содержания основы -графита. Выбранное содержание смолы 8 О мас. % достаточнодля карбонизации при 200300 С в течение1,5 - 2 ч. При содержании смолы более10 мас. % время карбонизации увеличивается. Содержание смолы ниже 8 мас. недостаточно для полной карбонизации и приводит к браку по пористости.Предложенную композицию готовят су.ховальцовым способом с последующим прес- сованием заготовок кристаллизаторов в пресс-оснастку со стержнем требуемого профиля. В пресс-форме выдерживают спрессованный материал в нижнем положении пуансона при 200 в 3 С в течение 1,5 - 2 ч. Это способствует...
Кристаллизатор

Номер патента: 1235633
Опубликовано: 07.06.1986
Авторы: Бабич, Добровольскис, Жельнис, Московка, Раздобарин, Раманаускас, Соколюк
МПК: B22D 11/04
Метки: кристаллизатор
...и открытий 13035, Москва, Ж - 35, Раушская наб, д. 45 Филиал ППП Патент, г, Ужгород, ул. Проектная, 4Изобретение относится к металлургии, в частности к непрерывному литью черных и цветных металлов, и может быть использовано на машинах непрерывного литья горизонтального типа,Цель изобретения - повышение эффективности использования кристаллизатора.На чертеже показан предлагаемый кристалл из атор.Кристалл изатор содержит графитовый вкладыш 1, металлический кожух, состоящий из неразъемной секции 2 и разъемной секции 3, включающей две зеркально обращенные металлические оболочки.Секции 2 и 3 соединены шпильками 4, в которых выполнены пазы под клинья 5. Между разъемными оболочками секции 3 установлен клин 6, который расклинивает...
Устройство для изготовления литейных форм и стержней

Номер патента: 1230742
Опубликовано: 15.05.1986
Авторы: Даниленко, Московка, Сабыбин, Хабоша, Чайкин, Шинский
МПК: B22C 15/26
Метки: литейных, стержней, форм
...узлов устройства обеспечивают поочередное наполнение рабочего объема формовочной смесью и выброс ее. в видепакета в заполняемый объем, достигая существенного увеличения производительностиПолость 6 смешивания сухой и жидкой составляющих формовочной смеси соединена с 25трубопроводом 7, на внутренней поверхности которого выполнены спиралевидные споперечным сечением по форме трапецииканалы, )4 с перпендикулярно установленнойоси подачи смеси форсункой 8 впрыскивания жидкого связующего. 30 Устройство работает следующим образом.В полость 6 камеры-смесителя 4 через трубопровод 7 подают поток сухой формовочной массы состава; кварцевый песок, феррохромовый шлак и молотый уголь или З 5 древесный пек, а через форсунку. 8 впрыскивают...
Центробежная машина с вертикальной осью вращения

Номер патента: 1196122
Опубликовано: 07.12.1985
Авторы: Даниленко, Левчук, Московка, Сабыбин, Шинский
МПК: B22D 13/04
Метки: вертикальной, вращения, осью, центробежная
...выплески металла из формы в процессе заливки.Машина работает следующим образом.После приобретения планшайбой 1 скорости вращения 1000 об/мин подается сигнал на включение привода 6 затвора 5. При этом последний занимает крайнее верхнее положение и перекрывает литниковые ходы 3. Доза алюминиевого сплава АМО 7 - 8 при 700 С подается во вращающуюся машину с помощью мерного ковша (не показан) или избыточного давления. Металл под действием центробежных сил заполняет дозирующие углубления, причем доза металла рассчитана так, что в металлоприемнике 2 излишки металла не остаются. Одновременно с этим включается привод 10 вращения формы 7. При достижении обоймой частоты вращения 990 об/мин включаются фиксаторы 12. Вращающаяся форма 7,...
Модель для вакуумно-пленочной формовки

Номер патента: 1189565
Опубликовано: 07.11.1985
Авторы: Ищук, Князев, Московка, Навроцкий, Чайкин, Шинский
МПК: B22C 7/02
Метки: вакуумно-пленочной, модель, формовки
...заглушки 5. Наполнителем являются гранулыпенополистирола, поэтому оставшиеся после удаления наполнителя гранулы пенополистирола газиФицируют впроцессе заливки металлом, значительно уменьшая брак по засорам и неметаллическим включениям, Таким образам, путем использования при Формовке модели, заполняемой грануламигазифицируемого материала, достигается повышение качества отливок.Предельные значения гранул пенополистирола выбраны из условий па 55лучения качественной модели и ее оптимальной массы. Нецелесообразно использовать пенополистирол Фракциименее 0,4 мм иэ-за высокой объемноймассы получаемой модели. В случае.применения пенополистирола Фракцииболее 2,5 мм получают низкое качество поверхности отливки, так как гранулы не...
Способ изготовления неразъемных литейных форм

Номер патента: 1171186
Опубликовано: 07.08.1985
Авторы: Валигура, Князев, Левчук, Московка, Шевченко, Шинский
Метки: литейных, неразъемных, форм
...приводит к выравнива нию температуры по объему формы.Продолжительность выдержки формы после формовки перед заливкой ограничена интервалом 5-30 мин. Минимальное время выдержки перед заливкойнеобходимо для образования достаточной толщины и прочности замороженного слоя, сборки и транспортировкиформы, а максимальное время до начала заливки определяется повьппением температуры в замороженном слое формы, что ведет к потере его прочности и невозможности получения отливки сложной конфигурации.Допускаемая температура охлаждения модели определяется морозостойкостью выбранного газнфицируемого материала. Например, в случае применения в качестве материала модели пенополистирола модель может быть охлаждена до температуры (-60) С. При этом не...
Непрерывная линия транспортировки форм, изготовленных по процессу с вакуумированием форм

Номер патента: 1158282
Опубликовано: 30.05.1985
Авторы: Ищук, Московка, Погорелов, Чайкин, Шинский
МПК: B22C 25/00
Метки: вакуумированием, изготовленных, линия, непрерывная, процессу, транспортировки, форм
...подсоединения выполнены в виде подсоединенных к системе вакуумирования наконечников и захватов, установленных на ресиверах.На фиг. 1 и 2 показаны схемы основного транспортного потока изготовляемых по Ч -процессу форм методом вакуумной формовки, вид в плане; на фиг. 3 - узел быстросъемного сое-: динения вакуум-провода с ресивером на движущейся тележке конвейера,На конвейере 1 в каждой зоне из партии размещенных на тележках 2 по 10-12 форм 3 установлены на отдельных тележках ресинеры 4, к которым постоянно подключены полости вакуумируемых форм посредством вакуум- проводов 5. Вдоль ветвей транспортера слева и справа на позициях 6 заливки и позициях передачи и выбивки форм установлены направляющие 8, на каждой иэ которых находится плита 9 на...
Способ изготовления литейных форм

Номер патента: 1156816
Опубликовано: 23.05.1985
Авторы: Валигура, Закута, Московка, Червинская, Шинский
МПК: B22C 9/00
...поток, пронизывая материал с Ферромагнитной оболочкой, связывает наполнитель, обеспечивая необходимую прочность Формы, Благодаря ослаблению воздей- ЗО ствия электромагнитного поля облегченные частицы наполнителя.из обыч-. ного кварцевого песка с Ферромагнитной оболочкой обеспечивают более эффективное заполнение Формы, устраняя возможность образования борон 35 ды", что позволяет точно воспроизводить рисунок модели. Исключая нанесение на модель слоя холодноили горячетвердеющего связующего в виде синтетической смолы, обеспечивают упрощение процесса Формообразования.Толщину слоя ферромагнитной оболочки 0,2-6,35 от среднего диаметра частиц наполнителя выбирают.из условий эффективного заполнения формы облегченным ферромагнитным...