Способ изготовления цельнолитых секторов для пресс-форм, используемых при получении покрышек пневматических шин
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1168315
Авторы: Аверченков, Антонов, Белейчик, Данильченко, Еременко, Козленко, Мисечко, Хохольков, Цибрик, Черненко

Текст
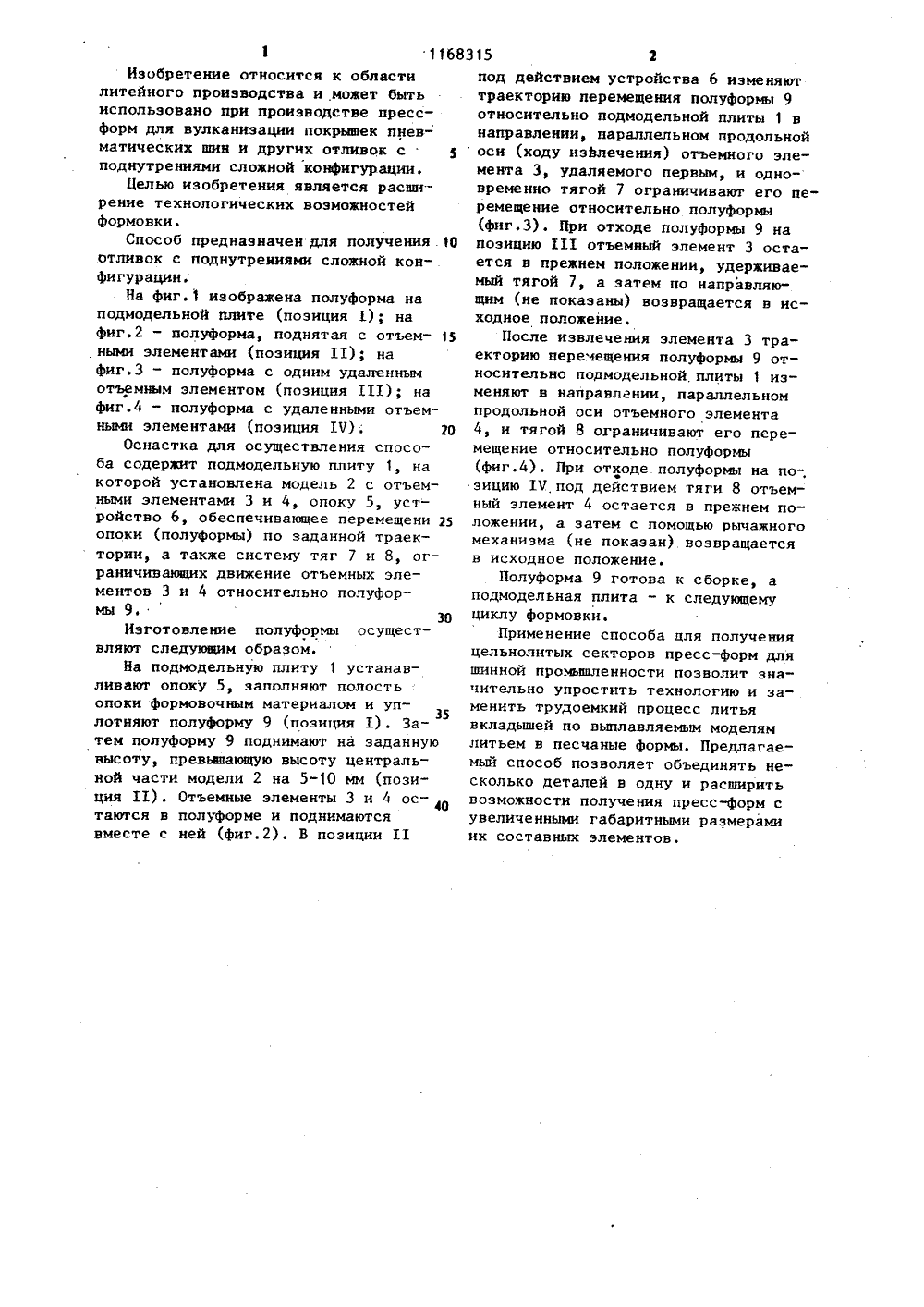
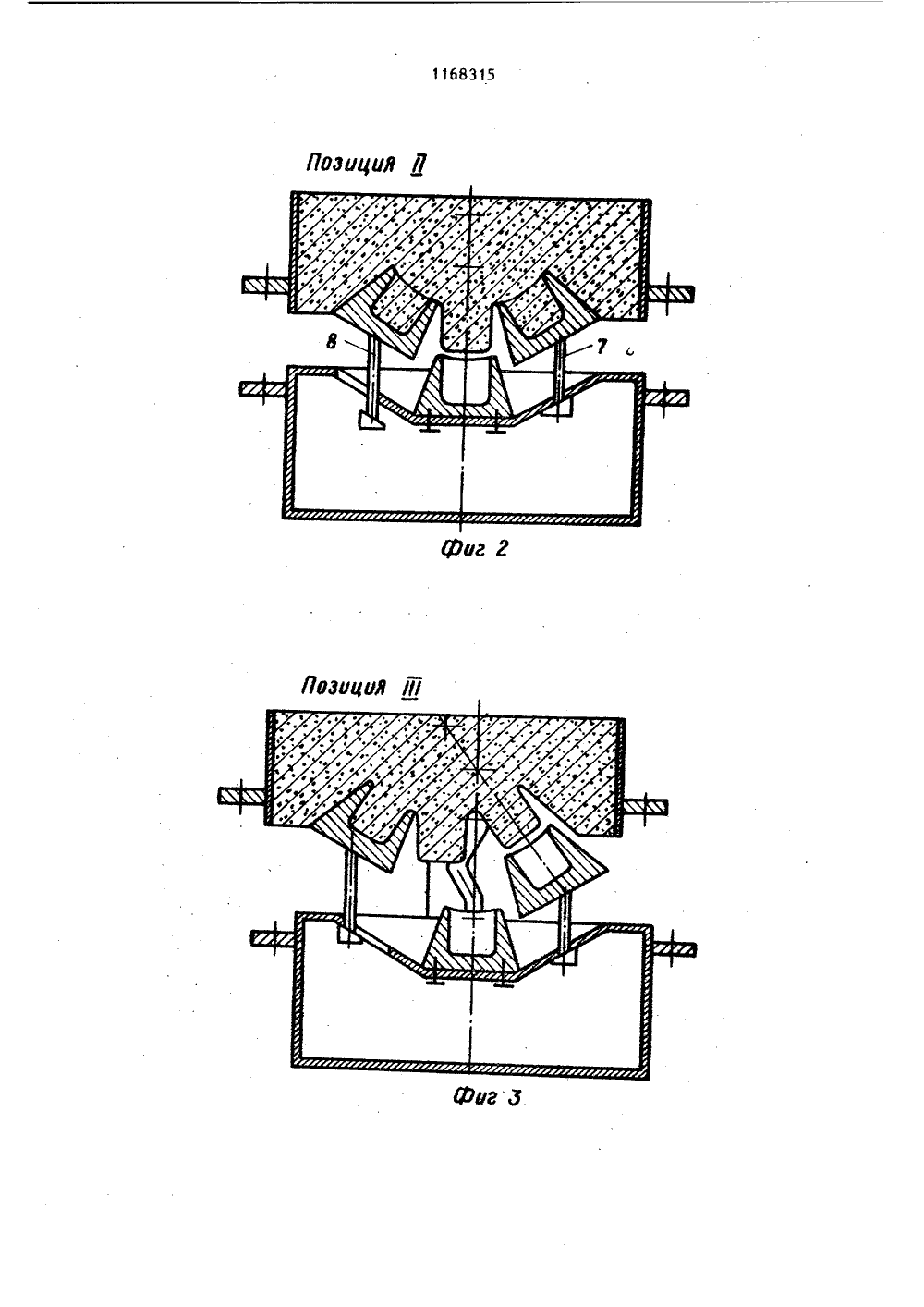
;дОПИСАНИЕ ИЗОБРЕТЕНИЯн датодднадд седдтддддтвиш - ющдтдав "ю(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНО-ЛИТЫХ СЕКТОРОВ ДЛЯ ПРЕСС-ФОРМ, ИСПОЛЬЗУЕМЫХ ПРИ ПОЛУЧЕНИИ ПОКРЫШЕК ПНЕВИАОдыциР Х дфддфФдУс , дд фФвгФд(7 1) Институт проблем литья АН Украинской ССР(56) Авторское свидетельство СССРУ 627905, кл. В 22 С 7/00, 1978Патент Японии В 54-101714,кл. В 22 С 7/00, 1979. ТИЧЕСКИХ ШИН, включающий установку опоки на подмодельную плиту с отъем- ными элементами модели для оформления поднутрений, заполнение полости опоки формовочным материалом, уплотнение с последующим получением нолуформы, которую при съеме вертикально перемещают совместно с отъемными элемеитюаю; модели, о т л и ч а в щ и й с я тем, что, с целью расаирения технологических воэможностей формовки, отъемаае элементы модели удаляют поочередно и одновременно со съемом полуюрммпри этом при подъеме полуформы изменяют траекторию ее перемещения и на- й правлении, параллельном продольной оси отъемного элежнта модели, одновременно ограничивая его перемещение относительно полуформы при ее съеме.11683Изобретение относится к области литейного производства и может быть использовано при производстве прессформ для вулканизации покрышек пневматических шин и других отливок с . поднутрениями сложной конфигурации.Целью изобретения является расширение технологических воэможностей формовки.Способ предназначен для получения .10 отливок с поднутреииями сложной конфигурации,На фиг,1 изображена полуформа на подмодельной плите (позиция 1); на фиг.2 - полуформа, поднятая с отъем ными элементами (позиция 11); на Фиг.З - полуформа с одним удаленным отъемным элементом (позиция 111); на фиг.4 - полуформа с удаленными отъем- ными элементами (позиция 1 Ч), 20Оснастка для осуществления способа содержит подмодельную плиту 1, на которой установлена модель 2 с отъем- ными элементами 3 и 4, опоку 5, устройство 6, обеспечивающее перемещени 25 опоки (полуформы) по заданной траектории, а также систему тяг 7 и 8, ограничивающих движение отъемных эле - ментов 3 и 4 относительно полуформы 9 е30Изготовление полуформы осуществляют следующим образом.На подмодельную плиту 1 устанавливают опоку 5, заполняют полость опоки формовочным материалом и уплотняют полуформу 9 (позиция 1). Затем полуформу 9 поднимают на заданную высоту, превьвающую высоту центральной части модели 2 на 5-10 мм (позиция 11), Отъемные элементы 3 и 4 остаются в полуформе и поднимаются вместе с ней (фиг,2). В позиции 11 15 2под действием устройства 6 изменяют траекторию перемещения полуформы 9 относительно подмодельной плиты 1 в направлении, параллельном продольной оси (ходу иэйлечения) отъемиого элемента 3, удаляемого первым, и одновременно тягой 7 ограничивают его перемещение относительно полуформы (Фиг.З), При отходе полуформы 9 на позицию Ш отъемный элемент 3 остается в прежнем положении, удерживаемый тягой 7, а затем по направляющим (не показаны) возвращается в исходное положение.После извлечения элемента 3 траекторию перемещения полуформы 9 относительно подмодельной.плиты 1 изменяют в направлении, параллельном продольной оси отъемного элемента 4, и тягой 8 ограничивают его перемещение относительно полуформы (фиг.4). При отходе полуформы на по-, зицию 1 Ч под действием тяги 8 отъемный элемент 4 остается в прежнем положении, а затем с помощью рычажного механизма (не показан) возвращается в исходное положение.Полуформа 9 готова к сборке, а подмодельная плита - к следующему циклу формовки.Применение способа для получения цельнолитых секторов пресс-форм для шинной промьппленности позволит значительно упростить технологию и заменить трудоемкий процесс литья вкладышей по выплавляемым моделям литьем в песчаные формы. Предлагаемый способ позволяет объединять несколько деталей в одну и расширить возможности получения пресс-форм с увеличенными габаритными размерами их составных элементов.1168315 Составитель В.ЛебедРедактор ЛЗайцева Техред М.Кузьма рректо ругов ал НПП "Патент", г.ужгорол, ул.Проектна/ Заказ 4540/11 Тираж 747 ВНИИПИ Государственног по делам изобретени 113035, Москва, Ж, РПодписнокомитета СССРи открытийушская наб., д,4/5
СмотретьЗаявка
3669315, 24.10.1983
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
ЦИБРИК АЛЕКСЕЙ НИКОЛАЕВИЧ, МИСЕЧКО ВЛАДИМИР ИВАНОВИЧ, ЧЕРНЕНКО НАДЕЖДА ГЕОРГИЕВНА, АНТОНОВ АЛЕКСАНДР АНАТОЛЬЕВИЧ, АВЕРЧЕНКОВ МИХАИЛ ИОСИФОВИЧ, КОЗЛЕНКО ЛЕОНИД ИСАКОВИЧ, ХОХОЛЬКОВ ВИКТОР НИКОЛАЕВИЧ, ЦИБРИК ВАЛЕРИЙ АЛЕКСЕЕВИЧ, ЕРЕМЕНКО АРТУР ФЕДОРОВИЧ, ДАНИЛЬЧЕНКО АНАТОЛИЙ ВАСИЛЬЕВИЧ, БЕЛЕЙЧИК ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B22C 7/00
Метки: используемых, пневматических, покрышек, получении, пресс-форм, секторов, цельнолитых, шин
Опубликовано: 23.07.1985
Код ссылки
<a href="https://patents.su/4-1168315-sposob-izgotovleniya-celnolitykh-sektorov-dlya-press-form-ispolzuemykh-pri-poluchenii-pokryshek-pnevmaticheskikh-shin.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления цельнолитых секторов для пресс-форм, используемых при получении покрышек пневматических шин</a>
Устройство для извлечения моделей из полуформы

Номер патента: 465263
Опубликовано: 30.03.1975
Автор: Ганин
МПК: B22C 17/06
Метки: извлечения, моделей, полуформы
...14 и снятия пос лость пневмоцил показан) подают действием штока нительная 3 про ются вверх, При раничителя 9 осние относится к областироизводства и может примеизготовления земляных по" ЬИзвестно устройство для извлеченйямоделей из полуформы с болванами наформовочных машинах, содержащее подмодельную плиту с моделями, протяжную плиту, имеющую поршневой привод для 1 О ее возвратно-поступательного перемещения и толкатель болваноэ,Однако при извлечении модели сложной конфигурации на таком устройстве возможны обвалы в земляных полуфар- д мах.Целью изобретения является уменьшение возможности обвалов в полуформах при извлечении модели сложной конфигурации, 3 ЬЭто достигается тем, что устройство снабжено дополнительной протяжной плитой с...
Модель шаровой прибыли для литейных форм

Номер патента: 211039
Опубликовано: 01.01.1968
Авторы: Хрипач, Чудновский
Метки: литейных, модель, прибыли, форм, шаровой
...замка вставлен песчаный стержень б. Нижний кольцевой замок оформляет перешейку прибыли.Воздух в оболочку подается через отверстие в штыре с помощью клапанного устройства б. При машинной формовке клапанное устройство может отсутствовать. При этом установочная часть несущего штыря с внутренним отверстием проходит через модель за пределы подмодельной плиты и подсоединяет. ся к баллону или к сети со сжатьсм воздухом с помощью впускного и,выпускного кранов.При ручной формовке модель шаровой приоыли работает следующим образом. От баллона или от сети со сжатым воздухом через 1 ЛИ ДЛЯ ЛИТЕЙНЬ 1 Х ФОРМ клапанное устройство заполняют воздухом оболочку 4, При этом верхний кольцевой замок свободно перемещается относительно штыря и занимает...
Опока для форм литья по выплавляемым моделям

Номер патента: 295341
Опубликовано: 30.09.1982
Авторы: Агафонов, Велемицын, Головач, Дружкин, Матвеев, Орлов
МПК: B22C 21/00
Метки: выплавляемым, литья, моделям, опока, форм
...корпус снабженцапфами и установлен поворотно в опорах цапф, электроды выполнены в виде 20дополнительных подвижных стенок с винтовой регулировкой расстояния междустенками.В предложенной опоке можно формоватькерамические блоки различных габаритов 25и производить в ней как сушку и прокалку форм, так и выплавку модельного материала из форм и заливку их металлом.На фиг. 1 и 2 изображена предлагаемаяопока в двух проекциях, 30Опока включает корпус 1, съемные дно 2 и крышку 3, наптановлены дно ицапфы 6, два винподжатия.В опоку формуют керамический блок, поджимают электроды к смеси, обеспечивая надежный контакт их со смесью.На электроды подают напряжение и осуществляют операции сушки покрытия и выплавки модельной массы. Затем опоку кантуют на...
Устройство для засыпки опок песком при вакуумно-пленочной формовке

Номер патента: 1743672
Опубликовано: 30.06.1992
Авторы: Гетман, Немненко, Соболев, Сумцов, Ужевко, Фещенко
Метки: вакуумно-пленочной, засыпки, опок, песком, формовке
...крайнего ролика из числарасположенных между поворотной тумбойи рамой конвейера на раме конвейера позволяет отказаться от дополнительных ограничителей перемещения рамы.Наличие между поворотной тумбой ирамой конвейера роликов с вертикальнойосью вращения, позволяет облегчить эксплуатацию, так как силу трения скольжениямежду рамой и вертикальными направляющими тумбы заменяют на трение качения,которая в десятки раз меньше.На фиг,1 показано устройство в плане;на фиг,2 - вид А на фиг,1; на фиг.3 - вид Бна фиг.2.Предлагаемое устройство состоит израмы 1, бункера 2, ленты 3, ленточного кон 5 10 15 20 25 30 35 40 45 50 55 вейера, расположенного под устьем бункера, Лента 3 натянута на приводном барабане 4 и натяжном 5, Подшипники...
Оснастка для литья в формы из сухих формовочных материалов

Номер патента: 612752
Опубликовано: 30.06.1978
Авторы: Арзамасов, Воль, Гребешков, Кузнецов
МПК: B22D 13/04
Метки: литья, оснастка, сухих, формовочных, формы
...при этом клапаны 13 и 21 смонтированы внутри автономного вакуумного аккумулятора 28. Полость нолуформы 29 (см. фиг. 2), облицованная термопластичной разделительной пленкой 30, соответствует конфигурации модели 31 с отверстиями 32 для отсасывания воздуха, Модель 31 закреплена на подмодельной плите 33, выполненной в виде угольника, закрепленного на основании 34, при этом плита 33 снабжена трубопроводом 35, сообщенным при помощи каналов с обнижением 36 и далее с отверстиями 32.Работа устройства осуществляется следующим образом.11 ервоначально производится формовка обеих полуформ. Нагретая термопластичная разделительная пленка 30 (см. фиг. 2 и 3) подводится к подмодельной плите 33, а трубопровод 35 подключается к вакуумной системе, в...
Предыдущий патент: Клей для легкоплавких моделей на основе углеводородов
Следующий патент: Установка для выплавления моделей из керамических форм
Случайный патент: Стабилизатор постоянного напряжения