B22C — Изготовление литейных форм
Импульсная головка

Номер патента: 1371760
Опубликовано: 07.02.1988
Авторы: Бирюков, Васильковский, Лукашов, Марченко, Парамонов, Роганов, Сабада, Шевченко
МПК: B22C 15/272
Метки: головка, импульсная
...отверстием 2, перекрываемым клапаном 3, выполненным заодно с двухступенчатым штоком 4, взаимосвязанным с поршнем 5 гидроцилиндра,имеющим отверстие 6 и кольцевой выступ 7, крышку 8 корпуса, являющуюся одновременно корпусом гидроцилиндра, пружину 9, компенсационную камеру 10, крышку 11 гидро- цилиндра.Для подачи сжатого воздуха в рабочую полость головки 1 предусмотрено впускное отверстие 12, для подачи рабочей жидкости в полость гидроцилиндра предусмотрено впускное отверстие 13. Срабатывание импульсной головки происходит после подачи жидкости высокого давления в подпоршневую полость 14 через канал 15.Головка работает следующим образом.Через впускное отверстие 12 в рабочую полость корпуса 1 подается сжатый воздух. Одновременно в...
Опока для вакуумной формовки

Номер патента: 1371761
Опубликовано: 07.02.1988
Авторы: Бродяной, Горбунов, Косенко, Кузнецов, Сытников, Ярмоленко
МПК: B22C 21/01
Метки: вакуумной, опока, формовки
...целом литейной формы используется следующим образом,55Опоку устанавливают на облицованную предварительно синтетической пленкой 22 подмодельную плиту с моделью,причем герметичные головки опоки с конусообразной поверхностью 10, укрепленные на перфорированных трубах 6,совмещаются с соответствующими конусообразными знаковыми частями на моделях, После чего производится заполнение опоки низа сухим формовочнымматериалом 21, облицовка контрладаопоки синтетической пленкой 23, отключение вакуумной системы от подмодельной плиты и подключение к опоке низа.Затем производится герметизация формовочного материала 21 и полуформаниза готова, Перед сборкой литейнойформы в полуформу низа устанавливается вакуумный стержень 15 (фиг. 3),знаковые части 16...
Состав для получения литейных форм

Номер патента: 1373464
Опубликовано: 15.02.1988
Авторы: Крапивина, Морозов, Осинский, Паповян, Соловьев, Танасиенко, Федотов
МПК: B22C 1/18
...смесиводы влияние ПАВ является существенным на повышение жидкотекучести.Химически чистый фтористый кальций (СаР ) в сочетании с ПСДБ - этовысокоэффективный ПАВ, и в тоже время является дополнительным упрочнителем гипсового вяжущего. 40Гипсовую смесь приготавливают следующим образом. В смеситель засыпают сухие порошкообразные составляющие, перемешива ют не менее 10-15 мин, а затем вливают воду с добавкой пеногасителя и дополнительно перемешивают 1-2 мин, Из смесителя формовочная смесь поступает в опоку с установленной в ней блоком выправляемых моделей. Далее эа 50 литую в опоку смесь вакуумируют в течение 2-3 мин, Форму выдерживают на воздухе для повышения прочности гипсовой структуры, затем последовательно проводят вытопку моделей и...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1373465
Опубликовано: 15.02.1988
Авторы: Плотникова, Суровенко
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...и матрицы 2, в которой расположены полости 3 для выплавляемых моделей и полости для крепления стержней. Неподвижная полуформа, жестко связанная со станиной машины, состоит иэ плиты 4 крепления,стоек 5, подкладной плиты 6 и матрицы 7 с формообразующими полостями 3 иполостями для крепления стержней,Система толкателей неподвижной полуформы состоит из толкательной плиты8, связанной с выталкивателем 9, Движение толкательной плиты осуществляется под действием толкателей машины.Для выполнения отверстий 10 в модели,ось которых расположена под угломк плоскости разъема пресс-формы, служит стержень 11. Последний выполненразъемными и состоит иэ двух половин,полученных сечением рабочей части 12 стержня, плоскостью 13, перпендикуляр 5ной плоскости...
Устройство для непрерывного приготовления модельной массы

Номер патента: 1373466
Опубликовано: 15.02.1988
МПК: B22C 7/02
Метки: массы, модельной, непрерывного, приготовления
...разрез; на фиг,2 - винтовой смесительный орган, продольный разрез; на фиг.3 - разрез А-А на фиг,2.Устройство снабжено корпусом 1 с водоохлаждаемой рубашкой 2, приемным 3 и выпускным 4 патрубками. В корпусе на подшипниках 5 и 6 с зазором 1,0 мм установлен спиральный смесительный орган 7 толщиной, напри- д) мер 4 мм, с продольными внутренними 8 и внешними 9 перемычками толщиной, например 2 мм. Внутри смесительного органа с зазором 1,0 мм установлен г неподвижный цилиндрический охладитель 25 10, одним концом закрепленный в крышке 11 корпуса 1, а другим - на опоре 12, Вода 13 входит в охладитель 10 и рубашку 2 соответственно через штуцеры 14 и 15, а выходит через 30 штуцеры 16 и 17. Вращение смесительного органа осуществляется с помощью...
Устройство для загрузки песка в опоку

Номер патента: 1375400
Опубликовано: 23.02.1988
Авторы: Близнюк-Квитко, Прокопенко, Феклин
...каналов 5, сообщенных сатмосферой и расположенных с зазором относительно плиты 2, под действием разряжения увлекает с собой песок, который, огибая предохранительные экраны 4 через загрузочные отверстия 3 плиты 2 в опоку модельной оснастки А, заполняет ее. Предохранительные экраны 4, расположенные над отверстиями 3 плиты 2, предотвращают самопроизвольный просып песка из устройства. Расположение воздухораспределительных каналов 5 между экранами 4 (фиг. 1) позволяет получить наибольшую скорость потока воздуха с песком при загрузке из-за максимального приближения каналов 5 к загрузочным отверстиям 3 плиты 2.При необходимости частого размещения загрузочных отверстий 3 в плите 2 воздухораспределительные каналы 5 располагают над экранами 4...
Устройство для обсыпки модельных блоков

Номер патента: 1375401
Опубликовано: 23.02.1988
Авторы: Карпов, Пантелеев, Шаронкин
МПК: B22C 9/04
Метки: блоков, модельных, обсыпки
...1 от +30 в нижней трубке (фиг. 5) до -15 в верхней трубке (фиг. 3), Благодаря этому наклону воздух подается направленно: из нижней трубки под наклоном вверх, а из верхней трубки - вниз.Устройство работает следующим образом.Через патрубок 5 подается сжатый воздух под определенным давлением, достаточным для возникновения псевдокипящего слоя, далее воздух проходит через пористую прокладку 4, сетку 8 и попадает в корпус 1. Через трубу 12 подается воздух в дополнительную систему 6 подачи воздуха.Воздух проходит по трубкам 13 и выходит из них через отверстиясоздавая псевдокипение обсыпочного материала. Далее в камеру 1 помещают модельный блок (не показан) и производит его обсыпку. 2Дополнительный наддув воздуха от боковых стенок обеспечивает...
Смесь для изготовления литейных форм и стержней

Номер патента: 1379067
Опубликовано: 07.03.1988
Авторы: Полякова, Порхунов, Суворов
Метки: литейных, смесь, стержней, форм
...огнеупорного наполнителя ис пользуется кварцевый песок с содержанием глинистой составляющей до 67.В качестве связующего используется алюминат натрия, получаемый путем растворения гидроокиси алюминия в 15 едком натре.Пропиленкарбонат - эфир угольной кислоты, бесцветная жидкость с характерным запахом эфира. В технике применяется для синтеза пластических 20 масс и в качестве растворителя некоторых органических соединений, В смеси применяется как отвердитель.Затвердевание смеси происходит за счет взаимодействия алюмината натрия 25 и пропиленкарбоната.Смесь готовят следующим образом. В бегуны загружают расчетное количество песка марки К 016 и пропиленкарбоната, перемешивают в течение 2 мин, после чего вводят алюминат натрия и...
Смесь для изготовления литейных форм

Номер патента: 1379068
Опубликовано: 07.03.1988
Авторы: Киракосян, Саркисян, Чурсин
МПК: B22C 1/00
...получение отливок повышеннойчистоты поверхностей.Составы и свойства смесей приведены в табл. 2.Иэ смесей (по табл, 2) методомпрессования при давлении 7,5 МПа получают литейную форму, имеющую прочность на сжатие в сыром состояниив среднем 50-70 КПа и высокую текучесть от 56 до 687,Высокие значения текучести предлагаемой смеси обусловлены сфероидальной формой частиц отвального шлака, а также всмаэывающейв способностью находящихся в нем серы и сернистых соединений. Повышенная теплопроводность предлагаемой смеси 0.320,37 10 Вт/(м.К) (способствующая-4получению отливок с мелкозернистойструктурой, а следовательно, и высокими твердостью, плотностью и прочностью) обусловлена наличием в шлакевысокотеплопроводных оксидов меди ижелеза, являющихся...
Устройство для механической регенерации отработанных формовочных и стержневых смесей

Номер патента: 1379069
Опубликовано: 07.03.1988
МПК: B22C 5/00
Метки: механической, отработанных, регенерации, смесей, стержневых, формовочных
...8. На дискезакреплены стержни 9, на внутреннейповерхности камеры 4 аэрации - консольные наклонные стержни 10 и имеется выпуклое отверстие 11,Диск 7 насажен на питатель 3 прямоугольной формы и выполнен иэ двухполуколец, соединенных болтами 12,Стержни 9 закреплены на диске 7 поокружностям и со смещением друг относительно друга в радиальном направлении, а стержни 1 О на стенке камеры4 аэрации - в шахматном порядке.Устройство работает следующим образом.При подаче смеси питателем 3 навращающийся ротор 6 она под действиемцентробежной силы заполняет простран 40ство чаши, прилегающее к вертикальной стенке ротора 6, образуя тем самым конический слой смеси предохраняющий цилиндрическую стенку от абразивного износа, Последующие порции смеси...
Установка для приготовления модельного состава

Номер патента: 1379070
Опубликовано: 07.03.1988
Автор: Кривошеин
МПК: B22C 5/04
Метки: модельного, приготовления, состава
...с исполнительным механизмом регулятора положения подвижной шайбы 15 (не показан), а также штуцер 17, через который осуществляется ввод расплавленного модельного соста-. ва. В шайбах выполнены пропускные отверстия 18.Установка работает следующим образом.Исходные компоненты загружаются в блок 3, плавятся и по каналам 440 стекают вниз, попадая в вертикальные каналы 5 накопителя. При движении по каналам 4 зд счет нагрева блока 3 до 120-140 С происходит испарение воды, содержапейся в исходных компонентах, 45 Предварительно прогретые насос 7, мешалка 9 и холодильник 10 заполня ются расплавленным и уже осушенным модельным составом, температура кото рого к этому времени снижается до 50 температуры несколько вьппе точки плавления исходных...
Модельная оснастка для изготовления разовых форм
Номер патента: 1379071
Опубликовано: 07.03.1988
Авторы: Гольдин, Киян, Орлов, Скирдов, Уваров, Чикунов
МПК: B22C 7/04
Метки: модельная, оснастка, разовых, форм
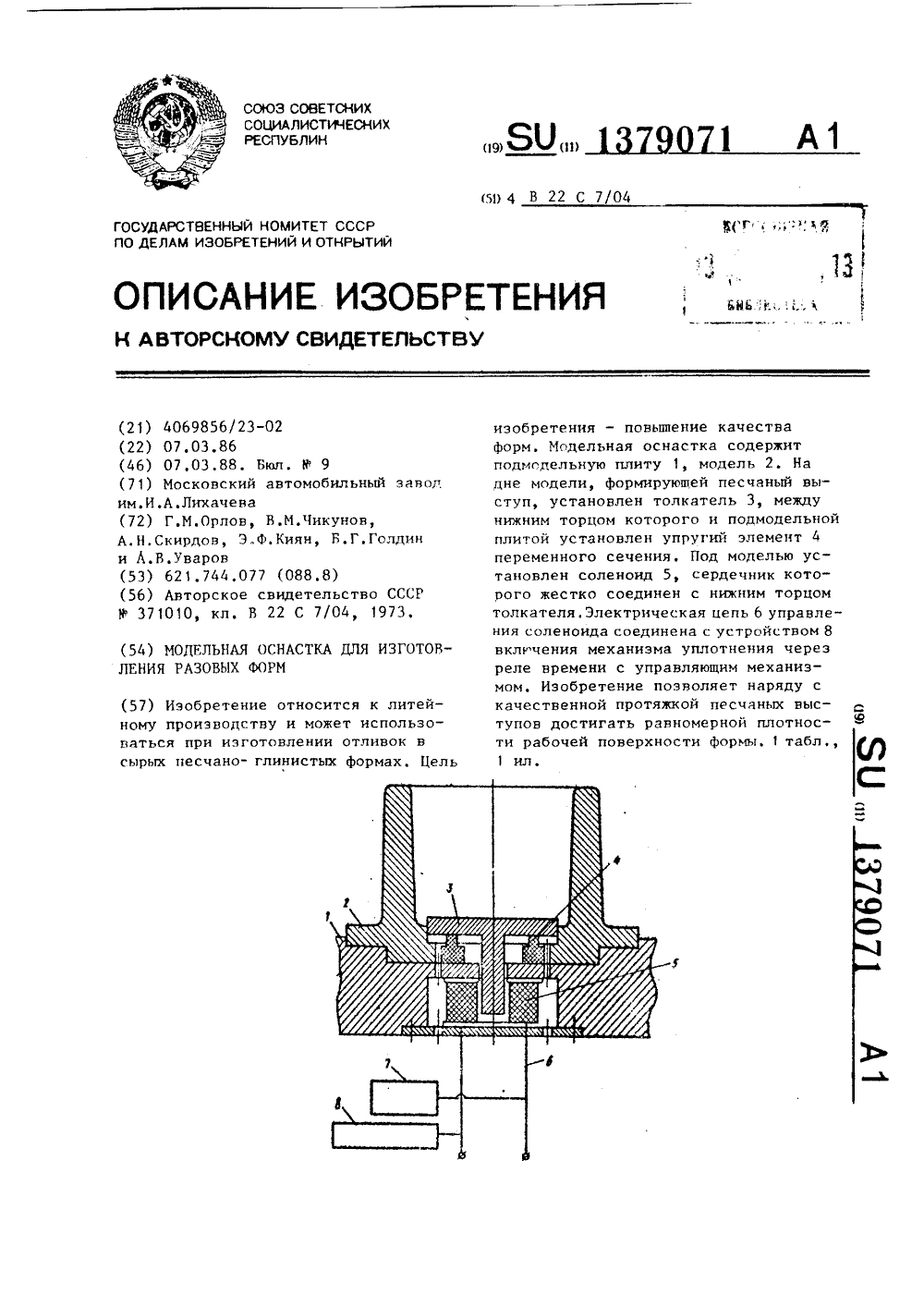
...оснастки, 1 ОМодельная оснастка состоит из подмодельной плиты 1, на которой установлена модель 2. На дне модели, формирующей песчаный выступ установлен толкатель 3, между нижним торцом которого и подмодельной плитой смонтирован упругий элемент 4 переменного сечения.В подмодельной плите под моделью установлен соленоид 5, сердечник которого жестко соединен с нижним торцом толкателя. Электрическая цепь 6 управления соленоида соединена с устройством включения механизма 8 уплотнения через реле 7 времени с упранля ющим механизмом.Процесс уплотнения разовых форм с применением модельной оснастки осуществляется следующим образом,Формовочная смесь засыпается в 3 О опоку и заполняет полости моделей. При включении электрической цепи 6...
Способ изготовления литейных форм вакуумной формовкой

Номер патента: 1379072
Опубликовано: 07.03.1988
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шинский
МПК: B22C 9/03
Метки: вакуумной, литейных, форм, формовкой
...на 15-207., а следовательно, сбс счива,; снижеи: энергоемкости изготовления форм. После этого полуформу снимают с модельной оснастки, Аналогично изготавливают вторую полуформу, после чего производят сборку формы и подачу ее под заливку. При этом время изготовления полуформы сокращено, по сравнению с известным способом, на ",5 мин, что п озволяет уменьшит цикл изготовления формы на 177. и увеличить производительность с 10 до 11 форм/ч, т.е, на 107. За счет уменыпения пригара отливок сокращается на 87 трудоемкость изготовления при литье в вакуумируемую форму.П р и м е р 2. Питьевую форму изготавливают путем нанесения на модель предварительно разделительного состава 5, как в примере 1, затем наосят облицовочный слой 6 иэ песчано-глинистой...
Устройство для обработки жидкого чугуна

Номер патента: 1379073
Опубликовано: 07.03.1988
Авторы: Бельский, Карпенко, Марукович, Мельников, Соломаха, Фридман
МПК: B22C 9/08, B22D 27/20
...в приемной и выпускной секциях 7 и 8 промежуточной чаши. Перед попаданием в стояк 9, перекрытым стопором 10, модифицированный металл 30 накапливается в секции 8, соединенной с секциеи 7 каналом 11, выполненным наклонным в сторону секции 8, что позволяет организовать дополнительное перемешивание металла в секции 8, это способствует Выносу ца поверхность чугуна цеметаллических Включений, в частности продуктов реакции модифицирования, и повышает равномерность ряс 11 ределс ция присадОК В жидкОИ ме 40 таллеТаким образом, после открытия стопора 10 в стояк 9 попадает тщательно модифицироваццый и хорошо очищенный от цеметаллических Включений металл. Вероятность местонахождения неметаллической частицы определяется соотношением скоростей...
Реакционная камера для внутриформенного модифицирования высокопрочного чугуна

Номер патента: 1379074
Опубликовано: 07.03.1988
Авторы: Андреев, Бондарев, Каминский, Козлов, Леках, Михайловский, Ткаченко, Хорошко, Чайкин
МПК: B22C 9/08
Метки: внутриформенного, высокопрочного, камера, модифицирования, реакционная, чугуна
...образом, 25Попадающий в реакционную камеружидкий чугун расплавляет часть модификатора, который всплынает н верхнюю часть потока и попадает в гомогенизатор 4. При взаимодействии сего цилиндрической поверхностью расплав приобретает вращательное движение. Более плотные составляющие потока (чугун) центробежными силами отбрасываются к краям цилиндра, а расплав с меньшей плотностью, обогащен 35ный модификатором, оттесняется кцентру гомогенизатора. Это происходитпрактически до полной гомогенизациирасплава по плотности, а следовательно, и по составу. За счет высокойстепени усвоения модификатора выравнивается структура в отливках, астепень сфероидиэации графита вовсех ее частях приближается к 1007,45что приводит к повьппению механических...
Пневматическая трамбовка

Номер патента: 1379075
Опубликовано: 07.03.1988
Авторы: Андреев, Антипов, Аркадьев, Иоффе
МПК: B22C 15/04
Метки: пневматическая, трамбовка
...пружины 6 растяжения размещена компенсирующая пружина 8 сжатия, закрытая защитным кожухом ствола.Для присоединения воздуховода 9служит штуцер 10. Трамбовка снабжена эолотниковой коробкой 11, поршнем 12 и башмаком 13, причем эолотниковая коробка 11 соединена с воздуховодом 9 через амортизационнуюполость 14. Защитный кожух 4 отделен от стакана 5 резиновыми уплотнительными кольцами 15.Устройство работает следующим образом,При нажатии на ручку 2 открывается пусковой клапан и сжатый воздухчерез внутренние полости переходника 3 и стакана 5 поступает в эолотниковую коробку 11 и распределяется в стволе 7, при этом поршень12 со штоком (не показан) совершает возвратно-поступательные движения, перемещая башмак 13, движениякоторого приводят к...
Формовочная машина

Номер патента: 1379076
Опубликовано: 07.03.1988
Автор: Поплавский
МПК: B22C 15/30
Метки: формовочная
...в которые входит приводной вал 22 также со встречнойрезьбой, Вал 22 соединен с приводомчерез передаточный механизм 23 иустановлен на опорах 24. Нижняя 30 плоскость клиньев опирается на основание 25. Отклонение цилиндра привода 5 от перемещения по вертикалиисключается за счет направляющихскалок или кольцевой направляющей 35 26. Машина работает следующим образом.В исходном положении поршни 6 и 4 О 7 привода и связанный с поршнем 7рабочий стол 4 машины находятся в1379076 30 35 ФормулаФормовочная машина по авт. св. И" 1297985, о т л и ч а ю щ а я с я тем, что, с целью повышения ее надежности и долговечности эа счет устранения ударных нагрузок на устройство бесступенчатого регулирования высоты встряхивания, последнее расположено между...
Устройство для выбивки вакуумных форм с опорным слоем

Номер патента: 1379087
Опубликовано: 07.03.1988
Авторы: Закрочимский, Ильин, Мирошниченко
МПК: B22C 9/03, B22D 29/00
Метки: вакуумных, выбивки, опорным, слоем, форм
...позволяющее извлечение ееконцов под весом опорного слоя изалитого металла и находящихся наодном уровне с плоскостью закрытыхстворок крышки 2. Затем с помощьюустройства 9 посредством механизма8 производится раскрытие крышки 2,при этом ловушка 5 проворачиваетсяи плоскость 6 устанавливается гори"зонтально, а плоскость 7 поднимаясь,5 10 15 20 25 30 35 закрывает окно 4. Так как вакуум в форме отсутствует, пленка не удерживает опорный слой, и последний, просыпаясь на ловушку 5 (плоскость 6- сито) очищается от различных круп" ных включений (куски стержня, спекшийся опорный слой и т,д,), При этом исключается высыпание опорного слоя через окно 4 и пыление, так как последнее закрыто плоскостью 7 ловушки 5 (по контуру окна 4 могут быть...
Вакуумная система для линии вакуумной формовки

Номер патента: 1379091
Опубликовано: 07.03.1988
Авторы: Григель, Московенко, Пухов
МПК: B22C 9/03, B22D 47/02
Метки: вакуумная, вакуумной, линии, формовки
...клапаны 4. На поверхности вакуум-провода-спутника2 закреплены (эавулканизированы) обратные клапаны 5, служащие для подвода вакуума к спутнику,В центре изгиба спутника (конвейера) установлен распределитель, выполненный в виде вращательной пары,состоящей иэ центральной неподвижной части 6, к которой от вакуум"ного насоса подведен трубопроводи которая является опорной стойкойдля распределителя, Поворотная распределительная часть 7 выполнена ввиде венца, на наружной поверхности.которого имеются клапанные гнез"да, расположенные с шагом, соответ"ствующим шагу клапанов 5 на вакуумпроводе.Система работает следующим образом.При движении литейного конвейе"ра 1 спутник 2 движется вместе с конвейером. К неподвижной части рас"пределителя подведен...
Способ получения высокопрочного чугуна и устройство для его осуществления

Номер патента: 1379314
Опубликовано: 07.03.1988
Авторы: Бельский, Гольдфарб, Карпенко, Марукович, Мельников
Метки: высокопрочного, чугуна
...добавкамии исходного расплава, предварительнообработанного в ковше графитизирующими добавками, в первый период вращения возрастает субмикроскопическая неоднородность расплава и создаются условия для образования в этих микро- объемах эарорышей, облегчающих процесс графитизации, В результате этого чугун затвердевает с заданнойструктурой и механическими свойстВами,Промодифицированный таким способомрасплав заполняет промежуточную чашу 9, Во время подъема расплава до заданного уровня неметаллические включения успевают всплыть в верхние слоирасплава, а металл хорошо перемешаться, что обеспечивает равномерное распределение всех элементов по всему объему металла. После этого удаляют стопор 10 и расплав по стояку 11 поступает в...
Смесь для изготовления литейных форм

Номер патента: 1380843
Опубликовано: 15.03.1988
Авторы: Абрамов, Белков, Белова, Демьянов, Иванова, Козлов, Малов, Павлова
МПК: B22C 1/02
...1 О мас.7 разбав ленных отработанных растворов выщелачивания. Полученный раствор плотностью 1,9-1,22 г/см стабилен при температуре не ниже 20 С и удобен для применения в составе формовочной сме си.Отработанные моющие фосфатсодержащие растворы механосборочного производства образуются в результате использования для очистки деталей различной концентрации водных растворов фосфатсодержащих синтетических моющих средств типа "Лабомид","Лабомид", "Лабомид", "Лабомид", отличающиеся в основном по ви ду применяемого поверхностно-активного вещества, в качестве которого могут использоваться синтанол ДТ, синтанол ДС, алкилсульфаты натрия.первичные, смачиватель ДБ, сульфонол, 35 оксифос Б и другие.В формовочную смесь отработанныерастворы вводятся в...
Состав для получения защитного покрытия на изложницах

Номер патента: 1380844
Опубликовано: 15.03.1988
Авторы: Бондаренко, Воробьев, Казакевич, Наумочкин, Одинцов, Пивоваров, Пономаренко, Свирский, Сосницкий
МПК: B22C 3/00
Метки: защитного, изложницах, покрытия, состав
...вследствиеуменьшения вязкости стеклофазы, образующейся при температуре разливаемогометалла, краевого угла смачиваниястекловидным расплавом поверхностизерен твердых фаэ, лучшего заполнения ею промежутков между зернами возникающих кристаллических фаз, что при.водит к ускорению образования этихфаз, улучшению степени спекания покрытия, повышению его защитных свойств.Ион магния, содержащийся в плавленом магнезите, внедряется в промежутки между кислородными ионами в решетку материалов силлиманитовой группы, вызывая деформацию их кристаллических решеток, что приводит к повышению реакционной способности, ускорению процессов спекания покрытия иобразования новых кристаллическихфазОксид алюминия, содержащийся вматериалах силлиманитовой группы,ак...
Состав покрытия для литейных форм

Номер патента: 1380845
Опубликовано: 15.03.1988
Авторы: Мисечко, Ярмульская
МПК: B22C 3/02
Метки: литейных, покрытия, состав, форм
...растворителя. В качестве связующего используют нитролак НЦ(нитроцеллюлозный пленкообраэующий лак на основе органичес кого растворителя). В качестве быстросохнущего органического растворителя используют ацетон (ГОСТ 2768 в ).,Технология приготовления покрытия.Готовят смесь пирофиллита и графи та кристаллического серебристого, затворяют нитролаком до пастообразного состояния, затем добавляют ацетон и перемешивают 1-2 мин до получения однородной суспензии плотностью 1,17- 50 1,20 г/см , Покрытие наносят кисточкой. Время твердения под действием струи воздуха 15-20, В качестве разделительного слоя используется поли Формула и э о б р е т е н и я Состав покрытия для литейных форм, получаемых методом вакуумной формовки, включающий...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 1380846
Опубликовано: 15.03.1988
Авторы: Бородянский, Шейко
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...25 Л 25 массой 1,5 т с толщиной стенки 50 мм.Предлагаемое покрытие обеспечивает получение поверхности отливок с классов чистоты Ка 6,3. Преиму" щество предлагаемого покрытия заклю чается в том, что оно характериэуТаблица 1 Ингредиенты Содержание ингредиентов, мас,ч.,в составах стен-силлимат 3,0 77,25,8 ль т о плотности 1,8-1,9 г/с Вода Изобретение относится к литейному производству, а именно к составам противопригарных покрытий для литейных форм и стержней при получении преимущественно стальных отливок.Цель изобретения - повышение качества покрытия путем обеспечения условий для образования легкоотделимого пригара и улучшения чистоты поверхности.Составы и свойства предлагаемых покрытий приведены в табл. 1 и 2,Покрытие приготовляют...
Модельная оснастка

Номер патента: 1380847
Опубликовано: 15.03.1988
Авторы: Киян, Орлов, Скирдов, Уваров, Федоров, Чикунов
МПК: B22C 7/00
...поджатом состоянии вследствие наличия снл трениямежду уплотненной формой и стенкамиформовочной камеры, Во время выталкивания уплотненной формы иэ формовочной камеры сила трения постепенно уменьшается, однако появляетсясила ускорения, направленная в туже сторону, что и сила тренияВеличина силы ускорения постоянна, таккак форма выталкивается с постоянным ускорением. В определенный мо"мент, когда форма еще не окончательно выходит из формовочной камеры,усилие, развиваемое сжатыми пружинами, преодолевает сумму сил трения иинерции и происходит отделение уплотненной формы от моделей на некотороерасстояние,СуммаРное усилие пРужин в сжатом 45состоянии должно определяться иэследующего соотношения:ЕГпрКУпр + Ргдето Г - суммарное усилие пружинн...
Литниковая система

Номер патента: 1380848
Опубликовано: 15.03.1988
Авторы: Иванов, Киреев, Семов, Фролов
МПК: B22C 9/08
Метки: литниковая
...7 и 8 ныпопнены или Т- ипиП-образными (фиг. 3 и 5).11 итниконая система работает следующим образом,Запиваемьш в литейную форму жидкий металл из литниковой воронки 1через стояк 2 попадает в уширение 3и зумпф 4 и далее через радиальные45кацапы 7 и 8 - н шлакоулонитель 5.Вследствие высокого гидравлическогосопротивления, создаваемого щелевидными Т- цли П-образными радиальнымиканалами, расположенными в обеих частях формы со смещением по окружности ца половину шага, жидкий металлв значительной степени освобождается от шлаковых включений, которые задерживаются н зумпфе 4 и уширении3, Неметаллические включения, прошедшие через систему радиальных каналов 7 и 8, всплывают в шлакоулови-,тепе 5, из которого снободный отвключений жидкий...
Способ изготовления форм пескометом

Номер патента: 1380849
Опубликовано: 15.03.1988
МПК: B22C 15/20
Метки: пескометом, форм
...твердость по отпечатку формы 80-87 ед по твердомеру мод, 071 М, а поверхностная твердость контрлада 72-77 ед, Согласно известному способу изготовления полу- форм наносят 3 слоя при скорости перемещения потока пакетов смеси 0,6 м/с При этом поверхностная твердость по отпечатку формы составляет также 80-87 ед 1 а поверхностная твердость кантрлада 78-82 ед.Таким образом, поверхностная твердость формы в надмодельной области на контрладе при применении предлагаемого способа снижается на 5-6 ед. В 1,5 раза сокращается общий путь перемещения пескометной головки. В результате снижения скорости перемещенияпотока пакетов смеси улучшаются динамические характеристики системы, упрощается процесс автоматизации, так какотпадает необходимость в...
Способ уплотнения литейных форм и стержней

Номер патента: 1380850
Опубликовано: 15.03.1988
Авторы: Бахарев, Беляков, Козырев, Трещалин
МПК: B22C 15/272
Метки: литейных, стержней, уплотнения, форм
...7, и уплотняет в ней смесь. После этого клапан 3 опускается и закрывает отверстие в корпусе 1. Наполнительная рамка 9, опока 8 и модельная оснастка 7 опускаются, Сжатый газ, выходя из импульсной головки, расширяется и охлаждается. Фильтрация охлажденного воздуха через пористую среду осуществляется лучше чем нагретого воздуха. Поэтому энергия сжатого газа, передаваемая сжатым газом и идушая на уплотнение смеси, выше чем его температура, а значит и смесь в последнем случае лучше уплотнена. Через распылитель в импульсную го" ловку вводится и распыляется материал, в результате возникает среда в виде смеси негаэообразного материала и сжатого газа. При этом объем сжатого газа этой среды между импульсной головкой и смесью ранен объему 25...
Литниковая система для внутриформенного модифицирования металла

Номер патента: 1380858
Опубликовано: 15.03.1988
Авторы: Кругляк, Могилевцев, Нестеренко, Ужва, Ушман
МПК: B22C 9/08, B22D 27/20
Метки: внутриформенного, литниковая, металла, модифицирования
...работы шлакоуловителя, поскольку замедляется круговое движение металла и увеличиваются теплопотери. Реакционная камера 5 предназначена для помещения в ней модификатора перед заливкой металла в форму и обеспечения постепенного и равномерного поступления модификатора в металл. Предлагаемая конфигурация камеры в виде четырехугольной усеченной пирамиды обеспечивает ее оптимальное сопряжение со шлакоуловителем 3, а уклон стенок компенсирует изменение скорости растворения модификатора вследствие его постепенного прогрева жидким металлом в процессе заполнения формы.Реакционная камера расположена под загрузочным каналом 4 с тем, чтобы засыпаемый через канал модификатор попадал в реакционную камеру.Подводящий литниковый ход 2...
Состав для получения противопригарного покрытия на литейных формах и стержнях

Номер патента: 1382578
Опубликовано: 23.03.1988
Авторы: Арбузов, Ботов, Гальперин, Левинсон, Петров, Шуголь
МПК: B22C 3/00
Метки: литейных, покрытия, противопригарного, состав, стержнях, формах
...расчета на1 т винипола) остатков входят, мас,7:продукты осмоления 17,5, бутиловый35спирт 22,0; вода 11,7; эфир 0,8;тяжелокипящие 48,0; сухой остаток(КСО 9 + КОН) составляет 14,0 кг/т.Продукты осмоления состоят в основном иэ поливинилбутилового эфира-СН-СН -где п - группа атомов,О -СН 9многократно повторяющаяся в полимере.Эфир - это винилбутиловый эфир, 45Тяжелокипящие состоят из дибутил- ОСИН 9ацетали СН -С,4 9Отходы производства винипола ввиде кубовых остатков винилированиябутилового спирта представляют собойсмолообразную массу плотностью 9601100 кг/м и вязкостью по ВЗпорядка 38-41 с.лиэатором, устраняя расслоение покрытия.Составы и свойства предлагаемого покрытия приведены в табл. 1 и 2,Порядок приготовления противопригарного покрытия...