B22C — Изготовление литейных форм
Состав противопригарного покрытия для пленок вакуумной формовки

Номер патента: 1310093
Опубликовано: 15.05.1987
Авторы: Аманацкая, Исаева, Чистухин, Шувалов
Метки: вакуумной, пленок, покрытия, противопригарного, состав, формовки
...быть испольэовацо в качестве протинопригарногопокрытия при производстве отливок цз чугуна методом вакуумно-пленочной формовки.Цель изобретения - улучшение качества поверхности отливок за счет устранения пригара.В качестве огнеупорного углерод- содержащего наполцителя используется аморфный и кристаллический графит с модулем мелкости 250 и 100 Ингредиенты Содержание ингредиентов, мас.7. в составах Аморфный графит 35 30 25 Кристаллическийграфит 15 10 5 Прртивопригарное покрытие готовят путем механического смешивания 10 15 20 25 30 35 40 45 размолотой в бегунах и просеяннойчерез сито термопластичной смолы ипорошков графитов,Приготовленная указанным способом смесь насеивается слоем толщиной в среднем 1,0 мм на полимернуюпленку,...
Состав для поверхностного наводороживания литого металла в форме

Номер патента: 1310094
Опубликовано: 15.05.1987
Авторы: Бибиков, Кирсанова, Надежин, Пушкин, Теренин, Ходоровский
МПК: B22C 3/00, B22D 31/00
Метки: литого, металла, наводороживания, поверхностного, состав, форме
...включеУцця гидрида металла отливки, которые имеют больший удег ьный объем в сравнении с металлической основой отливки. Поэтому выделение включений гидридов сопровождается ростом внутренних напряжений и образованием микротрещин, металл становится хрупким и легко разрушается под действием ударной или статической нагрузки, Такое состояние в титановых сплавах наступает при содержании в них более 0,27. водорода. Дополнительное введение в состав порошкообразного графита обеспечивает более высокую газопроницаемость и теплопроводцость смеси, Повышение газопроницаемости и теплопроводности смеси обусловлецо предотвращением спекания гидрида титана в присутствии графитового порошка и высокой теплопроводностью последнего, которая примерно в 10...
Способ обогащения формовочных и стержневых песков литейного производства

Номер патента: 1310095
Опубликовано: 15.05.1987
Авторы: Василевский, Каштаева, Коренбаум, Першко, Прищепо, Черняк
МПК: B22C 5/00
Метки: литейного, обогащения, песков, производства, стержневых, формовочных
...в растворе соли титаца и перекиси водорода установлено опытным путем и состанля т 10:(0,5- 1). Б данном интервале наблюдается ныхол титана ча поверхность частиц песка в количестве 3-10 мг на 1 г песка, что обеспечивает качественную защиту как туго-, так и легкоплавких и посторонних частиц,Оптимальным отношением является отношение соли титана к перекиси водорода 10:1, когда достигается максемальый выход титана на поверхность частиц. 2ждается рент енофазоным анализом (нарет ецограммдх фиксируется линия рутила ТО). Данное покрытие защищаетнсе легкоплавкие и посторонние примеси от воздействия высокой температуры (т.пл стали 1500- 1600 С) и одноовременно придает всей массе песканротцнопригарные свойстна.Образующаяся пленка диоксида ти...
Способ изготовления литейной формы вакуумной формовкой

Номер патента: 1310096
Опубликовано: 15.05.1987
Авторы: Близнюк-Квитко, Яковенко
МПК: B22C 9/03
Метки: вакуумной, литейной, формовкой, формы
...и вытяжные рамки 5 и 6 нанесена облицовочная синтетическая пленка 7, В модели 1 и модельной плите 2 выполненысквозные вецтилядионцые каналы 8 длявакуумировация подплецочцого пространства. Опока 4 снабжена фильтрами 9 и штуцером 10 для вакуумирования формовочного песка 11, герметизированного со стороны контрлада синтетической пленкой 12.Изготовление полуформы осуществляется следующим образом.Облицовочную полиэтиленовую пленку 7 толщиной 0,10 мм размягчают нагревом и с помощью вакуумной рамки (не показана) прижимают к верхней торцовой поверхности вытяжной рамки 5. Одновременно вакуумируют подпленочцое пространство через каналы 8, полость модельной плиты 2 и штуцер 3, При этом осуществляется вытяжка пленки 7 между рамками 5 и 6 до...
Оснастка для вакуумной формовки

Номер патента: 1310097
Опубликовано: 15.05.1987
Авторы: Векштейн, Мишин, Плаксин, Плаксина
МПК: B22C 9/03
Метки: вакуумной, оснастка, формовки
...и фц.ьтр це поклэдцы),Профцлцрсваццдя лента 8 может бытгвыполнена цз двух члгтей 19 ц 20,пся и)1 з 1 сгэлеццЯ с)0)мы црцмецст -ся м сд сэь 1 1) д э м Р И е ц ц г я ц л м сл с г-1 с)й плите 22, образ укшей с поддоном 23 гголость 24, соединенную отверстиями 25 г. поверхностью модельной плиты ц модели ц патрубком 26 - с источникм вакуума.Оборудование рдботает следующим с)брлзом.Па поверхность модельной плиты 22 ц модели 21 цацоситгя предварительно нагретая синтетическая пленка 11. Поверхность модели вакуумируется черезотверстия 25, в результате чего синтетическая пленка под воздействиемвнешнего атмосферного давления плотнообжимает модель. Затем на модельнуюплиту устанавливается опока 1 и засыпается слой формовочного материала...
Способ изготовления форм при литье по выплавляемым моделям

Номер патента: 1310098
Опубликовано: 15.05.1987
Авторы: Аверьянов, Васин, Евсеева, Лонзингер, Розовский, Сезганов, Хохлова
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
...в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це...
Литейная форма

Номер патента: 1310099
Опубликовано: 15.05.1987
Авторы: Бобряков, Боголепов, Лемешко, Моляренко
МПК: B22C 9/04
...н опоке. Кожух 12 закреплен на раструбе жестко с помощью установочного винта 15 с возможностью продольного регулирования. 099 2Литейная форма работает следующим образом.При заливке в литниковую воронку 6 металл вытекает иэ патрубка 8 в виде струи по форме, близкой к цилиндрической, и, не соприкасаясь со стенками стояка 4, попадает на его дно. По мере поступления металла уровень его в стояке увеличивается с одновременным замещением (газифицированием) модели стояка в направлении снизу вверх, Образующиеся газы поднимаются по кольцевому зазору между струей металла и внутренним диаметром еще негазифицированной части стояка в зону, ограниченную раструбом 9 и уровнем 14 сыпучего наполнителя 3, иэ которого их удаляют специальными средствами...
Смесь для изготовления литейных форм и стержней

Номер патента: 1311835
Опубликовано: 23.05.1987
Авторы: Архипов, Драчнев, Кидалов, Конин, Осипов, Осипова, Рубцова, Симонов, Цибизов
Метки: литейных, смесь, стержней, форм
...собой тонкодисперсный порошок коричневого цвета, который собирается на фильтрах мокрой и сухой очистки потока технологических газов, отходящих от металлургических печей (электродуговых, мартеновских и т.п,). Металлургическая пыль очень тонкодисперсна, основной размер частиц до 5 мкм 60-707; 5-10 мкм 5-20%"ь10-40 мкм 5- 157.Металлургическая пыль имеет следующий химический состав, мас,7:тО 25,74-74,66РеО 5,03-7,60МпО 2,37-15,52МяО 5,90-20,25 СаО 2,04-10,51БОь 6,40-14,48А 1 Оз 3,60-5,60Этот отход производства металлур гических заводов вывозится на промышленные свалки, Он может быть использован в виде брикетов, которые хорошо размалываются в смешивающих бегунах, а также в виде порошка.Положительные свойства смесей достигаются...
Связующая композиция для изготовления литейных стержней и форм теплового отверждения (ее варианты)

Номер патента: 1311836
Опубликовано: 23.05.1987
Авторы: Вансович, Васин, Григорьев, Рыжов, Сидоренкова
МПК: B22C 1/20
Метки: варианты, ее, композиция, литейных, отверждения, связующая, стержней, теплового, форм
...обеспечивает снижение осыпаемости стержней и форм при сохранении достигаемого уровня прочности.Формовочную смесь готовят путемсмешивания предварительно приготовленного связующего с кварцевым песком до приобретения смесью консистенции, обеспечивающей получение требуемой прочности в сыром состоянии.Составы смесей с предлагаемымисвязующими приведены в табл. 1.Результаты испытаний смесей спредлагаемыми связующими после ихосушки при 300 С приведены в табл. 2.Таким образом, связующая композиция с предлагаемым составом обеспечивает снижение осыпаемости литей 18362ных стержней и форм при сохранении высоких показателей их прочности, тем самым достигается повышение качества стержней и форм.5 Формула изобретения 1, Связующая композиция...
Состав теплоизоляционного покрытия для кокилей

Номер патента: 1311837
Опубликовано: 23.05.1987
Авторы: Гончаренко, Лев, Могилев, Мынка, Рувинская
МПК: B22C 3/00
Метки: кокилей, покрытия, состав, теплоизоляционного
...(паста РАС) является поверхностно-активным веществом (ПАВ).Она способствует повышению седиментационной устойчивости и кроющейспособности покрытия, а также участвует в формировании пористости покрытия, Пасту. РАС общей формулыСьН(СН ,)80 Х получают при сульфонировании керосинового или газой 5 10 15 20 25 30 35 40 Формовочной смеси, в которую отливается верхняя шейка валка. Поверхслоя теплоизоляционного покрытиянаносят слой противопригарной краски толщиной 0,2 - 0,3 мм,Свойства предлагаемого покрытияпредставлены в табл, 2,Сочетание зернистого пористогонаполнителя с высокой газотворностью(лигнина), волокнистого наполнителя (асбеста) и активного пенообразователя (паста РАС) способствует образованию максимального количествамикропор,...
Способ приготовления водного раствора для выплавления легкоплавких моделей из оболочек форм

Номер патента: 1311838
Опубликовано: 23.05.1987
Авторы: Касаткин, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: водного, выплавления, легкоплавких, моделей, оболочек, приготовления, раствора, форм
...взаимодействию минеральной кислоты с модельной композицией, благодаря чему и обеспечивается стабильное разделе 25. ние выплавляющей среды и модельной композиции, Предварительный нагрев жирной кислоты или жирного спиртаодо 50-О С необходим для получения гомогенной нерасслаивающейся смеси компонентов, что и представляет собойО комплекс, При температуре ниже 50 С время смешивания компонентов возрастает, а получение температуры, вышео70 С нецелесообразно, так как повы шения гомогенности смеси не происходит, а условия труда ухудшаются изза испарения минеральной кислоты и органической составляющей смеси. Нерасслаиваемость комплексов при вза имодействии с водой происходит за счет химического взаимодействия составляющих комплекса с образованием...
Литейная магнитная разъемная форма

Номер патента: 1311839
Опубликовано: 23.05.1987
Автор: Левшин
МПК: B22C 9/00
Метки: литейная, магнитная, разъемная, форма
...связующего для поверхностного упрочнения,В предлагаемой форме эть поверх ности расположены к поверхности раозъема под углом 0-70 и не упрочняются связующим, Однако поверхности.. расположенные под углом 70-90 к пооверхности разъема, разрушаются от щ действия магнитных сил и их необходимо упрочнять связующим для образования упрочненного слоя 8, У плоскихотливок эти поверхности гораздо меньше, чем расположенные под углом 070 , Расположение катушки 4 верхнейполуформы с одной стороны рабочейполости 7, а катушки 4 верхней полуформы - с противоположной ее стороны позволяет увеличивать высоту катушки сверх высоты соответствующейполуформы, С увеличением высоты катушки 4 возрастает ее намагничивающая сила (число ампер-витков),...
Литейная оснастка для изготовления преимущественно крупногабаритных стержней вакуумно-пленочной формовкой

Номер патента: 1311840
Опубликовано: 23.05.1987
МПК: B22C 9/11
Метки: вакуумно-пленочной, крупногабаритных, литейная, оснастка, преимущественно, стержней, формовкой
...5 за счет отсасывания воздуха через отверстия в модели при подключении вакуумной камеры 2 к источнику вакуума через штУцеР 3. Половинки корпуса смыкаются на. каркасе 6.Полость между синтетической пленкой5 и каркасом 6 заполняется сухим Формовочным материалом без связующего12. Производится уплотнение формовочного материала, например, вибрацией.На каркас 6 устанавливается сменнаястенка 9, Перфорированные трубки 13,вакуумные камеры 7 и 10 через штуцеО 2ры 8 и 11 подключаются к источникувакуума, формовочный материал уплотняется. Вакуумная камера 2 соединяется с атмосферой, половинки корпусаразмыкаются стержень извлекается изоснастки.При изготовлении крупногабаритныхизделий диаметром порядка 1-2 м стержень, как правило,...
Способ изготовления литейных стержней и форм

Номер патента: 1311841
Опубликовано: 23.05.1987
Автор: Поплавский
МПК: B22C 15/24
Метки: литейных, стержней, форм
...не совпадают с .конфигурацией полости стержневого ящика или формы, для уплотнения смеси в которой они предназначены, а имеют меньшую ширину, чем полость, Кроме того, в соответствии с рекомендациями по выбору расположения вдувных отверстий вдувные отверстия располагают над углублениями в стержневом ящике и эа выступами, препятствующими распространению и уплотнению . смеси.Извлекаемые из вдувных отверстий технологические остатки смеси располагаются соответственно им, что автоматически способствует расположению необходимых для подпрессовки выступов в требуемых зонах,1В отличие. от механизма уплотнения смеси при прессовании предварительно спрофилированного по модели или полости ящика избытка смеси или при прессовании смеси профильной...
Смесь для изготовления литейных форм и стержней

Номер патента: 1313553
Опубликовано: 30.05.1987
Авторы: Арсеньев, Варьян, Кибовский, Козлов, Никитин, Рожкова, Рыбаков, Силантьев, Хайдуков
Метки: литейных, смесь, стержней, форм
...Приготовленные компоненты охлаждают до (-10)- (-15) С. Все составляющие загружают 40 в смеситель и производят смешивание в течение 5 мин. Для изготовления форм и стержней взвешивают необходимое количество смеси, заполняют ею рабочую полость шприца и производят 45 прессование на гидравлическом прессе с усилием прессования 63 т (удельное давление не менее 5-6 г/см), Выдержка прессования смеси составляет 2 о3 мин при 18-22 С. После извлечения 50 стержней иэ пресс-формы их помещают в герметичную тару. 532Полученные стержни перед заливкой укладывают в поддон конвейера и направляют в камерную печь с защитной атмосферой (восстановительной или инертной), где стержни просушио вают со скоростью прогрева 70 С вочас до 600-650 С с последующей...
Смесь для изготовления литейных форм и стержней

Номер патента: 1313554
Опубликовано: 30.05.1987
Авторы: Алешинский, Беляков, Каплун, Киселев, Фурман
МПК: B22C 1/02
Метки: литейных, смесь, стержней, форм
...смеси, снижение ее стоимостии трудоемкости приготовления,Предлагаемая смесь содержит жидкоестекло, сульфид или дисульфид железа, окислы железа и огнеупорный наполнитель.В качестве огнеупорного наполнителя использовали кварцевый песокс величиной зерна 0,2 мм,Жидкое стекло применяли высокомодульное (М = 2,8) с плотностью1420 кг/м и низкомодульное (М == 2,15) с плотностью1520 кг/м .В качестве сульфида железа исполь.эовали сернистый колчедан, а в качестве окислов железа - оксид железа Ре ОСмесь приготавливают в бегунахили смесителе непрерывного действия.Вначале перемешивают сухие компоненты в течение 2 мин, а затем добавляют жидкое стекло и перемешиваютеще 4 мин.Возможна и другая последовательность ввода разупрочняющей...
Установка для восстановления песка из литейных стержней и форм

Номер патента: 1314951
Опубликовано: 30.05.1987
Автор: Марино
МПК: B22C 5/00
Метки: восстановления, литейных, песка, стержней, форм
...имеющей два рабочих положения(одно показано на чертеже): заслонкаперекрывает нижний конец и выходитиз верхнего конца канала 25 и наоборот.Камера 22 свяэана с выходным каналом 27 для очищенного песка каиерой 28, в которую воздух подается3 13149 вентилятором 29 по каналу 30. Камера 28 имеет выходной канал 31, связанный с каналом 9, в ней проходит спиральная труба 32 с охлаждающей водой.Установка работает следующим образом.Обрабатываемый песок подают по желобу 14 в слой 13, расположенный в верхней части обжиговой печи 2. Этот слой псевдоожижается с помощью 1 О воздуха, подаваемого вентилятором 12 по каналу 11 и нагреваемого в теплообменнике 1 О выходящими иэ обжиговой печи газами. Нагретый таким образом песок выходит из слоя 13 по...
Смесь для изготовления литейных форм и стержней теплового отверждения

Номер патента: 1315101
Опубликовано: 07.06.1987
Авторы: Багрова, Илларионов, Королев, Куданкин
Метки: литейных, отверждения, смесь, стержней, теплового, форм
...с полисахаридами и моносахаридами, входящими в крахмалит, по ОН-группам сахаров и АХФС. Это взаимодействие приводит к образованию трехмерной структуры полимера, что способствует повышению прочности формовочных и стержневых смесей. Смеси готовят следующим способом, В смешивающие лабораторные бегуны засыпают кварцевый песок и крахмалит и перемешивают 2 мин, после чего дозируют АХФС и перемешивают 1,5- 2,0 мин, после этого изготовляют стандартные образцы для снятия физико-механических характеристик.Составы предлагаемых смесей 1-3 приведены в табл. 1.Свойства смесей 1-3 показаны в табл. 2. Предлагаемая смесь позволяет получить более высокие прочностные показатели в сухом состоянии при одном и том же содержании связующего в смеси....
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1315102
Опубликовано: 07.06.1987
Авторы: Вишневецкий, Гандыль, Ляшенко, Тагаева, Херсонский
МПК: B22C 1/16
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...цвета плотностью 1,130-1,145 г/см (20 С).В качестве материала с содержанием водного раствора Фосфорного ангидрида предусмотрено применение технической ортофосфорной кислоты,Порядок приготовления смеси следующий: кварцевый песок смешивают с металлургической пылью 0,5-1 мин, затем вводят ортофосфорную кислоту и 40 перемешивают 2-3 мин, в последнюю очередь вносятмодифицирующую добавку. - кубовый остаток Фурилового спирта. Общее время перемешивания смеси 3,5-55 мин. 45 Составы предлагаемых смесей приведены в табл. 1.В табл. 2 приведены свойства смесей 1-5. 50За счет дополнительного использования кубового остатка производства фурилового спирта, а также использования металлургической пыли обусловленного состава время отверждения смеси...
Способ подготовки формовочной смеси для изготовления оправок

Номер патента: 1315103
Опубликовано: 07.06.1987
Авторы: Колганов, Кутко, Никитенко, Рыжиков
МПК: B22C 1/20
Метки: оправок, подготовки, смеси, формовочной
...1000 кг сухой массы.15 После этого массу засыпают в реактори тщательно перемешивают до получения однородной усредненной массы дляобеспечения надежных анализов по остаточному содержанию поливинилового 20 спирта и фактической влажности смеси.Далее также проводят анализы на остаточное содержание поливиниловогоспирта и воды, По результатам анализов в приготовленную массу добавляютсухой поливиниловый спирт и перемешивают, При перемешивании при нормальных условиях массу выдерживают в реакторе для набухания поливиниловогоспирта в течение 18-28 ч, а при темо 30 пературе в реакторе 50-70 С массуперемешивают беэ выдержки. По результатам фактической влажности приготовленной формовочной массы добавляютсухой песок, перемешивают и получаюттаким...
Оснастка для испытаний противопригарных покрытий

Номер патента: 1315104
Опубликовано: 07.06.1987
Авторы: Косенко, Малуша, Сытников, Ярмоленко
МПК: B22C 3/00, G01N 25/28
Метки: испытаний, оснастка, покрытий, противопригарных
...столиком 7 и стакана 8. В столике 7 истойке б имеются сквозные газоотводные отверстия 9. Верхняя и нижняяоцоки заполнены формовочной смесью10, образуя полуформы 14 и 15 (фиг. 4) .В нижней полуформе 15 на площадках 5установлены стандартные образцы смеси 11 с нанесенными на них испытуемыми противопригарными покрытиями 12,Подготовка оснастки к работе производится следующим образом. Наопорные площадки 5 нижней опоки 2(фиг. 5) устанавливаются модели 13.Затем производится засыпка опоки 2смесью 10 и Формовка, излишки смесисрезаются, модели 13 извлекаются, ив образовавшиеся шахты на опорныеплощадки 5 опускаются стандартныеобразцы испытываемых смесей 1 спредварительно нанесенным на нихисследуемым противопригарным покрытием 1. В верхнюю...
Устройство для регенерации формовочных и стержневых смесей

Номер патента: 1315105
Опубликовано: 07.06.1987
Авторы: Водеников, Гордин, Кудленок, Щедринский
МПК: B22C 5/00
Метки: регенерации, смесей, стержневых, формовочных
...рабочегооргана б, что приводит к интенсификации обработки материала, особенноего крупных фракций рабочими органами б,55Крупные частицы под воздействиемсжатого воздуха поднимаются до уровня рабочих органов 6 и, попадая вотверстия 8 перегородки 7, достигают следующего вала 5, откуда попасть в отверстия следующей перегородки могут только вступив во взаимодействие с рабочими органами этого вала, Таким образом, крупные частицы, вступив во взаимодействие с рабочими органами всех валов, установленных в камере, измельчаются до размера исходного зерна и подвергаются необходимой степени очистки. Экспериментально установлено, что при выполнении вертикальной перегородки 7 в нижней части глухой на высоту менее 1,1 указанного зазора, часть...
Способ приготовления формовочной и стержневой смеси

Номер патента: 1315106
Опубликовано: 07.06.1987
Авторы: Гетман, Линецкий, Мельник, Шамес
Метки: приготовления, смеси, стержневой, формовочной
...и продолжают перемешивание до перехода смеси в сыпучее состояние. После чего "промывают смеситель чистым песком и готовят смесь плакированную неор.ганическим связующим, состоящим иэ смесижидкого стекла и тринатрий фосфатаследующим образом; в лабораторном 35смесителе на песок заливают связующее и после кратковременного перемешивания включают продувку воздуха,которую продолжают до перехода смеси в сыпучее состояние,40Смеси готовят совместным перемешиванием в смесителе ранее полученных смесей в указанных соотношениях. Т а блица 1 Ингредиенты Содержание, мас, 7, в составе 2 3 45 Лесок, плакированныйтермореактивной смолой 90,0 80,0 60,0 40,0 20,0 10,0 100 20 эО 40 зО 60 зО 80 эО 90,0 Песок, плакированныйсиликатом натрия и(или) фосфатом...
Подмодельная плита для вакуумной формовки

Номер патента: 1315107
Опубликовано: 07.06.1987
Авторы: Горбунов, Косенко, Кузнецов, Малуша, Сытников, Ярмоленко
МПК: B22C 7/04
Метки: вакуумной, плита, подмодельная, формовки
...КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ А ВТОРСНОМУ СВИДЕТЕЛЬСТ(56) Патент Японии У 53-4802,кл, В 22 С 7/00, опублик. 1978,Авторское свидетельство СССРУ 680803, кл. В 22 С 7/04, 1977,(54) ПОДМОДЕЛЬНАЯ ПЛИТА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ(57) Изобретение .отноному производству, в куумной формовке, Целью изобретенияявляется повышение универсальности иснижение трудоемкости изготовленияподмодельной плиты. Предложена подмодельная плита, содержащая корпуси штуцер для подсоединения к вакуумнасосу, Верхняя часть корпуса выполнена в виде обоймы, заполненной калиброванными отрезками круглой проволоки, торцовые поверхности которыхобразуют рабочую поверхность подмодельной плиты, Штыри для крепления1315107Фиг.2Составитель А.Юсуфович Редактор...
Оснастка для вакуумной формовки

Номер патента: 1315108
Опубликовано: 07.06.1987
Авторы: Большаков, Закрочимский, Ильин, Мирошниченко
МПК: B22C 9/03
Метки: вакуумной, оснастка, формовки
...1, внутри которой с зазором2 установлена съемная рама 3 с помощью элементов направления 4 и крепления 5, при этом стенки рамы перфорированы отверстиями 6Предлагаемая оснастка работаетследующим образом,Для получения опочной оснастки заданной высоты элементы 5 крепленияосвобождают съемную раму 3, и онаперемещается вверх или вниз на необходимую высоту, при этом положениеев относительно внутренних габаритовопоки 1 устанавливается при помощиэлементов 4 направления, и закрепляется вновь элементами 5 крепления,Конструкция элементов 4 направленияи элементов 5 крепления может бытьразличной.Расположение элементов направления и крепления внутри опоки повышает удобство обслуживания оснастки 15108 2(отсутствие выступающих частей наконтрладе опоки,...
Устройство для нанесения пленки на модель при вакуумной формовке

Номер патента: 1315109
Опубликовано: 07.06.1987
Авторы: Благонравов, Иванов, Орлов, Сазонов, Трухов
МПК: B22C 9/03
Метки: вакуумной, модель, нанесения, пленки, формовке
...работает следующим об,разом. 5 10 15 20 25 30 Перед началом цикла пленка 4 вручную подается к присоске держателя 2, где фиксируется вакуумом через отверстия 6, Затем поворотом рычага 8 подаватель 5 устанавливается на держатель 2, В результате этого свободный конец пленки оказывается зафиксированным между присосками держателя 2 и подавателем 5После этого вакуумируют полость крестовин 10, которые своими координатными отверстиями 11 присасывают пленку сматывая ее с рулона, Затем вакуумируется полость 8 подавателя 5, а полость держателя 2 сообщается с атмосферой, При этом . пленка фиксируется по нижнему срезу подавателя и по координатным отверстиям крестовины, занимая положение, приближенно соответствующее конфигурации облицовываемой модели...
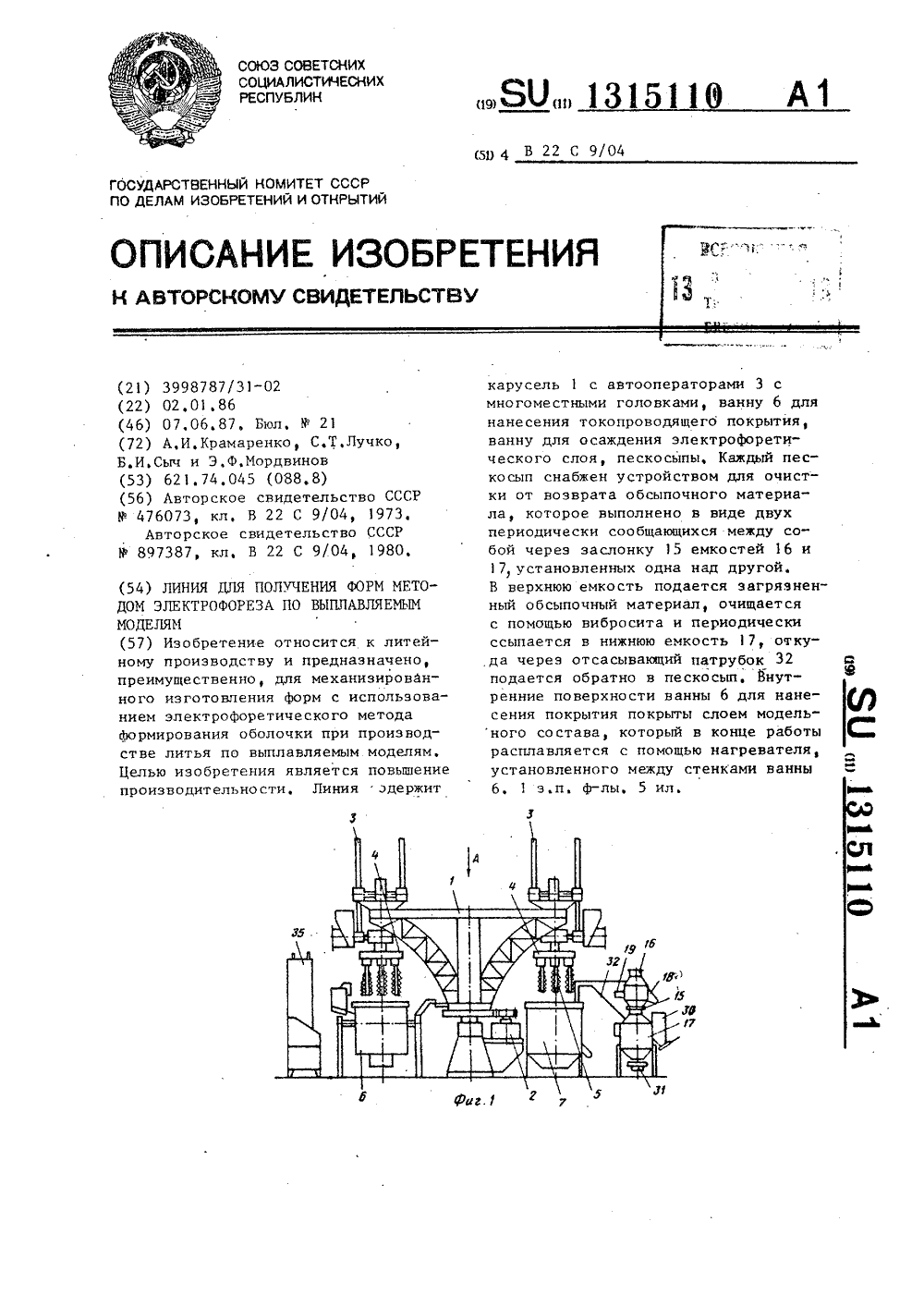
Линия для получения форм методом электрофореза по выплавляемым моделям
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Машина для изготовления карбамидных стержней

Номер патента: 1315111
Опубликовано: 07.06.1987
Авторы: Лукьянов, Мордвинов, Смирнов, Федоров, Черепенькин
Метки: карбамидных, стержней
...разборки литейной формы 3, который ее разъемные части сдвигает и прижимает друг к другу. Механизм 10 сборки-разборки остается включенным на сборку в течение всего цикла изготовления карбамидного стержня до момента ракрытия литейной формы 3. После сборки литейной формы 3 силовой цилиндр 14 включается на ход вниз,Обогреваемая .емкость 11 опускается вниз, садится привалочной поверхностью 30 дна 29 на собранную литей" ную Форму 3. Выступающий шар 33 шарового затвора 23 входит в шаровую выемку 35 литейной формы 3, Маховичком 46 посредством удлиненной цапфы 47 поворачивают шар 33 в положение "Заливка , Шар поворачивается на цапфах 25 и 47 в опорах 34. Проходной канал 24 шара 33 занимает вертиВ другом варианте в обогреваемой емкости 11...
Импульсная головка

Номер патента: 1315112
Опубликовано: 07.06.1987
Авторы: Васильковский, Парамонов, Сидич
МПК: B22C 15/272
Метки: головка, импульсная
...на противоположных концах которых выполнены наклонные плоскости г для уравновешивания усилий,возникающих на плоскости, Плоскостиразделены ребрами, которыеслужат направляющими при перемещениисекций, При этом на стыке секций водной из них выполнен паз, образующий полость е , а в другой установлена резиновая прокладка ч. Для герметизации полостей а ина корпус 1по всей его площади соприкосновенияс секциями выпускного клапана наварена резиновая накладка 5, Подачавоздуха осуществляется через распределительное устройство б. Для возврата в исходное положение секций 2и 3 установлены пружины 7,Импульсная головка работает следующим образом,Через распределительное устройство б сжатый воздух поступает в. попость о и создает герметизацию...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1173621
Опубликовано: 07.06.1987
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...2 и вентиляционный канал 3Запирающее устройство содержит П-образную планку 4 с воронкой 5 и отверстием 6, закрепленную неподвижнока плите 1. П-образный движок 7 сотверстиями 8 и 9 установлен в пазу.планки 4.Кроме того, пресс-форма содержитшприц 10, полость 11, винты 12, фиксатор (шарик) 13 и углубление 14.Пресс-форма работает следующимобразом,Движок 7 устанавливают в крайнеелевое положение (см. фиг. 1). Движок7 своим правым выступом упирается впланку 4. Шприц 10 подводят к планке 4. Полость шприца 10 при этомсоединена через отверстия 6 и 9 слитниковым каналом 2 полуформы 1 и40ее полостью 11, Полость 1 1, в своюочередь, соединена вентиляционным каналом 3 через отверстие 8 движка 7 сатмосферой. Иодельная масса начинает 212поступать в...