Патенты с меткой «неразъемных»
Способ разделки точных отверстий для разъемных и неразъемных металлических соединений агрегатов машин, собираемых в стапелях

Номер патента: 101490
Опубликовано: 01.01.1955
Авторы: Баврин, Виленц, Фейгин
МПК: B23D 37/10
Метки: агрегатов, машин, металлических, неразъемных, отверстий, разделки, разъемных, собираемых, соединений, стапелях, точных
...3. Зак. С 98) вправо, причем в ци.ин,(рс (12) создается высокое давление. По шлангу (28) масло высокмо давления поступает в полость (6) (фиг, 1) иосуществляет рабочий код протяжки.сЛо скоМАЪнй 6 разделки пусковая кнопка отпускается,)р левоц полости золотника давление цовыпгается и золотник перемен(ается вправо. Возд 1 к вновь поступает в правую полость цилиндра (10) и перемещает поршень влево. Огновременно воздук начинает поступать через штуцер (7) в полость (8) ц пе)юмещает поршень )2) в Немодное положение. Способ разделки точнык отверстии для разъемным и неразъемнык металлическим соединений агрегатов машин, собираемык в стапеля, о тли ча н) щи й с я тем, что, с целью снижения трудоемкости и повыпиния качества оораоотни отверстии,...
Смазка для неразъемных чугунных форм при изготовлении железобетонных изделий с тепловой обработкой в автоклавах

Номер патента: 118230
Опубликовано: 01.01.1958
Автор: Ерофеев
МПК: B28B 7/36
Метки: автоклавах, железобетонных, изготовлении, неразъемных, обработкой, смазка, тепловой, форм, чугунных
...ниже,Смазка хорошо прилипает к поверхности чугунных форм иустойчивую пленку. Пленка сохраняется до конца запарки придавлении 8 атм в виде порошковидной прослойки, псключаю 1 цейние бетона с металлом.Для изготовления смазки в сосуд требуемой емкости наливчасть мазута, затем засыпают небольшими порциями 0,4 чаиз-под холодной камеры цементных заводов, просеянной чес отверстиями 0,6 мм при энергичном перемешивании до од 1массы.Смазка должна быть готова за 2 - 3 часа до применения,Готовую смазку перед употреблением перемешивают и наностенки форм маховой кистью или механизированным способом. в неразъем щая из гра яет полностьи кроме того 4 част на пы- стенки созда 174 о сцеплают одну сти пыли рез сито юродной ят н етен Предмет...
Способ изготовления неразъемных керамических литейных форм

Номер патента: 129795
Опубликовано: 01.01.1960
Автор: Оболенцев
МПК: B22C 7/00, B22C 9/00, C09D 1/08 ...
Метки: керамических, литейных, неразъемных, форм
...вновь разогревают и при б 5 - 70 НаНОСят На МодЕЛЬ ПЛИ НагМОражииаПИСМ СЛОЯ Прн ОПуСКаНИИ МОДЕЛИ в разогретую пасту, или запрессовыванием пасты в промежуток между моделью и кожухом. Толщина формы, полученной этим способом, составляет от 2 до 10 мл в зависимости от габаритов формы, Модель может быть полностью металлической или комбинированной (из металла и легкоплавкой соли). Металлическую модель удаляют из формы путем вытяжки через протяжную плиту. Соляную часть модели удаляют растворением. После удаления модели форму устанавливают в короб, наружную ее часть засыпают окисью алюминия и подвергают медленному нагреву в термостате до 250 в течение 7 - 8 час. После этого короб с формами перегружают в печь сопротивления и нагревают со...
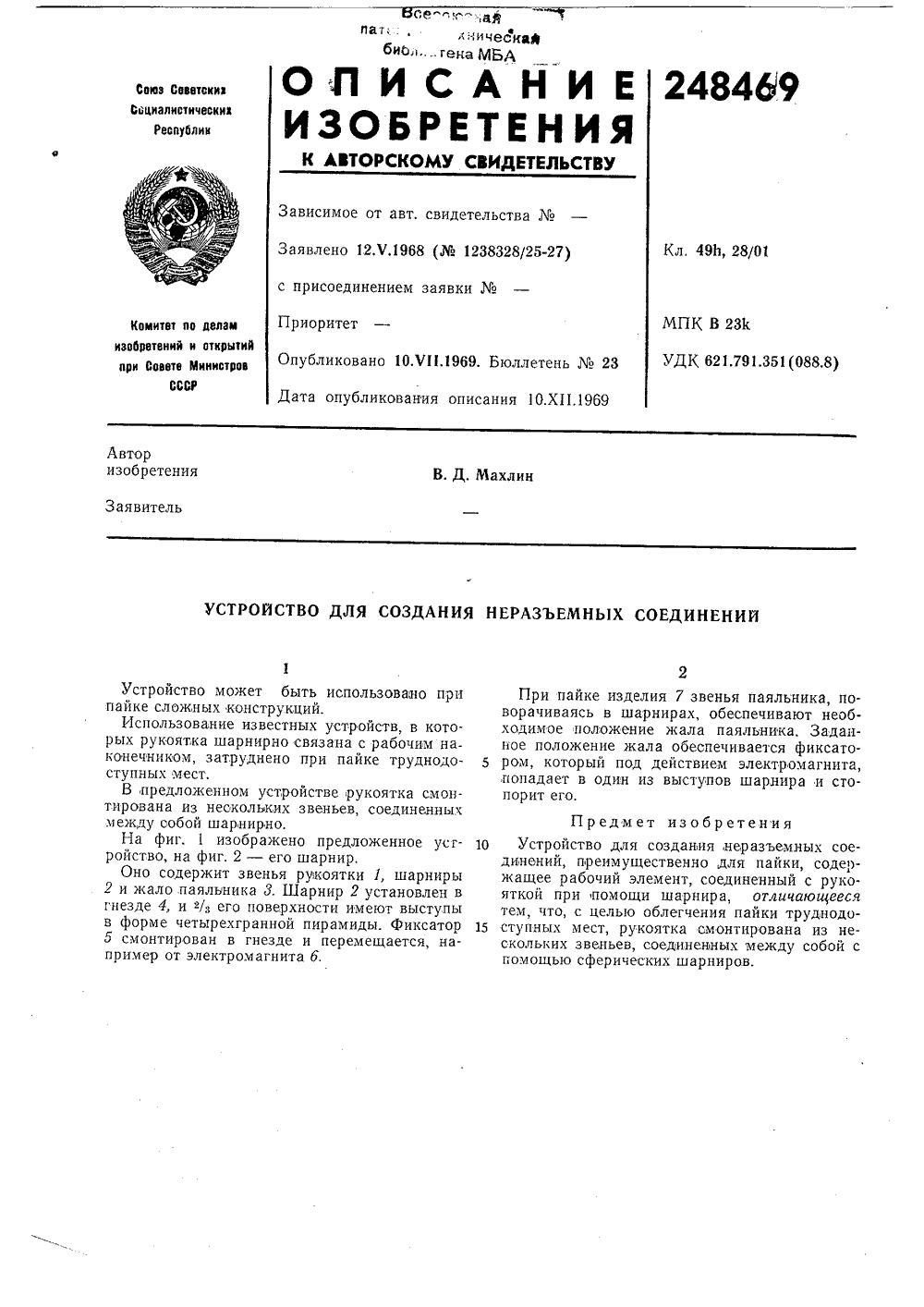
Устройство для создания неразъемных соединений
Номер патента: 248469
Опубликовано: 01.01.1969
Автор: Махлин
МПК: B23K 3/02
Метки: неразъемных, соединений, создания
...жала п ное положение жала обеспе ром, который под действием попадает в один из выступо порит его,ья паяльника, поеспечивают необаяльника. Заданчивается фиксатоэлектромагнита, в шарнира и стоедмет изобретени х сое- одер- рукои 1 ееся нодоиз небой с Устроиство может быть исполь ри пайке сложных конструкций.Использование известных устройств, в которых рукоятка шарнирно связана с рабочим на конечником, затруднено при пайке труднодоступных мест.В предложенном устройстве рукоятка смонтирована из нескольких звеньев, соединенных между собой шарнирно.На фиг. 1 изображено предложенное усг о ройство, на фиг. 2 - его шарнир.Оно содержит звенья рукоятки 1, шарниры 2 и жало паяльника 3, Шарнир 2 установлен в гнезде 4, и -/з его поверхности имеют...
Устройство для выталкивания железобетонных изделий из многоместных неразъемных форм

Номер патента: 249247
Опубликовано: 01.01.1969
Авторы: Всесоюзный, Карапетов, Шмелев
МПК: B28B 13/06, B28B 7/10
Метки: выталкивания, железобетонных, многоместных, неразъемных, форм
...изформ, от.гггчвощ20 с барабаном, "орованы вьспь я выталкивания же, многоместных нер еся тем, что оно в окружности которог например штанги,Изобретение относится к области производства железобетонных изделий и может быть использовано на предприятиях стройиндустрии для извлечения отформованных железобетонных изделий линейного типа из многоместных неразъемных форм.В промышленности сборного железобетона для извлечения железобетонных изделий линейного типа применяют вибрирование их в форме, что часто вызывает разрушение самих изделий,Предлагаемое устройство выполнено с барабаном, по окружности которого смонтированы выступы, например штанги, что позволяет извлекать изделия из форм без их повреждения.На чертеже схематично, показано предлагаемое...
Автомат для изготовления неразъемных и разъемных оболочковых полуформ

Номер патента: 276327
Опубликовано: 01.01.1970
Авторы: Всесоюзный, Закалинский, Красильников, Неймарк, Проектно
МПК: B22C 13/08
Метки: автомат, неразъемных, оболочковых, полуформ, разъемных
...9 используется в случае изготовления крупных оболочковых полуформ.Точное деленне этого механизма на число позиций осуществляется при помощи фиксирующего устройства,Карусельный стол 5 оборудован находящимися друг над другом криволинейными кронштейнами 14 и 15, на которых устанавливаются верхние и нижнне части 16 а 17 модельнойоснастки.На указанном автомате можно также изготавливать неразъемные оболочковые полуформы с закрытыми полостями, для чего автоматоснащен механизмом 7, осуществляющимразъем и сборку модельной оснастки, Последний состоит из подъемной каретки 18 изахвата 19, перемещаемых по горизонтальным направляющим каретки при помощи приводов, преобразующих вращательное движение в поступательное. Устройство 8 для одновременного...
Способ определения объема внутренних полостей неразъемных деталей

Номер патента: 397764
Опубликовано: 01.01.1973
Авторы: Алимбеков, Макаров, Немчинов
МПК: G01F 17/00
Метки: внутренних, неразъемных, объема, полостей
...показана схема выполнения способа без применения вставки для беспрепятственного извлечения резиновой модели; на фиг. 2 - то же с применением вставки; на фиг. 3 - схема осуществления способа с извлечением по частям сложной резиновой модели, разделенной антиадгезинной прослойкой на части.Способ осуществляют следующим образом.Внутреннюю полость детали 1 заполняют через отверстие 2 резиновой смесью, заглушив предварительно выходное отверстие 3 крышкой 4. Для заполнения, используют флапец 5 с резьбовой втулкой б. Флапец крепится на деталь 1, а винт 7, перемещаемый по резьбе втулки б, создает давление резиновой смеси. Затем деталь 1, заполненную резиновой смесью, вулканизуют известными приемами. По окончании вулканизации с детали снимают...
Способ замены неразъемных уплотнительных манжет дейдвудного сальника судна

Номер патента: 362738
Опубликовано: 01.01.1973
МПК: B63H 23/36
Метки: дейдвудного, замены, манжет, неразъемных, сальника, судна, уплотнительных
...запасными манжетами 4 необходимого количества. Кожух охватывает вал и неподвижно крепится к фундаменту б. При замене штатных (изношенных) манжет б запасными 4 снимают разъемный кожух 3 и бугель 7, крепящий сальниковую втулку 8. Устанавливают наклонно запасную манжету 4 (см. фиг. 2) и выводят из корпуса сальника 9 сальниковую втулку 8 с деталями 10 и 11 на уступ 1 гребного вала 2. При этом изношенные манжеты б разрезают и удаляют, а запасную манжету 4 прижимают к боковой поверхности вала. Через образовавшийся кольцевой зазор 12 между обниженной частью гребного вала 2 и внутренней поверхностью 13 сальниковой втулки 8 проводят запасную манжету 4 на выступ 14 гребного вала. После этого на выступ 14 выводят деталь 10 и следующую запасную...
Стенд для смены калибров в неразъемных клетях редукционного стана

Номер патента: 512811
Опубликовано: 05.05.1976
Авторы: Бирюков, Боков, Горячев, Ямпольский
МПК: B21B 31/00
Метки: калибров, клетях, неразъемных, редукционного, смены, стана, стенд
...29 редуктора 26 входит в зацепление с зубчатым колесом 30, жестко монтнрованным нв центрируюшей втулке 24,4Редуктор 26 оборудован гайкой 3 1 ддя , обеспечения возможности отключения и подключенияредухтора,посколькуподключение редуктора требуется только при первоначальном отворачивания гайки 32 клети 16 и оконательной ее затяжке, т.е. в том случае когданеобходимо приложение большого усилиядля отвинчивания, На стяжках 6. по обестороны от каретки 12 размещены лотки33 ддя приема сменяемых калибров,Работа стенда осуществляется следую-,щим образом.Перед установкой клети 16 на стендкаретка 12 находится в крайнем положении1 Ву передней стойки 2, а штоки всех цилиндров втянуты.Клеть 16 устанавливается в роликовуюцостель 1 и вращением...
Станок для обработки крупных неразьемных деталей

Номер патента: 522915
Опубликовано: 30.07.1976
Автор: Крайтман
МПК: B23C 3/00
Метки: крупных, неразъемных, станок
...на подвижных санях 11, перемещающихся подвум стойкам 12. В нижней части изделие 9установлено на центраторе 13 и закрепленовинтами 14. Подвижные части 2 и 3 колонны5 оснащены каждая тремя направляющими 15,расположенными под углом 120, и роликовыми танкетками 16, обеспечивающими трение качения при перемещении подвижных частей 2 и 3 колонны и высокую точность цен 10 трирования,Станок работает следующим образом.Мостовым краном цеха (не показан) изделие 9 устанавливают на центратор 13, центрируют относительно поворотной плиты 615 площадки 5 и закрепляют винтами 14. Постойкам 12 к верхней части изделия 9 перемещают подвижные сани 11 и зажимами 10изделие 9 закрепляют 1 вверху. Фрезерные головки 7 настраивают на фрезерование пазов20...
Способ оценки качества неразъемных алюминиевых контактных соединений

Номер патента: 748298
Опубликовано: 15.07.1980
МПК: G01R 31/04
Метки: алюминиевых, качества, контактных, неразъемных, оценки, соединений
...Ф 150 дней.55 Способ оценки качества нераэъемщ ныхалюминиевых контактных соединений, вклн)чающий циклический нагрев до определенной температуры путем "пропускайия тока через испытуемое" контактное"соединение и охлаждениедо температуры окружающей среды,Испытуемый образец б представляет собой два алюминиевых контактныхсоединения, расстояние между которыми равно 15 мм, После устаиовки -его в приспособление 5 в каждоеконтактное соединение зачеканиваюттермопары 8, устанавливают три датчика 9 для измерения сопротивления,при этом упомянутые термопары и датчики соединяют с вышеупомянутымиприборами 7.В процессе испытания образца бна него от низковольтного преобразовательного агрегата 1 подают нагрузочный ток, превышающий номинальный в 12-13...
Способ изготовления сборных неразъемных гребных винтов и рабочих колес

Номер патента: 787265
Опубликовано: 15.12.1980
Авторы: Аввакумов, Аношина, Ардентов, Гайдай, Игнатов, Кайнов, Круглов, Кушев, Лейпурт, Окунев, Перцовский, Румянцев, Стрельченко, Филина, Шестаков
МПК: B63H 1/14
Метки: винтов, гребных, колес, неразъемных, рабочих, сборных
...по всем сопрягаеьаюм поверх ностям. Для этого сначала собираютлопасти с секторами ступицы 1 ивнутрь образовавшейся полости помещают втулку 2 с зазором, обеспечивающим возможность сварки деталей по 25 всей сопрягаемой поверхности, и позамкнутому контуру выполняют сваркуна всю длину ступицы 1. Предварительную сборку секторов наружной частиступицы выполняют следующим спосо бом.787265 Формула изобретения НИИПИ Заказ 8252/16 Тираж 497 Подписи илиал ППП"Патент",г,ужгород,ул.Проектна Детали сваривают между собой но всем стыкуеьым поверхностям.Детали сваривают между собой только с наружной стороны стыкуеьых поверхностей. При следующей сварке секторов со втулкой величина провара должна обеспечивать соединение секторов ступицы на всю...
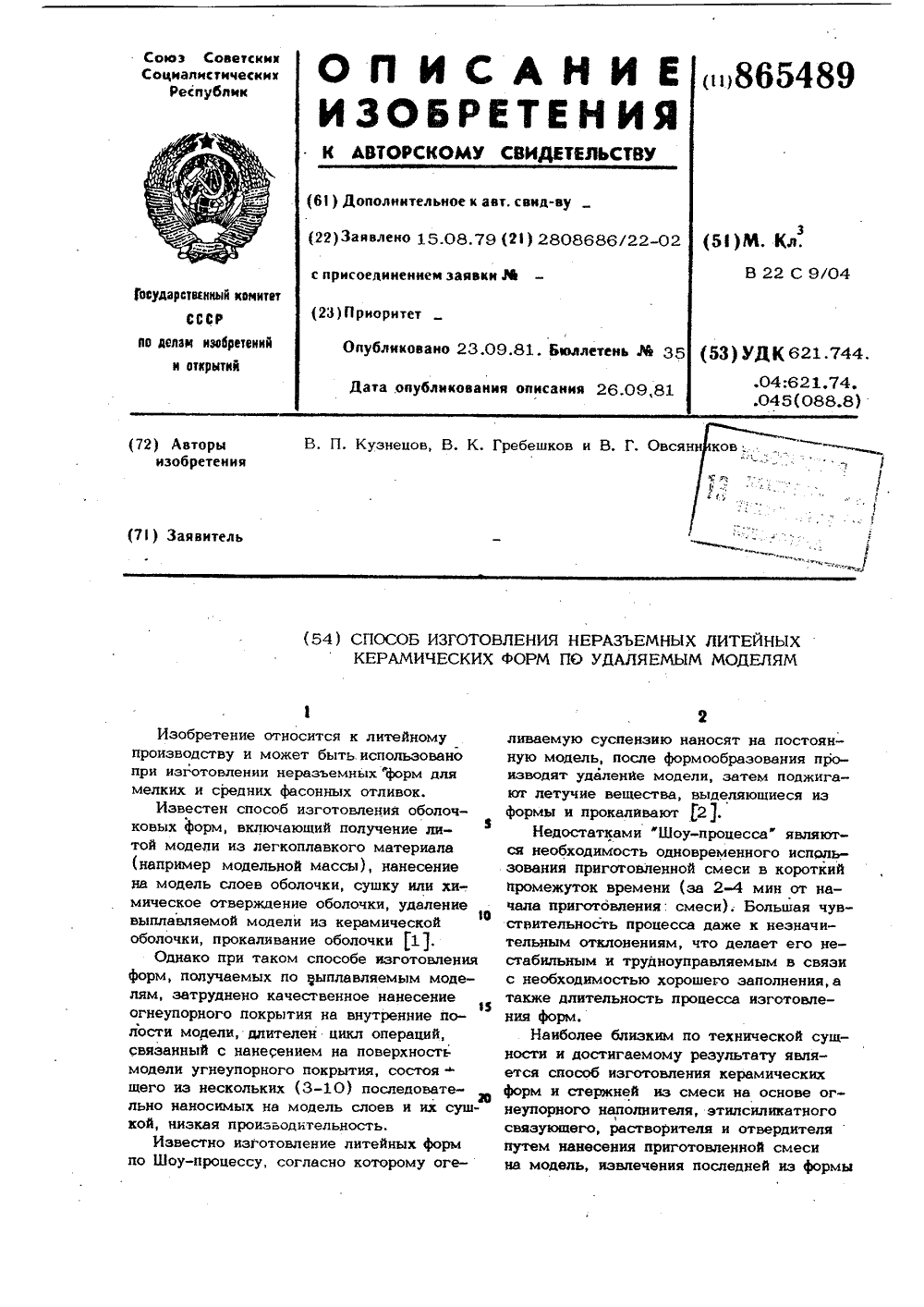
Способ изготовления неразъемных литейных керамических форм по удаляемым моделям
Номер патента: 865489
Опубликовано: 23.09.1981
Авторы: Гребешков, Кузнецов, Овсянников
МПК: B22C 9/04
Метки: керамических, литейных, моделям, неразъемных, удаляемым, форм
...белого35(марки 24 А по ОСТ 2-115-71, номерзернистости по ГОСТ 3647-71 М 40)и 5 см гелеобразователя - 15%-го раствора М вОН.Суспензию поспе тшатедьного переме 14 Ошивания, заливают в камеру прессования,куда была введена обезжиренная модель(деталь-крышка) иэ легкоплавкого сплава следующего состава,Ъ; В+ 50; РЬ 25;бИ 12,5; Сд 12,5 с температурой плао 4вдения 68 С, мессой 69,7 г,Суспензия вместе с заключенной вней моделью подвергается ирессоваииюпод давлением 20 кгс/см .После выдержки под давлением в течение 3 мин полученная форма вместе смоделью извлекается из камеры прессования. Путем выжигании паров растворителя производится выплавка материала модели. Качество поверхности хорошее, щероховатость на уровне не ниже Р 2,0.Как...
Способ оценки качества неразъемных алюминиевых контактных соединений

Номер патента: 953599
Опубликовано: 23.08.1982
Автор: Панков
МПК: G01R 31/04
Метки: алюминиевых, качества, контактных, неразъемных, оценки, соединений
...ох"лаждении контактного соединения онаоткидывается, шунт 11, вентилятор 12для охлаждения испытуемого образца,35керамические втулки 13, нагревательные элементы 14, датчики 15 и термопару 16.Испытуемый образец 9 представляет собой контактное соединение алюминиевых проводников, выполненноехолодным прессованием или горячейсваркой,После установки испытуемого образца на приспособление 8 и закрепления45на нем силового зажима 10 в контактное соединение зачеканиваются термопара 16 для контроля температуры нагрева и два датчика 15 для регистрации контролируемого параметра, приэтом термопару 16 подключает к бло 50ку 3 циклического нагрева, а датчики.соединяют с блоком 2 регистрации.Подсоединение термопары и датчиковк упомянутым приборам...
Устройство для оценки качества неразъемных алюминиевых контактных соединений

Номер патента: 960670
Опубликовано: 23.09.1982
МПК: G01R 31/04
Метки: алюминиевых, качества, контактных, неразъемных, оценки, соединений
...рабогает следующим образом.Испытуемый образец 9, представляющий собой соединение алюминиевых про З водников, выполненное холодным прессованием или горячей сваркой, устанавливается на приспособление 8 и к нему подсоединяется силовой зажим 10, Затем в контактное соединение зачеканиваются 30 первая термопара 1 1 для контроля за температурой нагрева, вторая термопара 12.для регистрации температуры нагрева испытуемого образца 9 и два датчика 7 для измерения электрического сопротивления в процессе испытания.В процессе испытания образца 9 в нему от источника 1 тока, например нагрузочного трансформатора, подают переменный ток, превышающий номинальный щ в 9-10 раз.Величина тока в процессе испьггания поддерживается неизменной. Контроль...
Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям

Номер патента: 996064
Опубликовано: 15.02.1983
Авторы: Гребешков, Кузнецов, Овсянников
МПК: B22C 9/04
Метки: керамических, литейных, моделям, неразъемных, отливок, удаляемым, формах
...температуре 5 - 25 С, разрушение формы, очистка отливки в сосуде с водой с использованием тепла расплавленного металла (сопровождается бурлением в зоне отливки), извлечение отливки после выравнивания температур отливки и воды, отстаивание материала раз 5 1 О Оснастка для изготовления керамической формы (фиг. 2) содержит стакан 5; выталкиватель 6 с иглой , при этом стакан 5 предназначен для заполнения отверждаемой керамической массой 8 после установки в него модельного блока 1.20 Для удаления модели из формы путемее выплавления служит сушильный шкаф 9 (фиг. 4), в котором имеется поддон 10 для стекающей легкоплавкой композиции 11, подставка 12. Для прокаливания формы служит печь 13 (фиг. 5). Для заливки формы 5 расплавленным металлом...
Способ изготовления неразъемных литейных форм

Номер патента: 1171186
Опубликовано: 07.08.1985
Авторы: Валигура, Князев, Левчук, Московка, Шевченко, Шинский
Метки: литейных, неразъемных, форм
...приводит к выравнива нию температуры по объему формы.Продолжительность выдержки формы после формовки перед заливкой ограничена интервалом 5-30 мин. Минимальное время выдержки перед заливкойнеобходимо для образования достаточной толщины и прочности замороженного слоя, сборки и транспортировкиформы, а максимальное время до начала заливки определяется повьппением температуры в замороженном слое формы, что ведет к потере его прочности и невозможности получения отливки сложной конфигурации.Допускаемая температура охлаждения модели определяется морозостойкостью выбранного газнфицируемого материала. Например, в случае применения в качестве материала модели пенополистирола модель может быть охлаждена до температуры (-60) С. При этом не...
Устройство для испытания неразъемных соединений на склонность к трещинообразованию при температурных воздействиях

Номер патента: 1193507
Опубликовано: 23.11.1985
Авторы: Алейник, Грудзинский, Куприянов, Чубаров
МПК: G01N 3/18
Метки: воздействиях, испытания, неразъемных, склонность, соединений, температурных, трещинообразованию
...центральные отверстия 8 и 9.Захваты 2 и 3 выполнены в виде конических обечаек, полости которых сообщены между собой при испытании через полость образца. Основания захватов 2 и 3 прецназначены для жесткого соединения с сопрягаемыми частями испытуемого неразъемного соединения 4, Проушины 10 и 11 захватов 2 и 3 связаны с тягами нагружателя (не показаны). На захватах 2 и 3 установлены патрубки 12 и 13, соединенные соответственно с системой изменения давления (не показана), выполненной, например, в виде вакуумного насоса, и системой измерения давления (не показана) в заза. ре 7 между дисками 5 и 6, выполненной, например, в виде масс-спектра- метрического течеискателя. Средство фиксации захватов 2 и 3 относительно друг друга при вакуумировании...
Образец для оценки стойкости неразъемных соединений

Номер патента: 1193508
Опубликовано: 23.11.1985
Авторы: Алейник, Грудзинский, Куприянов
МПК: G01N 3/18
Метки: неразъемных, образец, оценки, соединений, стойкости
...соответственно с вакуумной системой ,не показана) и датчиком давления (не показан). По торцам дисков 1 и Э выполнены кольцевые буртики 5 и 6, образующие при соединении дисков 1 и Э полость 7. На боковой поверхности одного из дисков, .например на диске Э, имеются радиальные выступы 8, расположенные последовательно вдоль образующей и предназначенные для усиления теплоотвода при охлаждении образца. Для увеличения производительности испытания образец может быть выполнен из жестко соединенных между собой нескольких чередующихся дисков 1 и Э с выступами 8 и без них.Образец испытывают следующим образом.Заданное число дисков 1 и Э, из" готовленных из исследуемого материаыг ель В.ГриненкоМ.Пароцай Корректор В.Синицка Заказ 7307/44 Тираж...
Составной образец для механических испытаний неразъемных соединений

Номер патента: 1242748
Опубликовано: 07.07.1986
Авторы: Баранова, Ковалевский
МПК: G01N 3/08
Метки: испытаний, механических, неразъемных, образец, соединений, составной
...соединения граней, у которых высота выступов равна 0,1 мм. печение экономии материала путем одновременного изготовления несколькихсоединений с различными зазорамимежду соединяемыми поверхностями,последовательного их испытания в идентичных условиях и повторного использования плит составного образца,На фиг.1 изображен составной образец из одинаковых плит; на фиг.2 -сечение А-А на фиг,1; на фиг, 3 -сечение Б-Б на фиг.1; на фиг. 4составной образец из различных плит;на фиг, 5 - сечение В-В на фиг,4;на фиг, б - сечение Г-Г на фиг,4,Составной образец выполнен из на-.бора плит 1-4 (количество плит может быть различным),На торцовых гранях 5-12 плит 1-4выполнены глухие отверстия 13 в центре и выступы 14 вдоль ребер 15, лежащих в плоскостях...
Крестообразный образец для исследования механических свойств неразъемных соединений

Номер патента: 1243913
Опубликовано: 15.07.1986
Авторы: Ковалевский, Крысанова
МПК: B23K 1/00, G01N 19/04
Метки: исследования, крестообразный, механических, неразъемных, образец, свойств, соединений
...материалов при исследовании зависимости механических свойств от величины зазоров в соединенцях.11 а чертеже изображены две проек" ции трехшовцого крестообразного образца.Образец состоит из нескольких деталей 1 - 4 в виде прямоугольного параллелепипеда, соединенных между собой соосно по узкой грани с разво-" ротом соседних широких граней ца 90 О и имеющих н соединении различные зазоры 5,6 и 7.Для многоразового использования детали образца могут иметь широкие грани в форме квадратаОбразец собирается н специальной цецтрирующей и фиксирующей оснастке цз отдельных деталей 1-4 с квадратными широкими гранями, Детали стыкуются между собой по узким граням, По краям узких граней некоторых деталей образца ныполнены тонкие бортики, высота которых...
Устройство для усталостных испытаний неразъемных соединений

Номер патента: 1260723
Опубликовано: 30.09.1986
Авторы: Асмолова, Березиенко, Попковский, Савченков, Цумарев
МПК: G01N 3/32
Метки: испытаний, неразъемных, соединений, усталостных
...испытаний при различных характеристиках циклов нагружения.На чертеже изображено предлагаемое устройство.Устройство содержит захваты 1 и 2 с резьбовыми отверстиями для закрепления испытываемого образца 3 и узел нагружения, Захват 1 закреплен в зажиме установки для кругового изгиба (не показано), На захвате 2 закреплен эксцентрик 4, на котором установлен подшипник 5. Узел нагружения содержит неподвижный стакан 6 и подвижный стакан 7, вставленные один в другой, а также пружину 8. При этом дно подвижного стакана 7 упирается в подшипник 5, а неподвижный стакан 6 закреплен в стакане 9 установки для кругового изгиба, с возможностью перемещения его вдоль своей оси. Пружина 8 размещена внутри стаканов 6 и 7 и упирается своими концами в их днища....
Образец для испытания неразъемных соединений на циклическую прочность

Номер патента: 1262331
Опубликовано: 07.10.1986
Авторы: Березиенко, Попковский, Цумарев, Червякова
МПК: G01N 3/04
Метки: испытания, неразъемных, образец, прочность, соединений, циклическую
...корпусы 6 и 7 захвата в испытательномоборудовании и одновременно прикладывают поперечную изгибающую и крутящуюнагрузки. После проведения испытанийизвлекают остатки образца и аналогичным обраэом проводят следующее испытание. Образец для испытания неразъемных соединений на циклическую прочность, содержащий две цилиндрические пластины, скрепленные торцами между собой, цилиндрические поверхности которых предназначены для взаимодействия с зажимными органами захвата, о т - л и ч а ю щ и й с я тем, что, с целью повышения точности при испытании сварных соединений, диаметр каждой пластины выбирается из соотно- шения Изобретение относится к испытательной технике и может быть использовано при оценке циклической прочности нераэъемных...
Способ изготовления неразъемных соединений деталей

Номер патента: 1298032
Опубликовано: 23.03.1987
МПК: B23P 11/02
Метки: неразъемных, соединений
...ограничением хода пресса при помощи упорного кольца 5.Высоту вставки йз по сравнению с высотой внутренней детали Й задают большей из условия превышения объема осаженного металла в зазоры между сопрягаемыми поверхностями в ф раз, откуда ружной детали (обоймы): ьный зазор соответственвставкой и внутренней еской деталью по диамет ения Й; и между вставкой ой цилиндрической детааметру дзмых напряжений всестодростатических) в антииале достигается при совтавки н внутренней цили, в том числе и за 10 15 20 25 Ю 40 Я счет расширения более жесткой внутренней цилиндрической детали. Соответственно высоту внутренней цилиндрической детали рассчитывают из условия обязательной продольной деформации на величину е без осаживания наружной цилиндрической...
Способ изготовления неразъемных литейных форм

Номер патента: 1369850
Опубликовано: 30.01.1988
Автор: Красников
МПК: B22C 9/00
Метки: литейных, неразъемных, форм
...разделение отливки от смеси 5 и 13, после чего циклповторяется.Изобретение позволяет удешевитьпроизводство литья по сравнению сизвестным способом. одные контакты 7 которых снаружионтактируют с проводниками 8 постонного тока. Опока 4 установлена на транспортной плите 9, в которой выполнены отверстия 10 для прохода вофы при расплавлении модели 1. Отверстия 10 используются также для вакуумной сушки полости Формы. 3Транспортная плита 9 перемещается по роликам 11 кромочных рольгангов. На позиции Формовки плита 9 контактирует с демпФирующими пружинами 12. 1 ри проведении операции предваритель 3 ого уплотнения смеси 5 охлаждающий риогидратный .слой 3 предотвращает расплавление модели 1.Затем Форма подается на позицию .юкончательной...
Способ получения неразъемных прессовых соединений деталей типа вал-втулка

Номер патента: 1433741
Опубликовано: 30.10.1988
Автор: Мезенцев
МПК: B23P 11/02
Метки: вал-втулка, неразъемных, прессовых, соединений, типа
...втулки;Т - температура. нагрева втулки.Нагрев части втулки производят до овочной температуры. Затем во втулу 2 устанавливают вал 1 и произвоят пластическое деформирование тулки 2 в штампе 4 до ликвидации 35 щеющегося зазора между сопрягаемыи деталями. После выравнивания темературы соединяемых деталей в соединении образуется натяг, величина которого стабильна и практически не 40 вависит от отклонений номинальных размеров вала 1 и втулки 2.П р и и е р. Требовалось получить соединение деталей диаметром 100 мм с натягом 8 = 140 мкм. Материал 45 Втулки - сталь 30. Пля получения соединения сопрягаемые детали изготавливали по посадке Н 8/Ь 8, Температуру нагрева для стали 30 выбирали в интервале ковочных температур Т 820 ф.Нагрев сектора...
Устройство для извлечения изделий из неразъемных форм

Номер патента: 1445975
Опубликовано: 23.12.1988
Авторы: Дворкин, Еременко, Земляков, Лифшиц, Мурников, Попов
МПК: B28B 7/10
Метки: извлечения, неразъемных, форм
...прошедшими тепловую обработку,В этом положении все боковые ролики9, 10 и 16 приняты к боковой поверхности соответствующей направляющей4 или 5, Между направляющими 4 и 5и Г-образными упорами 17 и 18 каретки1 имеются зазоры (Лиг, 4),Для обеспечения прижатия роликов9 к направляющий 4 при перемещенииустройства, усилие, развиваемое пружиной 14, умноженное на соотношениеплеч рычагов, должно быть больше,чем реакция направляющей 4 на качающиеся ролики 16 от силы весаустройства.Включают гидроцилиндр 2 и егошток 3, перемещаясь вперед, своимторцом упирается в силовой упор 27формы 26, при этом захват 25 штока3 входит в прорезь 28 силового упора 27. Усилие, необходимое для выпрессовки Формы 26 с изделиями иэклиновой полости, на порядок выше,чем...
Способ уплотнения неразъемных соединений

Номер патента: 1560852
Опубликовано: 30.04.1990
Авторы: Базаров, Ройзин, Тиракьян
МПК: F16J 15/02
Метки: неразъемных, соединений, уплотнения
...составом 9,,штуцер 10 для отвода летучих компонен, тов и кольцевые насечки 11 для обеспе, чения развитого контакта самотвердеющегосостава 9 со стенкой корпуса 1. На оправке3 с внешней и внутренней стороны выполнены кольцевые канавки 12 и 13, в которыхустановлены резиновые упругие кольца 14и 5, уплотняющие оправку 3 в корпусе1 и на блоке волокон - жгуте 2. Пространство 16 между жгутом 2, оправкой 3 и корпусом 1 заполнено самотвердеющим составом 9, например эпоксидной или фенолформальдсп,дной смолой.Для герметизации уплотнения к отверстию 8 подсоединяется тарированная полостьс самотвердсющим жидким составом, а полости 7 и 16 корпуса 1 вакуумируются,При этом самотвердеющий состав заливаетчасть полости 16, проникает в зазор...
Устройство для извлечения изделий из неразъемных форм

Номер патента: 1729753
Опубликовано: 30.04.1992
МПК: B28B 7/10
Метки: извлечения, неразъемных, форм
...1 - двигатель 9. Соединение оейки 8 с двигателем 9 осуществляется зубчатым колесом 10, закрепленным на валу двигателя 9.Направляющие 3,4 прикреплены к силовому кронштейну 11, каждый из которых, в свою очередь, присоединен к соответствующему щиту 12 через основание 13. Между щитами 12 размещены двухместные клиновые формы 14, установленные на рольгангах 15. Каждая форма 14 снабжена упором 16, взаимодействующим со штоком 17 гидроцилиндра 1.Устройство работает следующим образом,Включаютдвигатель 9 и с помощью зубчато-реечного зацепления 10 8 перемещают по направляющим 3,4 плиту 2 посредством прикрепленных к ней вертикальных роликов 5 и горизонтальных катков 6. Вместе с плитой 2 перемещается и гидроцилиндр 1.Плиту 2 устанавливают...
Способ испытания неразъемных соединений на пластичность

Номер патента: 1795344
Опубликовано: 15.02.1993
Авторы: Белянин, Гандзюк, Герчиков, Лукин, Никитин, Никитина
МПК: G01N 3/20
Метки: испытания, неразъемных, пластичность, соединений
...к. плоскости соединения сечения,Поверхность реза обрабатывают абразивными материалами до тех пор, пока соотношение ширины образца 5 к его толщине10 д не будет в пределах от 10: 1 до 15:1. Такоесоотношение Я/д обеспечивает созданиеплоского напряженного состояния в процессе испытаний с соотношением главныхнапряжений п 1/о 2=2.1 г В приготовленном для испытаний образце намечают для испытания локальныезоны с квазиоднородным металлом (фиг,1):1 - металл зоны соединения, 2 - металлграницы различных зон соединения, 3 - ос 20 новной металл, При испытаниях нагрузку(пуансон) последовательно прикладывают вследующих направлениях: сначала параллельно оси металла соединения (-, фиг,1),затем перпендикулярно границе зон соединения (Н, фиг.1), а затем...