Патенты с меткой «разовых»
Способ изготовления разовых песчаных форм

Номер патента: 286152
Опубликовано: 01.01.1970
МПК: B22C 25/00
Метки: песчаных, разовых, форм
...опок мои(ст быть осуществлено, например, посредством установки подпружиненной системы рычагов 1 (см, фиг. 1) на подмодельной плите 2, укрепленной па встряхивающем столе 8; 4 - опока.Подпружиненная система рычагов (см. фиг. 2) включает поджимпой рычаг 5, шарнирпо укрепленный ца корпусе 6 и жестко скрепленный с подмодельной плитои; поджимной рычаг через тягу 7 поджимается тарсльчатой пружиной 8 к торцу опоки. На тягу павинчена 5 специальная гайка 9 с кольцевой выточкой, вкоторую входят захваты 10 (см. фиг. 3) вилки отводящего рычага 11, шарнирно укрепленного ца корпусе.При установке опоки 4 ня модслы 1 ую лп ту 2 (псцияльным толкятслсм (11 я чсртсжс 1 спока 31 И) В па 1 ГряВсипи стрелки Гт И 11 к 11 м 11 стся свободный конец 12...
Способ получения разнотолщинных отливок в разовых керамических формах

Номер патента: 553044
Опубликовано: 05.04.1977
Авторы: Анчеева, Краснопольский, Кузнецов, Савченко, Шавров, Яковлев
МПК: B22D 37/00
Метки: керамических, отливок, разнотолщинных, разовых, формах
...форм металлом и продувки воздухом или газом каналов, смехкных с рабочей полостью литейной формы 3.Однако при использовании данного способа во всем объеме полости формы создается разрежение одинаковой величины. Наличие одинаковой величины разрежения во всем объеме полости формы в силу физики и гидродинамики течения металла не исключает недостатка процесса заполнения формы для отливок с переменной толщиной стенок, так как в полостях формы с меньшей площадью поперечного сечения фронт движущегося металла будет отставать от фронта металла в полостях с ббльшей площадью поперечного сечения, что также не позволяет получить отливки без таких дефектов, как спаи и незаполняемость формы.С целью улучшения качества отливок, продувку воздухом или...
Смесь для изготовления разовых форм

Номер патента: 586959
Опубликовано: 05.01.1978
Авторы: Анисимов, Мороз, Пехота, Радченко
МПК: B22C 1/00
...Применение водно-восковой дн.персии позволяет использовать в качествеопорного наполнителя пески или порошкилюбой формы зерен,П р и м е р. Огнеупорный наполнительсмешивали с воднс-восковой дисперсией,затем смесь нагревали в печи слоя до температуры 110-20 дали в установке кипящего сло натной температуры, В качестве материалов испольэовали формов марки 1 К 016 А ГОСТ 2138-74.2;4 98,0 4,30 20 4,2 3,30 2,4 1,94 ковую дисперсию ВВДМ ТУ 38-40112-73 н ЗВВД,ТУ 38-40114-75.Смесь водно-восковой дисперсия с наполнителем испольэовали в качестве опор 99,975 ВВДМ 0,025 998 ЗВВДМ 002Эа,з ЗВВД0,7 98,8 ЗВВД1,2 Как следует из таблицы, при обработке опорного материала водно-восковой дисперсией в количестве менее 0,025 вес.% несо- ф совая точноск ь...
Смесь для изготовления литейных разовых форм методом вакуумно-пленочной формовки

Номер патента: 897384
Опубликовано: 15.01.1982
Авторы: Ахвледиани, Квинтрадзе, Матвеенко, Мосидзе, Паксашвили, Тордия
МПК: B22C 1/02
Метки: вакуумно-пленочной, литейных, методом, разовых, смесь, форм, формовки
...ингредиентов, вес.7.:рошкообразная сера 1,5-2,0 неупорныйполнитель 98,0-98,5и содержании порошкообразной сенижнего обусловленного предеаблюдается полного исключенияЗаказ 11803 Тираж 852 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж, Раушская наб д . 4/5Филиал ИПП "Патент", г, Ужгород, ул. Проектная, 4 3пироэффекта, а содержание ее выше верхнего обусловленного предела нецелесообразно, так как приводит к непроизводительному перерасходу серы при ее сгорании. 5П р и м е р. Для получения смеси готовят три состава, содержащие в ка-. честве основы мелкозернистый кварцевый песок и дополнительно кристаллическую порошкообразную серу. Составы щ приведены в таблице.Смесь каждого состава готовят...
Способ изготовления разовых литейных форм

Номер патента: 975184
Опубликовано: 23.11.1982
Авторы: Баранов, Благонравов, Казанцев, Орлов
МПК: B22C 15/28
Метки: литейных, разовых, форм
...стенде мод, 260 конструкции НИИТавтопрома. В экспериментах использована формовочная камера с размером в свету 400 х 300 х 250 мм, наполнительная рамка высотой 100 мм и модель размером 300 х 100 х 150 мм. Давление надува смеси составляло 0,35 МПа, при этом давление сжатого воздуха, используемого для продувки, составляло в одном случае 0,2 МПа, а в другом - 0,45 МПа. В другой серии экспериментов давление надува смеси составляло 0,55 МПа, а давление сжатого воздуха, используемого для продувки, 0,4 МПа (в одном случае) и 0,6 МПа (в другом) . При проведении экспериментов также предусматривалось исполнение форм без применения продувки сжатым воздухом. В этой серии экспериментов давление надува смеси составляло 0,55 МПа, Предварительно...
Способ изготовления разовых литейных форм

Номер патента: 1060299
Опубликовано: 15.12.1983
Авторы: Благонравов, Бобряков, Волкомич, Казанцев, Орлов, Сизов
МПК: B22C 15/28
Метки: литейных, разовых, форм
...подачей вформовочную камеру сжатого воздуха, и с окончательным уплотнением Форм прессованием. Форма наладе (Фиг. 2) имеет твердость65 ед. (кривая 1), причем твердость над моделью (кривая 2) на 15 8-12 ед. выае, чем в околомодельном объеме Форвю кривая 1) . Распределение твердости по высотеФормы резко изменяется после прессования. На контрладе Формы твер О дасть смеси увеличивается до 86 ед.(кривая 11, тогда как на ладе воколомодельном объеме она остает-.ся относительно низкой - 74 ед.В надмодельном объеме сесь переуплотняется и достигает 94 ед.(кривая 2)Совершенно иные результаты получаются при пескодувном процессес запаздыванием подачи сжатого.воздуха относительно начала истечения формовочной смеси на 45от продолжительности...
Способ получения отливок из черных сплавов в разовых алюминиевых формах

Номер патента: 1066734
Опубликовано: 15.01.1984
Авторы: Дьяконов, Кожемякин, Конев, Корсунский, Макаров, Ольховой
МПК: B22D 15/00
Метки: алюминиевых, отливок, разовых, сплавов, формах, черных
...Вон В разовых ялюмициеВых формах,В КЛ ЮЧ Я Ю Нос М У 3 а, И Н КУ Р и Са В а Н ф О Р М Уи охлаждение его, в процессе заливки ца поверхность расплава подактт кислород.35Способ осуществляется следующим образом.В подогретую форму заливают расплавстали или чугуна и одновременно на поверхность раси;ана подают кислород. Происхо одцт окисление расплава ня поверхности.Окислы поверхностного слоя по мере подъема расплава в форме взаимодействуютна поверхности формы с ее материалом,алюминием, по реакцииГеО, + 2 А =. Л 1, Оз2 Ге + Яка,Образующийся н результате реакциитугопланкий линозем Л 10. н виде цепрерьвной толстой пленки защицяет материалформы от преждевременного оплавления идальнейпего взаимодействия с расплавом. Достиг тся. высокая чистота...
Способ изготовления разовых стержней для литья под давлением

Номер патента: 1220840
Опубликовано: 30.03.1986
Авторы: Волынкин, Воронов, Макельский
МПК: B22C 3/00
Метки: давлением, литья, разовых, стержней
...действует конечное давление, которое может достигать более 2000 кгс/см 4,создавая в них напряжения во многораз больше прочностных возможностейстержневых смесей,Превращение пористого стержня вмонолитный за счет его пропитки солью является наиболее простым и технологичным способом его усиления, гарантирующим сопротивляемость высоким давлениям металла в форме бездеформации и разрушений. Согласноданному способу изготовления стержней целесообразно применять малопрочностные смеси, обеспечивающиестержням при извлечении из оснасткипосле отверждения манипуляторнуюпрочность в пределах 8-12 кгс/смпри разрыве (при нормальной температуре). Применение таких стержней дает экономию дорогостоящего связующего и облегчает решение задач по их удалению...
Формовочный автомат для изготовления разовых песчаных форм

Номер патента: 1228961
Опубликовано: 07.05.1986
Авторы: Колозин, Немировский
МПК: B22C 15/02
Метки: автомат, песчаных, разовых, форм, формовочный
...собой. Столопирается на ролики (катки) 1 б, адля его перемещения установлен фрикционный привод 17. Количество одно временно находящихся э работе модельных комплектов зависит от габаритов(диаметра) карусельного стола.Автомат работает следующим образом.Пустая опока 2 по транспортномусамоходному рольгангу поступает кустройствам для спаривания опок смодельным комплектом, Последний поднимается механизмом 3 подъема и спаривается с опокой по системе штырьвтулка. При этом кромки рольганга 1раздвинуты. Посе подъема модельногокомплекта 4 со спаренной опокой вышеуровня рольганга его кромки сдвигаются, и подмодельная плита опускаетсяна ролики, С помощью толкателя (непоказан) модельный комплект 4 (с опокой перемещается к устройствам злполнения опоки...
Формовочная машина для изготовления разовых литейных форм

Номер патента: 1276430
Опубликовано: 15.12.1986
Авторы: Беляков, Благонравов, Ляпун, Орлов, Шептунов
МПК: B22C 15/264
Метки: литейных, разовых, форм, формовочная
...рамка 7, устя 5 10 15 20 25 ЗО 35 40 45 50 55 новленная на направляюших 22. Из доза- тора 11 открыванием шиберного затвора 23 производится заполнсние оснастки формовочной смесью. После этого заполненная оснастка перемешается по рольгангу 21 в положение ндд прижимным столом 4 (в рабочее пространство машины). Одновременно с осуществлением описанных операций производится установка опоки 6 на закрепленную на воздушной головке 13 наполнительную рамку 7, перемещение дозатора 11 в положение над опокой 6, после чего при помощи шиберного затвора 23 производится заполнение оснастки формовочной смесью, Модельная плита 5 перемешается по направляюцим 10 в положение над опокой, а прижимной поршень 3 со столом 4 прижимает опоку 6 верха к наполни-...
Способ получения отливок из черных сплавов в разовых алюминиевых формах

Номер патента: 1291280
Опубликовано: 23.02.1987
Авторы: Алов, Кожемякин, Литвинцев
МПК: B22D 15/00, B22D 27/04
Метки: алюминиевых, отливок, разовых, сплавов, формах, черных
...После сборки формы и стержня их подогревают до 300 С и заливают дождевым способомочугун СЧ 15 при 1300-1320 С и одновременно подают на поверхность раздела форма - расплав аэрозоль, состоящий из кислорода и криолита,онагретый до 300 С, в течение всего периода заполнения формы.счет улучшения заполняемости полости формы с тонкими и протяженными ребрами и возможности заливки при пониженной температуре расплава и формы,Ф о р м у л а изобретения. 1. Способ получения отливок из черных сплавов в разовых алюминиевых формах, включающий заливку расплава в форму, подачу в процессе заливки кислорода и выдержку для затвердевания, о т л и ч а ю щ и й с я тем, что, с целью повышения качества отливок, в процессе заливки расплава дополнительно подают...
Двухслойное покрытие для разовых литейных форм

Номер патента: 1337184
Опубликовано: 15.09.1987
Автор: Мисечко
МПК: B22C 3/00
Метки: двухслойное, литейных, покрытие, разовых, форм
...до пастообразного состояния,затем в полученную смесь добавляютполивинилбутираль, растворенный востальной части растворителя,Состав наносят пульверизаторомна поверхность формы или стержня изпесчано-глинистых или жидкостекольных смесей, После выдержки в течение20-30 мин, обеспечивающей сушку итвердение покрытия, наносят противопригарный слой, включающий, например,мас.Ж: графит скрытокристаллический5, графит кристаллический 25; поливинилбутираль 0,5 этанол до 100.Сушку наружного слоя производят в течение 10-20 мин под воздействием сжа 55того воздуха.Формула изобретения1,Двухслойное покрытие для разовых литейных форм, применяемое при изготовлении отливок преимущественно из черных сплавов, содержащий противопригарный слой и...
Модельная оснастка для изготовления разовых форм
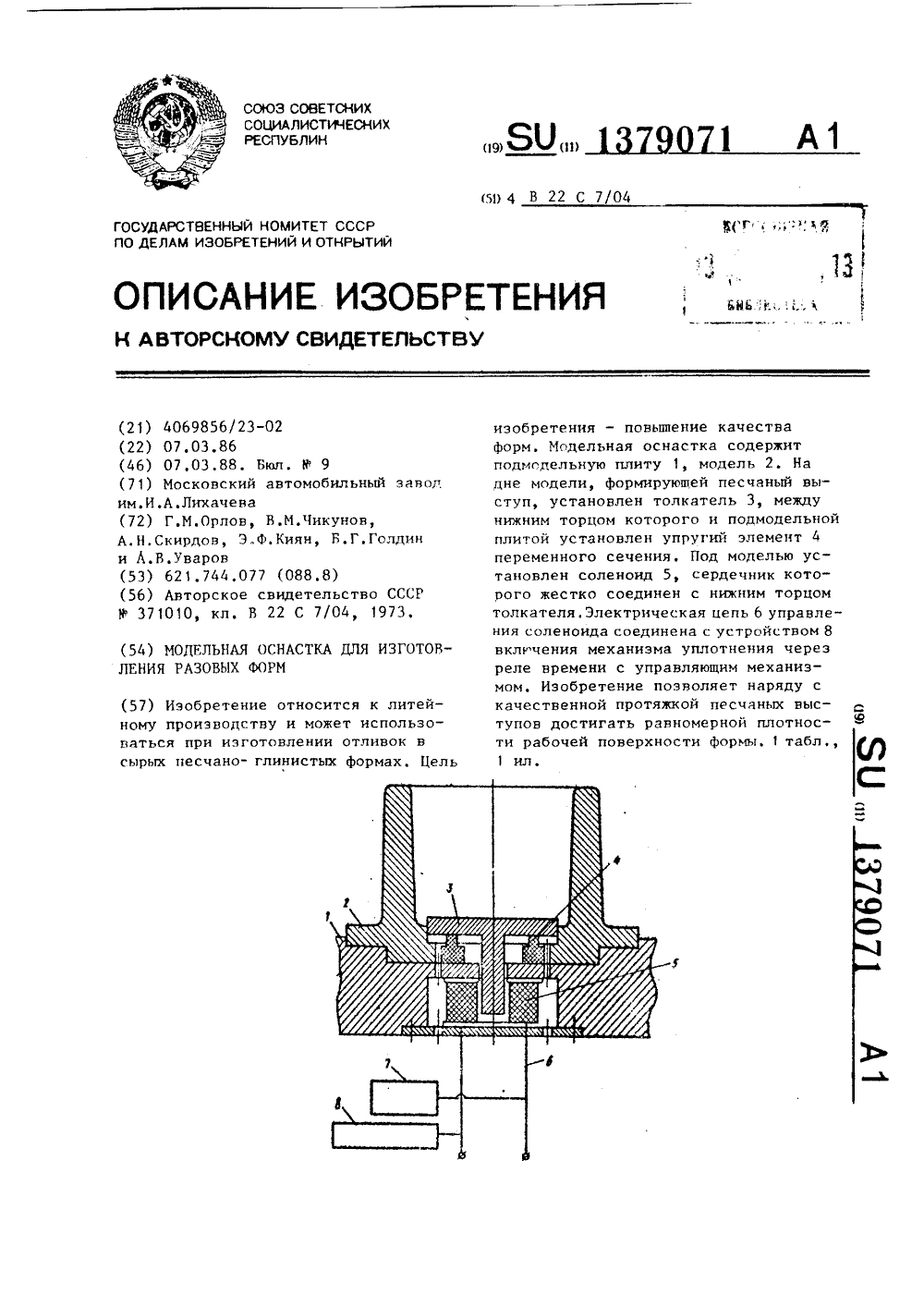
Номер патента: 1379071
Опубликовано: 07.03.1988
Авторы: Гольдин, Киян, Орлов, Скирдов, Уваров, Чикунов
МПК: B22C 7/04
Метки: модельная, оснастка, разовых, форм
...оснастки, 1 ОМодельная оснастка состоит из подмодельной плиты 1, на которой установлена модель 2. На дне модели, формирующей песчаный выступ установлен толкатель 3, между нижним торцом которого и подмодельной плитой смонтирован упругий элемент 4 переменного сечения.В подмодельной плите под моделью установлен соленоид 5, сердечник которого жестко соединен с нижним торцом толкателя. Электрическая цепь 6 управления соленоида соединена с устройством включения механизма 8 уплотнения через реле 7 времени с упранля ющим механизмом.Процесс уплотнения разовых форм с применением модельной оснастки осуществляется следующим образом,Формовочная смесь засыпается в 3 О опоку и заполняет полости моделей. При включении электрической цепи 6...
Модель для изготовления отливок в разовых песчаных формах

Номер патента: 1560360
Опубликовано: 30.04.1990
Автор: Юргенсон
МПК: B22C 9/00
Метки: модель, отливок, песчаных, разовых, формах
...выступами в вид кусов остроугольной формы.преи венно, диаметром основания 3-6 высотой 20-25 мм, установленны местах, соОтветствующих местам ной усадки отливки. Изобретени воляет повысить качество отлив счет дополнительных центров кр лизации в местах вероятной усад ливок. 4 ил. частью отливки и составляет 3-6 мма высота - 20-25 мм, металл в это конуснои полости застывает раньше основного тела отливки, образуя на поверхности отливки зону, в которой происходит быстрый отвод тепла жидкого металла в затвердевший конусный зубец 4. Поэтому в этой зоне раньше и с большей скоростью, чем в других частях отливки, начинают образовываться кристаллы, т.е. происходит рост кристаллов от затвердевшего конусного зубца 4.Следовательно, происходит...
Способ получения покрытия на разовых литейных формах

Номер патента: 1585053
Опубликовано: 15.08.1990
Авторы: Антонов, Красильников, Печенникова, Скобелина, Хуртов, Юрина
Метки: литейных, покрытия, разовых, формах
...покрытия и обеспечивает беспрепятственное испарение растворителя извнутренних его слоев,Окончательная обработка покрытияинфракрасным излучением на второй ступени при мощности 95-100 кВт/м втечение 40-70 с интенсифицирует процесс отверждения и позволяет Получитьв конечном результате качественныйслой покрытия при небольшой продолжительности всего процесса сушки,Отливки, изготовленные в формахс предлагаемым покрытием, не имеютбрака по пригару, ужимицам и газовымраковинам.Глубина просушенного слоя в 815 мм обеспечивает высокую прочностьповерхностного слоя формы, котораяхорошо противостоит цапряжениям, возникающим при заливке, це размываетсяструей расплавленного металла. Обезвоженный поверхностный слой снижаетгазовыделение формы в металле и...
Устройство для уплотнения разовых литейных форм

Номер патента: 1688971
Опубликовано: 07.11.1991
Авторы: Болгов, Болдырев, Козлов, Колотилов, Поляков, Столяров, Тимошкин, Фомичев
МПК: B22C 15/264
Метки: литейных, разовых, уплотнения, форм
...1 при помощи стола 13 прижима. Включается система вакуумирования камеры, т,е. открывается клапан 7 при закрытом клапане 8 и клапане сброса продуктов горения. Одновременно через патрубки 4 и 5 подаются газ и воздух в дозатор газовоздушной смеси, при достижении необходимого разрежения в газоимпульсной камере клапан отсечки закрывается и дает команду на открытие клапача подачи газовоздушной смеси, которая и поступает из дозатора в газоимпульсную камеру, где происходит интенсивног смешивание горючего газа и воздуха, Пом.- мо воздуха в качестве окислителя возможно использовать кислород, что позволяет создать в камере 1 давление до 0,40 - 0,55 МПа за 0,005 - 0,015 с, В свою очередь при использовании в качестве окислителя воздуха давление в...
Экранирующее устройство преимущественно для разовых испытаний и настройки блоков радиоэлектронной аппаратуры

Номер патента: 1739525
Опубликовано: 07.06.1992
Автор: Солдатов
МПК: H05K 9/00
Метки: аппаратуры, блоков, испытаний, настройки, преимущественно, радиоэлектронной, разовых, экранирующее
...на фиг. 2 по сравнению сфиг. 1 отличается наличием кольцевого смесителя 8 (и. 2) и модулятора 13 (и, 3).Замкнутое колено смесителя 8 (фиг,2)обеспечивает регулирование эффективност;. экранирования по всей боковой поверхности оболочки 1, так как в этом случаепоток газа следует по цилиндрической поверхности. При подаче большого потокавоздуха увеличивается обьем вытесненнойжидкости (максимально равный обьему полого цилиндра с основанием равной площади колена), поэтому стенки оболочки 1 вустройстве на фиг, 2 должны быть выше, чемна фиг, 1,При включении импульсного модулятора 13 (фиг. 2) происходит периодическаякратковременная подача газа в жидкость 4(фиг 2), пузырьки 1: .соторого(фиг, 2) поднимаются, изменяя эффективность...
Способ изготовления разовых литейных форм и устройство для его осуществления

Номер патента: 1780917
Опубликовано: 15.12.1992
Авторы: Бех, Благонравов, Бобряков, Волкомич, Гарибян, Корчин, Митрофанов, Орлов, Свечников, Сивко, Чернышев, Якобсон
МПК: B22C 11/10
Метки: литейных, разовых, форм
...и объясняется следующим. При 30 слишком ранней подаче, составляющей менее 8, камера е.це не будет заполнена формовочной смесью, особенно в области "карманов" и теневых областей моделей, в результате чего при подаче дополнительно го воздуха в полупустую камеру его давление резко упадет, а оставшаяся энергия воздуха будет потрачена не на дополнительное уплотнение смеси в "карманах" за счет увеличения перепада давления воздуха . 40.между формовочнсй камерой и воздушными камерами у модельных плит, а на пере-мещение смеси в "карманы". Поэтому дополнительную подачу воздуха целесообразно начинать лишь после предваритель ного пескодувного заполнения смесью "карманов" и теневых областей моделей.Запаздывание, превышающее 60, нерационально, т.к....
Устройство для многоплунжерного прессования разовых песчано глинистых литейных форм

Номер патента: 1799665
Опубликовано: 07.03.1993
Авторы: Денисов, Покровский, Русанов, Цибизов
МПК: B22C 15/02
Метки: глинистых, литейных, многоплунжерного, песчано, прессования, разовых, форм
...повысить КПД устройства, .На чертеже схематически представлено предлагаемое устройство, вертикальный разрез,Устройство для многоплунжерного прессования разовых песчаноглинитых литейных форм содержит корпус 1, в котором вертикально установлены поршневые приводы 2 с поршнями 3, на штоках 4 которых закреплены прессовые колодки 5. На корпусе 1 сверху установлена импульсная головка с ресивером 6, рабочая полость которого имеет подвод 7 сжатого воздуха от сети. В днище 8 ресивера 6 соосно с поршнями 3 выполнены отверстия 9, соединяющие рабочую полость ресивера 6 с поршневыми полостями 10 поршневых приводов 2. Внутри ресивера 6 установлено многоклапанное устройство 11, в котором ступенчатые клапаны 12 торцами перекрывающие отверстия 9,...
Формовочная смесь для изготовления разовых литейных форм

Номер патента: 1804368
Опубликовано: 23.03.1993
Авторы: Котик, Марков, Михалев, Шалагинов
Метки: литейных, разовых, смесь, форм, формовочная
...огнеупорный наполнитель остальное,В табл.1 представлены составы формовочных смесей с добавками технического углерода, молотого угля, а также смеси без углеродосодержащих добавок. Свойства смесей оценивались по следующим параметрам: осж - прочность на сжатие, МПа; Г - газопроницаемость; у- насыпная масса, г/см; 3 е - угол естественного откоса, град.3,Изменение свойств формовочных сме сей в зависимости от состава и времени перемешивания представлены в табл,2.Испытания формовочных смесей показали, что ввод технического углерода существенно повышает прочностные свойства смеси, При этом смесь с техническим углеродом быстрее набирает прочность в процессе перемешивания, чем смесь с углем или без углеродистых добавок. Проявление более...