Линия для получения форм методом электрофореза по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1315110
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
Текст
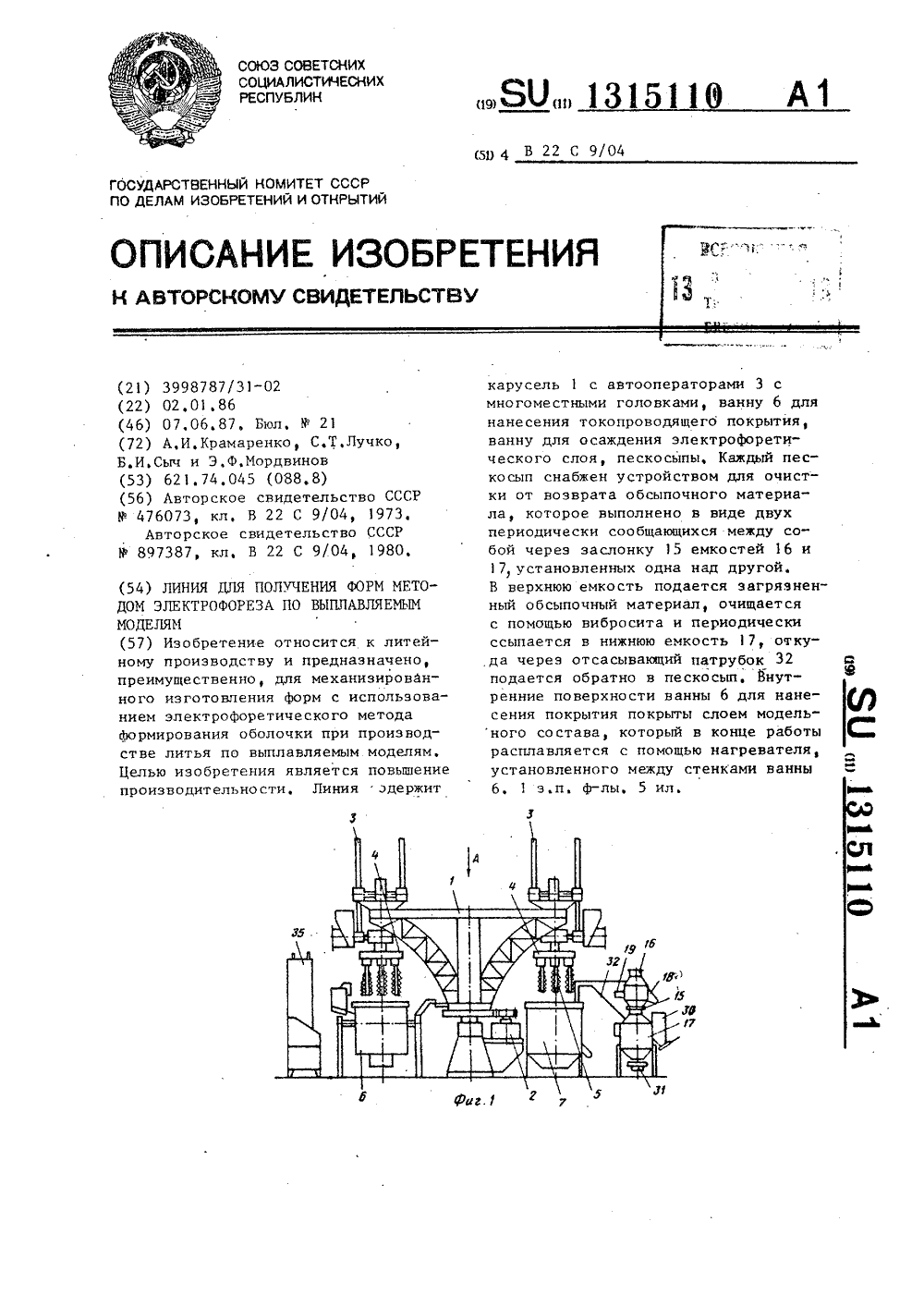
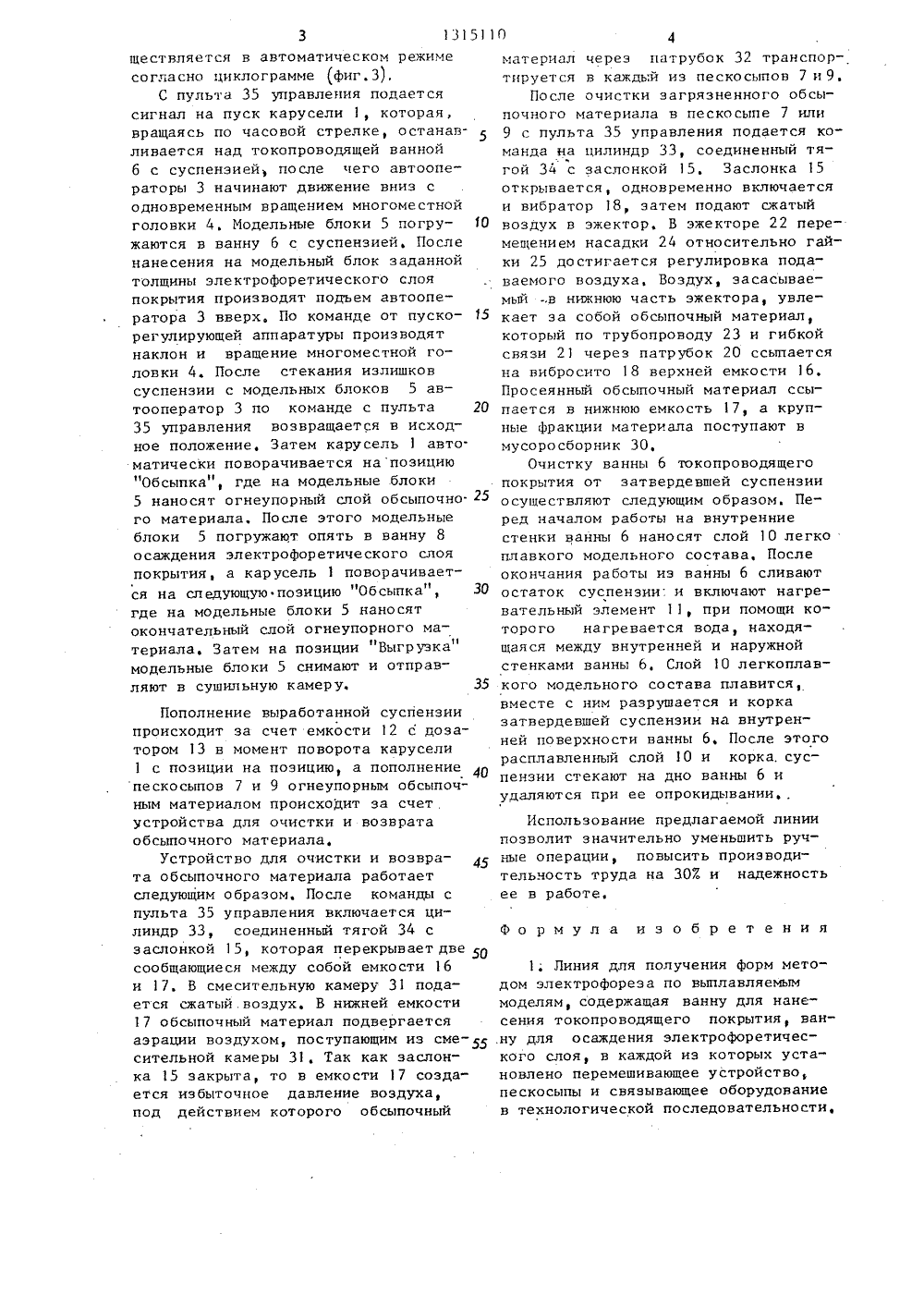
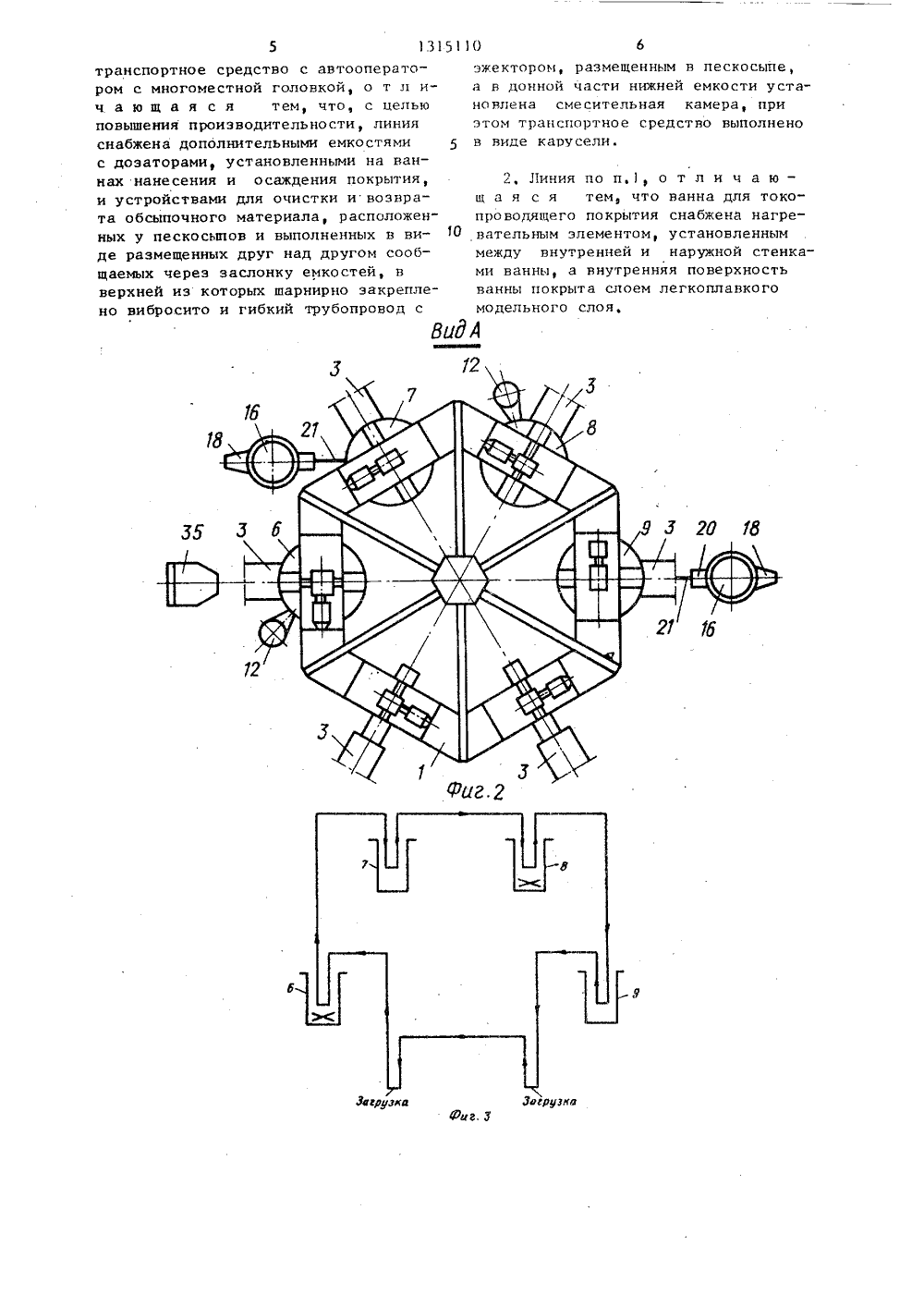
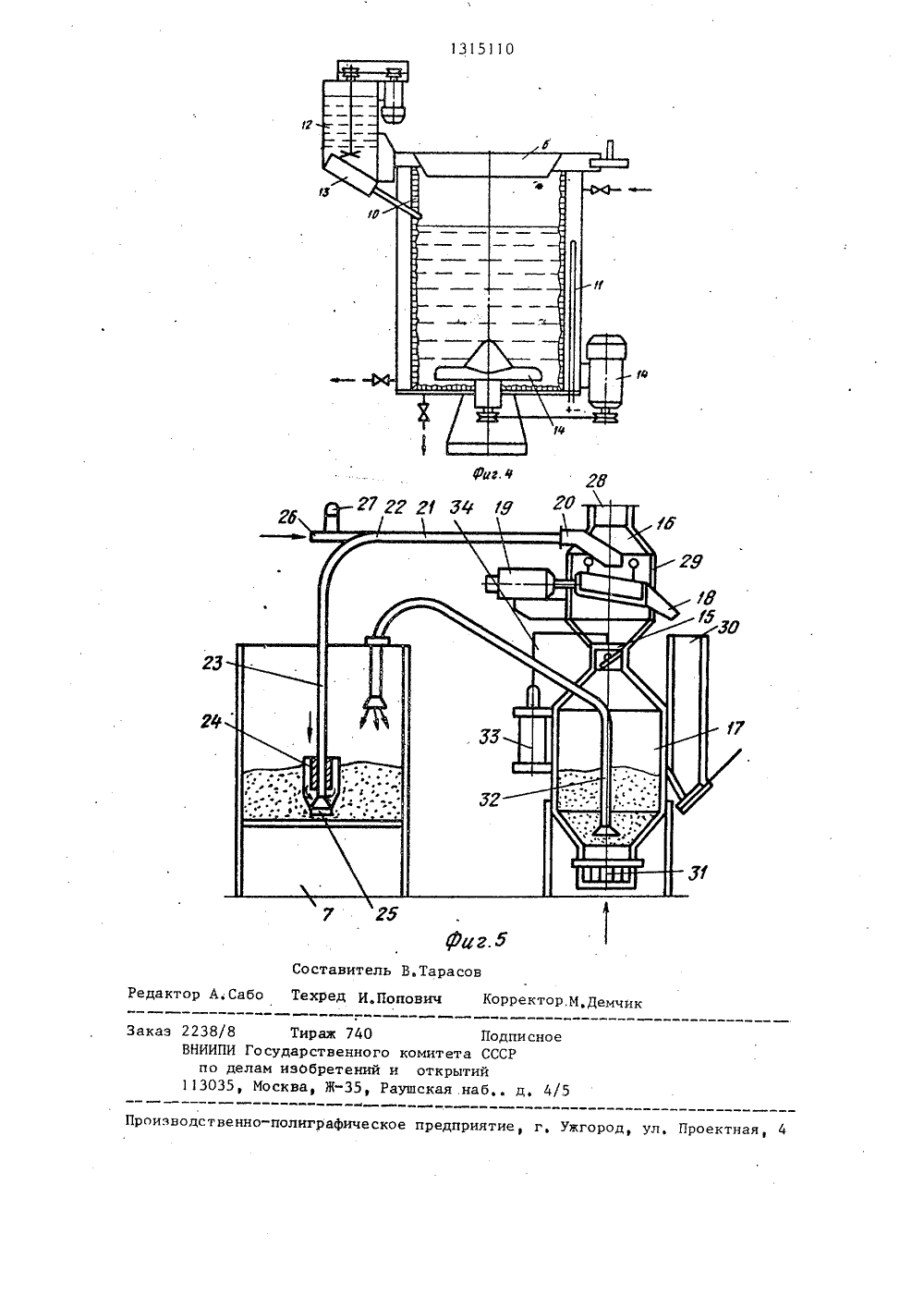
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 19) (И) 9/О 4 В Т СССР ТНРЫТИЙ рыты слоемрый в конце мощью нагре одель- работы ения покрытия става, коляется с ного теля а9 л ванны устан6. ОСУДАРСТНЕННЫЙ НОМИ О ДЕЛАМ ИЗОБРЕТЕНИЙ(56) Авторское свидетельство СССР 9 476073, кл, В 22 С 9/04, 1973,Авторское свидетельство СССР У 897387, кл, В 22 С 9/04, 1980. (54) ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ФОРМ МЕТОДОМ ЭЛЕКТРОФОРЕЗА ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение относится к литейному производству и предназначено, преимущественно, для механизированного изготовления форм с использованием электрофоретического метода формирования оболочки при производстве литья по выплавляемым моделям, Целью изобретения является повьппение производительности. Линия одержит карусель 1 с автооператорами 3 смно гоме стными головками, ванну 6 длянанесения токопроводящего покрытия,ванну для осаждения электрофоретического слоя, пескосыпы, Каждый пескосып снабжен устройством для очистки от возврата обсыпочного материала, которое выполнено в виде двухпериодически сообщающихся между собой через заслонку 15 емкостей 16 и17, установленных одна над другой.В верхнюю емкость подается загрязненный обсыпочный материал, очищаетсяс помощью вибросита и периодическиссыпается в нижнюю емкость 17, откуда через отсасывающий патрубок 32подается обратно в пескосып, Внутренние поверхности ванны б для наненного между стенкаф-лы, 5 ил.5110 50 55 1 131Изобретение относится к литейномупроизводству и предназначено, преимущественно, для механизированногоизготовления форм с испопьэованиемэлектрофоретического метода формирования оболочки при производствелитья по выплавляемым моделям.Цель изобретения - повышение производительности,На фиг,1 изображена линия, общийвид; на фиг.2 " вид А на фиг.1; нафиг.3 - циклограмма работы линии вавтоматическом режиме; на фиг,4 -ванна для токопроводящей суспензии;на фиг,5 - устройство для очисткии возврата обсыпочного материала,Линия содержит транспортное средство, выполненное в виде карусели1, которая приводится во вращательное движение приводом 2. В верхнейчасти карусели 1 закреплены шестьавтооператоров 3, каждый из которыхснабжен многоместной головкой 4 дляподвески модельных блоков 5, По ходутехнологического йроцесса на линиирасположены ванна 6 для нанесениятокопроводящего покрытия, пескосып7, ванна 8 для осаждения электрофоретического слоя покрытия и пескосып9. Над центрами ванны б для нанесения токопроводящего покрытия расположены модельные блоки 5, Ванны 6 и8 выполнены цилиндрической формы,Между внутренней и наружной стенка,.ми ванн 6 и 8 имеется полость, в которую подается вода под давлениемдля охлаждения суспензии, На внутренние стенки ванны 6 токопроводящегоцокрытия дополнительно нанесен слой10 легкоплавкого модельного состава,а между ее внутренней и наружнойстенками установлен нагревательныйэлемент 11 для нагрева воды, Над каждой ванной установлена емкость 12с доэатором 13 для пополнения суспенэии в ваннах 6 и 8, Для равномерногоперемешивания суспензий ванны 6 и 8оборудованы перемешивающими устройствами 14, которые размещены в ихдонной части,Пе ско сыпы 7 и 9 преднаэ начены для эакрепления в "кипящем слоетокопроводящего и форетического слоев огнеупорным обсыпочным материалом. Для пополнения пескосыпов 7 и 9 огнеупорным обсыпочным материалом каждый иэ них дополнительно снабжен устройством для очистки и воэврата обсыпочного материала, выполненным в ви"де двух периодически сообщающихсямежду собой через заслонку 15 емкостей: верхней 16 и нижней 17, В верхней емкости 16 шарнирно установлено вибросито 18 которое приводится вколебательное движение вибратором19. Вибратор 19 установлен с наружной стороны верхней емкости 16, которая через патрубок 20 соединена гиб"кой связью 21 с эжектором 22, Эжектор22 выполнен в виде трубопровода 23,в нижней части которого имеется насадка 24 и гайка 25, а в верхнейчасти - патрубок 26 с дросселем 27для подсоса воздуха, В, емко ти 16предусмотрены окно 28 для отсоса пыли и окно 29 для выброса отходовкрупных фракций в мусоросборник 30.Мусоросборник 30 установлен с наружной стороны нижней емкости 17. В донной части некией емкости 17 расположена смесиельная камера 31:, выполненная в виде цилиндра, разделенногона сектора, к каждому из которых .индивидуально подведен воздух длясоздания равномерного давления в камере, Над камерой 31 установлен отсасывающий патрубок 32 для перекачи вания просеянного материала, С наруж-ной стороны емкости 16 симметричноиусоросборнику 30 размещен цилиндр33, Цилиндр 33 соединен тягой 34 сзаслонкой 15,35 1Для управления вибратором 16,цилиндром 32 и регулирования давления в смесительной камере 31 устройство для очистки и возврата обсыпочного материала оборудовано пуско"регулирующей аппаратурой (не показано), Пуск линии, осуществляется с пульта 35 управления,Процесс изготовления форм на линии осуществляется следующим образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего автооператоры 3 начинают движение вниз с одновременным вращением многоместной голонки 4, Модельные блоки 5 погру жаются в ванну 6 с суспензией, После нанесения на модельный блок заданной толщины электрофоретического слоя покрытия производят подъем автооператора 3 вверх, По команде от пуско регулирующей аппаратуры производят наклон и вращение многоместной головки 4. После стекания излишков суспензии с модельных блоков 5 автооператор 3 по команде с пульта 20 35 управления возвращается в исходное положение, Затем карусель 1 авто. матически поворачивается напозициюОбсыпка где на модельные блоки 5 наносят огнеупорный слой обсыпочно 25 го материала, После этого модельные блоки 5 погружают опять в ванну 8 осаждения электрофоретического слоя покрытия, а карусель 1 поворачивается на следующуюпозицию "Обсыпка", 30 где на модельные блоки 5 наносят окончательный слой огнеупорного материала, Затем на позиции вВыгруэка" модельные блоки 5 снимают и отправляют в сушильную камеру, 35 Пополнение выработанной суспензиипроисходит за счет емкости 12 с дозатором 13 в момент поворота карусели1 с позиции на позицию, а пополнениепескосыпов 7 и 9 огнеупорным обсыпочным материалом происходит за счетустройства для очистки и возвратаобсыпочного материала,УстроистВО для Очистки и ВозВРата обсыпочного материала работаетследующим образом, После команды спульта 35 управления включается цилиндр 33, соединенный тягой 34 сзаслонкой 15 у которая прерыВает ДВе 50сообщающиеся между собой емкости 16и 17, В смесительную камеру 31 подается сжатый. воздух, В нижней емкости17 обсыпочный материал подвергаетсяаэрации воздухом, поступающим из сме сительной камеры 31, Так как заслонка 15 закрыта, то в емкости 17 создается избыточное давление воздуха,под действием которого обсыпочный материал через патрубок 32 транспортируется в каждый из пескосыпов 7 и 9,После очистки загрязненного обсыпочного материала в пескосыпе 7 или 9 с пульта 35 управления подается ко" манда на цилиндр 33, соединенный тягой 34 с заслонкой 15, Заслонка 15 открывается, одновременно включаетсяи вибратор 18, затем подают сжатыйвоздух в эжектор, В эжекторе 22 перемещением насадки 24 относительно гайки 25 достигается регулировка подаваемого воздуха, Воздух, засасываемый -,в нижнюю часть эжектора, увлекает эа собой обсыпочный материал,который по трубопроводу 23 и гибкойсвязи 21 через патрубок 20 ссыпаетсяна вибросито 18 верхней емкости 16,Просеянный обсыпочный материал ссыпается в нижнюю емкость 17, а крупные фракции материала поступают вмусоросборник 30,Очистку ванны 6 токопроводящегопокрытия от затвердевшей суспензииосуществляют следующим образом, Перед началом работы на внутренниестенки ванны б наносят слой 10 легкоплавкого модельного состава, Послеокончания работы иэ ванны 6 сливаютостаток суспензии и включают нагревательный элемент 11, при помощи которого нагревается вода, находящаяся между внутренней и наружнойстенками ванны 6, Слой 1 О легкоплавкого модельного состава плавится,вместе с ним разрушается и корказатвердевшей суспенэии на внутренней поверхности ванны б. После этогорасплавленный слой 10 и корка, суспензии стекают на дно ванны 6 иудаляются при ее опрокидывании Использование предлагаемой линии позволит значительно уменьшить ручные операции, повысить проиэводительчость труда на 307 и надежность ее в работе,Формула изобретения 1; Линия для получения форм методом электрофореза по выплавляемым моделям, содержащая ванну для нанесения токопроводящего покрытия, ван.ну для осаждения электрофоретического слоя, в каждой иэ которых установлено перемешивающее устройство, пескосыпы и связывающее оборудование в технологической последовательности,1.315110 модельного слоя,иг,2 транспортное средство с автооператором с многоместной головкой, о т и ич а ю щ а я с я тем, что, с цепьюповышения производительности, линияснабжена дополнительными емкостямис дозаторами, установленными на ваннах нанесения и осаждения покрытия,и устройствами для очистки ивозврата обсыпочного материала, расположенных у пескосыпов и выполненных в виде размещенных друг над другом сообщаемых через заслонку емкостей, вверхней из которых шарнирно закреплено вибросито и гибкий трубопровод с эжектором, размещенным в пескосыпе,а в донной части нижней емкости установлена смесительная камера, приэтом транспортное средство выполненов виде карусели. 2, Линия по и,), о т л и ч а ю -щ а я с я тем, что ванна для токо- проводящего покрытия снабжена нагре вательным элементом, установленныммежду внутренней и наружной стенками ванны, а внутренняя поверхность ванны покрыта слоем легкоплавкого1 З 15110 оставитель В.Тарас Редактор А,Сабо Техред И.Попович Корректор.М,Демчи аказ Производственно-полиграфическое предприятие, г, Ужгород Проектна 2238/8 Тираж 740 ВНИИПИ Государственногопо делам изОбретений и 113035, Москва, Ж, Ра Подписиитета СССРткрытийкая .наб, д,
СмотретьЗаявка
3998787, 02.01.1986
ПРЕДПРИЯТИЕ ПЯ Г-4585, ПРЕДПРИЯТИЕ ПЯ А-1495, ХАРЬКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
КРАМАРЕНКО АНАТОЛИЙ ИВАНОВИЧ, ЛУЧКО СЕРГЕЙ ТИМОФЕЕВИЧ, СЫЧ БОРИС ИВАНОВИЧ, МОРДВИНОВ ЭДУАРД ФИЛИППОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
Опубликовано: 07.06.1987
Код ссылки
<a href="https://patents.su/5-1315110-liniya-dlya-polucheniya-form-metodom-ehlektroforeza-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Линия для получения форм методом электрофореза по выплавляемым моделям</a>
Покрытие для изготовления химически инертных форм в производстве литья по выплавляемыммоделям

Номер патента: 317464
Опубликовано: 01.01.1971
Авторы: Аверченков, Институт, Цибрик, Червинска, Черненко
Метки: выплавляемыммоделям, инертных, литья, покрытие, производстве, форм, химически
...магнезит после обжига остается рыхлым с наличием неразложившихся карбонатов и обладает повышенной реакционной способностью.Предложенное покрытие позволяет получить контактные слои оболочковой формы химически инертными. В составе покрытия используют химически инертный высокообожженный магнезит, сернокислый магний и минерализатор - двуокись титана. Высокообожженный магнезит является основой покрытия, сер нокислый магний вводят в состав покрытия для получения мелкодисперсной МдО (при температуре 1124 С протекает реакция Мд 504-+ -эМдО+ЬОз), необходимой для активации процесса спекания магнезита при обжиге. Двуокись титана снижает температуру спекания магнезита до 1200 - 1250 С и получают высокопрочное покрытие без изменения химической...
Оснастка для изготовления безопочных форм с вертикальной линией разъема и простановки стержней

Номер патента: 1388178
Опубликовано: 15.04.1988
Авторы: Машин, Скирдов, Федоров, Чикунов
Метки: безопочных, вертикальной, линией, оснастка, простановки, разъема, стержней, форм
...укладываются стержни 10, а на шпильки 8 навешивается фильтроваль ная сетка 11. Во время операции простановки стержня 10 маска 3 стержнеукладчика поджимается к форме 12, Одновременно с простановкой стержней выступ 9 и шпильки 8 маски стержнеукладчика входят в полости формы, образованные выступом 7 и шпилькой 6, При этом часть фильтровальной сетки 11 входит в зазор между полостью формы и выступом 9 стержнеукладчика, а ниж 50 няя часть ее перекрывает литниковый канал 13. В процессе обратного хода стержне- укладчика фильтровальная сетка остается в полости формы,так как сила трения фильтровальной сетки О формовочную смесь превышает силу ее трения о металл. Для того, чтобы сетка гарантийно оставалась в форме при обратном ходе стержнеукладчика,...
Обсыпочный материал при армировании форм в литье по выплавляемым моделям

Номер патента: 706178
Опубликовано: 30.12.1979
Авторы: Агафонов, Евстигнеев, Тимофеев
МПК: B22C 1/00
Метки: армировании, выплавляемым, литье, материал, моделям, обсыпочный, форм
...огнестойких керамических изделий, оГнеупорных красок и т.д. 2). ЗО Однако ее использование в качестве материала обсыпки форм не ликвидирует образование трещин в процессе прокалки.форм без опорного материала,Целью изобретения является повышение прочности и трещиноустойчивости форм до и после их прокаливания,Для достижения данной цели обсып ку .одногоиэ слдев суспензии осуществляют слюдой в виде удлиненных,плас-, тин размером 3-10 мм. Изобретение осуществляется следу- ющим образом.На блок моделей наносят по обычной технологии слой суспензии и обсыпают его кварцевым песком. После сушки первого слоя покрытия наносят таким же путем второй и третий слои с последующей их сушкой. Затем на блок наносят очередной слой суспензии и обсыпают...
Токопроводящее покрытие для изготовления керамических литейных форм

Номер патента: 531626
Опубликовано: 15.10.1976
Авторы: Бушуев, Гарбер, Железнов
МПК: B22C 1/00, B22C 3/00, B22C 9/04
Метки: керамических, литейных, покрытие, токопроводящее, форм
...как черные, так и цветные сплавы, но не обеспечивают получения отливок повышенной размерной точности.Целью изобретенчя является повышение размерной точности отливок, Это дссги ает- ся тем, что токопроводяшее покрытие дополнительно содержит эоль кремниевой кислоты с содержанием в нем двуокиси кремния 25 Вес,% и кристаллический литейный Графит при следующем соотношении игредиенгов, вес,%:531626 физико-механические и технологическиесвойства покрытий даны в табл, 2,Отливки отлитые в керамические формы,полученные электрофорезом с использованиемпредлагаемого токопроводящего покрытияобладают высокой размерной точностью,так как керамическая оболочка не дефорТаблица 1 Ингредиенты Огнеупорный наполните 18 Золь кремниевой ки содержащий 25 вес...
Способ создания противопригарного слоя на рабочей поверхности литейных форм и стержней

Номер патента: 753523
Опубликовано: 07.08.1980
Авторы: Давыдов, Денисов, Попкова, Эльберт
МПК: B22C 3/00
Метки: литейных, поверхности, противопригарного, рабочей, слоя, создания, стержней, форм
...или барбатацией) до образования однородного пенообразного продукта. Пенообраэный продукт наносят на рабочие поверхности форм и стержней обычными способами, В качестве растворителей, кроме воды, могут быть использованы, например, спирт и другие жидкости. Примером реализации предлагаемого способа мо жет служить следующее;Состав используемого покрытия,:Графит черный 56Бентонит 0,5Сульфитно-спиртовая барда 10,5 3Водный раствор сульфанола4-ный 33При перемешив анни в механической пропеллерной мешалке покрытие переходит в пенообразное состояние с З 5 плотностью покрытия - 1,0 г/см ,чеэ рез 1 час - 1,0 г/см, через 3 часа 1 г/смз, через 24 часа,3 г/см;общее содержание влаги в покрытии33-35,Пониженная плотность в первыетри часа является...
Предыдущий патент: Устройство для нанесения пленки на модель при вакуумной формовке
Следующий патент: Машина для изготовления карбамидных стержней
Случайный патент: Устройство для дозирования прутковых заготовок по объему