Способ изготовления форм при литье по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
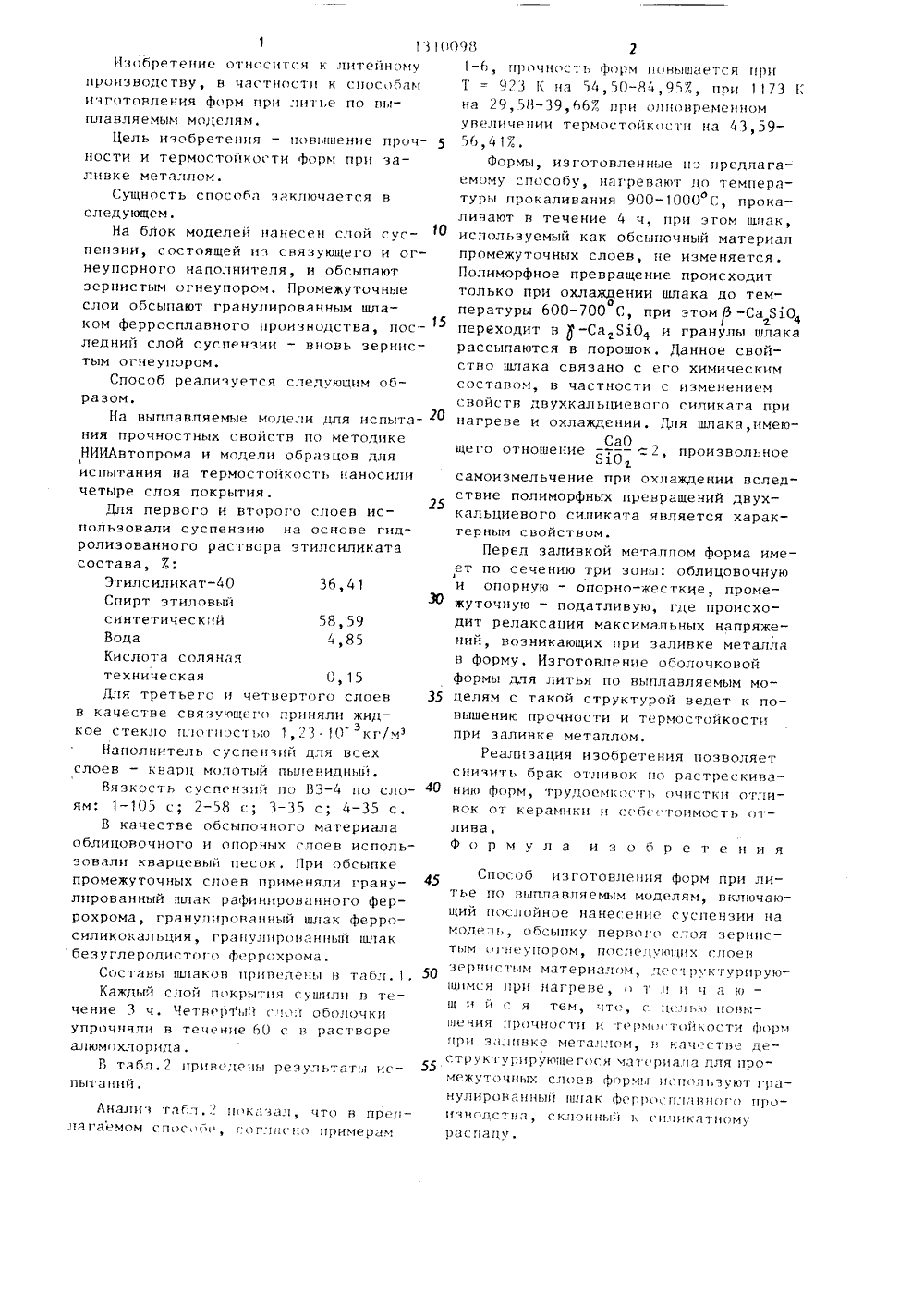
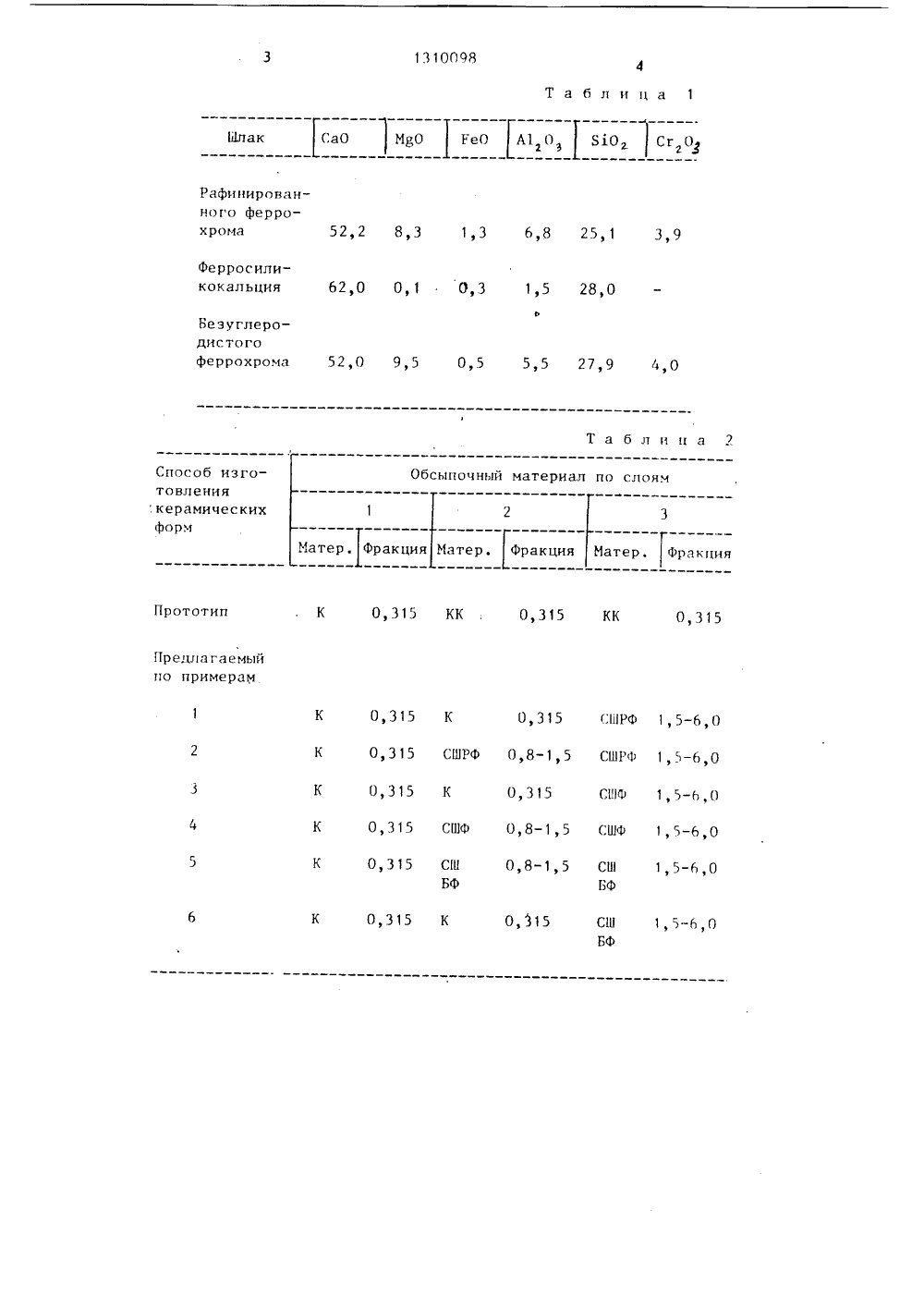
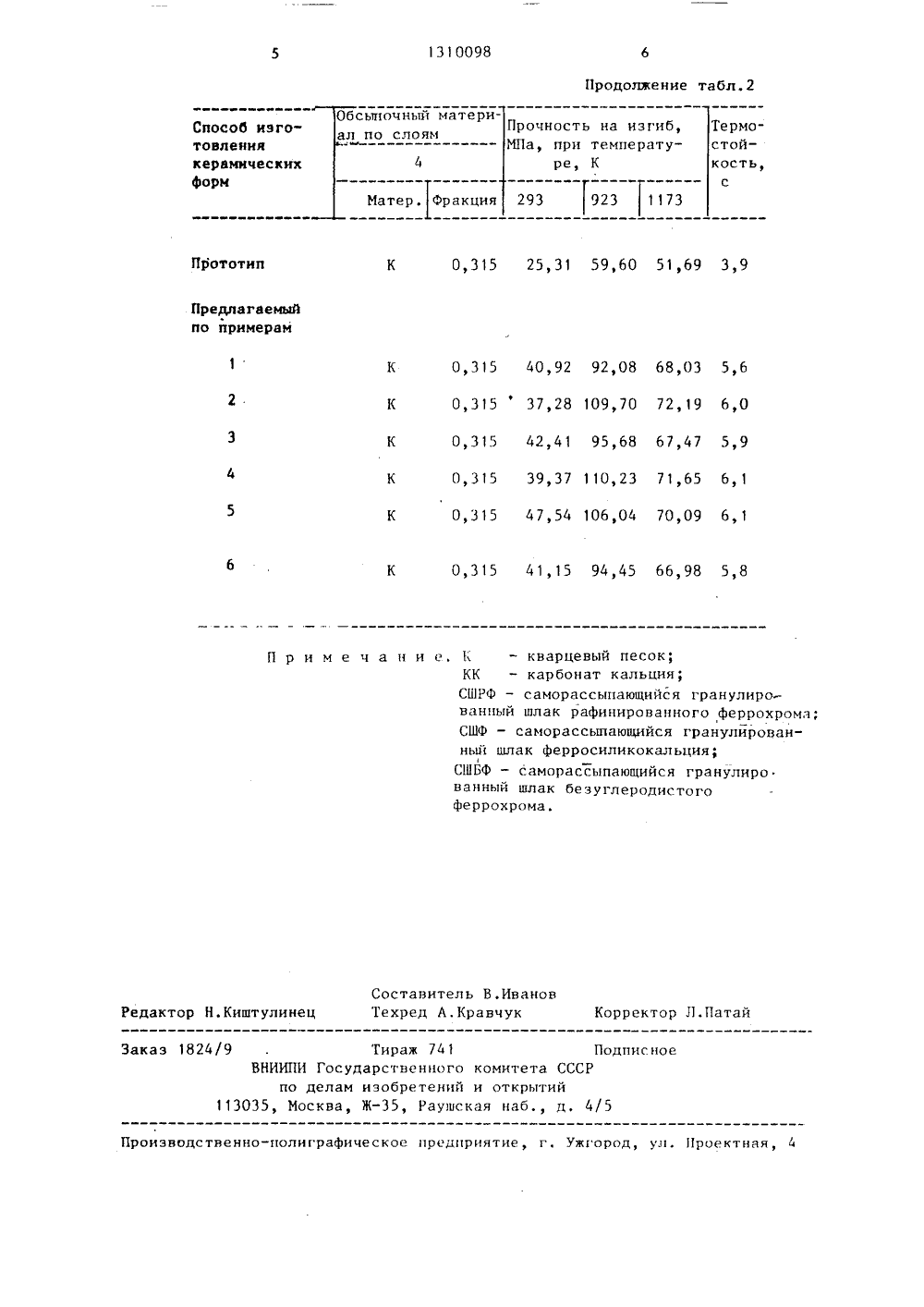
СОЮЗ СО 8 ЕТСКИХСОЦИАЛИСТИЧЕСКРЕСПУБЛИК 19) 59 4 ОПИСАНИЕ ИЗОБРЕТЕНИ пособам изготовления фо л ически сомол ва, нов 045 (088,8)нствование технологичесв в литейном производстЯрославль, 1983, с. 154.свидетельство СССР л. В 22 С 9/04, 1982.(57) Изобретение относитлитейного производства,1 Я ФОРМ ПРИМОДЕЛЯМ ся к област в частности ОСУДАРСТ 8 ЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ А ВТОРСКОМУ С 8 ИДЕТЕЛЬСТВУ(72) И.П.Васин, Т.М.ЕвсееВ.А.Лонзингер, Е.Ф.АверьяА.Н,Сезганов, Л.Д.Розовски Е.В.Хохлова1.74. тье по выплавленным моделям. Цель изобретения - повышение прочности и термостойкости форм при заливке мегаллом. Это достигается тем, что на блок моделей наносят послойные покрытия, обсыпаемые различными материалами. Первый и последний слои обсыпают зернистым огнеупором, промежуточные слои - гранулированным шпаком ферросплавного производства.Промежуточные слои после прокаливанияо формы и охлаждения их до 600-700 С перед заливкой металла деструктурируются из-за перехода / -Са 810 шлака в-Са 810,1 с рассыпанием гранул шлака в порошок. Форма перед заливкой имеет три зоны: облицовочную и опорную - опорно-жесткие и промежуточную - податливую. 2 табл. С1310098 2 Изобретение относится к питейному проиэво;тству, в чагтцосттт к сцостблм изготовления форм при:титье по выппавляемым моделям,Цель изобрететтття - повышение прочности и термостойкоти Форм при за 51015 следующем.На блок моделей нанесен слой сугпенэии, состоящей иэ связующего и огнеупорного наполнитепя, и обсыпают зернистым огнеупором. Промежуточные слои обсыпают гранупированным шлаком ферросплавного производства, последний слой суспензии - вцовь зернистым огнеупором,Способ реализуется следующим образом.На выплавляемые модели для испытания прочностных свойств по методикеНИИЛвтопрома и модели обрттзгтов дляиспытания ца термостойкость наносили четыре слоя покрытия.Для первого и второго слоев использовали суспензию на осцове гидролизованного раствора этилсиликата состава, 7:Этилсиликлт36,41Спирт этиловыйсинтетическттй 58,59Вода 4,85Кислота солянаятехническая 0,15Дпя третьего и четвертого слоев в качестве связующегст приняли жидкое стекло ппогцостью 1,23 1 О кг/мНаполнитель гуспецзий дпя всех слоев - кварц молотый пыпевидньти.Вязкость суспензттй по В 3-4 по слоям: 1 в 1 с; 2-58 с; 3-35 с; 4-35 с.В качестве обсыпочного материала облицовочного и опорных слоев использовали кварцевьттт песок. При обсыпке промежуточных слоев применяли гранулированцый шпак рафинированного феррохрома, гранупироваццый шлак ферросиликокальдия, грдцупцровднцый шлак безуглеродистого феррохрома.Составы шпаков приведены в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це изменяется.Попиморфное превращение происходиттолько при охлаждении шлака до темопературы 600-700 С, при этом ф -Са Бг 01переходит в -Са 510 и гранулы шлакарассыпаются в порошок. Данное свойство шлака связано с его химическим составом, в частности с изменением свойств двухкальдиевого силиката при нагреве и охлаждении. Для шлака, имеюСаОщего отношение -т: 2 произвольное810,самоизмельчение при охлаждении вследствие полиморфных превращений двухкдльциевого силиката является характерным свойством.Перед заливкой металлом форма имеет по сечению три зоны: облицовочную и опорную - опорно-жесткИе, промежуточную - податливую, где происходит релаксация максимальных напряжений, возникающих при заливке металла в форму. Изготовление оболочковой формы для литья по выплавляемым моделям с такой структурой ведет к повышению прочности и термостойкости при заливке металлом.Реализация изобретения позволяет снизить брак отливок по рдгтрескивднию форм, трудоемкогтв очистки отливок от керамики и с.с бс тоимость отпива,Формула и з о б р е т е ц и я Способ изготовления форм при питье по выплавляемым моделям, включающий послойное нанесение. Гуспензии ца модель, обсыпку первого слоя зерцистьтм огцеуцором, птс.тс,тующих с.поев зернистым мдтеридпом, дс с тр, ктурттрующттмся прц цаг реве, т т т тт ч д нт щ и й с я тем, что, с д пьн иовытиения црочногтц и герм тойногти форм цри з;птнвке метдтт.том, в кдч.стве демежуточцых слоев фор"ты ц птпьзунтт грдцупировлццый шлак фсрр гтплттцогст проттзттодстттл р Гкттсцттый н Гтттттклтцому рдс.патту.0,315 1,5-6,0 Рафинированного феррохрома с ГаОСгОя 52,2 8,3 1,3 6,8 25,1 62,0 О,1 0,3 1,5 28,0 Обсыпочный материал по слоям 0,315 К 0,315 СЫРФ 1,5-6,0 0,315 СШРФ 0,8-1,5 СШРФ 0,3 15 К 0,315 СШФ 0,315 СШФ 0,8-1,5 СШФ1310098 Продолжение табл.2 очный материПрочность на изги МПа, при температ Термо- стойлоял кос К923 1173 293 атер. Фракци Прототи 5,31 59,60 51,69 3 Предлагаемый по йримерам 315 40,92 92,08 68,0 0,315 37,28 109,70 7 6,2,41 95,68 67,47 5,9,37 110,23 71,65 б,7,54 106,04 70,09 6,0,315 К 15 41,15 94,45 66,98 сок; цевыи п онат ка ква КК - кар СШРФ - сам ванный шла риме чание ьция, ийся рассыпа рафини анн йс амо к ф каль й- само й шлак зуглеродист рохрома. Составитель В.ИваноТехред Д.Кравчук орректор Л.Латай актор Н.Киштулинец Заказ 18 Тираж 7 рственн Подписноо комитета СССРй и открытий м изобретен Ж, Рау ская на л. Проектная, 4 Производственно-полиграфическое предприятие, г. Ужго Способ изготовлеииякерамическихформ ВНИИПИ Госу по дела 035, Москва0,31 0,31 СШФный шлШБФанны ссыпаю росили ассыпа гранулирого феррохромз ранулйрованияфгранулиро
СмотретьЗаявка
3915600, 26.06.1985
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ВАСИН ЮРИЙ ПЕТРОВИЧ, ЕВСЕЕВА ТАТЬЯНА МОПРОВНА, ЛОНЗИНГЕР ВЛАДИМИР АЛЕКСАНДРОВИЧ, АВЕРЬЯНОВ ЕВГЕНИЙ ФЕДОРОВИЧ, СЕЗГАНОВ АЛЕКСАНДР НИКОЛАЕВИЧ, РОЗОВСКИЙ ЛЕОНИД ДАВЫДОВИЧ, ХОХЛОВА ЕКАТЕРИНА ВАСИЛЬЕВНА
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
Опубликовано: 15.05.1987
Код ссылки
<a href="https://patents.su/4-1310098-sposob-izgotovleniya-form-pri-lite-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм при литье по выплавляемым моделям</a>
Способ изготовления литейных форм по разовым моделям
Номер патента: 703216
Опубликовано: 15.12.1979
Авторы: Бандуркин, Гаврилов, Мяснянкин, Никифоров
МПК: B22C 9/04
Метки: литейных, моделям, разовым, форм
...способ изготовления форм поразовым моделям, включающий послойноенанесение керамики, введение зернистогомодификатора в поверхностный рабочийслой формы и удаление модели 11.При осуществлении известного способа,на модель наносят слой суспензии пылевидного огнеупора в связующем, поверх которого присыпают зернистый модификатор и затем наносят остальные слои оболочки. Такимобразом, в форме, полученной известнымспособом, между модификатором и жидкимметаллом находится слой керамики, которыйснижает эффективность поверхностного модифицирования отливок.Целью изобретения является повышениеэффективности поверхностного модифицирования.Поставленная цзернистый модиф ель достигается тем, что икатор предварительно рилов, П. А. Никифоров,В. В....
Способ получения комбинированных керамизированных форм по постоянным моделям

Номер патента: 1135525
Опубликовано: 23.01.1985
Авторы: Горин, Иванова, Каркин, Оболенцев, Савченко
МПК: B22C 9/00
Метки: керамизированных, комбинированных, моделям, постоянным, форм
...в отличие от массивного гипсового куска, стабилизирующего своиразмеры после эатвердевания,Целью изобретения является улучшение качества Формы за счет предотвращения ее подрыва при выеме модели путем уменьшения сил сцепления между затвердевшим керамизированным облицовочньсч слоем и моделью,Эта цель достигается тем, что согласно способу получения комбиниро"ванных керамиэированных Форм по постоянным моделям, включающему изготов"ление опорной части формы, смазкумодели разделительным слоем, сборкуопорной части формы и модели, заливку суспензии в зазор между опорнойчастью формы и моделью для формирования керамиэированного слоя. затвердевание облицовочного слоя и удаление модели, заливку суспензии в зазор между опорной частью формы...
Литниковая система для сифонной заливки керамических форм

Номер патента: 1720782
Опубликовано: 23.03.1992
Авторы: Леушин, Нищенков, Тимофеев, Трифонов
МПК: B22C 9/08
Метки: заливки, керамических, литниковая, сифонной, форм
...о фильтрующий элемент и снижения турбулентности потока, позволяет применить фильтры с меньшими пропускными отверстиями, чем при установке фильтрующего элемента в прямом стояке, вследствие уменьшения вторичного шлакообразования, Кроме того, установка фильтрующего элемента около питателей уменьшает загрязнение отливок неметаллическими включениями (вторичными шлаками и пленами), образующимися во время течения профильтрованного расплава в форме в некоторых зонах литниковой системы из-за завихрений и местных гидравлических микроударов.Данная конструкция предполагает установку фильтра после вытапливания модельного состава, что обеспечивает более полное удаление последнего из оболочки по сравнению с вариантом установки фильтра...
Устройство для заливки оболочковых форм

Номер патента: 470351
Опубликовано: 15.05.1975
Автор: Болотский
МПК: B22C 13/08
Метки: заливки, оболочковых, форм
...к браку отливок по газовым раковинам; усложняется механизация и автоматизация процесса литья, увеличиваются грузопотоки, связанные с транспортировкой опорных сыпучих материаов,Цель изобретения - повышение равноме ости распределения давления по поверхнос оболочковых форм. В предлагаемом устройстве это достигается тем, что опорный элементвыполнен в виде сфероидальных термостойкихшипов, жестко установленных на рабочей по 5 верхности эластичных диафрагм.На чертеже изображено предлагаемое устройство.В контейнере 1 устройства установленыоболочковые полуформы 2. К, стенкам контей 0 нера прикреплена эластичная диафрагма 3,на рабочей поверхности которой жестко установлены опорные элементы, выполненные ввиде сфероидальных термостойких шипов...
Устройство для заливки литейных форм

Номер патента: 1733191
Опубликовано: 15.05.1992
МПК: B22D 35/04
Метки: заливки, литейных, форм
...16, перекинутый через блок 15, и груз 17. Один конец троса прикреплен к каретке, ко второму концу троса прикреплен груз. Конструкция узла возврата может быть выполнена с использованием пружины, силового:цилиндра или любого другого . иривода.Установка работает следующим образом.При подходе незалитой формы 9 включается один из приводов 12, который перемещает фиксатор 10 в зазор между формами. Направление перемещения формы показано стрелкой. В момент касания фиксатора формы происходит совмещение50 зволяет уменьшить объем литниковой чашиформы и, как следствие, массу литниковой системы отливки.Формула изобретения Устройство для заливки литейных форм, 55 расположенных на тележках непрерывнодвижущегося конвейера, содержащее раздаточную...
Предыдущий патент: Оснастка для вакуумной формовки
Следующий патент: Литейная форма
Случайный патент: Способ определения физического состояния организма