C21D — Изменение физической структуры черных металлов; устройства общего назначения для термообработки черных или цветных металлов или сплавов; придание ковкости металлам путем обезуглероживания, отпуска или других видов обработки
Агрегат для закалки инструмента

Номер патента: 268604
Опубликовано: 01.01.1970
Авторы: Белкин, Подгурский
МПК: C21D 9/18, F27B 19/02
Метки: агрегат, закалки, инструмента
...- охустройства, хлаждения. из бункера ется следующим Закалка ной атмосф тролируемо На фиг. регата; на вательной фиг. 3 - п лаждающе Агрегат нагревател Загрузочтельский инструментальный инст 1, в дне которого в специальной обойме 2 имеется вал Здля укладки инструмента в один ряд на под нагревательного устройства. Нагревательная камера представляет собой металли ческий кожух 4, футерованный теплоизоляционной 5 и огнеупорной кладкой б. Под камеры имеет гребенку из неподвижных 7 и подвижных 8 плит, расположенных так, что каждая неподвижная плита находится между под вижными. Верхние ребра плит имеют поперечные канавки 9. Подвижные плиты смонтированы в каркасе 10.Для нагрева камеры применены силитовыенагреватели 11 (нагреватели могут быть вы...
Устройство для термообработки проката

Номер патента: 269183
Опубликовано: 01.01.1970
Автор: Луженовский
МПК: C21D 1/02
Метки: проката, термообработки
...сопла б и б, между которыми ее стенка снабжена отверстием а.При работе движущийся прокат на первом 0 перфорированном участке проводки 2 охлаждается душированием, причем тонкие струи подаваемого под давлением хладагента разрушают образующуюся паровую рубашку. В конце этого участка полость проводки пере полняется хладагентом, в,результате чего оннаходится под некоторым избыточным давлением.На втором перфорированном участке происходит сброс частей хладагента и ликвидация 0 избыточного давления в проводке.269183 Предмет изобретения Составитель Л. Ермакова Тскред Л. Я. Левина Редактор Т. фадеева Корректор О. И. Усова Заказ 2006/19 Тираж 480 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква Ж, Раушская...
Способ термической обраборки деталей

Номер патента: 269184
Опубликовано: 01.01.1970
Метки: обраборки, термической
...производят в специальном муфеле под током аргона. Несмотря на принимае мые меры, внешний вид заготовок часто бывает неудовлетворительным из-за пригара к поверхности заготовок закоксовавшихся остатков касторового масла. При этом каждая партия лопаток подвергается 2 - 3-часовому отжигу до 10 раз (после каждого вальцевания), и на замке лопаток, которыигается вальцеванию, получается зтвердость (до 20 ед. НКС).Целью данного изобретения являчение светлой поверхности деталейравномерного распределения твердому сечению. Это достигается тем,вальцовки заготовки лопаток промасляной ванне (веретенное масло)до 120 в 1 С, в течение 10 - 15 лтипереносят в печь, нагретую до 680+держивают в течение 10 - 30 мин,ют на воздухе.Таким образом, отпадает...
Способ обработки стали

Номер патента: 269185
Опубликовано: 01.01.1970
Авторы: Саррак, Суворова, Энтин
МПК: C21D 8/00
Метки: стали
...старения в процессе нагружения, разгружения и охлаждения способствует снижению пластичности.Описываемый способ отличается от известного тем, что пластическую деформацию проводят при нагружении и разгружении в интервале от предела пропорциональности до предела текучести со скоростью нагружения и разгружения не менее 5 10 4 сек - т, а охлаждение - со скоростью не менее 50/мин,Это позволяет повысить предел .текучести при сохранении пластичности, либо повысить пластичность при сохранении предела текучести за счет предотвращения деформационного старения в процессе пластической деформации и охлаждения.Изменение структуры в результате деформации при повышенной температуре обеспечивает однородное распределение напряжений; в то же время...
269187

Номер патента: 269187
Опубликовано: 01.01.1970
Авторы: Коссович, Николаева, Прибылен, Смольников, Эскин
МПК: C21D 9/20
Метки: 269187
...ических и эксплуатаку осуществлятся сизотермической вымин при температупроводят в интервале выдержкой 6 - 12 минием в воде. Изобретение относится к области термической обработки деталей из среднеуглеродистых низколегированных сталей, преимущественно слесарно-монтажного инструмента, в частности, гаечных ключей. 5Известны способы термической обработки гаечных ключей, изготовленных из среднеуглеродистых хромистых и хромованадиевых сталей (40 Х и 40 ХФА), заключающиеся в закалке с температуры 840 - 880 С с охлажде нием в масле и отпуске в воздушных печах при 400 - 450 С в течение 30 - 60 мин. В результате такой термообработки гаечные ключи имеют низкую прочность и малую стойкость в эксплуатации.15Описываемый способ отличается тем, что...
Вакуумная печь для непрерывной термообработкипроволоки

Номер патента: 269188
Опубликовано: 01.01.1970
Авторы: Зацепин, Зиновьев, Киреев, Клековкин, Козлов, Кулеша, Морозов, Петров, Соколов
Метки: вакуумная, непрерывной, печь, термообработкипроволоки
...вставляются сменныепобедитовые фцльтрьц калцбо отверстий кото 10 пых выбивается так, чтобы обеспечить свободное перемещение проволоки прц минимальномзазоре между стенками отверстия ц поверхностью проволоки. Камера нагрева имеет люки, открывающие доступ к контактным уст 15 ройствам .9 и 10. Напря)кение к контактам 9подводится гибкой шиной от токоввода 14,выведенного цз корпуса камеры нагрева. Вто.рой контакт 10 заземлен.Блок контактного устройства 9 (см. фиг. 2)20 состоит цз двух систем ро,чиков: основной ивспомогательной,Основную систему составляют две пары роликов 15 и 1 б, закрепленных на стойке 17. Ихоси пара,члельны одна другой. Ролики 15 мо 25 гут перемещаться по вертикали ц под децствцем прл)кин 18 прижимаются к нц)книмроликам 1 б....
В. п. в. м. иващенко, в. н. святченко и ю. э. борковсbvii b-. it-pgthtio. -тlxuйvecl; л•яе«ьлиотекачг
Номер патента: 269962
Опубликовано: 01.01.1970
Авторы: Жуков, Стародубов, Стычинский
МПК: C21D 1/62, F27B 19/02
Метки: it-pgthtio, борковсbvii, иващенко, л•яе«ьлиотекачг, святченко, тlxuйvecl
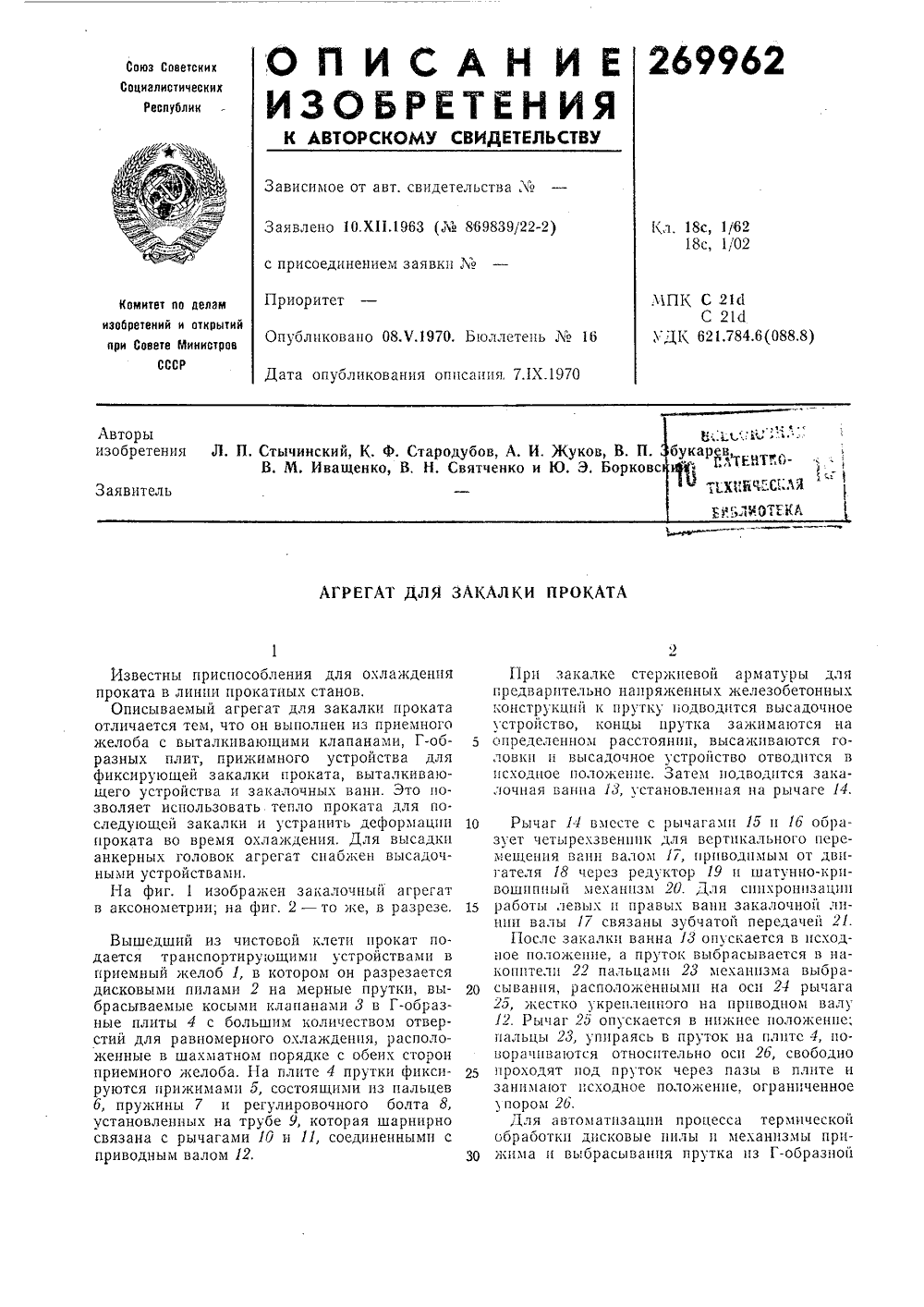
...шарнирно связана с рычагами 10 и 11, соединенными с приводным валом 12, 30 При закалке стержневой арматуры для предварительно напряженных железобетонных конструкций к прутку подводится высадочноестроиство, онцы прутка зажимаются на определенном расстоянии, высаживаются головки и высадочное устройство отводится в исходное положение. Затем подводится закалочная ьанна 18, установленная на рычаге 14. Рычаг 14 вместе с рычагами 15 и 16 образует четырехзвенник для вертикального перемещения ванн валом 17, приводимым от двигателя 18 чсрсз редуктор 19 и шатунно-кривошппный механизм 20. Для синхронизации работы левых и правых ванн закалочной линии валы 17 связаны зубчатой передачей 21.После закалки ванна 18 опускается в исходное положение, а...
Способ обработки деталей

Номер патента: 269963
Опубликовано: 01.01.1970
Авторы: Адамовский, Виницкий, Кировоградский, Малинов, Мошн, Солтысик, Черновицкий, Яненский
...С, закаливают в масле и отпускают при 140 - 160 С в течение 1,5 - 2 час. Это позволяет повысить износостойкость клиньев вяжущих систем трикотажных машин,Пр им ер. Клинья, изготовленные из высокоуглеродистой или цементированной низко- углеродистой стали, подвергают диффузионному хромированию в твердой порошкообразной насыщающей смеси по известному способу для получения карбидного слоя толщиной 30 - 40 лгк. Микротвердость его составляет Е 1=1700 - 1800 кг/лглг. Подслой, примыкающий к карбидной зоне, представляет собой легированный хромом эвтектоид с микротвердостью Н=460 - 480 кг/лглг 2.Хромированные клинья нагревают до 900 - 920 С, выдерживают при этой температуре 1,5 - 2 час, закаливают в масле с предварительным подстуживанием на воздухе...
Устройство для упрочнения деталей

Номер патента: 269964
Опубликовано: 01.01.1970
Авторы: Давыдов, Еременко, Завод, Зобнин, Кораблин, Семенов
МПК: C21D 7/06
Метки: упрочнения
...соответствующий припуск подупрочненпе, следовательно, ролцки в состоянии захватить только торец вала, потому что профиль впадины шлицевого вала меньше профиля упрочцяющего ролика.25 Включают верхний шток гидропресса, который с определенной скоростью и усилием начинает перемешать вал в осевом направлении; шлицы вала давят ца упрочцяющие ролики, за счет трения начинают вращать их; Зо ролики, прокатываясь между цлицаоти, по верхностно пластически деформируют их (вдавливают оставленный припуск), тем са. мым уирочняют шлицы и обеспечивают заданные размеры и чистоту рабочих поверхностей шлица. Для обеспечения гребуемой точности шлицев иа валах при их упрочиении узлы роликов регулируют в радиальном и тапгспци. альных направлениях.Узел...
Устройство для термообработки

Номер патента: 269966
Опубликовано: 01.01.1970
Авторы: Гольденфарб, Завод, Некрашенко, Писарев, Проценко, Фесенко
Метки: термообработки
...выходе ряспределцтечя установлен клапан б чля регулирования ооъемя проходящих через пего газов,Для устранения потерь тепла термообрабатываемый коллектор снаружи с двтх сторон обложен щитами о с теплоцзоляццей. Снизу между щитами образуется щель для подсоса охлаждающего воздуха, которая перекрывается заслонкой 7.Переход 8 и труба 9 на катках служат длявыхода отработанных газов. Щиты и трубный блок опцра 1 отся ца раму 10. Места сопрякецця уп.чотняются асбестовыми шнурами. Наблюдение за горением ц нагревом ведется через гчядечкх 11Между входной частью распределцте,чя горячих газов и внутренней поверхностью термообрабятывяемого коллектора размещена трубка 12 с соплом для выхода горючего газа.направленного по касате,чьцой к вцутреннеи...
Способ повышения стойкости ударно-динамических винтовых цилиндрических пружин сжатия

Номер патента: 269970
Опубликовано: 01.01.1970
Автор: Шалим
МПК: C21D 7/06
Метки: винтовых, повышения, пружин, сжатия, стойкости, ударно-динамических, цилиндрических
...возникшей при закалке на высокую твердость, пружины подвергают дробеструйной обработке,При таком способе повышения выносливости стальной проволоки оптимальные размеры пружины могут быть выбраны по тем более высоким напряжениям т, чем выше скорость о, нагружения, и определяться по формуле где тз - напряжение сдвига при рабочем сжатии; 6 - модуль сдвига; 5 - плотность материала пружины.На чертеже дан график результатов испытания пружин с различными скоростями ос нагружения и максимальными напряженияПо осп абцисс расположены цифры, обозначающие количество ударов на стенде; по оси 5 ординат - цифры, обозначающие осадку пружин, л.ц. Например, при осадке пружин в интервале от 10 до 20 .цл т,=93 кг лица и е =11,5 леек; при осадке пружин в...
Способ повышения прочности сварных соединений

Номер патента: 270771
Опубликовано: 01.01.1970
Автор: Финкельштейн
Метки: повышения, прочности, сварных, соединений
...окисления пс различнымрежимам для соединяемых поверхностей деталей.Наличие градиента концентрации вакансийна соединяемых поверхностях обуславливаетускорение диффузионных процессов и, следовательно, ускорение залечивания пор в зоце 20соединения.Примером осуществления способа повышения прочности сварного соединения являетсядиффузионная сварка стали на воздухе. Присварке двух деталей из стали 50 ХГА, одна из 25которых закалена (НКС 55 - 57), а другаянормализована (НКС 25 - 27), предел прочности на разрыв составляет 32 кг/ця-, в товремя как после термической обработки поодинаковым для свариваемых деталей режи- З 0мам предел прочности 10 - 12 кг/мл 2,Сварка проводится по оежиму: 1=850 С, Р=З кг/ц.ц-, т=5 цин. Окисление одной из сварцваемых...
Многороликовое обкатное устройство для чистовой обработки цилиндрических поверхностей деталей

Номер патента: 270772
Опубликовано: 01.01.1970
Авторы: Гиндин, Лашко, Шахов, Школьни
МПК: C21D 7/04
Метки: многороликовое, обкатное, поверхностей, цилиндрических, чистовой
...продольного суппорта станка, к которому она прикреплена. Люнеты 21 установлены на плите 22 и служат для загрузки и предварительной центровки детали 8. Патрон 23 с центровиком 24 закреплен на шпинделе станка и используется для установки и центрирования детали 8, Для равномерности упрочнения, контролирования и регулирования давления роликов 5 и 7 установлено и включено в электросистему станка реле давления 25. С этой же целью последовательно расположен регулятор давления воздуха 2 б с манометром. В каналы ппевмогидроцилиндра помещены краны 27 и 28, которые соответственно перекрываются при необходимости обработки только одной поверхности (наружной или внутренней).Для одновременной обработки наружных и внутренних кромок отверстий,...
Щее контактное устройство для нагрева изделий

Номер патента: 271416
Опубликовано: 01.01.1970
Авторы: Голек, Гочал, Иностранна, Институт, Казик, Леслав, Польска, Юзеф
Метки: контактное, нагрева, щее
...выполнение устройства обеспечт тнагрев и закалку металлических лент принепрерывном их перемещении,На чертеже изображено предлагаемое устройство,Оно состоит из корпуса 1, имеющего водоохлаждаемую камеру 2 и камеру разбрызгивания д, проволочной щетки 4, припаяннойк стенке корпуса, водоподводящих трубок 5,б и 7, регулировочного клапана 8, втулки 9,которая перемещается по направляющей 10 игибкого токоподвода 11.Проволочные щетки подводят ток к двикущейся металлической лен ге. Постоянныйприжим проволочных щеток осуществляетсяза счет перемещения их по направлению другк другу по направляющей 10, которая вместес втулками обеспечивает их взаимную параллельность. Клапан после установки его в положение, показанное на разрезе А - А, пропускает воду...
Устройство для нагрева движущихся изделий

Номер патента: 271417
Опубликовано: 01.01.1970
Авторы: Гозал, Голек, Иностранна, Институт, Казимир, Карол, Леслав, Пностранцы, Польска
Метки: движущихся, нагрева
...вертикального перемещения. Такое выполнение обеспечивает возможность передвижения устройства в случае обслуживания нескольких технологических линий и быструю его отладку. ццтельные планки б, которые перемещают щетки 1 при помощи рычагов б с грузами 7; поддерживающие ролцкц 8, направляющие полосу горизонтально между щечками; каретки 9, которые могут подниматься вместе с цх коромыслами ц изолированы пластинами 10 от поддерживающего коромысла 11 с приваренным ца нем пальцем 12, закрепленным прп помощи гайки 13 в кронштейне И, имеющем резьбу; стойку 15, усгацовчсцную на роликах 1 б.Устройство работает следующим образом, Металлические щеткц 1 подают электрическое напряжение от пцтающего трансформатора через токоподводящце кабели 4 ц...
Установка для закалки изделий с нагревом индукционными токами

Номер патента: 271543
Опубликовано: 01.01.1970
Авторы: Дрибинский, Куликов, Сорокин, Хки
Метки: закалки, индукционными, нагревом, токами
...9, 10 и 11, укрепленных на щеке 12, образуют узел-перегружатель. Узел-пе регружатель жестко закреплен на боковой части ползуна 4 и перегружает изделия из отсека в отсек. С противоположной стороны резервуара навешивается съемная тара 13.Необходимое усилие зажима изделия соз дается пружиной 14, размещенной вместе соштоком б в качалке 15, имеющей Г-образный отросток 1 б. Отросток обходит движущееся и индуктору изделие и взаимодействует с упором 17, укрепленным на ползуне 4.5Установка работает следующим образом, Изделия, подлежащие закалке, укладываются на наклонные направляющие корпуса. Под действием пневмоцилиндра ползун 4 переме щается вверх, отсекая из стопки изделий однунижнюю деталь и подает ее к индуктору 8, Во время движения...
Патентно1 пi ч si)i тхничесд: ля1библиотека

Номер патента: 271545
Опубликовано: 01.01.1970
МПК: C21D 7/06
Метки: ля1библиотека, патентно1, тхничесд
...содер резьбовую направ ными впткамц ц рийной част ко так, что огибающ на к винтовой лц нам витков наре ено опц 25 сменной в стойке, Изобретение относится к области машиностроения, в частности к упрочнению деталей машин поверхностным наклепыванием.Известно устройство для упрочнения деталей наклепыванием, содержащее приводной двигатель, резьбовую направляющую с частично срезанными витками и приводной диск, в периферийной части которого ролики размещены так, что огибающая их окружность касательна к винтовой линии, проходящей по вершинам витков нарезки направляющей, Однако такое устройство не обеспечивает обработку наружных резьб деталей,Предлагаемое изобретение отличается от цзвестного тем, что направляющая выполнена ввиде втулки, а...
Вертикальная электропечь для термообработки

Номер патента: 271546
Опубликовано: 01.01.1970
Авторы: Валентинович, Петров, Самусь, Тезан
Метки: вертикальная, термообработки, электропечь
...среду. Патрубок, опущенный в закалочную жидкость, препятствует подсосуатмосферного воздуха в рабочее пространство25 печи,использовано в грева в защитной х насыпных детакрепежа, пружиктропечь для й, состоящая гревателем и известроцесса узочное правлерой за- чаждаененным оворотма корным зин На чертеже изображена предлагаемая электропечь, общий вид.Она имеет наружный корпус 1 с размещенной в нем теплоизоляцией 2, в верхней части которого установлена загрузочная воронка 3 с герметичной водоохлаждаемой пробкой 4 и прикрепленной к ней скобой 5. Внутри пробки расположен шток б с пружиной 7, управляемый рычагом 8. Печь снабжена нагревателем 9, внутри которого имеется корзина 10 с поворотным дном 11. В нижней части печи Предмет изобрете...
Способ отжига чугунных отливок

Номер патента: 272339
Опубликовано: 01.01.1970
Авторы: Адо, Оберман, Экспериментальный
МПК: C21D 1/32
Метки: отжига, отливок, чугунных
...жущи ОСОБ ОТЖИГА ЧУГУННЫХ ОТЛИВОК носится к области машино- ости к изготовлению литых лаксации нап ле. Низкотем ливок стаоил отливки при га на 30 - 40 остаточных н старения гото матерпанных отразмсры ти отжиуровень операцию а.об отжига чугунных отливок, рев до 550 - 600 С, выдержку о скоростью 10 С/час. Призначительная длительность аботки.ому способу для сокращения мической обработки отливки 350 С со скоростью 30 - ейшее охлаждение проводят С/час.вышенной скорости охлаждеоздает значительных остаточблагодаря возможности реПредмет изо тения Способ отжига чугун щий нагрев до 550 - 60 дение со скоростью 10 тем, что, с целью сок 5 термической обработки 350 С со скоростью 30ных о С, вь Сча ращенотли - 50 С/ тливок, держкуотли ия дли ки охла...
Устройство для электроконтактного нагрева

Номер патента: 272340
Опубликовано: 01.01.1970
Авторы: Гельфакд, Субботин, Торчинский
Метки: нагрева, электроконтактного
...и имеющей значительные перепады кривизны.Предлагаемое устройство обеспечивает более стабильное контактирование при больших 1 плотностях тока и значительных неровностях поверхности нагреваемого металла благодаря тому, что контактные тела установлены в поперечных пазах корпуса, причем одна группа контактов через шарнирно-рычажную систем 2 прикреплена к корпусу, а другая со своей шарнирно-рычажной системой через пружину соединена с приводом. водящие гибкие шины 4. Стержнями и шарнирами контактные тела соединены в две группы 5. Одна из них через тягу б и пружину 7 соединена с рукояткой 8 и может быть вся в целом отодвинута.В исходном положении рукоятка 8 отведена в сторону и верхняя группа контактных тел через тягу 6 отодвинута...
Закалочная среда

Номер патента: 272341
Опубликовано: 01.01.1970
Авторы: Всесоюзный, Тарасов
МПК: C21D 1/60
Метки: закалочная, среда
...нагреве конструкционных и легированных сталей.Известно применение воды в качестве закалочной среды при индукционном нагреве сталей.Для повышения качества закалки предложена закалочная среда, состоящая из раствора жидкого силиката натрия (8 - 22 об. %) в воде, причем жидкий силикат взят в следующем соотношении компонентов (в об. %):Двуокись кремния 32 - 34 Окись натрия 12,5 - 13,5 Вода ОстальноеСостав готовят растворением жидкого силиката водой комнатной температуры до соответствующей концентрации, после чего раствору дают в течение 1 суток отстояться,Предложенная закалочная среда обеспечивает требуемую твердость после закалки, при этом она не дает вредных выделений в атмосферу, создает антикоррозионную защиту за каленным деталям,...
Способ упрочнения и выглаживания поверхностного слоя деталей

Номер патента: 272342
Опубликовано: 01.01.1970
МПК: C21D 7/04
Метки: выглаживания, поверхностного, слоя, упрочнения
...по ГОСТУ 2789 - 59. Улрочненные слои при этом образуются малой толщины.Для интенаификации процеаса выглаживания и увеличения упрочненного слоя, особептпо нежестких деталей, по предлагаемому способу осуществляют вращение инструмента откоаительно детали вокруг общей нормали к их ловЕрхнстстям в точке соприкооновения.Способ поясняется чертежом, где изображена устаяовка для упрочнения и выглаживания,поверхности.Обрабатываемая деталь 1 устанавлива ется в центрах токарного ставка. (О - шероховатость детали до обраоотки, Й - шерохсватость детали после обработки). Инструмент 2 для выглаживания закрепляется в специальном приспособленни, например типа шлифоваль ной головки.,Пружиной инструмент 2 с усилиемР прижимаегся к обрабатываемой детали....
Установка для упрочнения внутренней цилиндрической поверхности

Номер патента: 272343
Опубликовано: 01.01.1970
Авторы: Бмблмя, Государственный, Монтажу, Наладочным, Ремонту
МПК: C21D 7/04
Метки: внутренней, поверхности, упрочнения, цилиндрической
...цилиндрич9, контактные зажимы 10, в ко ливается обрабатываемая ( р а),и рам 12.Оправка 9 включает гайки 18, пружину 14,изоляционные втулки 15, разрезной корпус 1 б,5 цилиндрическое кольцо с двумя твердосплавными роликами 17, наклоненными к оси оправки на угол а, эластичное кольцо 18, гайку19 и шпонки 5.Пружина 14 передает усилие на разрезной10 корпус 16, который, двигаясь по обратномуконусу, раздается, и через ролики 17 давлениепередается на внутреннюю цилиндрическуюговерхность трубы. Усилие пружины регулируется натяжением гаек И, что, в свою оче 15 редь, регулирует давление роликов 17 на внутреннюю поверхность,Величина раздачи разрезного корпуса 15регулируется гайками 19.Установка работает следующим образом.20 Оправка 9 подводится к...
Патеггпю., -; . j техническ. 4я библиотекае

Номер патента: 272344
Опубликовано: 01.01.1970
Автор: Мошконов
МПК: C21D 7/06
Метки: библиотекае, патеггпю, техническ
...трубки с концами, сведенными под углом, биссектриса которого пересекает ось вращения детали. Сопло установлено в нижней ветви трубки з направлении радиусного участка.На чертеже изображено схематично предложенное устройство.Шарик 1 размещен в полости трубки с нижней ветвью 2, радиусным участком 3 и верхней ветвью 4. Концы трубок снабжены отверстиями 5 для выхода отработанного воздуха. К нижней ветви 2 присоединен ввод б сжатого воздуха с краном 7. Биссектриса угла, образованного верхней и нижней ветвями, направлена к центру изделия. Для уменьшения боковых габаритов часть толщины стенки удалена.После ориентации по нормали к обрабатываемой поверхности устройство закрспляюг, 5 например, в резцедержателе токарного станка, включают вращение...
Способ упрочнения стали

Номер патента: 272345
Опубликовано: 01.01.1970
Авторы: Верещагин, Дмитриев, Кон, Курдюмов, Поль, Энтин
МПК: C21D 8/00
Метки: стали, упрочнения
...5 С.По предлагаемому способу для повышения комплекса механических свойств стали - проч. ности и пластичности деформацию аустенита осуществляют гидро- и газоэкструзией под высоким гидростатическим давлением (выше 600 ати) при температуре 300 - 900 С.Деформируемый материал может выходить из очага деформации либо в атмосферу, либо в среду с гидростатическим или газовым противодавлением (дифференциальная гидро- или газоэкструзия) с последующей закалкой па мартенсит. После деформации мартенсита гидро- и газоэкструзией проводят низкотемпературный отпуск.П р и м е р. Проведение термомеханической обработки по предлагаемому способу.Сталь химического состава (в % ): 2С 0,40; Мп 0,51; Я 1,12; % 2,90; Сг 1,10;Мо 0,35; Я 0,007; Р 0,002 подвергают...
Нагрева изделий

Номер патента: 272347
Опубликовано: 01.01.1970
Авторы: Государственный, Топол, Уль, Эксперимецтальнбш
Метки: нагрева
...вести нагрев ступенчатых валов.На фиг. 1 изображен предложенный индуктор, оощий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид,по стрелке А на фиг. 2. Индуктор состоит из неподвижной части 1, соединяемой с шинами трансформатора, и двух подвижных частей 2, соединенных между собой токонепроводящихги шарнирами 3. Электрическая связь подвижной и неподвижной частей индуктора осуществляется гибким проводником 4. Подвижные части индуктора разжимаются приводным механизмом, например пневмоцилиндром 5, шток которого через рычажную систему б и шарнир 3 связан с подвижными частями 2. Индуктор неподвижно закреплен на кронштеине 7, устанавливаемом на станине закалочцого станка.Индуктор работает следующим образом, Перед установкой изделия на...
272348

Номер патента: 272348
Опубликовано: 01.01.1970
МПК: C21D 9/46
Метки: 272348
...температурных полей излучения. Печь работает по методу радиационно-конвективного нагрегревательным аллургии и в роения для грева лис ы. я от известы установлелиндрических елью для попечивает равлиста.для нагрева Пр т изобретения ая печь д диационнь целью об ого нагре ановлены рических о для пода Газо щая ра что, с 5 тснсивн бы уст цилинд щельюлиндрических ционные трув нижнюю ая смесь. Вы Изобретение относится к на устройствам, применяемым в мет различных областях машиност нагрева листового материала.Известна газовая печь для на включающая радиационные трубПредлагаемая печь отличаетс ной тем, что радиационные труб ны в фокусах параболических ци отражателей, выполненных со щ дачи горячего воздуха. Это ооес номерный интенсивный нагревНа...
Трубчатый нагреватель для термообработки

Номер патента: 272489
Опубликовано: 01.01.1970
Авторы: Гурылев, Логинова, Старцев
МПК: C21D 9/00, F27B 3/20, H05B 3/40 ...
Метки: нагреватель, термообработки, трубчатый
...относится к термообработке стержневык и трубчатых изделий,Известен трубчатый нагреватель для термообработки с винтовой нарезкой по всен длине, снабженный внутренним экраном. 5Предложенный нагреватель отличается от сизвестного тем, что для ооеспечения равномерности нагрева в ограниченной зоне по винтовой нарезке выполнена дополнительная,проточка. 10На чертеже изображен трубчатый нагреватель.Он состоит из трубки 1 с двухзакодной резьбой, экрана 2 на участке нагрева и выводов д. Экран позволяет получить резкую границу 15 разделения температур, Выводы 3 расположены на одном конце трубки, что упрощает копструкцгно нагревательной камеры, Нагреваемос изделие помещают внутрь нагревателя.Нагреватель создает защитную атмосферу в камере печи для...
273239

Номер патента: 273239
Опубликовано: 01.01.1970
МПК: C21D 1/673, C21D 9/46
Метки: 273239
...радиусную щель, форразмеры которой берутся в зависимост толщины, длины и радиуса листов. Бла ря применению предложенного способа чается более стойкая геометрия рессо О листов,ампе, чный ампы ма и и от года- по,л у- рных Способ закалки рессорнь чатоцийся тем, что, с целью формации листы изгибают и закаливают в гибочном шта тельную закалку производят ния листов в ориентированн полного охлаждения через штампа, ограничивающую и форме и размерам. х листов, отлауменьшения депредварительпомпе, а окончапутем продвижесм положении до щель закалочного ; деформацию по 20 разделе адиусу отИзооретение относит у товпения автомобильных рессор.Известен способ закалки рессорных листов,при котором закалку производят в штампах,погруженных в масло,...
Способ термической обработки отверстий деталей

Номер патента: 273240
Опубликовано: 01.01.1970
Автор: Романов
Метки: отверстий, термической
...(в зависих каемым по отве можно также по лочную среду по и тока ичт ни нагреты и другим о и стали), п та пластин го пакета в Изобретение относится к области термической обработки металлов и сплавов.Известен способ термической обработки отверстий деталей, например пластин, включающий нагрев отверстия токами высокой частоты и закалку.Недостатками указанного способа являются трудность получения необходимого контура закаленного слоя, необходимость применения отдельного источника нагрева - генератора высокой частоты и сравнительно высокий расход электроэнергии.По предлагаемому способу зону отверстия нагревают электроконтактным способом через токопроводящие прокладки, выполненные по форме закаливаемой зоны и помещенные между собранными в...