Патенты с меткой «форм»
Устройство для контроля гравировальных печатных форм

Номер патента: 1240347
Опубликовано: 23.06.1986
Метки: гравировальных, печатных, форм
...которого регулируется яркость электронно-.лучевой трубки 13.Растр развертки изображен на экране 1 О электронно-лучевой. трубки 13.На фиг.2 подробно изображены система получения электронного луча иход лучей для различных режимов: гравирования и микроскопа (источник15 электронного излучения, состоящий из катода, цилиндра Венельта и анода, а также отклоняющих катушек не показан). Первая система 7 линз 4, с помощью которой проводят первое уменьше 20 ние на практике, состоит из двухлинз 18 и 19 и для режима гравирования предусмотрена еще одна линза 20, расположенная внутри линзы 1.8. С помощью лучей 21-23 поясняются три ре жима работы: луч 21 - гравированиекрупных ячеек, луч 22 - гравирование маленьких ячеек, луч 23 - режим работы...
Способ отбора скороплодных форм грецкого ореха

Номер патента: 1242063
Опубликовано: 07.07.1986
Метки: грецкого, ореха, отбора, скороплодных, форм
...высокопродуктивных растений скороплодныхформ грецкого ореха в питомниках.На фиг. 1 изображен участок однолетнего побега нескороплодной формы; на фиг, 2 - участок однолетнегопобега скороплодной формы,Сущность предлагаемого способазаключается в том, что только у растений скороплодных форм ореха имеют-ся сериальные пазушные почки.Скороплодные формы вследствиесвободного перекрестного опыления снескороплодными формами дают гибридные семена и при семенном размножении не передают всему своему потомству свойство скороплодности. Частьсеянцев не наследует признаков скороплодности и вступает в фазу плодоношения не ранее восьми-десятилетнего возраста, а те сеянцы, которыеначинают плодоносить с двух-, трех-,четырех-, и пятилетнего...
Смесь для изготовления гипсовых литейных форм по выплавляемым моделям

Номер патента: 1242286
Опубликовано: 07.07.1986
Авторы: Горенко, Плющ, Шадрин, Шадрина
Метки: выплавляемым, гипсовых, литейных, моделям, смесь, форм
...формы, для чего смесьвакуумируют при остаточном давлении1,333 кПа в течение 2-3 мин и заливают в оснастку, Затем опять вакуумируют для удаления газов, попавших всмесь при заливке, После снятия вакуума форма затвердевает в течение 2540 мин, затем "провяливается" на воздухе 10-24 ч. После этого форму термообрабатывают по ступенчатому режи 42286 2му при 150-800 С 8-9,5 ч, Прокаленные формы после охлаждения заливаютметаллом.Составы смесей приведены в табл . 1,5причем составы 3-5 соответствуют изобретению, а в составах 1, 2, 6 содержание компонентов выходит за оптимальные пределы, Состав 7 являетсяизвестным. Он, а также формы из этого состава, изготовлены тем же способом, что и по изобретению.Результаты испытаний приведеныв табл....
Смесь для изготовления литейных оболочковых форм и стержней по нагреваемой оснастке

Номер патента: 1242287
Опубликовано: 07.07.1986
Авторы: Гаврилов, Ельцов, Ковина, Романов, Русскина, Стрельцов
МПК: B22C 1/22
Метки: литейных, нагреваемой, оболочковых, оснастке, смесь, стержней, форм
...трудозатрат при изготовлении смеси.Сущность изобретения заключается в следующем.Трилон "Б" - дигидрат двунатриевой соли этилендиаминтетрауксусной кислоты - при навреве способствует значительному повышению активности фенольных групп в связующем и его быстрому взаимодействуию с формальдегидом, выделяющимся при разложении уротропина, что приводит к увеличению скорости твердения, в результате чего в более короткий срок завершается формирование структуры полимера. Одновременно трилон "Б" участвует в создании дополнительных межмолекулярных связей, что сказывается на повьппении прочностных свойств смеси,При содержании трилона "Б" ниже нижнего из указанных пределов скорость нарастания оболочки изменяется .незначительно, а при содержании...
Подвеска для керамических блоков форм и отливок по выплавляемым моделям

Номер патента: 1242289
Опубликовано: 07.07.1986
Авторы: Нагорный, Савкин, Фомин, Шубников
Метки: блоков, выплавляемым, керамических, моделям, отливок, подвеска, форм
...г. Ужгород, ул.Проектная роиэводс Изобретение относится к литейному производству, а именно .к агрегатам обжига, заливки и охлаждения залитых блоков при производстве литья по выплавляемым моделям.Цель изобретения - повышение производительности конвейера и улучшениеусловий эксплуатации.На фиг. 1 изображена подвесКа,общий вид; на фиг. 2 - то же, видсбоку с залитым блоком; на фиг. 3 -вид А на фиг. 1.Подвеска для керамических блоковформ и отливок литья по выплавляемыммоделям состоит нз несущей,1 и рабочей 2 частей кронштейна, основания 3,на котором установлены керамическиеблоки 4, зафиксированные колпачком 5,укрепленным на обечайке 6, или залитый блок 7, установленный наклонночашей к кронштейну,Подвеска работает следующим...
Устройство для выбивки литейных форм

Номер патента: 1242300
Опубликовано: 07.07.1986
Автор: Святов
МПК: B22D 29/00
Метки: выбивки, литейных, форм
...оси 00 закреплены упоры 7 для Фиксированиялитейной формы 1 на позиции выбивки,Упоры 7 выполнены регулируемыми вдольоси 00 захватов и содержат болты 8с фиксирующими гайками 9.На направляющих 10 подвижной рамы 3, расположенных перпендикулярнооси 0 0 конвейера, установлена приводная каретка 11 с наклонным лотком 12. На боковых стенках. 13 привод -ной каретки 11 закреплены упоры 14для взаимодействия с упором 7 захватов, выполненные в видеопорных крон -штейнов.Для выдавливания отливки 15 литейная форма 1, установленная на тележках 2 литейного конвейера, транспор"тируется на позицию выбивки (Фиг, 1).Подвижная рама 3, захваты 4 и. плита 6 выдавливания находятся в крайнем нижнем исходном положении, а каретка 11 с наклонным лотком 12 размещается...
Состав для изготовления литейных форм

Номер патента: 1243882
Опубликовано: 15.07.1986
Авторы: Кондаков, Пиевский, Шпильский
МПК: B22C 1/16
...-полугидрат. Модификация гипсовых составляющих соответствуют ГОСТУ 125-79. Гипсу-модификации соответствуют марки Г1-7,а гипсу К -модификации - марки Г- Г. Динасовый наполни- тель получают из динаса сорда ЭД (электродинас) по ГОСТ 1566-71. В смеси используются порошки тонкого помола, Индекс степени помола гипсового вяжущего 111, что соответствует максимальному остатку на сите с размерами ячеек в свету 0,2 мм не более 27 или удельной поверхности 3000-6000 см/г. Крупность динасового порошка характеризуется остатком на сите 008 в количестве не более157., что соответствует удельной поверхности порядка 4000 см/г.Оценивают свойства формовочногопредлагаемого состава приготовлениемсмеси и испытанием образцов пятиразличных вариантов состава....
Способ изготовления литейных форм и стержней

Номер патента: 1243887
Опубликовано: 15.07.1986
Авторы: Боголепов, Леснов, Мацокин, Моляренко, Орлов, Суркова, Уваров
МПК: B22C 9/12
Метки: литейных, стержней, форм
...10табл. 3, указанный способ был реализован с тем отличием, что продувкувоздухом производили газом, имеющимтемпературу 15, 40, 75 С (288,313,343 К соответственно) 15Данные по свойствам стержня представлены в табл. 5.В связи с тем, что давление насыщенных паров большинства используемых в технике жидкостей - растворителей уменьшается с уменьшением температуры, представляется нерациональным охлаждение газа, который в данном случае является носителем паров,ниже температуры 15 С (288 К), Применение таких температур при продувкегаза показало, что хотя манипуляторная прочность резко возрастает но,расход воздуха и время продувки (аследовательно, и затраты на проведение процесса) резко возрастаетПовышение температуры продувки свыше 348 К приводит...
Способ смазки форм литья под давлением и установка для его осуществления

Номер патента: 1243893
Опубликовано: 15.07.1986
Авторы: Болховитин, Жутаев, Игнатенко, Левин, Хамидуллин
МПК: B22D 17/00
Метки: давлением, литья, смазки, форм
...2 при помощинасосов 4,Для перемешивания компонентов в баках 6 могут быть использованы механические устройства, а подача жидкости к форсункам 11 в этом случае бу 1 О дет осуществляться при помощи избыточного давления от пневмосети илииндивидуального компрессора.При возрастании усилия извлечениястержней выше технологически допусти 5 мого значения или при длительных перерывах в работе управляющее устройство 15 дает сигнал на приготовление смазочно-охлаждающей жидкостис составом, соответствующим его зна 20 чению в нАчале работы.П р и м е р. Смазка форм литья поддавлением производится установкой,смонтиро.ванной на машине литья поддавлением модели С 1.Н.01, усилиемд 5 запирания 2500 кН при изготовленииалюминиевой отливки. Датчики...
Способ получения высокобелковых форм пшеницы

Номер патента: 1245287
Опубликовано: 23.07.1986
Авторы: Мазильников, Мельников, Филонченко
МПК: A01H 1/04
Метки: высокобелковых, пшеницы, форм
...(по Лоури) в муке.Необходимость обработки колосьев в начале фазы налива зерна (т.е, в начале стадии молочно-восковой спелости) обусловлена чисто биологическим фактором: именно в этот .период наиболее активно действуют мембранно-связанные системы синтеза белка в клетках зерновок.Диапазон концентрации водного раствора хлористого калия выбран из условия достаточности ионной силы этого раствора для нейтрализации электростатического взаимодействия мембран и полисом (концентрации 25 хлористого калия ниже 005 М не обеспечивают диссоциации, а выше 0,1 М вызывают побочные эффекты типа стекания зерна, вплоть до гибели клеток).Составление суждения о высокобелковости по содержанию белка именно в водо- ЗО растворимой фракции связано с тем, что...
Способ регенерации огнеупорных материалов из отходов форм, используемых в производстве литья по выплавляемым моделям и установка для их регенерации

Номер патента: 1245395
Опубликовано: 23.07.1986
Авторы: Деркач, Есаков, Никольская, Чарнецкий
МПК: B22C 5/00
Метки: выплавляемым, используемых, литья, моделям, огнеупорных, отходов, производстве, регенерации, форм
...линию непрерывной обработки отходов керамических Форм и стержней, используемых в производстве литья по выплавляемым моделям. Установка содержит бункер 1 для загрузки отходов керамических форм, электровибрационный питатель 2, ком. бинированную дробилку 3, ленточный конвейер 4 с электромагнитным сепаратором для отделения металлических включений, элеватор 5, бункер 6 для загрузки порошков огнеупорных материалов, электровибрационный питатель 7, мерную тару 8 с подвесным путем 9 для ее перемещения, реакторы 10 для обработки порошков огнеупорных материалов щелочью, напорные трубопроводы с насосами 11 для подачи щелочной суспензии в напорный аппа 3. Установка по п,2, о т л и ч а - ю щ а я с я тем, что, с целью более полного отделения зерен...
Автоматическая линия для изготовления оболочковых форм

Номер патента: 1245402
Опубликовано: 23.07.1986
Авторы: Андрюшин, Асланян, Брунцев, Груничев, Шатров
МПК: B22C 13/08, B22D 47/02
Метки: автоматическая, линия, оболочковых, форм
...представляющей собой шаговый конвейер с пневмоприводом.Линия работает следующим образом.Со стола 2 линия наполняется модельными комплектами (моделями), Модели поступают в проходную рольганговую печь 3, где разогреваются в течение определенного времени до необходимой температуры. Из электропечи оснастка поступает на стол 7, на котором происходит установка наполнительной рамки на модель. Наполнительные рамки падаются к сборке транспортным рольгангом 8 с угловыми подьемными столами. Модель с установленной наполнительной рамкой рольганговым конвейером 8 подается под дозатор 6, наполняется смесью, смесь на модели уплотняется на вибромашине 9, и затем подается в кантователь 10, где неспекшаяся смесь сбрасывается с модели и убирается...
Встряхивающая формовочная машина для изготовления литейных форм

Номер патента: 1245404
Опубликовано: 23.07.1986
Автор: Кистанов
МПК: B22C 15/30
Метки: встряхивающая, литейных, форм, формовочная
...Производственно-полиграфическое предприятие, г.ужгород, ул. Проектная, 4 Изобретение относится к литейному производству, преимущественно к конструкциям встряхивающих формовочных машин для изготовления крупных литейных форм. 5Цель изобретения - повышение долговечности формовочной машины.На чертеже представлена встряхивающая формовочная машина, разрез.Формовочная машина содержит станину 1 с цилиндром 2, внутри которого установлен поршень 3, жестко соединенный с рабочим столом 4.Поршень 3 выполнен в виде полого цилиндра 5, внутри которого между пе регородками 6 и 7 установлена обечайка 8, образующая цилиндрическую 9 и кольцевую 10 камеры. Камеры 9 и 10 сообщаются между собой через отверстия 11, выполненные в обечайке 8. 2...
Смазка для металлических форм

Номер патента: 1245436
Опубликовано: 23.07.1986
Авторы: Алексеев, Витулева, Войтович, Грибов, Семенов
МПК: B28B 7/38
Метки: металлических, смазка, форм
...содержит масляный компонент - кислое масло с вязкостью 12- 20 сСт, содержащее 2-9 мас.%, сульфокислот и 0,2-1,0 мас.% нафтеновых кислот, добавку - концентрированный щелочной отход кислотно-щелочной очистки нефтяных масляных и керосино. газойлевых фракций, выкипаюшдх при 250-400 С, и воду при следующем соотношении, мас. %:Указанный масляный компонент 6-35Концентрированныйщелочной отход 4-55Вода Остальное Смесь кислого масла и концентрйрованного щелочного отхода. представляет собой эмульсол нефтяной масляный.Щелочной отксд кислотно-щелочной очистки масляных и керосиногазойлевых фракций, выкипающих при 250-400 С образуется при производстве смазочных масел и содержит до 80% воды, Однако использование в составе эмульсоланеконцентрированного...
Смесь для изготовления литейных форм и стержней

Номер патента: 1247149
Опубликовано: 30.07.1986
Авторы: Кикоть, Лобанова, Овчинников, Смыков, Ткаченко
МПК: B22C 1/02
Метки: литейных, смесь, стержней, форм
...цепная реакция полимеризации кремниевых кислот с наиболее полным превращением их в поликремниевые 149 1 кислоты, обеспечивающие прочностьсмесей. При нейтрализации черного щелока до рН ниже 7,8 происходит быстрая коагуляция жидкого стекла, снижается прочность и живучесть смесей,при рН щелока вьпее 9,8 также не достигается требуемой прочности смесей.Смесь приготавливают следующим образом.В смесителе готовят жидкую композицию, содержащую жидкое стекло, НЧЩ, воду и пенообразователь и вливают ее в бегуны, предварительно заполненные огнеупорным наполнителем, перемешива-. ют смесь 2-3 мин и через дозировочноеустройство вводят в смесь отвердитель,перемешивают 1 мин и выпускают смесьдля заполнения форм и стержневых ящиковВ табл. 1...
Распалубочная машина для наклонно расположенных форм

Номер патента: 1248817
Опубликовано: 07.08.1986
Авторы: Боровков, Короваев, Фролов
МПК: B28B 1/00, B28B 13/04
Метки: наклонно, распалубочная, расположенных, форм
...при помощи приводов 15, шарнирно связанных с рамой 3 Приводная каретка 16 с захватами перемещается от привода 18 по направляющим 17, установленным на раме 3. Траверсы 4 и 5 соединены шарнирами 19 с рамой 3 и с установленными на раме 3 приводами 20, которые позволяют совершать траверсам 4 и 5 возвратно-поступательные движения.При этом на верхней траверсе 5 установлены неприводные ролики 21, а на нижней траверсе 4 - приводные ролики 22,вращающиесяот привода 23,установленного нанижней траверсе 4. Портал 1 и рама 3 имеют призматические устройства, состоящие из гризм 24, установленных на портале 1, и конусов 25, закрепленных на раме 3.,Распалубочная машина работаетследующим образом,Рама 3 устанавливается приводом9 поворота в...
Смесь для изготовления литейных форм

Номер патента: 1250379
Опубликовано: 15.08.1986
Авторы: Ануфриева, Балинский, Белый, Исмагилов, Ковалев, Копосова, Лебедев, Ляпкин, Сыролева
МПК: B22C 1/02
...компонентов смесиосуществляется в смешивающих бегунах,при этом жидкие продукты деароматиза- Ю ции нефти могут вводиться в смешивающие,бегуны, а также в состав глинистой или бентонитовой суспензии при ееприготовлении.П р и м е р. В табл.1 приведены 25 составы предлагаемых смесей 1-4. Изобретение относится к литейному производству, а именно к. составам смесей, ненользуемым при изготовлении Форм методом "по-сырому".Цель изобретения - повышение ка= чества Форм за счет увеличения их газопроннцаемости и снижения газотворности, а также улучшение санитарно-гигиенических условий труда.Ф Сущность изобретения заключаетсяв следующем.Жидкий продукт деароматизации остатков нефтяных фракций выпускается по ТУ 138.3013-83 и по химическому...
Способ выявления ионизированных форм калия в тканях

Номер патента: 1251856
Опубликовано: 23.08.1986
Автор: Павлова
МПК: A61B 10/00
Метки: выявления, ионизированных, калия, тканях, форм
...расположения среза.Затем таким же образом ополаскивают срезы 967-ным спиртом, высушивают срез фильтровальной бумагой (промокают), просветляют ксилолом и заключают в бальзам.Докрашивание срезов ведет к значительной потере осажденных кристаллов и поэтому не может быть рекомендовано.Поскольку большинство выпадающих кристаллов хлорного калия в срезах имеют очень мелкие размеры (менее 1 О мкм), прозрачны и бесцветны или окрашены в очень слабый желтый цвет и их показатели преломления мало отличаются от показателей преломления среды (бальзам), возможности обычного рабочего или исследовательского микроскопа не позволяют их обнаружить в срезах тканей даже специалисту - кристаллооптику.Истинное количество кристаллов обнаруживается только в...
Смесь для изготовления литейных форм и стержней

Номер патента: 1252012
Опубликовано: 23.08.1986
Авторы: Багрова, Волков, Дурандин, Емельяненко, Зевалкина, Илларионов, Королев, Охотникова, Пукки, Тибекин, Чевардов
Метки: литейных, смесь, стержней, форм
...гидроокиси. Количество желеэосодержащих материалов в смеси составляет 9 г 10,0 мдс, , 1 ожо ис 5 пользовать отходы металлургического,кузцечцого производства, а такжемагнезит каустический и материалы,содержащие окись магцич,Оптимальное весовое соотношение10 между цинкмагцийфосфдтным связующими отнердителями (отходом электросталеплавильцого производства) определяется условиями произгзодства(требовация по живучести смеси и15прочцости на цдчдльцых и конечныхстадиях отверждеггя), температуройгсходцых материалов и окруждгощейсреды, степенью активности отвердителя и другими причинами и .определяется опытным путем.Увеличение содержания связующегов смеси вьиие верхцего предела приводит к удорожанию смеси и экоцомически нецелесообразно, а...
Смесь для изготовления литейных форм

Номер патента: 1252013
Опубликовано: 23.08.1986
Авторы: Глушков, Зуев, Калашникова, Китаева, Коваленко, Красильникова, Пакалякина, Сыресин, Тюрин, Чураев
МПК: B22C 1/02
...при 100 С, ммф/с (сСТ)Показатель преломления при 50 СТемпература вспышки, определяемая в открытом тигле, СМассовая доля Фенола, 7.Массовая доля воды, 7. КВ пределах 3-1 С Не менее 1,4900 Не ниже 160Не более 0,015Следы Химический состав нефтяных экстрактов согласно ТУ следующий, мас,Х: Нафтецовые углеводородыСмолыЛроматическиеуглеводороды 8-13 5,5-6,5Около 82. Для получения смеси приготовлены , три состава, отличакзциеся один от другого содержанием нефтяного экстрактаСодержание кварцевого песка и бецтоцита взято одинаковое и соответствует их среднему значению ингредиентов (табл. 1).Бецтонит Экстракты нефтяные5 Собственный возврат смесипосле ее механическойрегенерации 99,59 97,55 97,51 Из каждой смеси изготовлены образцы и испытаны на...
Способ обработки смеси, используемой для изготовления литейных форм

Номер патента: 1252020
Опубликовано: 23.08.1986
Авторы: Крыгир, Миненко, Молев, Сухарчук
МПК: B22C 9/12
Метки: используемой, литейных, смеси, форм
...р и м е р 1. Формовочную смесьуплотняют любым из известных способов для получения литейной формы. Вместах наиболее подверженных "подрыву" при протяжке литейных моделей(при отделении уплотненной формовочной смеси от модели возникают силыприлипация, соизмеримые с прочностьюсмеси, и происходит дтрыв части смеси, что нарушает геометрию полости,служащей для получения отливки) устанавливают электроды, один из которыхподсоединяют к формовочной смеси,металлической поверхности литейной модели (отрицательный полюс). Расстояние между электродами при уплотненной формовочной смеси должно быть 20-25 мм. Перед протяжкой (отделением) литейной модели от уплотненной формовочной смеси на электроды подается постоянное цапряжение 180-200 В на площади...
Смесь для очистки отливок и металлических форм

Номер патента: 1252037
Опубликовано: 23.08.1986
Авторы: Варьян, Кибовский, Кондратьев, Никитин, Рожкова, Силантьев, Смирнов
МПК: B22C 3/00, B22D 29/00
Метки: металлических, отливок, смесь, форм
...форм, содержащую воду ичастицы льда, вводят сульфат алюминияА 1 (БО ) и абразивный материалгзернистостью 0,3-0,8 мм.Введение в смесь сульфата алюминия обеспечивает получение гидрооксида алюминия А 1(ОН), - объемногостуденистого осадка белого цвета,практически нерастворимого в водекоторый захватывает абразивные частицы, взвешенные в воде, и способствуетих удержанию во взвеси до образованияльда.Добавление в смесь абразивных материалов (порошок электрокорунда,кварцевый песок, карбид кремния илишлам из частиц пригара) повышает истирающие свойства смеси, при этомважную роль играет форма и размерычастиц. Наиболее подходят для этихцелей острые частицы. Дисперсностьабразивного материала, используемогов составе предлагаемой смеси,...
Способ изготовления двухслойных литейных форм

Номер патента: 221908
Опубликовано: 23.08.1986
МПК: B22C 9/00
Метки: двухслойных, литейных, форм
...46432 Тираж 757 . ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д, 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная,4 Известен способ изготовлениядвухслойных литейных форм, заключающийся в том, что сначала изготовляют литейную форму из наполнительной смеси по модели, размеры которой увеличены на толщину облицовочного слоя, затем в зазор между наполнительным слоем и моделью с размерами, обеспечивающими получениегодных отливок, заливают жидкую фор.мовочную смесь.По предлагаемому спбсобу наполнительный сЛой формы изготовляют путем приложения давления к диафрагме,расположенной между моделью и наполнительным слоем,Способ заключается в том, чтоперед...
Способ отбора высокобелковых форм клевера лугового

Номер патента: 1253528
Опубликовано: 30.08.1986
Авторы: Бекузарова, Куринная, Мамсуров, Папина
МПК: A01H 1/04
Метки: высокобелковых, клевера, лугового, отбора, форм
...у изучаемых сортов отечественной и, Способ осуществляется следующим зарубежной селекции, образом. Установлено и подтверждено химиВ период бутонизации растений ческими анализами, что растения с клевера лугового проводят визуаль опушенностью стеблей 5-7 баллов именую оценку по признаку опущенности. ют высокое содержание протеина. Растения, у которых опущенность стеб- Наиболе опушенные растения отбилей высокая (достигает 5-7 баллов), рали как исходный материал для селексодержат максимальное количество ционной работы.1протеина и отбираются. 15При оценке сортов в коллекцион- В таблице приводятся сорта, соченом питомнике клевера лугового (по тающие признаки высокой опущенности методике ВИР) в фазу бутонизации и высокого содержания протеина....
Самотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1253706
Опубликовано: 30.08.1986
Авторы: Асташова, Болдырев, Козлов, Колунтаев
Метки: литейных, самотвердеющая, смесь, стержней, форм
...модулем 2,6-3,0. Едкий натр предпочтительно вводить в виде водного раствора плотностью 15 1,27 г/см . Кремнефтористый однозамещенный кальций имеет химическую формулу Са(Н 8 И ) и поставляется по ТУ-У-51,20 В предложенной смеси при взаимодействии Са(НБР ) с жидким стеклом ускорение твердейия происходит как за счет действия образовавшейся кислоты Н 81 Р , так и за счет гидроокисн кальция. Образующееся соединение Са 810 способствует повщвению температуры связующей силикатной фазы, при этом жпдкостекольный раствор имеетбольшую вязкость, что предотвращаетспекание и сцепление жидкого стеклас песком, а также его упрочнение приохлаждении. Таким образом, достигается улучшение прочности, а также выбиваемости смеси при незначительном...
Суспензия для форм в литье по выплавляемым моделям

Номер патента: 1253707
Опубликовано: 30.08.1986
Авторы: Ласкин, Усов, Хорошилов
МПК: B22C 1/16
Метки: выплавляемым, литье, моделям, суспензия, форм
...литейной формыводорода, фтористого водорода, трехФтористого бора, что способствует нетолько созданию защитной атмосферы,40но и снятию ранее образовавшихся окислов на твердосплавной пластине с приприпоем. После прокаливания в керамическую форму заливается жидкий металл, за счет его тепла припой, нане 45сенный на твердосплавную пластину,расплавляется, и пластина надежноскрепляется с образовавшейся державкой. Между твердосплавной пластинойи металлом державки образуется диффузионное сцепление.В табл, 1 приведены составы суспензий . В табл. 2 приведены параметры суспензии формы и отливок,П р и м е р. На поверхность твердосплавной вставки наносится слой медно.-никелевого сплава, например константана, обладающего хорошей диффузией как со...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 1253708
Опубликовано: 30.08.1986
Авторы: Кибовский, Линченко, Рожкова, Силантьев
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...Изменение плотности противопригарного покрытия в большую сторону приводит к подтекам на поверхности формы или стержня, а уменьшение плотности ниже нижнего предела ведет к ухудшению технологических свойств: прочности, термостой- кости, эррозионной стойкости.В табл, 1 приведены составы предлагаемого покрытия, а также прототипа и их технологические свойства. Как видно из приведенных данных оптимальным условиям соответствует содержание талька 25,0-30,0 мас.Е. При уменьшении его менее 25,0 мас,Х падает термостойкость, а при содержании его более 30,0 мас.Х подают прочностные свойства противопригарного покрытия. Если содержание ПВБ менее 1,5 мас.7, то уменьшается адгеэионная прочность покрытия, а увеличение его более 2,0 мас.7. способствует...
Способ приготовления суспензии для получения керамических стержней и форм

Номер патента: 1253710
Опубликовано: 30.08.1986
МПК: B22C 5/04
Метки: керамических, приготовления, стержней, суспензии, форм
...в смесителе емкостью 60 л при 980 об/мин (таблица, 30пример 3). В таблице приведено конкретное время выстаивания суспензии и плотность потока при введении в суспензию зернистого наполнителя.В процессе выстаивания суспензии после введения пылевидного огнеупорного наполнителя пузырьки воздуха, внесенные с пыпевидным наполнителем, О всплывают и разрушаются на поверхности, Вязкость на этой стадии приготовления суспензии достаточно мала (27-35 с в зависимости от конкретного количества пылевидного огнеупора), что облегчает удаление воздуха.При введении наполнителя потокам плотностью 1,3 10 5,2 10 частиц/с м суспензию доводят до требуемой вязкости (50-65 с по ВЗ) без внесения Технологические параметры1 Огнеупорные материалы: пылевидный -...
Способ изготовления по удаляемым моделям литейных оболочковых форм
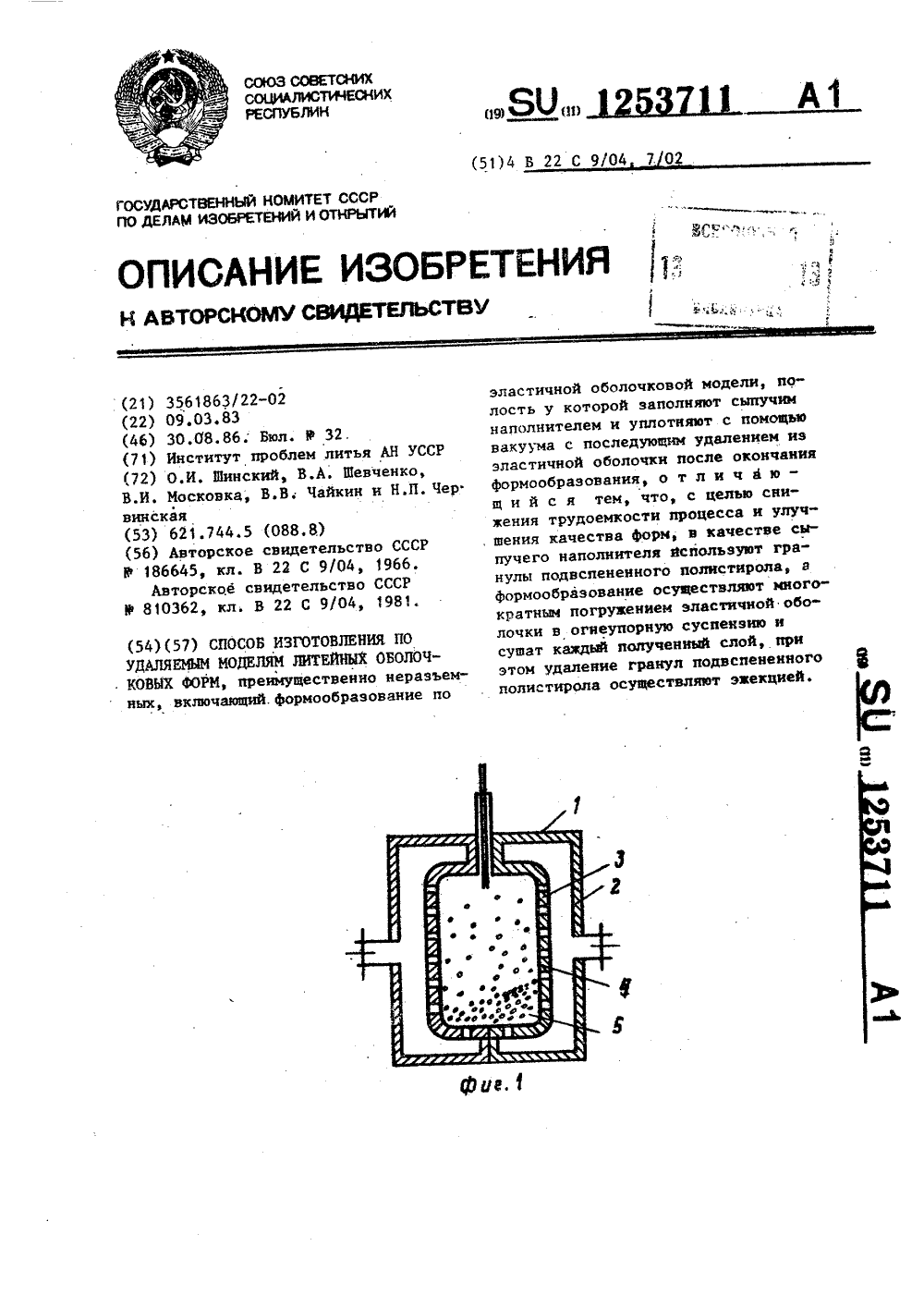
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Машина для изготовления печатных форм для высокой печати

Номер патента: 1253817
Опубликовано: 30.08.1986
Авторы: Колтунов, Медведев, Наумов, Тупиков
МПК: B41C 1/00
Метки: высокой, печати, печатных, форм
...предпагаемая машина,на котором установлен датчик 7, непрерывно регистрирующий частоту колебаний вала, В начальный момент Машина для изготовления печатной формы для высокой печати содержит корпус 1 с емкостью, вертильный приводной вал 2, пластинодержатель 3, закрепленный на валу, разбрызгиватели 4 рабочего раствора установленные под пластинодержателями 3 пластинчатые элементы 5 и 6,. закрепленные по диагонали на гластинодержателе 3, датчик 7 измерения -".астоты колебаний вала, насос Я,Составитель Л.,Носырева Редактор М,Товтин Техэед л,Сердюкова Корректор ТКолбЗаказ 4672/19 Тираж 362 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва Ж,. Раушская наб., д, 4/5 Производственно-полиграфическое...