Патенты с меткой «форм»
Смазка для металлических форм

Номер патента: 210736
Опубликовано: 01.01.1968
Авторы: Всесоюзный, Смол, Хромушин
МПК: B28B 7/38
Метки: металлических, смазка, форм
...изготавливаемых изделий,Предлагаемый состав позволяет улучшить качество поверхностей изделий, изготавливаемых в неразъемных формах.Достигается это тем, что в смазку помимо талька вводят дополнительно масло индустриальное, саломас технический и соду каустическую, Причем, все указанные компоненты содержатся в следующих соотношениях в вес. ч,;тальк технический 1,00масло индустриальное 0,85 - 0,87 саломас технический 0,13 - 0,15 сода каустическая 0,19 - 0,21Смазку готовят следующим образом, Саломас, диспергированный в индустриальном масле, омыляют раствором каустической соды при температуре 40 - 45, непрерывно перемешивая. Затем в смесь добавляют технический тальк и тщательно перемешивают до получения однородной мази.Смазку наносят...
Смесь для изготовления литейных стержней и форм

Номер патента: 211036
Опубликовано: 01.01.1968
Автор: Всесоюзный
МПК: B22C 1/00, B22C 1/10, B22C 1/16 ...
Метки: литейных, смесь, стержней, форм
...свойств. Известны смеси для изготовления литейных стержней и форм, в качестве связующего в которых применяют раствор технической мочевины в сульфитно-спиртовой барде в соотношении 1:5. Такие смеси используют для изготовления стержней, подвергающихся отверждению вне стержневого ящика или после протягивания модели.Для сокращения времени отверждения и повышения прочности стержней (форм) в горячем состоянии перед введением связующего в состав предлагаемой смеси вводят строительный гипс в количестве 1 - 2% сверх 100% от веса наполнителя.Смесь готовят следующим образом. Сухой наполнитель, например кварцевый песок, предварительно перемешивают с 1 - 2% строительного гипса. Время перемешивания 1 - 2 мин. Затем в смесь вводят раствор технической...
Модель шаровой прибыли для литейных форм

Номер патента: 211039
Опубликовано: 01.01.1968
Авторы: Хрипач, Чудновский
Метки: литейных, модель, прибыли, форм, шаровой
...замка вставлен песчаный стержень б. Нижний кольцевой замок оформляет перешейку прибыли.Воздух в оболочку подается через отверстие в штыре с помощью клапанного устройства б. При машинной формовке клапанное устройство может отсутствовать. При этом установочная часть несущего штыря с внутренним отверстием проходит через модель за пределы подмодельной плиты и подсоединяет. ся к баллону или к сети со сжатьсм воздухом с помощью впускного и,выпускного кранов.При ручной формовке модель шаровой приоыли работает следующим образом. От баллона или от сети со сжатым воздухом через 1 ЛИ ДЛЯ ЛИТЕЙНЬ 1 Х ФОРМ клапанное устройство заполняют воздухом оболочку 4, При этом верхний кольцевой замок свободно перемещается относительно штыря и занимает...
Машина для смазки хлебных форм контактнымспособом

Номер патента: 212188
Опубликовано: 01.01.1968
Метки: контактнымспособом, смазки, форм, хлебных
...43 поднимаются над конвейером, задерживая очередную секцию хлебных форм.Секция форм, которая задерживалась плечами 8 рычагов 5, после опускания плеч перемещается конвейером 1 к щекам 9, между которыми зажимается с помоп 1 ыоприжимов 2.Рычагами 11 и 12 щеки с секцией форм 10 15 20 25 30 35 40 45 1 Одни аются к тампонам 3, Формы прижимаются к ним и смазываются.Одновременно с движением вверх рычагов 11 и 12, тяга 36 привод.".т в движение кулачковую шайбу 37, а последняя - толкатель 38, который Включает плунжерный насос 18. Насос подает масло В шаговый раздатчик 4, из которого через очередное отверстие 20 оно направляется к точке подачи масла на поверхность тампона.При возвращении рычагов 11 и 12 вместе СО щеками 9 и смазанной секцией...
Устройство для расстойки тестовых заготовок в блоках форм, на листах или в другой таре

Номер патента: 212189
Опубликовано: 01.01.1968
Автор: Браверман
МПК: A21C 13/02
Метки: блоках, заготовок, листах, расстойки, таре, тестовых, форм
...выключателя 29, По периметру диска 26 равномерно расположены подвижные в радиальном направлении упоры 30, взаимодействующие с конечным выключателем 29.Общее число подвижных упоров 30 равно или кратно числу поводков 23 рабочей ветви верхнего горизонтального транспортера.Горизонтальный подающий транспортер 4 представляет собой бесконечный ленточный или цепной несущий орган, проходящий между направляющими полками 9 вертикального конвейера подъема.Подающий транспортер снабжен индивидуальным приводом с механизмом шагового перемещения (на чертежах не показан).Бесконечные цепи 5 вертикального конвейера спуска расположены по обе стороны приемного конвейера, например конвейерного пода 31 ленточной печи 32.Устройство работает следующим...
Противопригарноупрочняющая краска для литейных форм и стержней

Номер патента: 212462
Опубликовано: 01.01.1968
МПК: B22C 1/22, B22C 3/00, C09D 5/18 ...
Метки: краска, литейных, противопригарноупрочняющая, стержней, форм
...Известны противопригарноупрочн покрытия для литейных форм и стерж деркащие огнеупорный наполнитель, с щее - фенольныс смолы, стабилизато створитель.Новизна предложенной краски сост том, что для предотвращения отслаива растрескивания покрытия под воздей тепла заливаемого металла и повышени гидрофобности в ее состав в качестве с щего введена инден-кумароновая смола личестве 3 - 7%. ледующим оора ают примерно с 5 наполнителя и перемешивании. лнитель до не яющи ней, со вязую р и развестных дят о ним и ствием я его Вязуюв коПредмет и обрет очняющая кркней, содержа связующее,личающаяся ия отслаиванод воздейств 5 ПОВЫШЕНИЯдена в качест ая смола в Противопригарноупр литейных форм и стер 5 упорный наполнитель,тор и растворитель, от с целью...
Способ гидравлической выбивки литейных форм

Номер патента: 212470
Опубликовано: 01.01.1968
Авторы: Васильев, Дзегиленок, Кондратьев, Кузнецов, Шегуров
МПК: B22D 29/00
Метки: выбивки, гидравлической, литейных, форм
...стержней орошеи чистотои попают на термообряредмет изобретени йных чаюСпособ гидравлическоформ струей воды подтцийсл тем, что, с цельюотливок и повышения прда, воздействию струи вму, имеющую температ и выбивки лит давлением, отл улучшения кач оизводительност оды подвергают у ру 1300 - 900 С ества и труИзвестен способ гидравлической выбивкилитейных форм путем воздейсгвия на нихструей воды под давлением,Для улучшения качества отливок и повышения производительности труда предложено 5воздействию струи воды подвергать форму,имеющую температуру 1300 - 900 С.Литейные формы после заливки их металлом и выдержке в течение 5 - 10 мин (форма имеет температуру 1300 - 900-С) подвергают воздействию струи воды под давлением30 - 160 кг/см 2, Струю воды...
Автомат для сборки, заливки и выбивки оболочковых форм

Номер патента: 212474
Опубликовано: 01.01.1968
Авторы: Дербасов, Закалинский, Неймарк, Сенькин
МПК: B22D 13/08, B22D 29/00
Метки: автомат, выбивки, заливки, оболочковых, сборки, форм
...остывания (см. фиг. 3) состоит из стола 15, укрепленного на специальной горизонтальной площадке основания автомата, на котором смонтированы две боковые стенки 16. Между последними расположен гидравлический цилиндр 17 двойного действия, шток 18 которого укреплен в стенке 19. Цилиндр 17 подвешен к основанию зубчатой рейки 20, скользящей по двум направляющим 21. 1-1 а валу, несущем шестерню 22, находящуюся в постоянном зацеплении с рейкой 20, укреплено водило 23, в паз которого при выбивке входит палец поворотной плиты 24.В корпусе 25 привода 3 (см, фиг. 4) смонтирована вал-шестерня 2 б, несущая звездочку 27, сцепленную с венцом стола 2,Вал-шестерня 2 б сцеплена с зубчатым колесом 28 поворота, сидящим на валу 29, когорое имеет отверстия для...
Способ изготовления керамических форм в производстве литья по выплавляемым моделям

Номер патента: 212485
Опубликовано: 01.01.1968
Автор: Шагеев
МПК: B22C 9/04, C04B 33/30, C04B 35/14 ...
Метки: выплавляемым, керамических, литья, моделям, производстве, форм
...способом, воздухе.При нанесении следу блок выдерживают в зии несколько дольше дущий микропористый пензией Последующие описанным. ждение нанесенного лять и любым другим апример сушкой на Для интенсификакачества форм предель слой суспензидать воздействиемрежиму от 200 до3 мин.На модельный бческой суспензии,ным способом илинанесением. 15 редмет изобрете Способ изгпроизводствелям путем пмодель нескопензии и отвеаммиака иличто, с цельющения качестслой суспензивоздействиеммч от 200 до отовления керамических форм в литья по выплавляемым модеоследовательного нанесения на льких слоев керамической сусрждения каждого слоя в парах на воздухе, отличающийся тем, интенсификации процесса и улучва форм, нанесенный на модель и предварительно отверждают...
Устройство для заливки литейных форм

Номер патента: 212486
Опубликовано: 01.01.1968
Авторы: Айзенштейн, Дубровин, Николаенко
МПК: B22D 35/04
Метки: заливки, литейных, форм
...механически связанный с ручным приводом. Это позволяет увеличить производительность машины.На фиг, 1 схематически изображено описываемое устройство;на фиг, 2 - то же, с частичным разрезом.Устройство состоит из подъемно-поворотной рамы 1 с направляющей 2, которая установлена телескопически внутри неподвижной колонны 8, из емкости 4 для расплавленного металла с металлопроводом 5 и механизма подъема рамы. На торце направляющей 2 смонтирован упорный шарикоподшипник б, На раме 1 установлены кокильный станок 7 и уравновешивающий груз 8,Механизм подъема состоит из двуплечего рычага 9 с разностью плеч, например, 1: 10, эксцентрика 10 с регулируемой величиной радиуса эксцентриситета,груза 12, штурвала 18 и Для ограничения хода мещения рамы...
Модель шаровой прибыли для литейных форм

Номер патента: 212491
Опубликовано: 01.01.1968
Автор: Чудновский
МПК: B22C 7/00
Метки: литейных, модель, прибыли, форм, шаровой
...верхнем замке, Это ускоряет процесс изготовления литейных форм.На чертеже схематически изображена предлагаемая модель шаровой прибыли.Модель, включает штырь 1, верхний 2 и нижний у, кольцевые замки, с помощью которых на штыре закреплена высокоэластичная оболочка 4, Наружная форма замка 3 соответствует форме перешейка прибыли, а его внешний диаметр больше внешнего диаметра замка 2, В верхнем кольцевом замке выполнено гнездо для установки песчаного стержня 5, способствующего работе закрытой шаровой прибыли под атмосферным давлением, а с внешней стороны оболочки расположены пластинчатые пружингл б, свободные концы которых проходят через пазы нижнего кольцевого замка.Количество пружин подбирается в зависимости от материала оболочки и ее...
Приспособление для съема с форм латексныхизделии

Номер патента: 212513
Опубликовано: 01.01.1968
Авторы: Небогатиков, Никифоров
МПК: B29C 33/58, B29C 41/42
Метки: латексныхизделии, съема, форм
...держателя, жестко связанного с полусферическим резиновым захватом с утоненными кромками. Такая конструкция обеспечивает съем изделия без повреждения и увеличивает производительность выполнения операции съема.На чертеже изображено описываемое приспособление.Оно выполнено в виде смонтированного на ,плите - основании 1 полусферического держателя 2, жестко связанного с полусферическим резиновым захватом 3 с утоненными кромками. Форма 4 с латексным изделием 5 вводится в резиновый захват, в который предварительно заливается вода. При этом из внутренней части резиновэго захвата 8 вы тесняется воздух и избыток воды, и при последующем извлечении формы 4 из захвата д изделие 5 остается в захвате 3; далее изделие 5 извлекается,при...
Многорядный блок хлебопекарных форм

Номер патента: 212901
Опубликовано: 01.01.1968
Автор: Браверман
МПК: A21B 3/13, A47J 37/01
Метки: блок, многорядный, форм, хлебопекарных
...форм, общий вид; на фпг. 2 - разрез блока по Осп стср 2 кня; на фпг. 3 - схема посадки блока форм на Всрлк льный конвейер подъема полочного шкафа расстойки; на фиг. 4 - схема пересадки блока форм с верту 1 кального конВейсра спуска полочного шкафа расстойки на под ленточной печи,Блок хлсбопекарных форм выполнен в виде набора однорядных секций 1 форм на съсмных стеркиях 2. Каждая такая секция составлена из хлебопекарных форм 3, которые жестко связаны соединительными планка ми 4. Б последних сделаны отверстия, через которые пропущены стержни 2, проходящнс между стенками форм. Концы стержней, выступающие за соединительные планки 4 крайних секций, образуют опору для перемещения блока фор. пол кт и 5 Верти кал ьных кон вснсров б и 7 шкафа...
Установка для заливки форм под низким давлением

Номер патента: 213267
Опубликовано: 01.01.1968
Авторы: Прокопенко, Пущаловский
МПК: B22D 18/04
Метки: давлением, заливки, низким, форм
...воздуха в полость тоит из редуктора 8, ресивера 9, упо золотника 1 О, исполнительного11 и регулятора, состоящего из ого устройства 12 с приводом 18, 14, усилителя 15, .устройства 1 б цикла и сбрасывающего золотника омагнитным приводом 18,В исходном положении полость тигля связана с атмосферой через сбрасывающий золотник 17, а управляющий золотник 10 закрыт, при этом в ресивере 9 находится сжатый газ 5 под необходимым давлением.Нажатием кнопки пуск включается привод 18 сбрасывающего золотника, который разобщает тигель с атмосферой, При этом включается привод 18 программного устрой ства, подключается регулирующий золотник1 О к исполнительному устройству 11 и сжатый газ начинает поступать в полость тигля.Под действием сжатого газа металл...
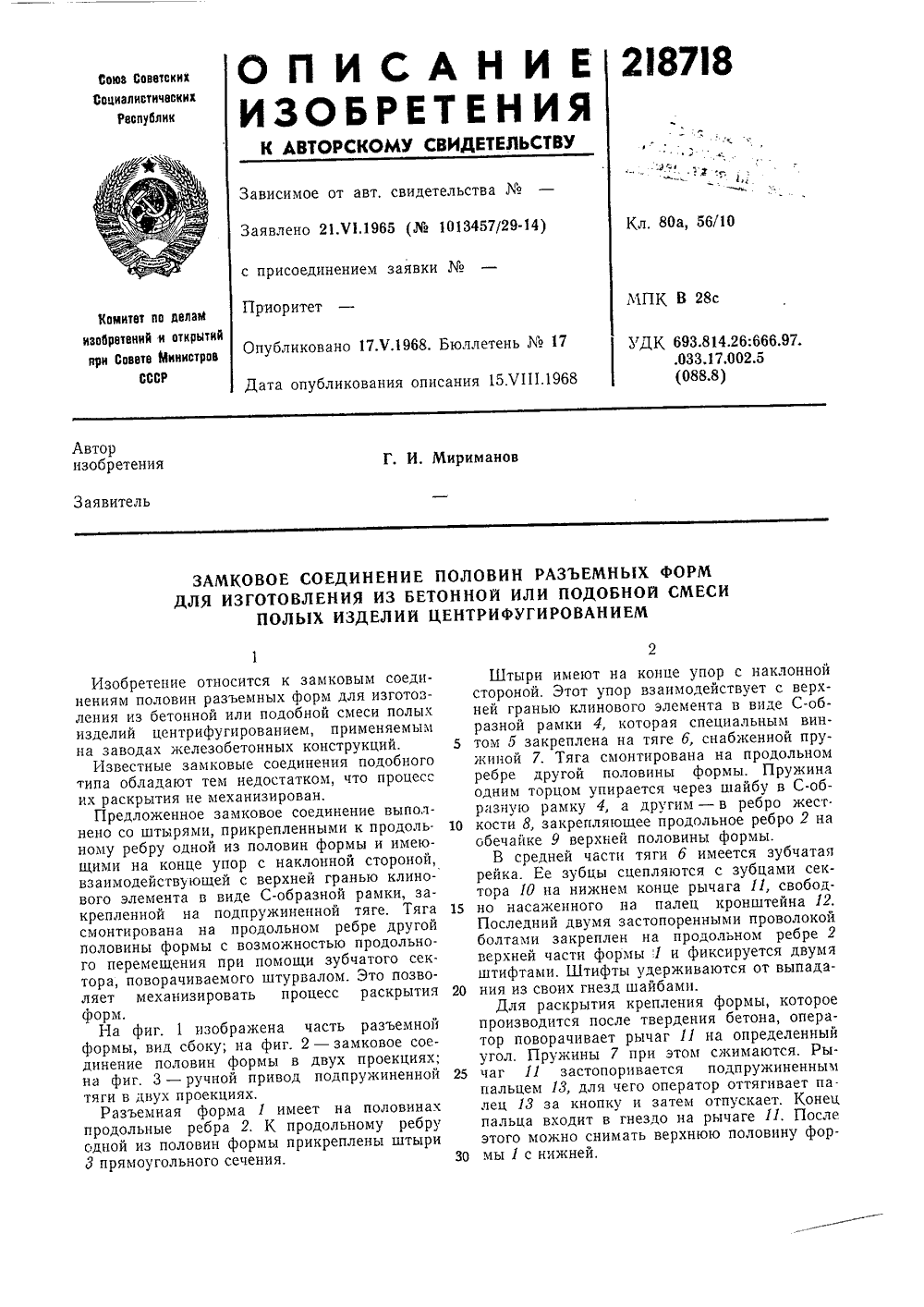
Замковое соединение половин разъемных форм
Номер патента: 218718
Опубликовано: 01.01.1968
Автор: Мириманов
МПК: B28B 21/80
Метки: замковое, половин, разъемных, соединение, форм
...на продольном ребре другой половины формы. Пружина одним торцом упирается через шайбу в С-образную рамку 4, а другим - в ребро жест. кости 8, закрепляющее продольное ребро 2 на обечайке 9 верхней половины формы.В средней части тяги б имеется зубчатая рейка. Ее зубцы сцепляются с зубцами сектора 10 на нижнем конце рычага 11, свободно насаженного на палец кронштейна 12. Последний двумя застопоренными проволокой болтами закреплен на продольном ребре 2 верхней части формы 1 и фиксируется двумя штифтами. Штифты удерживаются от выпадания из своих гнезд шайбами.Для раскрытия крепления формы, которое производится после твердения бетона, оператор поворачивает рычаг 11 на определенный угол. Пружины 7 при этом сжимаются. Рычаг 11...
Способ изготовления печатных форм

Номер патента: 220047
Опубликовано: 01.01.1968
Метки: печатных, форм
...светочувствительным слоем пластину под штриховой или растровой фотоформой. Затем ее помещают в ванну с проявляющим раствором и подвергают воздействию ультра звуковых колебаний, передаваемых к поверх ности светочувствительного слоя через среду проявляющего раствора, Режимы ультразвукового излучения, расстояние пластины ог у:льтразвуковых преобразователей и скорость ее перемещения в плоскости установки выбирают такими, при которых участки задубленного светочувствительного слоя не разрушаются от кавитационных явлений и гидродина. мических потоков, вызванных ультразвуковыми колебаниями, а участки незадубленного ЗО олиграфического машиностроен светочувствительного слояудаляются с соответствующстины,П р и м е р. Пластину, покрытую светочув....
Способ изготовления откорректированных фотографических форм

Номер патента: 220048
Опубликовано: 01.01.1968
Автор: Харитонов
МПК: G03C 1/12, G03F 1/02, G03F 3/10 ...
Метки: откорректированных, форм, фотографических
...негатив промывают, сушат и помещаютв вертикальной плоскости между объективомфоторепродукционного аппарата с источником10 освещения. Последние располагают таким об.разом, чтобы световые лучи, идущие от них,попадали только на корректируемое изображение, так как непосредственное попаданиесветовых лучей от источников в объектив или15 получение бликов от них на черном фонеотрицательно скажется на качестве получаемой маски,Световые лучи, рассеиваемые фотографическим изображением корректируемого негати 20 ва, попадают в объектив, обеспечивая получение градационной маски, После проявления,промывки, фиксирования и сушки маски еесовмещают с вторично проявленным, промытым и высушенным корректируемым негатив 25 ным изображением....
Способ получения светочувствительного материала для изготовления печатных форм

Номер патента: 220187
Опубликовано: 01.01.1968
Авторы: Иностранец, Иностранна, Федеративна
МПК: G03F 7/032
Метки: печатных, светочувствительного, форм
...р и м е р 3, Процесс проводят аналогично примеру 2, но вместо йодоформа берут 9,10-дибромантрацен.П р и м е р 4. В 100 мл толуола растворяют 1 г 2,5-диметил-а-трибромацетофенона, после чего последовательно добавляют по 5 мл 60 О/О-ного раствора в бутаноле непластифицированной мочевиноформальдегидной смолы, 50%-ного раствора в толуоле стиролизированной алкидсмолы, 65% -ного раствора в ксило. ле модифицированной жирной кислотой фенолформальдегидной смолы резольного типа, Эту60 65 ниевую фольгу и сушат нагретым воздухомПластину перерабатывают в плоское клише, как в примере 2.П р и м е р 10. Готовят бромсодержащуюсмолу из 25 г трехбромистого альдегида уксус. ной кислоты (бромал), 21,5 г технического чистого пирена и 0,7 г безводного...
Многороторная машина для эмульсионного травления изогнутых печатных форм

Номер патента: 220273
Опубликовано: 01.01.1968
Авторы: Горожанкин, Дубков, Жаринска, Корончевский, Подольчак, Явный
Метки: изогнутых, многороторная, печатных, травления, форм, эмульсионного
...которой регулируется подача раствора в трубки 8 и, следовательно, на форму.Вентилятор П предназначен для отсоса паров 15 из ванны. Термостатирующая система состоитиз змесвика 12, соединенного с холодильником 13, и трубчатых нагревательных элементов 14.Вместо трубок с щелевыми прорезями илотками в системе подачи травящего раствора 20 на верхние роторы применяют ванны 15, установленные под верхними роторами. Кроме того, в эти ванночки попадает раствор от нижних роторов. Индивидуальная подача травя- щего раствора на верхние роторы может осу ществляться также трубками 8 со щелевидными прорезями или круглыми отверстиями, направляющими раствор непосредственно на край лопасти ротора, подающего травящий раствор на формодержатель 4, Роторы...
Траверса для черновых форм

Номер патента: 221236
Опубликовано: 01.01.1968
Авторы: Гегелашвили, Колесников, Паук, Шапошников
МПК: C03B 11/00
Метки: траверса, форм, черновых
...шариками по краям.На чертеже изображена предложеннаяверса.Она состоит из двух низков черновых ф1, коромысла 2, оси 3 коромысла, двух шков 4 коромысла, двух направляющихлок 5 и корпуса траверсы.В технологической последовательностидегали взаимодействуют следующим обраДве черновые формы закрепляются на нии в момент прессования каждая из них дна установиться точно на геометрической прессов жение, черновоТакое ва ется наимсн иоверхн что дос бодно в ла. ания, а по высоте занять тако при котором невозможен зазор й формой и горловым кольцов положение черновых форм об поворотом коромысла 2 вокруг ьшим коэффициентом трения остями контакта коромысла и тигается применением шариков ращающихся в углублениях к поломежд ща еспечиоси 3 с между...
Устройство для автоматического съема с форм маканых изделий

Номер патента: 221250
Опубликовано: 01.01.1968
МПК: B29C 33/46, B29C 41/42
...линии конвейера установки, закрленные на неподвижной плите 1 станиньсборник 8 готовых изделий и пневмоцилиры 4 перемещения по вертикали подвижн25 плиты 5 с механизмом захвата изделийформах б, смонтированных на формодержалях 7, связанных с конвейером шаговой почи их на направляющих 8 установки.Механизм захвата форм б с изделия30 включает закрепленную в центре подвижплиты 5 двусгороннюю часть 9 зажима, выполненную с эластичными вкладышами 10, например из фетра, взаимодействующими при обхвате изделий с эластичными вкладышами 11, съемных частей 12 зажима, подвижных по горизонтали, со встречным движением от пневматических приводов 18, установленных на концах подвижной плиты 5.При смыкании вкладышей подвижных и неподвижных частей зажима...
Устройство для съема с форм латексных изделий

Номер патента: 221255
Опубликовано: 01.01.1968
Авторы: Небогатиков, Никифоров
МПК: B29C 33/46, B29C 41/42
...очениг 4 изет из льнеия тем, пиндри- асполо- связанПредмет енг о 1. Устройство дл ных изделий, напр лочек, от.гичиющеев изделия без повре виде жесткого ци концентрически рас тым цилиндром.2. Устройство по что цилиндрический вакуумирования. 1, оорпус личающееся тем,связан с системой 11 звсстны устройства для съема с форм латексных изделий, выполненные в виде набора колец, нижггсе из которых снабжено ггитягти, снимающими изделие с формы, Однако известные устройства не обеспечивают съем изделия без повреждения.Предлагаемое устройство отличаетсчто оно выполнено в виде жесткого ци.ческого корпуса с концентрически р женным в нем сетчатым цилиндром,ного с системой вакуумирования.На фиг.схематически изображено предлагаемое устройство;...
Способ изготовления офсетных печатнб1х форм

Номер патента: 221486
Опубликовано: 01.01.1968
Авторы: Акоева, Гординский
МПК: G03F 7/00
Метки: офсетных, печатнб1х, форм
...до 76 - 80=С и выдерживают при этой температу. ре прп постоянном перемешивании 4,5 - 5 час.Полученный вязкий бесцветный раствор олеофильного сополимера в количестве 146 г3приливают к 39,5 г эфира ТРМи 1,2 г метилового эфира бензоина в 500 мл этанола и доводят общий объем раствора до 1 л путем добавления этанола.Слой подсушивают и освещают ртутно- кварцевыми горелками ПРК, расположенными на расстоянии 70 см от поверхности пластины в течение 5 - 8 чин. После этого в центрифуге наносят слой, приготовление которого осуществляют следующим образом.Составляют композицию, в состав которой входят метилметакрилат 115 г, метакриловая кислота 129 г, перекись бензоила 1,222 г, этанол 470 мл.Полученную композицию нагревают до 80 - 85 С и выдерживают...
Краска для литейных форм и стержней

Номер патента: 221905
Опубликовано: 01.01.1968
Авторы: Злобинский, Носова, Проектно, Садомский, Семененко, Соколов, Юхимец
МПК: B22C 3/00
Метки: краска, литейных, стержней, форм
...катализаторстабилизатормочевина техническавода менять ркон и ения в аторы,В качестве наполнителя можно при графит аморфный, кристаллический, ци другие. Для ускорения процесса тверд состав краски вводят кислые катализ например персульфаты. Краску готовят следующим образ Предварительно перемешанные суль спиртовую барду, техническую мочевин ду вводят наполнитель и стабилизатор пример, бентонит, карбоксилметилцел50,0 - 72,05,0 - 10,01,5 - 4,00,5 - 1,52,0 - 10,015,0 - ЗО,О наполнитечь сульфитно-спир5 кислый катали стабилизатор мочевина технт Б итно.ческая Известны краскистержней, содержащтель, сульфитно-спиртализатор, стабилизНовизна предложедля исключения проной поверхности зата влаги, в состав кмочевину.Состав краски сле ес. %):50,0...
Способ изготовления форм в производстве литья по выплавляемым моделям

Номер патента: 231069
Опубликовано: 01.01.1968
Авторы: Баранов, Калугин, Матвеев, Научно, Пепелин
МПК: B22C 9/04, C04B 35/14
Метки: выплавляемым, литья, моделям, производстве, форм
...огнеупорном покрытии используют кварцевый песок, электро. корунд, силлимант, плавленый кварц.Электрокорунд и силлимант обеспечивают получение форм хорошего качества, но дефицитны. Кварцевый песок обеспечивает хорошую поверхность, но форма недостаточно прочна и термоустойчива.Г 1 редлагаемый способ заключается в том, что в качестве присыпочного материала для второго и последующего слоев наносимой на блок суспензии используют шлак-отход ваграночного, доменного или мартеновского производства.Для первого слоя покрытия в качестве присыпочного материала применяют кварцевый песок, который обеспечивает чистоту поверхности отливок,Применение для присыпки второго и последующих слоев вместо кварцевого, песка шлака позволяет повысить прочность,...
Способ изготовления литейных форм

Номер патента: 231731
Опубликовано: 01.01.1968
МПК: B22C 13/08, B22C 9/12
Метки: литейных, форм
...с помощью термореактивной смолы с отверждением этого покрытия при соответствующей тепловой обработке.Предложенный способ отличается от известного тем, что волокнистый углеродистый материал опрессовывают пластично деформируемым телом на металлической модели, нагреваемой до температуры не ниже 600 С. Это позволяет повысить точность и термохимическую инертность форм.Углеродистую ткань или слой волокна покрывают слоем термореактивной высокококсующейся смолы или пека (раствором смолы в растворителе или в виде порошка) и подсушивают до оплавления смолы.Формовочную модель (из металла или другого соответствующего материала) покрывают одним или несколькими слоями ткани. При этом поверхность ткани со смолой должна быть сверху. Затем модель...
Прибыль для литейных форм

Номер патента: 231732
Опубликовано: 01.01.1968
Автор: Шлыков
МПК: B22C 9/08
Метки: литейных, прибыль, форм
...1,9 - 1,6 2,9 - 2,7 2,6 - 2,5 2,4 - 2,3 2,2 - 2,1 2,1 - 2,0 2,9 2,8 2,7 - 2,5 2,5 2,3 2,3 - 2,2 2 2 2 1 2,5 2,4 2,3 2,1 2,0 - 1,8 1,8 - 1,6 1,6 - 1,4 Известны прибыли кольцевой конической формы (закрытые и открытые) для питания цилиндрических отливок.Предложенная прибыль отличается тем, что она,имеет форму тора. Такая форма прибыли .позволяет получать отливки хорошего качества и повышать выход годного металлаНа чертеже схематически представлена предлагаемая прибыль 1, предназначенная преимущественно для питания цилиндрическихких отливок.На чертеже обозначены,посчань " жень 2, оформляющий внутреннююотливки и полученная отливка 3; 0 - прибыли (тора) определяется по.О=КТ, мм, гдеК - коэффициент, определяемыйв зависимости от толщины...
Устройство для физико-химической обработки литейных форм

Номер патента: 231736
Опубликовано: 01.01.1968
Автор: Козлов
МПК: B22C 23/02
Метки: литейных, физико-химической, форм
...форсунки и нагревательные элементы,а горизонтальные стенки камеры выполненысо сквозньгми отворсгиями, предназначенными 15для передачи рабочей среды гна противолежащие стенки формыУстройство, выполненное таким образом,позволяет повысить производительность благодаря одновременной обработке двух полуформ,На чертеже схематически изображено описываемое устройство,Оно состоит из рамы 1, на которой смонгирован механизм 2 поджатия полуформ 3 к каре 4. Камера выполнена двустороннейс встроенными перегородкагми 5, на,которых установлены горелки, форсунки и нагр пые элементы б. Управление указанн ментами осуществляется приспособл Горизонтальные стенки камеры 4 вь со сквозными отверстиями 8, предназ ми для передачи,рабочей среды на,п сти п...
Установка для обжига, заливки и охлаждения форм в производстве литья но выплавляемым моделям

Номер патента: 231747
Опубликовано: 01.01.1968
МПК: B22C 9/12, B22D 47/02, C04B 33/32 ...
Метки: выплавляемым, заливки, литья, моделям, обжига, охлаждения, производстве, форм
...уровнях ,в момент наезжания на него ходовой части подвески. При этом из-за перекосов и короблея от нагрева тяг подвесок происходит их задание во втулках тянущей цепи конвейера. Кроме того, так как формовка и заливка бло,ков производятся при их движении, то блоки несколько перемещаются относительно напол,нителя и при этом деформируются, что приводит к браку отливок,На фиг. 1 схематически показана описываемая установка; на фиг. 2 - то же, разрез.Установка содержит обжигательную проходную печь 1, подъемную заливочную камеру 2,5 охладительную камеру Л, устройство 4 длясбрасывания готовых отливок и подвеснойконвейер 5,Керамические формы, установленные наподвески б, продвигаются конвейером в обжиО гательную печь, в своде которой имеется...
Карусельная машина для формовки литейных форм прессованием

Номер патента: 256950
Опубликовано: 01.01.1969
МПК: B22C 15/10
Метки: карусельная, литейных, прессованием, форм, формовки
...гидроцилиндужиненныъ 1 и площадкой и пуансоеже показана схема машины.штейнах 1 карусели смонтированы енны, площадки 2, число которых Описываных формновременнпомощи одму, что налена поджиненнымпрессованиющий в пра с подпрном,На чертНа кронподпр ужи соответствует числу позиции на машине, укрепленные на шести подпружиненных направляющих д, В гнездахлощадок 2 на четырех направляющих 4 установлены подпружиненные пуансоны о. г 1 а траверсе 6 маши смонтирован гидроцилиндр 7 с прессовой колодкой 8, взаимодействующий при работе с упором 9, расположенным на фундаменте машины соосно с гидроцилиндром.10 Прессование формовочной смеси в обеихопоках осуществляется на третьей позиции машины, где смонтирована двусторонняя подмодельная плита 10,...