Патенты с меткой «форм»
Способ изготовления литейных форм и стержней

Номер патента: 1210954
Опубликовано: 15.02.1986
Авторы: Берсенева, Дрягин, Никифоров, Семенов
МПК: B22C 1/10, B22C 5/04, B22C 9/00 ...
Метки: литейных, стержней, форм
...При испытании сначала проверяли влияние предлагаемого способа 5 О 5 20 25 30 35 40 45 55 ца прочность Форм с применением широко распространенного порошкообразногоотвердителя - Феррохромового шлака в количестве 2,0-5,0 мас.7, а эатем - высокоактивного порошкообразного фосфора алюминия в количестве 0,2- 1,5 мас.Е от массы смеси.Сравнить предлагаемый способ с известным по авт,св. В 514657 невозможно, так как известным способом нельзя ввести порошкообразный материал в смесь после засыпки ее в опоки через инъркторы в модели. Ортофосфорную кислоту испытали в количестве 0,2-2,5 мас.Е от массы смеси.В табл.1 и 2 представлены сравнительные результаты испытания на пластичных смесях,Как видно из табл,1 и 2, прочность смесей при изготовлецйи Форм...
Способ изготовления оболочковых форм по моделям из вспененного материала
Номер патента: 1210955
Опубликовано: 15.02.1986
Автор: Померанец
МПК: B22C 9/04
Метки: вспененного, моделям, оболочковых, форм
...давлением 0,2-С,б ИПа с деформацией моделидо образования зазора между модельюи оболочкой, После образования междумоделью и оболочкой зазора давлениеснимают. Удаление модели производятнагревом до температуры полной еегазификации при нормальном давленииили в вакууме для ускорения процессаи снижения температуры газификации.Оболочки с полистироловыми моделями,плотностью до 0,03 г/см, обжимаютгазом или жидкостью давлением 0,5 О,б ИПа при нормальной температуре.Оболочки с полистироловыми моделями,плотностью 0,08 г/см (высокой прочности), для снижения давления обжатия одновременно с обжатием газомили жидкостью давлением 0,2-06 ИПаподвергают нагреву до температурыразупрочнения (размягчения) - 70120 С.Изготавливаются керамические оболочки по...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Машина для изготовления литейных форм с вертикальным разъемом методом вакуумно-пленочной формовки

Номер патента: 1210963
Опубликовано: 15.02.1986
Авторы: Барский, Найвельт, Рыжко, Сопряжинский, Фурсенко, Яновер
МПК: B22C 9/03
Метки: вакуумно-пленочной, вертикальным, литейных, методом, разъемом, форм, формовки
...Между каркасамиустановлен вибростал 26 с вибраторами 27, На вибрастале установленкромочный рольганг 28 для сборкиапок 24 и 25 и полуформ 29 и 30 имеханизм 31 крепления опок. На вибростоле закреплена нижняя часть 32полой разъемной рамы, отъемнаячасть 33 рамы имеет цапфы 34 дляподъемно-транспортнога устройства1,не показано), Для сборки полойрамы нижняя ее часть 32 имеет штыри 35, а отъемная часть - втулки36, соединяемые с помощью клиньев 5 10 15 20 25 30 40 37. Полость рамы отверстиями 38-40 соединена с вакуумной системой. На отъемнай части 33 рамы закреплен посредством муфты 41 модельный комплект, а именно нераэъемная модель 42 и литниковая система 43. На раме закреплены прижимы 44 опак.Машина работает следующим образом.Отъемную часть...
Устройство для заливки форм на конвейере

Номер патента: 1210983
Опубликовано: 15.02.1986
Авторы: Иванов, Кармалин, Колпаков, Спиридонов
МПК: B22D 37/00
Метки: заливки, конвейере, форм
...выполнен сифонный канал 5, сообщающий полость чаши 2 с расплавом и формой в опоке. Колено канала расположено выше уровня расплава в чаше 2 при свободно плавающем поплавке 4 фиг,2). Этим обеспечивается гидравлическая изолированность расплава в чаше 2 от формы до момента заливки (фиг,З) . В зоне заливки над конвейером устанавливают стационарный упор-утапливатель 6, предназначенный для принудительного утапливания поплавка 4. Упор-утапливатель может быть профилирован в направлении движения конвейера, профильможет быть рассчитан по требуемому расхОду при заливке. В процессе работы в зоне заливки упор-утапливатель 6 утапливает поплавок 4, поднимая уровень расплава выше коленасифонного канала - включается сифон, 5 и начинается заливка формы.Два...
Устройство для транспортировки и заливки литейных форм

Номер патента: 1210984
Опубликовано: 15.02.1986
Авторы: Королев, Коротков, Рывкис, Смирнов, Ткаченко
МПК: B22D 47/02
Метки: заливки, литейных, транспортировки, форм
...устройства поясняетсяциклограммой на фиг.2, в которой,как и на фиг.1 положение форм показано после окончания их заливки. Кроме того, на фиг.1 формы одногонаименования, перемещаемые первыми,обозначены буквой А, движущиеся заними формы другого наименованиябуквой Б, а защитные формы заштрихованы.Работа производится в следующемпорядке,После остановки на проходныхстолах 5 и 8 новых Форм начинается их заливка заливочными машинами12 и 13, во время которой передаточные столы 2,3,9 и 1 О поворачиоваются на 90 , а стол 6 - на 180При этом на столы 2 и 3 поступаютновые формы из конвейера-накопителя 1, а со столов 9 и 10 залитыеформы вьдаются в конвейер-накопитель11. После этого столы 2,3,9 и 1 Оповорачиваются в обратную сторону.Система...
Механизм смыкания форм литьевой машины

Номер патента: 1211077
Опубликовано: 15.02.1986
Автор: Бабийчук
МПК: B29C 45/64, B29C 45/68
Метки: литьевой, механизм, смыкания, форм
...колоннами 3, К задней плите 2 присоединена дополнительная плита 4, а на колоннах 3 установлена подвижная плита 5. Рычаги 6 рычажной системышарнирно соединены с дополнительнойплитой 4, а рычаги 7 - с подвижной плитой 5. Шатуны 8 рычажной системы соединены с траверсой 9, которая соединена со штоком 10 гидроцилиндра 11. Траверса 9 установлена на скалках 12, закрепленных между кронштейнами 13 и дополнительной плитой 4. Последняя соединенаболтами 14 с задней плитой и контактирует с ней по кольцевым сферическими поверхностями с 1 . Питьевая форма 15, состоящая из двух полуформ,закреплена на передней 1 и подвиж."ной 5 плитах. Колонны 3 соединены сзадней плитой гайками 16,Механизм смыкания Форм литмевоймашины работает следующим образом.При...
Устройство смешивания увлажняющей жидкости для печатных форм офсетных ротационных машин

Номер патента: 1211093
Опубликовано: 15.02.1986
Метки: жидкости, машин, офсетных, печатных, ротационных, смешивания, увлажняющей, форм
...то обеспечивается интенсивное смешивание травяшего раствора и исключаются выделения отдельных составных частей вследствие расслоения. Это является особенно важным, если учесть, что но причине недостаточного качества печати концентрация травяшего раствора в запасном резервуаре срочно должна изменяться путем добавления одной составной части.Устройство имеет простую конструкцию, удобно в отношении технического ухода и обслуживания, позволяет свободно доли 1211093вать травящий раствор и не требует стойких к кислотам клапанов управления. Лозировочный резервуар обеспечивает очень чуткую, точную и воспроизводимую дозировку травящего раствора,По причине длительности заполнения дозировочного резервуара травящим раствором требуется только...
Устройство смешивания увлажняющей жидкости для печатных форм офсетных ротационных машин

Номер патента: 1211094
Опубликовано: 15.02.1986
Метки: жидкости, машин, офсетных, печатных, ротационных, смешивания, увлажняющей, форм
...если учесть, что по причине недостаточного качества печати концентрация травящего раствора в запасном резервуаре срочно должна изменяться добавлением одной составной части.Устройство имеет простую конструкцию, удобно в отношении технического ухода и обслуживания, позволяет свободно доливать травящий раствор и не требует стойкихк кислотам клапанов управления. Дозировочный резервуар обеспечивает очень чуткуюточную и воспроизводимую дозировку травящего раствора.По причине длительности заполнения дозировочного резервуара травящим раствором требуется только простой насос малойпроизводительности, например, в пластмассовом исполнении.Для установки требуемой концентрации увлажнительной жидкости предпочтительно 10 на торцовой стороне...
Транспорт для перемещения литейных форм

Номер патента: 1212688
Опубликовано: 23.02.1986
Автор: Сизов
МПК: B22C 11/10
Метки: литейных, перемещения, транспорт, форм
...на толщину Формы, Стопка форм переме 12688 2щается на решетчатый лоток 12 идалее на ленточньп. транспортер 13.На роликовом участке 2 происходитзаливка форм и кристаллизация отли"вок, на ленточном транспортереохлаждение отливок.П р и м е р. Расчет нагрузокпри перемещении форм по предлагаемому транспортеру.О Исходные данные для раачета;размер Формы 600 г 500 мм, ее ширина250 мм, длина неподвижной частисклиза 2,4 м, длина наклонной частисклиза 4 м, длина ленточного тран спортера 13 м, коэффициент трениякачения 1, 0,05, коэффициент тренияскольжения 1 0,35, металлоемкостьформы по жидкому металлу 25 кг,плотность Формы 1,6 кг/дм , общая9 20 площадь Формы Ро, = 3000 см,Полезная площадь Формы Р,;оьцгде к - коэффициент использования 25...
Установка для изготовления безопочных литейных форм

Номер патента: 1212689
Опубликовано: 23.02.1986
Авторы: Каникаев, Перепелица, Селезнев
МПК: B22C 11/10
Метки: безопочных, литейных, форм
...с управляемой . промежуточной плитой 9. Камера 6 прессования снабжена скалками 10, взаимодействующими с поворотным кронштейном 4. На промежуточной плите 9 закреплен цилиндр 1 1 сборки, шток которого взаимодействует с плитой 12 прессования-сборки и с модельной плитой 13, Плита 12 прессования-сборки снабжена скалками 14, взаимодействующими с поворотным кронштейном 4, который управляется штоком цилиндра 15, закрепленного на основании 1 (не показано). К силовому кронштейну 2 при помощи колонн 16 с гайками 17 закреплена неподвижная плита 18, на которой смонтированы скалки 19 и цилиндр 20 прессования, На штоке цилиндра 2020 25 аппарата 24 штанги 25, После некото 51.015 30 35 40 45 установлена плита 21 прессования с модельной плитой 22....
Способ подготовки стекольной формы к работе и термостойкая смазка для стекольных форм

Номер патента: 1212992
Опубликовано: 23.02.1986
Авторы: Абрамович, Андрюнин, Бакастов, Барташевич, Будовкин, Ватутин, Гурин, Дзюзер, Садков
МПК: C03B 40/02
Метки: подготовки, работе, смазка, стекольной, стекольных, термостойкая, форм, формы
...наружной поверхности изделия,Полировка поверхности смазочного покрытия до шероховатости нижеК=0,32 не требуется, так как и приэтом значении поверхность стеклоизделий получают достаточно высокогокачества. Полировка поверхностисмазочного покрытия до шероховатости выше Я=1,25 дает недостаточногладкую и качественную поверхностьстеклоизделия.Если температура во время пропитоки минеральным маслом выше 150 С,то происходит либо интенсивное испарение масла, либо его возгорание, 4 оОхлаждение формы ниже 100 С приводитк поглощению адсорбентом влаги извоздуха, вследствие чего происходитуменьшение прочности покрытия.Пропитка рабочей поверхности формы с нанесенной смазкой после охо,лаждения до 100-150 С минеральным маслом обеспечивает значительное...
Агрегат для непрерывной намотки на упоры форм преднапряженной арматуры

Номер патента: 1213159
Опубликовано: 23.02.1986
Авторы: Блинникова, Гитлевич, Дианов, Мараховский, Мотин, Фейгин
МПК: E04G 21/12
Метки: агрегат, арматуры, намотки, непрерывной, преднапряженной, упоры, форм
...28 с конечным выключателем 29, червяка 30, червячного колеса 31 и шпонки 32Устройство жесткой фиксации пиноли состоит из двигателя 33, понижающей зубчатой передачи 34-37, одно оборотной муфты 38, делительной зубчатой передачи 39-40, кулачка 4 1, рычага 42, фиксаторов 43, закрепленного к червячному колесу поворотного диска 44 с пазамн 45, конечного выключателя 46 и флажков 47. Злектромагнит 48 предназначендля включения однооборотной муфты 38.Пульт 49 служит для управленияагрегатом.5 Величина натяжения наматываемойарматуры может быть увеличена засчет электротермического ее разогрева с помощью трансформатора 50.Агрегат работает следующим образом,Закрепляется свободный конец арматуры и включается привод 16 перемещения каретки 14, Вместе с...
Смесь для изготовления литейных форм

Номер патента: 1214308
Опубликовано: 28.02.1986
Авторы: Давыдов, Ильин, Комиссаров, Кузьмин
...Пр( Зт;З(1, НЕМтем МРньше 1(абявз(де тс Оен анитПри ясп;)з 1;)зовян 1-и гед)(н 011 (1)арм 01)оцН).,н СМЕ( И ОСВЕХ Ен: И -ОП)(Ь)МИ КОМ" ланентями у( ганянляваетсв Ня) ОМ Л)ЭЗ(ЗР, Е Искадг НэКИХ П ) (рь КО(41(ОНЕг 1 1 Б СЕ ВВОДИ ТС)( 11 СМРСЬ С Уг(ЕТОМ жаниЯ В кубовой п(и)(кс ст)(,МУК) СМРСЬ МОЖНО 11 РИ 1 ОТЯВТ(И испйг 1,)ВЯ ние ) бентон)1 та к,)Оную жицкость мйжнО дази 1)ОВять ся мостояел 1;на из)я вместе с ьодой.(З.(тимаззьное содержание в предла 1 Немой смес)1 активирующей добавкя составляет (3) вМЯС,Е составы 2:1 ри содержании в смеси кубовой жидкости В пере чете ня сухой остагак менее О,( мас.% (состав ) эф - фект активации незначителен а при с:зсе;)жанни более 1,О мас,% (сос- ГЯВ с) ПОЛУЧаЕМЫй ЭффЕК: НЕ УВЕЛИЧИ)аз 1(риведеннь 1...
Смесь для изготовления керамических литейных форм

Номер патента: 1214309
Опубликовано: 28.02.1986
Авторы: Бельский, Ливенцев, Мельников, Ситкевич
МПК: B22C 1/16
Метки: керамических, литейных, смесь, форм
...ОК 1 я 1:Г 11 ЯТЕЛЬНОЙ Ятмосфеоы При этом нейтрятНэ уетст неуглераживающее действие Б,С и про. исходит частичное Обеэуглераживание паверхностОго слоя отливки, что сваю очередь саздяе благоприятные условия дпя проникновения атомов ОО" ра в поверхностный слой атг.явки и к ЗНЯЧНТЕ.1 ЬНОЙ КОНЦЕПТРЯЦИИ ИХ ПО 1 Г 1 У бИНЕ СЛОЯ г 0 ТС.ГТСТВИЕ УГЛЕООДЯ;.ОВЫ-. щяет температуру плавления эвтектики0нстемы 11 е -В да 1180 С что снижает вероятность оплавления поверхностного слоя металла Высокая канцентряцкя бора В поверхностном слое отливки способствует образованию высокотвердьгх и износастайких боридов1 е-В и Ге В. Добавки ЫЯР и 11 Я,. являются активаторами диффуэик бора, об 1 рязующиеся летучие барфтариды и бориадкды способствуют быстрому...
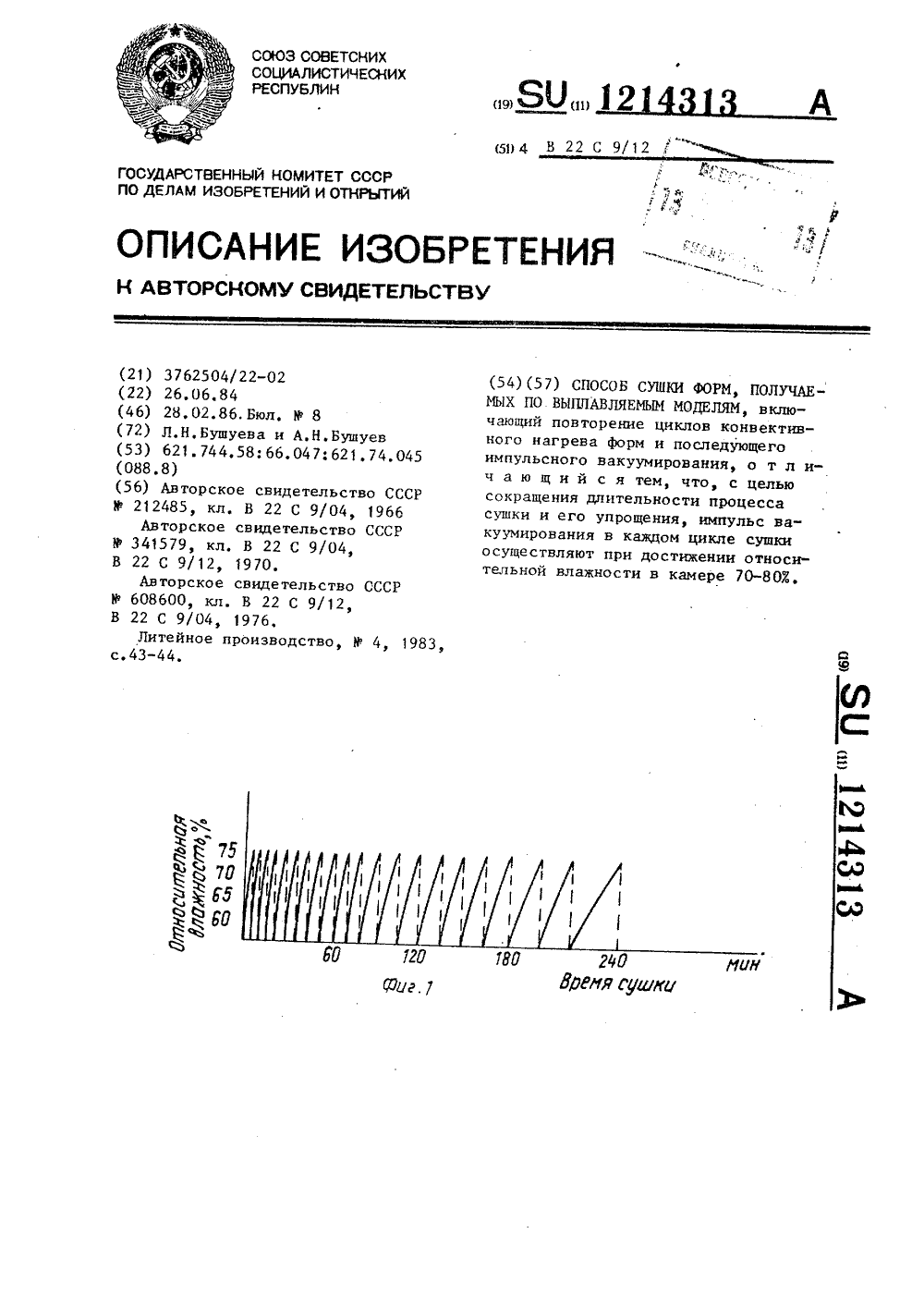
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Устройство для заливки под вакуумом литейных форм

Номер патента: 1214321
Опубликовано: 28.02.1986
Авторы: Жданов, Петров, Филимонова, Ченцов
МПК: B22D 18/06
Метки: вакуумом, заливки, литейных, форм
...ул,Проектная, 4,Изобретение относится к литейному производству, в частности к оборудованию для заливки фррм под вакуумом для заливки форм под вакуу в ,лом керамических оболочковых форм.Цель изобретения - увеличениеноменклатуры отливаемых деталей,На чертеже представлено предлагаемое устройство для заливки подвакуумом, общий вид.Устройство для заливки под вакуумом литейных форм содержит камеру 1, соединенную с вакуумной системой и крышку 2 со стыковочнымузлом,Прижимная плита 3 стыковочногоузла, имеющая уплотнительную прокладку 4, крепится к нму ордустакана 5. Верхняя часть стакана 5связана с крышкой 2 камеры 1 эластичной мембраной 6. Кольцо 7 предохраняет мембрану 6 от попаданияна нее при заливке жидкого металла,а также ограничивает...
Состав для изготовления литейных форм методом вакуумно пленочной формовки

Номер патента: 1215823
Опубликовано: 07.03.1986
Авторы: Аравин, Баранцев, Гусев, Клочко, Комиссаров, Широкий
МПК: B22C 1/00
Метки: вакуумно, литейных, методом, пленочной, состав, форм, формовки
...соответствует соотношению между ними (3,5-4): :(1-1,5), при этом составы 4 и 5 содержат пылевидную фракцию в количестве, выходящем эа пределы ее со" держания в предлагаемом составе, а состав 6 - известный.Как следует из таблицы, увеличение содержания пылевидной фракции более 12 мас,Х уменьшает газопроницаемость формы, ухудшает санитарно- гигиенические условия труда. Содер 215823 1жание пылевидной фракции менее8 мас.7 ведет к ухудшению поверхности отливки, к образованию механического пригара и "просечке". Причем5 содержание дистен-силлиманита и хромомагнеэита по 20-30 мас.7 приводитк чому, что не образуется химическийпригар при взаимодействии окисловэлементов сплава с окислами элемен 111 тов формовочной смеси эа счет того,что среда...
Смесь для изготовления литейных форм и стержней процессом

Номер патента: 1215824
Опубликовано: 07.03.1986
Авторы: Богучерский, Горенко, Жуковский, Фролова, Шадрин
МПК: B22C 1/18
Метки: литейных, процессом, смесь, стержней, форм
...уменьшения в его структуре легкодеструктируемь 1 х органичес- ких связующих, При содержании полиизоцианата вьппе верхнего предела прочностные свойства смеси остаются беэ изменения, однако стоимость смеси при этом резко возрастает. При выбранном соотношении компонентов смеси ее прочностные свойства удовлетворяют широкой номенклатуре отливок нз чер" ных и цветных сплавов.Используют жидкое стекло с модулем 2,8-2,9 и плотностью 1,40-1,48 г/смп. Гидроокись натрия техническую плотностью 1,10-1,30 г/см , полиизоциа-.Янат технический, содержащий 50-607 дифенилметандиизоцианата.В качестве огнеупорного зернисто" го материала можно использовать кварцевый песок, зернистый дистен" силлиманит, циркон, рутил и т.п, К кварцевому песку предъявляются...
Способ получения силикатного связующего для изготовления литейных форм и стержней

Номер патента: 1215825
Опубликовано: 07.03.1986
Авторы: Ветик, Дивавина, Кикоть
МПК: B22C 1/18
Метки: литейных, связующего, силикатного, стержней, форм
...улучшить выбиваемость смесей после заливки форм жидким металлом-.Связующее получают в автоклаве,имеющем перемешивающее устройство,Исходные компоненты загружают в автоклав, герметизируют еговключаютперемешивающее устройство, подаютспар или включают электрообогреватель и проводят процесс при перемешивании в течение 1-1,5 ч до полного растворения силикатов натрияи КОРФ. Загрузку компонентов проводят при следующем соотношении,мас, 7.:Силикат-глыба 43-51КОРФ 0,6-3,0Едкий натр45,0 36 47,0 48,6 2,5 1,5 0,5 Нижний предел температуры (120- 160 С) принят исходя иэ того, что при более низких температурах не происходит полного растворения КОРФ, Верхний предел обусловлен экономи" ческими соображениями (потребуется более громоздкая аппаратура...
Состав смеси для изготовления литейных форм и стержней

Номер патента: 1215826
Опубликовано: 07.03.1986
Авторы: Гамов, Двоскин, Столповский, Фирсов, Ханин, Царев, Шумов
МПК: B22C 1/22
Метки: литейных, смеси, состав, стержней, форм
...ее нагревом до 200-300 С.Приготовление смеси для изготовления форм и стержней по горячейоснастке осуществляется путем перемешивания огнеупорного материала,,крокусасмолы и пластификатора в бегунах в ечение 3 мии,Для изготовления форм и стержнейпо холодной оснастке в состав смеси после перемешивания огнеупорного материала, крокуса, смолы и дибутилфталата вводят отвердитель - полиэтиленполиамин, после чего составля ющие смеси перемешиваются в бегунахв течение 5"7 мин.Составы предлагаемой смеси приведены в табл.1, физико-механические и технологические свойства смесей пос ле горячего и холодного отверждения"в табл.2 н 3 соответственно Как видно из табл.2 и 3, прочностные свойства смеси существенно за висят от содержания эпоксидной...
Раствор для выплавления легкоплавких моделей из многослойных оболочковых форм

Номер патента: 1215837
Опубликовано: 07.03.1986
Авторы: Бочаров, Иванов, Троян, Фролов, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: выплавления, легкоплавких, многослойных, моделей, оболочковых, раствор, форм
...сравнению с раствором контактПетрова. Содержание соли сернокислыхэфиров жирных спиртов Со С щ 8 В растворе определяют по эффективностиразделения модельной массы от воды,Разделение осуществляют по следующей методике. В стакан наливают 300 мл воды или соответствующего раствора и нагревают до кипения, загружают 50 г модельной массы (состав Р) и тщательно стеклянной палочкой перемешивают до получения однородной массы. Полученную массу охлаждают до 20+2 С и отстаивают в течение 4 ч, а затем проводят разделение модельного состава и воды, По общеизвестной методике определяют содержание воды в модельном составе.Результаты испытаний приведены в табл. 2 в сравнении с известным и с выплавлением в воде,Применение состава выплавляющего водного...
Способ охлаждения металлических форм

Номер патента: 1215862
Опубликовано: 07.03.1986
Авторы: Котлярский, Печеный, Старжинский, Чайкин
МПК: B22D 27/04
Метки: металлических, охлаждения, форм
...околоэвуковой скоростью потока газовой струи, что приводит к интенсивному эатвердеванию отливки, так как резкое увеличение скорости газа сапровождается его интенсивным охлаждением, Между зонами и внутри зон интенсивность охлаждения различная. Чем массивнее узел отливки и чем дальше он от прибыли, тем интенсивнее охлаждение. Отработавший газ удаляют при помощи системы вакуумирования. В период охлаждения отливки гаэпосле прохождения сопла Лаваля подают в зазор между эакристаллиэовавшейся отливкой и стенкой металлической формы через гаэопроницаемые вставки 2. За счет увеличения теплоотдающей поверхности и непосредственного омывания отливки газом интенсивность охлаждения поддерживает О ся на требуемом уровне.П р и м е р. Отливают...
Состав смеси для изготовления литейных форм

Номер патента: 1217545
Опубликовано: 15.03.1986
Авторы: Беляков, Глазунов, Долматов, Каменский, Трещалин
Метки: литейных, смеси, состав, форм
...смеси 6-10, 13-15, 18-19, 2 1-24 соответствуют изобретению. Оптимальное содержание омыленноготаллового пека в смеси 0,05-0,8 Хв пересчете на сухое вещество (смеси 6-10, табл. 1). При введении пека менее 0,05(смесь 5, табл. 1)прочность смеси на сжатие по сыромунедостаточна, а содержание в нейблестящего углерода незначительно(О, 13 ) . В результате поверхностьотливок в значительной мере поражена пригарной коркой. При повышенномсодержании в смеси омыленного таллового пека - более 0,8 Х (смесь 11,табл. 1) ухудшается формуемость смеси и тем самым снижается степеньуплотнения форм и качество поверхности отливок. При оптимальном содержании омыленного таллового пекав смеси. обеспечиваются ее высокиеформуемость (75-85 ед) и текучесть(68-85 ),...
Способ получения силикатного связующего преимущественно для изготовления литейных форм и стержней

Номер патента: 1217551
Опубликовано: 15.03.1986
Авторы: Гобеджишвили, Кикоть, Овчинников, Сабанцева, Смыков
МПК: B22C 1/18, C01B 33/32
Метки: литейных, преимущественно, связующего, силикатного, стержней, форм
...кристаллический, который практически не растворяется в растворахедких щелочей с образованием силикатов. Тем самым значительная частькремнезема переходит в балласт.Изобретением предусматривается 10 также другой способ активации КОП,характеризующийся относительно низкотемпературной (при 450-750 С) прокалкой, что возможно при условиипредварительной обработки КОП раст вором хлористого водорода (солянойкислотой). Обработку соляной кислотой проводят при интенсивном перемешивании при комнатной температуре втечение 3-5 мин, Прокалка длится 20 1-3 чПри этом способе активации малорастворимые оксиды металлов превращаются в растворимые хлориды, которые в дальнейшем катализируют про цесс превращения кремнезема в силикати натрия. Тем самым...
Способ подготовки формовочных песков для изготовления жидкостекольных литейный форм и стержней

Номер патента: 1217554
Опубликовано: 15.03.1986
Авторы: Аверьянов, Бортников, Васин, Гурлев, Касаткин, Клюканов, Лонзингер, Чирков
Метки: жидкостекольных, литейный, песков, подготовки, стержней, форм, формовочных
...не происходитвзаимодействие плакирующего реагента с глинистой составляющей пескаи не образуется химически инертнаяплотная пленка на поверхности песчинок. Повышение температуры выше700 К приводит к нежелательномупреждевременному разрушению образо 17554 2 5 1 О 15 20 25 30 35 40 45 50 вавшейся пленки, на существованиикоторой и основан механизм адгезионного разупрочнения форм при их заливке металлом. Раствор алюмохлорида используется плотностью (1,271,29) 10 кг/и по ТУ 6-01- 797-83,выпускаемой отечественной промышленностью.П р и м е р ы. Для испытания способа подготавливают формовочныепески с различным содержанием глинистой составляющей, Для этого песокперемешивают с раствором алюмохлорида в лабораторных бегунах, послечего производят его...
Способ формовки и нагрева в опоках многослойных оболочковых форм

Номер патента: 1217558
Опубликовано: 15.03.1986
Авторы: Гудзенко, Жаботинский, Терехов, Цопик
МПК: B22C 9/04
Метки: многослойных, нагрева, оболочковых, опоках, форм, формовки
...зоны, примыкающей к прибылям, осуществляется в период подогрева всей опоки с керамическими формами до заливки жидкого металла, Из-за низкой теплопроводности напонительного слоя, примыкающего к прибялым и состоящего из шамотной крошки, дополнительный обогрев этой зоны обеспечивает сохранение тепла в прибыльной части в период заливки металла в форму и затвердевания отливки. Металл в прибыли сохраняется в жидком состоянии более длительное время, что обеспечивает устойчивое питание отливки в течение всегопериода ее затвердевания,Оболочку до основания прибыли формуют в дробь размером 0,5-1,5 мм,что обусловлено теплопроводностьюнаполнителя в зависимости от размера дроби, Так, с увеличением размера чугункой дроби более 1,5 мм, увеличивается...
Способ изготовления литейных форм

Номер патента: 1217559
Опубликовано: 15.03.1986
Автор: Сварика
МПК: B22C 9/12
Метки: литейных, форм
...затем, по достижении смесью достаточной прочности, модель протягивают и доотверждают форму на протяжной плите, продолжая подавать газообразный агент через венты протяжнойплиты и непосредственно в полость отпечатка.Способ исключает необходимостьукладки жгутов для устранения утечкигазообразного агента, так как непосредственный контакт формы и протяжнойплиты сохраняется после извлечениямодели в течение всего необходимоговремени отверждения.Предлагаемый способ подачи газообразного агента через модель изполости протяжной плиты способствует удержанию болванов формы при протяжке модели, поскольку исключаетобразование вакуума в полости модели и снижает образующиеся в болванерастягивающие напряжения,Модель 1 поднимают над рабочейплоскостью...
Устройство для перемещения и жакетирования безопочных форм

Номер патента: 1217560
Опубликовано: 15.03.1986
Авторы: Винюков, Попов, Труфанов, Якубсон
МПК: B22C 11/10
Метки: безопочных, жакетирования, перемещения, форм
...конвейера нижней частью, а верхней частью соединенной через шарнир 13 и кривошип 14 с плитой 9.На валах натяжной 4 и приводной 5 станций посажены с помощью шпонок 15 дисковые копиры 16. Направляющие 6 выполнены полыми, соединены с системой сжатого воздуха (не показано) и имеют на поверхностях перемещения по ним пластин 3 ряд сопел 17 для воздушной смазки контактных поверхностей и продувки обвалов Формовочной смеси безопочных форм 18.Устройство для перемещения и жакетирования безопочных форм работает следующим образом.Включается привод пластинчатого конвейера. Происходит вращательное движение валов приводной 5, натяжной 4 станций, а вместе с валами - копирных дисков 16 и плоскопараллельное перемещение пластин 3. Рабочая ветвь конвейера...
Формовочная машина для изготовления литейных форм

Номер патента: 1217561
Опубликовано: 15.03.1986
Авторы: Беляков, Благонравов, Мокроусов, Орлов, Трещалин, Шептунов
МПК: B22C 15/02
Метки: литейных, форм, формовочная
...рамка 12. Воздушная уплотняющая головка 9 содержит быстродействующий клапан с плитой 13 и штоком 14, состоящий из перфорированной пластины 15, направляющего элемента 16 и установленной противоположно пластине 15 перфорированной плиты 13 со штоком 14. Пластина 15 жестко соединена с затвором 17 дозатора 18 и шарнирно соединена с направляющим элементом 16, Шток 14 плиты 13 входит во втулку 19, которая является: направляющей, а доуплотняющая плита фиксируется в верхнем положении устройством 20 и соединена с возвратным пневмоцилиндром 21, Ресивер 10 соединен с магистралью сжатого воздуха отверстием 22. Лады опоки 23 имеют эластичное жаропрочное покрытие 24, Челюстной затвор 17 приводится в действие пневмоцилиндрами 25, а возвратный...