Патенты с меткой «форм»
Устройство для выгрузки хлеба из форм

Номер патента: 1161057
Опубликовано: 15.06.1985
Автор: Иванов
МПК: A21B 3/18
...18 закрейлены неподвижно над транспортером двух пар 55 стоек 25 и 26, причем стойки 25, расположенные со стороны подачи Форм, жестко связаны с каркасом приспособления для опрокидывания форм, а стойки 26 неподвижно присоединены к узлу 3 приспособления для опрокидывания секций Форм.Между сетчатым подом 27 печи и транспортером 1 расположен роль- ганг 28, служащий для ускоренной доставки ряда секций 29 форм с хлебом к месту разгрузки. На пути дви- жения ряда секций 29 форм установлено фотоэлектрическое устройство, состоящее из излучателя светового луча 30 и Фоторезистора 31.Для приема выгружаемого хлеба предназначен транспортер 32.Устройство работает следующим образом.В начальный момент приспособление для опрокидывания форм находится...
Антиадгезионное покрытие пищевых форм и инвентаря

Номер патента: 1161059
Опубликовано: 15.06.1985
Авторы: Гул, Жданов, Завин, Луценко, Рыбалова
МПК: A21D 8/08
Метки: антиадгезионное, инвентаря, пищевых, покрытие, форм
...заместители;содержащие 1-6 атомов углерода;Ме- атомы металлов Си, М, Ге,152 п, Со, Мп, Сг;И - валентность металла,при этом компоненты берут в следующемсоотношении, иасЛ:Линейный олигодиорганосилоксан с концевымифункциональными грунпами 50,0-70,0Сшивающий агент 2 э 5 2110Катализатор отверждения 2 юОвОТермостабилизирующаядобавка на основеорганических солейметалов переменной 30валентностиО, 001-0, 7Органический растворитель ОстальноеАктивныии центрами стабилизаторовявляются не только атомы переменныхметаллов, но и атомы серы и азота,входящие в состав кислотного остатка,Механизм действия предлагаемых стабилизаторов заключается в том, чтоони взаимодействуют с обраэующимися 40в ходе окисления активными радикальныин частицами...
Устройство для прокалки оболочковых форм

Номер патента: 1161226
Опубликовано: 15.06.1985
Авторы: Лапенков, Леонов, Прозоров, Холодов, Шадрин
Метки: оболочковых, прокалки, форм
...фиксируется уступом, расположенным в верхней части этой трубы.Подвод воздуха в подрешеточнуюкамеру осуществляется через патрубок 9, жестко соединенный с теплоизоляционным корпусом и являющийся одновременно центрирующим стержнем при установке съемного аппарата. В нижчей части патрубка 9 расположены отверстия, обеспечивающиедоступ воздуха в подрешеточнуюкамеру 5.Для исключения резкого охлаждения форм при переносе устройстводля псевдоожогения снабжено цилиндрическим кот.хом 10 с опорами,Съемность аппарата обеспечиваетсятакже герметичным стыком 11. Подвод воздуха осуществляется трубопроводом 12,Установка работает следующимобразом.с Устройство 3 устанавливается втеплоизоляционный корпус 1, приэтом надевается с помощью трубы 8:на...
Способ изготовления литейных форм прессованием

Номер патента: 1161227
Опубликовано: 15.06.1985
Авторы: Каплун, Киселев, Сварика, Скаженник
МПК: B22C 15/02
Метки: литейных, прессованием, форм
...полуформу по сту- ф 5 пенчатой модели. Для упрощения расчетов принято прессование контр- моделью (верхнее" прессование).Размеры модельно-опочной оснастки, высота болванов на контрладе 50 полуформ при различных способах прессования: высота опоки (Нси ) 450 мм; высота наполнительной рамки (Нн) .175 мм;,высота ступеней модели (Н 1, Н, Нз) 300, 200 и 50 мм со ответственно,Плотность смеси до уплотнения (насыпная) съ = 1150 кг/м; плот 1 11Изобретение относится к областилитейного производства, в частности к изготовлению литейных формпрессованием.Известен способ изготовления литейных форм прессованием,при котором излишек смеси выжимают в полостьконтрмодели 1 13 .Недостатки способа - излишнийрасход смеси, необходимость срезания излишка...
Устройство для нагружения литейных форм

Номер патента: 1161241
Опубликовано: 15.06.1985
Автор: Дубиковский
МПК: B22D 33/06
Метки: литейных, нагружения, форм
...1, подают металлическую Форму 7 на позицию наложения45 грузаПодают команду на включение цилиндра 4. Шток 3 выдвигается и перемещает несущую плиту 2, а вместе с ней и установочную плиту 5 вниз, Первыми в контакт с песчаным стержнем 8 входят поворотные рычаги 6,241 гзатем упоры 15 - с буртами металлической формы 7 и установочная плита 5 останавливается (до ее остановки поворотные рычаги б проворачиваются вокруг своих осей) инесущая плита 2 доходит до конечного положения и ее прижимы 10 входят в плотный контакт с фиксируемыми элементами 11 грузовых механизмов.Усилие, создаваемое цилиндром, через его шток, прижимы 10, фиксируемые элементы 11 грузовых механизмов, установочную плиту 5, упоры 15, бурты металлической формы 7 и поворотный стол...
Устройство для распалубки и сборки форм

Номер патента: 1161400
Опубликовано: 15.06.1985
МПК: B28B 7/12
Метки: распалубки, сборки, форм
...1 на фиг. 2 - разрез А-А на фиг. 1; на Фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.15Устройство для распалубкии сборки форм содержит опорную раму 1, на которой смонтированы механизм 2 открывания и закрывания продольных бор" тов, механизм 3 открывания замков, механизм 4 синхронизации распалубки и механизм 5 фиксации положения формы 6. Механизм 2 открывания и закрывания продольных 7 бортов с каждой стороны формы б выполнен в виде ломающегося рычага 8, закрепленного с приводом 9 и взаимодействующего с упором 10 на продольном борту. Механизм 3 открывания замков по углам формы 6 выполнен в виде ломающегося рычага 11, закрепленного с угловым смещением относительно рычага 8 на валу 12 и взаимодействующего с упором 13 замка...
Способ дифференциации -форм от бактериальных форм холерного вибриона
Номер патента: 1161555
Опубликовано: 15.06.1985
Авторы: Асеева, Голубкова, Каграманов, Ломов
МПК: C12Q 1/04
Метки: бактериальных, вибриона, дифференциации, форм, холерного
...на по р верхность выросших колоний наносят каплю смеси, состоящей из 0,005- Ор 05 Х-ного раствора й "нитроголубого тетразолия хлорида и 10-25 мИ концентрации одного иэ субстратов цикла 25 Кребса, взятых в соотношении 1: 1, и дифференциацию К"форм от бактериальных форм холерного вибриона осуществляют по отсутствию окрашивания колоний.39В качестве субстрата цикла Кребса используют яблочную кислоту, янтарную кислоту, цитрат натрия, изоцитрат натрия илн К-кетоглутарат.П р и м е р 1. Непосредственно на подозрительную колонию, выросшую на плотной питательной среде, наносится капля смеси, состоящей из 0,05 Х"ного раствора И -нитроголубого тетразолия хлорида и 25 мМ раствора ф иэоцитрата в соотношении 1: 1, Отсут-ствие окраски свидетельствует о...
Состав для изготовления литейный форм и стержней

Номер патента: 1163958
Опубликовано: 30.06.1985
Авторы: Бутенко, Гаврилюк, Дорошенко, Кущ, Пащенко, Суббота
МПК: B22C 1/00
Метки: литейный, состав, стержней, форм
...уплотнения смеси, не превышает допустимой величины, обусловленной требованиями, предъявляемыми к формовочным материалам и связукщим.Предлагаемый состав смеси после заливки формы металлом в процессе охлаждения обеспечивает разрыхление 50 смеси, удаление которой требует лишь незначительного усилия (легкого удара)Предлагаемая смесь обладает свойством облегченной выбиваемости при заливке сплавов в широком интервале И температур 1100 - 1600 С), При этом металл характеризуется однородной структурой без газовых раковин. Для получения смеси были подготовлены три состава, отличающиеся между собой содержанием компонентов(см. табл.) . Известняк вводился каккарбонатсодержащий компонент.В таблице приведены свойства известной смеси 5 и базового...
Смесь для изготовления литейных керамических форм и стержней

Номер патента: 1163959
Опубликовано: 30.06.1985
Авторы: Токарев, Фролов, Хмелев
Метки: керамических, литейных, смесь, стержней, форм
...на поведение отливки придлительной работе в условиях высокихтемператур (штампы, пресс-формы, инструмент и т.д.) . Легирование сталимолибденом дьпает ее малочувствительной к перегреву. Известно, чтопо влиянию на жаростойкость сталимолибден превосходит все известныелегирующие элементы.Как показали практические данные,при изготовлении отливок штампов иэстали 5 ХНВ с применением керамики,включающим молибдат кальция, увеличивается стойкость штампов в среднемна 307 (табл, 2),Кроме того, благодаря обогащениюмолибденом поверхностных слоев отливки затрудняется образование еОвследствие образования МоОа, т.е.молибден повьнпает окалиностойкость.Окисленность поверхности отливкив контактном слое металл-форма снижается. Последнее...
Смазочно-охлаждающий состав для металлических форм

Номер патента: 1163960
Опубликовано: 30.06.1985
Автор: Франкль
МПК: B22C 3/00
Метки: металлических, смазочно-охлаждающий, состав, форм
...формыи металлического стержня компонентами жидкого металла.Скорость охлаждения форм можнорегулировать количеством полимера врастворе. Увеличивая содержание полимера в водном растворе, достигают30уменьшения скорости охлаждения иувеличивают величину смазочной пленки.Благодаря тому, что пленка полимера, образующаяся на поверхностистержня при его охлаждении, служитсмазкой, изолируя поверхность стержня от непосредственного, контакта сжидким металлом, то становится возможным уменьшение насыщения поверхности стального стержня жидким металлом, в частности алюминием.При литье алюминиевых сплавов вметаллические формы после достаточного числа циклов заливки содержание алюминия на глубине 0,25-0,5 ммдостигает 0,7-0,87, а на глубине4,75-7,55...
Машина для изготовления литейных форм

Номер патента: 1163967
Опубликовано: 30.06.1985
МПК: B22C 11/10, B22C 15/264
Метки: литейных, форм
...литейной формы 15 повторяют. Изготовленные в машине литейные формы 15 собирают для заливки известным способом,Применение, предлагаемого изобретения позволяет повысить производительность труда при изготовлении формэа счет. снижения энергоемкости процесса прессования, так как процесспрессования и формообразования производится при низких давлениях энергоносителей, кроме того, повышаетсякачество изготовления форм и отливок вследствие обеспечения равномерности распределения плотностиформовочной смеси по всему объемуформы с уменьшением ее расхода. 1 1163967 2Изобретение относится к литейномупроизводству, в частности к машинамдля изготовления литейных форм,Цель изобретения - повышение про" разовавшееся отверстие 14...
Установка для изготовления литейных форм

Номер патента: 1163968
Опубликовано: 30.06.1985
Авторы: Онуфриев, Сергеев, Христов, Шибанов
МПК: B22C 15/20
Метки: литейных, форм
...1оси их поворота расположены две секции рольгангов, укрепленных на установленных между дисками распорныхбалках, и поршневые приводы для вытяжки модельных. комплектов с подмодельной плитой 11,1,Однако производительность известной установки невысока из-за большого количества технологических операций, рЗ связанных с передвижением модельного комплекта от пескомета к кантовальновытяжному устройству и обратно, Кроме того, эта установка требует больших производственных площадей иэ-за последовательного расположения пескомета и кантовально-вытяжного устройства, соединенных рольгангами,Цель изобретения - повышение производительности и .сокращение производ 35 ственных площадей. 68 гдвух торцовых дисков 5, установленныхна катках 6,Торцовые...
Линия для изготовления литейных форм и стержней

Номер патента: 1163971
Опубликовано: 30.06.1985
Автор: Пащенко
МПК: B22C 25/00
Метки: линия, литейных, стержней, форм
...опоки или стержневые ящики 4,устройство для сбора просыпи, выпол"ненного в виде поворотного лотка 5,Фустановленного на оси 6 и снабженного механическим приводом, например,гидроцилиндром 7. Поворотный лоток 5расположен в рабочей зоне смесителя1 так, что в исходном положении егокрай перекрывает лад опоки 4,находящейся на позиции заполнениясмесью, а в положении сброса смесилоток 5 занимает положение надопокой (стержневым ящиком 4).Внутрь рольганга 3 на позициизаполнения опоки или стержневого 35ящика 4 смесью встроен встряхивающий 1 2стол (не показан), взаимодействующий с опокой или стержневым ящиком 4.Линия работает следующим образом.Незаполненная опока 4 подается рольгангом 3 в рабочую зону смесителя 1 на позицию заполнения смесью....
Способ отбора устойчивых к 2, 4 форм ячменя
Номер патента: 1165314
Опубликовано: 07.07.1985
Авторы: Авдеева, Гриб, Данилов, Деева, Шелег
МПК: A01H 1/04
Метки: отбора, устойчивых, форм, ячменя
...контролем 13.Недостатком известного способа является трудоемкость, длительность, большиезатраты семян и участков земли.Цель изобретения - снижение трудозатрат и сокращение времени отбора.Поставленная цель достигается тем, чтосогласно способу отбора устойчивых к 2,4-Д,форм ячменя путем обработки их гербицидомпоследующего сравнения обработанных иконтрольных растений и выделения растенийпо степени изменения показателя, обработкеподвергают семена путем замачивания ихв течение 2 - 3 ч в растворе аминной соли2,4-Д концентрацией 50 - 55 мг/л по действующему веществу, а сравнение обработанных и контрольных растений проводят пцизменению содержания сульфгидрильныхгрупп в проростках, при этом отбирают растения, у которых содержание последних...
Устройство для извлечения из форм и подачи кондитерских изделий с декорированными поверхностями

Номер патента: 1165348
Опубликовано: 07.07.1985
Автор: Азаров
МПК: A23G 3/12
Метки: декорированными, извлечения, кондитерских, поверхностями, подачи, форм
...имеет статину 1, сукрепленным на ней копиром 2, цепнойтранспортер, состоящий из двух приводных 3 и 4 и двух натяжных 5 и 6 дзвездочек, соединенных цепями 7 и 8,на которых с постоянным шагом расположены пластины 9, шарнирно закреп-ленные на цепях. На пластине находятся направляющие О, по которымдвигаются толкатели 1, жестко закрепленные на пластине 12, в нижней частикоторой укреплены контактные ролики13, перемещающиеся по копиру, В верхней части пластины 12 укреплены фиксаторы 14, по которым перемещаютсяпружины 15, опирающиеся сверху наприжимы 16, жестко закрепленные напластине 9. Носителем жестких форм17 служит конвейер 8, расположенныйпо периферии цепного транспортера,40с закрепленными на двух параллельныхцепях 19 формами...
Установка для экспонирования полиграфических форм

Номер патента: 1166049
Опубликовано: 07.07.1985
Авторы: Грибков, Морозов, Морозова
Метки: полиграфических, форм, экспонирования
...и экспонируемой пластиной достигается за счет центробежной силы, прижимающей пластину и фотоформу к внутренней поверхности цилиндра, в результате чего необходимость в покровном стекле отпадает.На фиг. 1 представлена схема установки для экспонирования полиграфических Аорм; на фиг 2 - цилиндр в положении установки; на Аиг. 3 - цилиндр в" положении съема форм; на фиг. 4 - разрез А-А на фиг. 2, зажим для крепления пластин на цилиндре.Установка состоит из цилиндра 1, который при помощи своего фланца 2 сопрягается со средством 3 фиксации, которое может быть выполнено в виде ряда свободно вращающихся роликов или в виде кольца подшипника, На другом торце цилиндра 1 имеется полумуфта 4, кинематически связанная с приводной полумуфтой 5,...
Способ лечения деструктивных форм острого панкреатита

Номер патента: 1166799
Опубликовано: 15.07.1985
Авторы: Бондарчук, Загниборода, Земсков, Кадощук, Капелька, Кулик, Луцюк, Терентьев
МПК: A61K 33/00, A61P 41/00
Метки: деструктивных, лечения, острого, панкреатита, форм
...при лечении деструктивных форм острого панкреатита.Цель изобретения - сокращение 5 сроков лечения.Способ осуществляется следующим образом.Больному производится верхне-срединная лапаротомия. Вскрывается саль 10 никовая сумка. Удаляются некротизированные ткани поджелудочной железы. Дренируется сальниковая сумка и ложе поджелудочной железы спаренными труб. ками, выведенными наружу через контрапертуру. Рану послойно ущнвают наглухо до дренажей. С первых часов после операции некротическую полость промывают через дренажные трубки рас-. твором фурациллина и заполняют каж О дые 6-8 ч 3-ной водной взвесью аэро- сила. Промывание полости антисептиками и взвесью аэросила прекращают при 99 гполной облитерации полости под контролем рентгенограммы...
Способ изготовления форм

Номер патента: 1166883
Опубликовано: 15.07.1985
МПК: B22C 9/00
Метки: форм
...удаленамодель,Устройство для осуществленияпредлагаемого способа состоит изопоки 1 для безопочной Формовки спрессовыми раздвигающими стенками 2разъемной модели З,.поверхности 4разъема формы, листового материала 5, нрессовой колодки 6. Изготовление формы осуществляет- ЗО ся следующим образом.В опоку 3 для беэопочной формовки при раздвинутых стенках 2 при.мерно до половины засыпают смесь.Затем свободно устанаВливают и вдав- З 5 ливают вручную нижнюю половину модели 3 по резъему. Укладывают по ,всей площади опоки листовой материал 5 с остаточной деформацией, в частности бумажную кальку, Далее опока 40 полностьюзаполняется смесью и производится прессование сначала стенками 2, а потом прессовой колодкой 6.Под действием усилий прессования...
Способ изготовления форм вакуумной формовкой

Номер патента: 1166884
Опубликовано: 15.07.1985
Авторы: Бродяной, Горбунов, Михайличенко, Никитин, Татаренко, Темник, Шестаков
МПК: B22C 9/03
Метки: вакуумной, форм, формовкой
...слойобразование кристаллической структу О роры отливки практически заканчивает-сяВторой слой выполняется толщиной, раксоставляющей 4-100 по отношению ктолщине стенки отливки. При меньшем 15 разсоотношении объем второго слоя недос" . воводтаточек для снижения или увеличениятеплоотвода в зависимости от казна- эффчения первого слоя. При большем соот- подношении толщин второго слоя и стен (лики отливки снижение теплоотвода отпервого слоя, если он выполнен из емнаполнителя с высокой теплопроводностью, приводит к повышению ско- воерости кристаллизации отливки и воз ханможному образованию трещин. Увеличе- бенние теплоотвода от первого слоя, если он выполнен из наполнителя с .низ- ноской теплопроводностью приводит кЭУ чтоснижению температуры...
Силовой цилиндр к механизму смыкания форм литьевой машины

Номер патента: 1167026
Опубликовано: 15.07.1985
Автор: Бабийчук
МПК: B29C 45/02
Метки: литьевой, механизму, силовой, смыкания, форм, цилиндр
...5 установлены с воэможностью перемещения в пределах ступе. ней до упора в торцы д штока 3 и в 25 торцы е корпуса 2 соответственно.Поршни 4 снабжены уплотнениями 8 по их внутреннему диаметру, а перегородки 5 - уплотнениями 9 по их наружному диаметру, Первый из поршней 4 З 0 может быть зафиксирован на штоке 3 полукольцами 10. К корпусу 2 силового циликдра крепится крышка 11. Силовой цилиндр 1 связан с силовой проставой 12 через заслонку 13. Силовая протавка 12 связана с подвижной плитой 14 механизма смыкания форм литьевой машины. Подвижная плита 14 установлена между передней и задней плитами. 15 и 16, которые соединены колоннайи 17. Подвижная плита 1440 соедЬМена со штоком гидроцилиндра 18 перемещения.Полость а может подключаться...
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1168313
Опубликовано: 23.07.1985
Авторы: Илларионов, Королев, Тибекин
МПК: B22C 1/18
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...улавЭ15 ливается электровоздушными Фильтрами, выбрасывается в отвал (примерно 2,5- 3,0 тьк .т при выплавке 100,0 тыс.т стали в год) и представляет собой мелкодисперсную пыль (удельная поверхность 2500-3500 см/г по прибору20 ПСХ) с влажностью 2-57Особенностью электросталеплавильного производства является то, что оно содержит 14-237 оксидов щелочно 25 земельных металлов. Наличие оксидов щелочноземельных металлов приводит к увеличению скорости отверждения смеси, что позволяет сократить время от приготовления форм и стержней до их заливки.ЗООсобенностью применения калиймагнийалюмофосфатного соединения или приготовления фосфатных формовочных и стержневых смесей по сравнению с применяемыми с этой целью ортофосфор-З 5 ной кислотой и...
Установка для выплавления моделей из керамических форм
Номер патента: 1168316
Опубликовано: 23.07.1985
Авторы: Василевский, Грузман
Метки: выплавления, керамических, моделей, форм
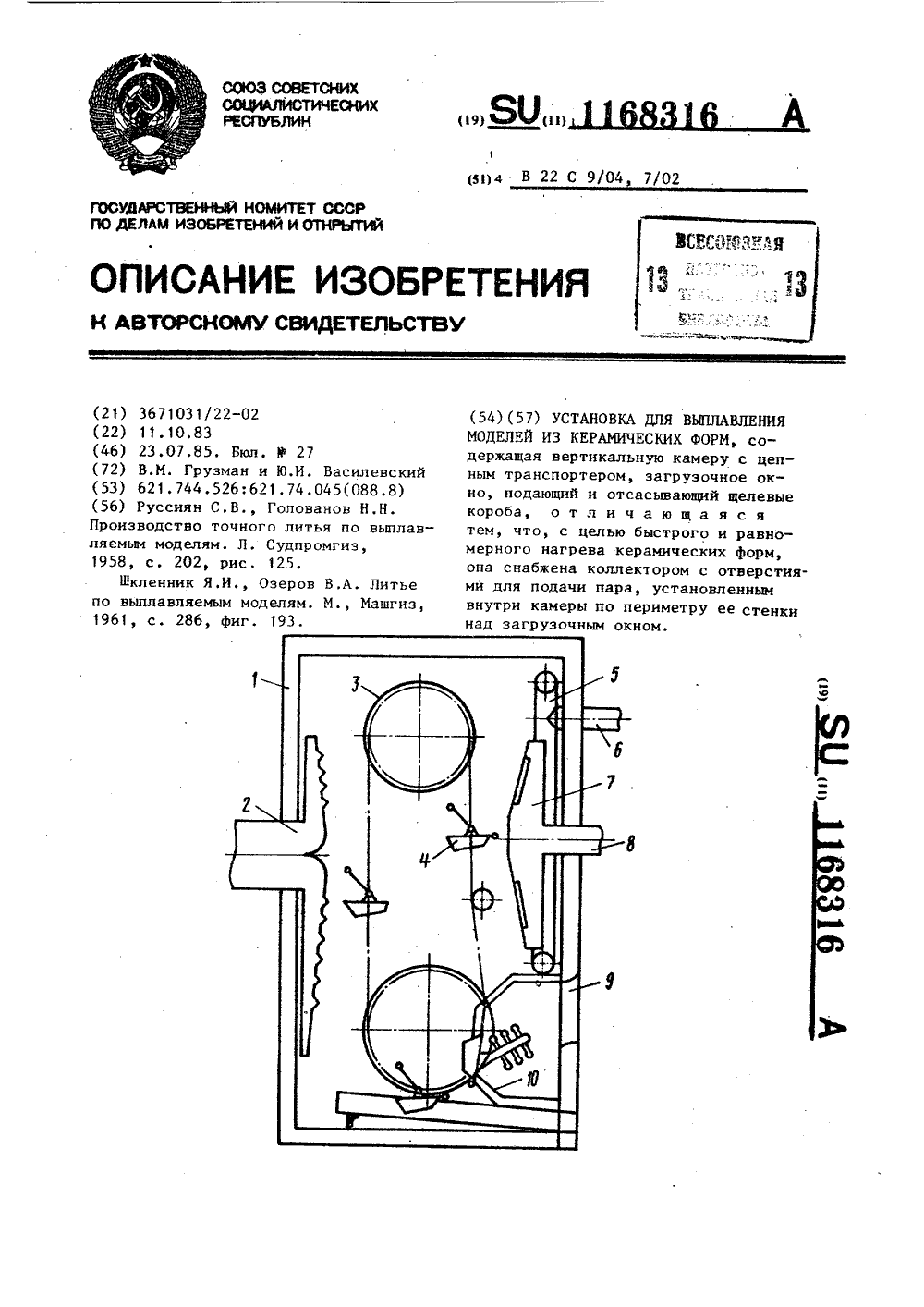
...4 соштырямн для крепления блоков. Попериметру передней стенки выполненколлектор 5 пара с отверстиями,соединенный трубой 6 с паропроводом. 20Воздух и нар отсасываются через щелевой короб 7 н частично выбрасываютсяв атмосферу через патрубок 8. Камера снабжена загрузочным окном 9,Блоки укрепляются на штыри через 25загрузочное окно 9, через негоизвлекаются формы после вытопкимодельного состава. Жидкий модель. ный состав вытекает в корытца подвесок, имеющих рычаг. При подходе З 0подвески к загрузочному окну рычагупирается в копир 10 и наклоняеткорытце.Установка работает следующимобразом,3 камеру 1 установки, через щелевой короб 2 подается горячий воздух, нагретый до 150-180 СОдновременно через коллектор 5 пара сотверстиями подается...
Связующее для изготовления литейных стержней и форм теплового отверждения

Номер патента: 1169786
Опубликовано: 30.07.1985
Авторы: Вансович, Васин, Рыжов
МПК: B22C 1/20
Метки: литейных, отверждения, связующее, стержней, теплового, форм
...соли (предпочтительно 20 сульфата аммония) ниже чем 1:0,033: :0,025 не обеспечивается повьшение прочности стержней и форм при отверждении в интервале температур 270- 325 С, а при их массовом соотношении 25о1выше 1:0,125:0,200 влияние активаторов на повышение прочности нивелируется, в связи с чем увеличивать в связующей композиции концентрацию активатора неэкономично. 30Смесь с указанным связующим готовятпосредством предварительного смешивания ЖТЛ с одной из солей минеральных кислот и одним из непищевых естественных чисел, после чего полученнуюсвязующую композицию вводят в огнеупорный наполнитель с последующим перемешиванием до требуемой барочности смеси в сыром состоянии.В табл, 1 приведеныпредлагаемые 1-6 и известный 7 составы...
Устройство для перемещения форм строительных изделий

Номер патента: 1169815
Опубликовано: 30.07.1985
Авторы: Батанин, Бочаров, Спивак
МПК: B28B 5/04
Метки: перемещения, строительных, форм
Смесь для изготовления литейных форм

Номер патента: 1171175
Опубликовано: 07.08.1985
Авторы: Бобряков, Волкомич, Кирюхина, Китаева, Крупчик, Ульянова, Чапчикова, Чураев, Шишков
...уплотняемость .(начальная и конечная плотность); вторичные, технологические, характеризующие поведение смесей в рыхлом состоянии и в процессе уплотнения ( формуемость, текучесть прессуемость и т.п.) зависящие от то" го или иного сочетаний независимых свойств; свойства, характеризующие поведение уплотненной смеси (проч" ность, хрупкопластичные свойства, осыпаемость), зависящие от первичных н вторичных.Пластичность смеси как технологи ческое свойство смеси характеризует ее способность к точному воспроизведению рельефа модели в процессе уплотнения; от этого свойства зависит качество отпечатка модели. Пластичность связана с коэффициентами внешнего трения смеси, ее текучестью, прессуемостью н тому подобное, т,е. зто пластичность...
Смесь для изготовления литейных стержней и форм

Номер патента: 1171179
Опубликовано: 07.08.1985
Авторы: Запольский, Илларионов, Смоляков
Метки: литейных, смесь, стержней, форм
...при 20 С 60-100 с, плотность при.20 С 1,32 г/смМатериал на основе полиглицеринов.обеспечивает упрочняющий эффект припродувке, что связано с его ролью 55связующего на поверхности зарождающихся глобул силикагеля при продув-,ке углекислого газа, способностью к их укрупнению .и химическому взаимодействию с гйдроксильными группами. При выдержке при 800 С в течение1 ч смесей, приготовленных с добавкой материала на основе полиглицеринов и продутых углекислым газом, наблюдается резкое снижение общей иповерхностной прочности, что связанос развитием и усилением усадочных на пряжений в смеси эа счет высыхания геля и его старения.Окись магния вводят в смесь для улучшения ее выбиваемости.Введение в смесь материала на основе полиглицеринов менее 0,4...
Способ изготовления неразъемных литейных форм

Номер патента: 1171186
Опубликовано: 07.08.1985
Авторы: Валигура, Князев, Левчук, Московка, Шевченко, Шинский
Метки: литейных, неразъемных, форм
...приводит к выравнива нию температуры по объему формы.Продолжительность выдержки формы после формовки перед заливкой ограничена интервалом 5-30 мин. Минимальное время выдержки перед заливкойнеобходимо для образования достаточной толщины и прочности замороженного слоя, сборки и транспортировкиформы, а максимальное время до начала заливки определяется повьппением температуры в замороженном слое формы, что ведет к потере его прочности и невозможности получения отливки сложной конфигурации.Допускаемая температура охлаждения модели определяется морозостойкостью выбранного газнфицируемого материала. Например, в случае применения в качестве материала модели пенополистирола модель может быть охлаждена до температуры (-60) С. При этом не...
Устройство для выбивки форм

Номер патента: 1171201
Опубликовано: 07.08.1985
Авторы: Волков, Герега, Евласов, Козулькевич, Круш, Ткаченко, Шифрин
МПК: B22D 29/00
Метки: выбивки, форм
...опок и отливок.Целью изобретения является снижение энергозатрат и повышение эффективности выбивки путем обеспечениявозможвости реализации оптимальногорежима.На чертеже изображено устройство 10для выбивки форм общий вид,Устройство состоит из решеткиустановленной на опорных пружинах 2,дебалансного вибровозбудителя, корпус 3 которого размещен между аморти 15заторами 4 сжатия, установленными свозможностью поджатия к корпусу 3вибровоэбудителя и решетке 1 посредством прижимных средств, содержащихтяги 5 и болты б. 20Устройство снабжено дополнительными амортизаторами, размещенными симметрично вертикальной плоскости,проходящей через ось вращения дебалансного вала вибровозбудителя 7 и 25наклоненными к ней под .острым углом с.Каждый...
Устройство для обработки воздухом нагретых форм по выплавляемым моделям “инжакт

Номер патента: 1174150
Опубликовано: 23.08.1985
Авторы: Голованов, Почкарев, Серебряков
МПК: B22C 9/12
Метки: воздухом, выплавляемым, инжакт, моделям, нагретых, форм
...патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасывающего патрубка. Здесь соосность достигается 5 регулированием положения гибких лепестков, выполняемых за одно. целое с воздухораспределительной коробкой.На фиг. 1 представлено устройст" во, общий вид; на фиг.2 - разрез А-А 2 О на фиг.1.УстРойство состоит из подающего 1 и всасывающего 2 патрубков, присоединенных к воэдухораспределительной коробке 3. Соосно с всасывающим пат рубком, укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 и сопла 5 достигается регулированием положения лепестков (фиг.2).Устройство работает следующим образом.....
Раствор для удаления модельного материала из оболочковых форм

Номер патента: 1174151
Опубликовано: 23.08.1985
Авторы: Евстифеев, Перевозкин, Синюшин
МПК: B22D 25/06
Метки: модельного, оболочковых, раствор, удаления, форм
...оболочковых Ингредиенты выплавляющегораствора и свойства образцов оболочки Предел прочности формыпри статическом изгибепосле выплавления изнее модельного материала,кгс/см 2 Таким образом, во время вьшлавления модельного материала иэ оболочковых форм, изготовленных с жидкостекольным связующим, происходит коагуляция коллоидной жидкостекольной системы по схеме: золь -студень гель и отверждение жидкого стекла. Это сообщает оболочковым формам после удаления из них модельного состава высокую механическую прочность в сравнении с известным, где используют раствор для обработки оболочковых форм, в котором содержится,%: триэтаноламин 10-30, 5%-ная водная эмульсия полиметилсилоксановой жидкости 15-30 и вода - остальное.При прокаливании...