Патенты с меткой «форм»
Способ диагностики активности кожных форм красной волчанки

Номер патента: 1303939
Опубликовано: 15.04.1987
Авторы: Бутов, Головин, Снигирева, Ширяева
МПК: G01N 33/48
Метки: активности, волчанки, диагностики, кожных, красной, форм
...красная волчанка, длительность заболевания 18 лет, Патологический процесс представлен на коже волосистой частиголовы, лица, ушных раковин очагами эритемы, фолликулярным гиперкератозом, глубокой атрофией, В результате проведенного лечения в очагах поражения эритемы инфильтрация значительно уменьшилась. О положительной динамике процесса говорит коэффициент К оценки:До начала лечения К = 3 12,3;В конце лечения К = 79,2;Полной ремиссии не наступило, Больному рекомендовано продолжить лечение амбулаторно.П р и м е р 2, Диагноз: диссеминированная красная волчанка. Длительность заболевания 8 лет. Кожный процесс представлен на коже лица, плечевого пояса очагами эритемы с фолликулярным гиперкератозом и рубцовой атрофией в центре. На фоне...
Самотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1304968
Опубликовано: 23.04.1987
Авторы: Гольденберг, Дрягин, Никифоров, Токмин
Метки: литейных, самотвердеющая, смесь, стержней, форм
...моноэтаноламина, СыпуВ качестве отвердителя на основе двух- кальциевого силиката используют само- рассыпающийся шлак феррохромового производства. В качестве известной добавки для улучшения выбиваемости применяют гранулированный уголь, который не снижает исходных прочностных свойств смесей, так как имеет зернистую структуруВ качестве ПАВ из класса алкиларилсульфонатов предпочтительно использование технических продуктовМоноэтаноламин в виде жидкости плотностью 1,016 г/см вводят в жидкое стекло непосредственно перед подачей его в смеситель. Можно подавать моноэтаноламин непосредственно в смеситель параллельно с жидким стеклом в одно и то же место с тем, чтобы они смешивались. Прилипаемость к оснастке контролируют по наличию остатков смеси....
Способ приготовления смеси для керамических литейных форм

Номер патента: 1304969
Опубликовано: 23.04.1987
Метки: керамических, литейных, приготовления, смеси, форм
...смешивают с огнеупорным напол- течение времени, указанного в табл.1.Таблица 1 Состав смеси, мас. 7 Пример Стабильность ремя отерждения, мин времени от верждения, 7ылевидн, Иаварц Триэтанолаварцей пен 16,0 40,5 30 ,0 30 2,0(157-ный 5(20%-ный) 18,5 3 50 3,0(30%-ный) 2 1,8(507-ный) 2 0,8(70%;ный) 1 О,З(100%-ный) 1 6 15,0 49 7 16,2 40 9 17 7 30 В скобках указана концен замороженного раствора отвердителя Данные табл. 2том, что время от Стабильность процес.са твердения определяют как отношение повтоРяющих ся результатов по времени твердения к общему количеству замесов данного свидетельствуют оерждения смеси замера гранул замороя, причем оптимальния (5 - 10 мин) досре гранул в предеисит также от р енного отвердит способа.Замороженные гранулы...
Суспензия для изготовления керамических форм по выплавляемым моделям
Номер патента: 1304975
Опубликовано: 23.04.1987
Авторы: Аппилинский, Деуля, Дорошенко, Дубровский, Мельников, Сумин
МПК: B22C 9/04
Метки: выплавляемым, керамических, моделям, суспензия, форм
...качестве наполнителя используют дистенсиллиманит или электрокорунд, обсыпку 5 2производят электрокорундом В 50 или9 63,Трещиноустойчиность керамики присушке определяется для каждого состава на дисковых образцах диаметром80 мм и толщиной 2 и 4 мм. Образцыизготовляют заливкой в ванночки свысотой стенок 2 и 4 мм. После естественной сушки в течение 1-1,5 ч образцы проходят цикл вакуумно-аммиачной сушки, выдерживаются на воздухе12-16 ч. Для каждого состава суспензии изготавливают по 5 образцов. Приналичии трещины хотя бы на одном образце керамику из данной суспензиисчитают неудовлетворительной по трещиноустойчивости.Вязкость суспензий определяют повремени истечения из вискозиметра сдиаметром отверстия 1 О мм.В табл.1 приведен...
Машина для изготовления литейных форм способом последовательного прессования

Номер патента: 1304976
Опубликовано: 23.04.1987
Авторы: Боданский, Вестфрид, Данилевский
МПК: B22C 15/02
Метки: литейных, последовательного, прессования, способом, форм
...распределитель 9 соединяется с магистралью давления, поршневая - с баком, а шток цилиндра 1 с модельной плитой продолжает подъем, причем скорость подъема штока цилиндра 1 равна или меньше скорости опускания штока цилиндра - 3. В этом случае протяжная 76 2плита 4 остается неподвижной, зависаяна подвижных упорах, слив из которыхзаперт распределителем 10, а настройка предохранительного клапана 12 соответствует весу подвижных частейПо окончании операции внедрениямодели электромагнит отключается, штокцилиндра 1 останавливается (поршневая полость цилиндра запирается распределителем 8) и отключается электромагнит В распределителя 9 - штокцилиндра 3 поднимается в верхнее положение при неподвижной модельнойплите, осуществляя прессование...
Смесь для изготовления литейных стержней и форм теплового отверждения

Номер патента: 1306644
Опубликовано: 30.04.1987
Метки: литейных, отверждения, смесь, стержней, теплового, форм
...водный раствор железоаммонийных квасцови перемешивают 1 мин, затем вводятсвязующую композицию из карбамидоформальдегидной смолы и фенолоспирта,перемешивают 3-4 мин, после чегосмесь готова к употреблению,Составы смесей 1-4 по изобретениюприведены в табл,1. различными сроками хранения (с составом 4 согласно табл,1).Влияние концентрации водного раствора железоаммонийньгх квасцов на проч -5 ностные свойства и скорость отверждения указанной смеси приведено втабл.4 (с составом 2 согласно табл.1),По данным табл,2 - 4 видно, чтопредлагаемая смесь имеет более длительный срок живучести (до 26 ч) иобеспечивает при этом высокую скорость отверждения, что позволяет повысить производительность автоматов,значительно сократить...
Устройство для заполнения форм бетонной смесью

Номер патента: 1306723
Опубликовано: 30.04.1987
Авторы: Плужников, Шмигальский
МПК: B28B 13/02
Метки: бетонной, заполнения, смесью, форм
...решеток 10 - 12 дисков 7 - 9 позволяет не просыпаться бетонной смеси с диска 7 5 10 15 20 25 30 35 40 45 50 55 на нижнюю часть корпуса 1, а ступенчато перемешивать ее на каждом перфорированном диске.В то же время при вращении вала 2 упорное кольцо 13 своей нижней гранью 17 скользит по верхней грани 18 втулк 14 и поднимает верхнюю часть 3 вала 2 на высоту выступа 20 верхней грани 18 втулки 14. По завершении каждого полного оборота вала 2 паз 19 нижней грани 17 упорного кольца 13 совмещается с выступом 20 верхней грани 18 втулки 14 и под действием силы тяжести происходит падение верхней части 3 вала 2 с высоты выступа 20. При этом упорное кольцо 13 нижней гранью 17 ударяется о верхнюю грань 18 втулки 14 и верхняя часть 3 вала 2...
Состав для получения противопригарного покрытия литейных форм и стержней

Номер патента: 1308421
Опубликовано: 07.05.1987
Авторы: Горенко, Иванов, Шадрин, Шадрина
МПК: B22C 3/00
Метки: литейных, покрытия, противопригарного, состав, стержней, форм
...2,8-3,0 и плотностью 1,42-1,48 .г/см (ГОСТ 13078-81).Для повышения прочности покрытия,увеличения его термостойкости и предотвращения вспучивания покрытия прио190-250 С вводится триполифосфат натрия ( ГОСТ 5279-74),В качестве модификатора жидкогостекла используется негидролизованный этилсиликат с содержанием 8031-34 мас.%.Для повышения скорости отвержде-.ния покрытия в его состав вводят аминоспирты - моноэтаноламин, диэтаноламин или триэтаноламин.Вода в составе противопригарногопокрытия используется для предварительного растворения аминоспирта итриполифосфата натрия. В качестве наполнителя могут быть использованы графит кристаллический .(ГОСТ 5279-74) и графит скрытокристаллический (ГОСТ 5420-74), пасты ГП, ГП(ГОСТ 10772-78) - при...
Способ изготовления гипсовых литейных форм по выплавляемым моделям
Номер патента: 1308424
Опубликовано: 07.05.1987
Авторы: Поликарпов, Полонникова, Цымбал, Юдешко
МПК: B22C 9/04
Метки: выплавляемым, гипсовых, литейных, моделям, форм
...моделей попадает на верхние, что приводит к воздушным дефектам на их поверхности Кроме того, при заливке металл по каналам, выходящим на поверхность формы, вытекает из нее, что приводит к недоливу отливок.При выдержке модельных блоков с гипсовыми стержнями перед установкой их в опоку в жидкой среде (в воде или30 в растворе поверхностно-активных веществ - ПКВ) воздух из пор заранее вытесняется указанной жидкой средой.Время выдержки блоков в жидкой среде зависит от их пористости и ве личины. В каждом конкретном случае оно определяется экспериментально.Если в качестве жидкой среды используют раствор ПКВ, то помимо удаления воздуха из стержней, происходит обезжиривание моделей.П р и м е р. Сухие гипсовые стерж" ни устанавливают в...
Щетка для очистки форм

Номер патента: 1308495
Опубликовано: 07.05.1987
Автор: Павлючик
Метки: форм, щетка
...4, в которых закреплены с возможностью поворота в плоскости, параллельной оси приводного вала 2, щеточные элементы 5, выполненные в виде пучка упругих нитей, сложенного с образованием петли, которой они насажвны на оси 6. Пучки скреплены хомутами 7 для увеличения силы удара щеточных элементов о поверхность Формы 8. Держатели 4 и щеточные элементы 5 имеют возможность, поворота вокруг своих осей во взаимно перпендикулярных плоскостях. Между держателями: установлены муфты 9.Щетка расположена в корпусе 10, на передней стенке которого закреплена торцовая щетка 11 для удаления кусков бетона из Формы 8. Внутри корпуса 10, установлена форсунка 12 для нанесения смазки на формы 8. На задней стенке корпуса установлен секционный Фартук 13 из...
Способ лечения утяжеленных форм ревматоидного артрита

Номер патента: 1309989
Опубликовано: 15.05.1987
Авторы: Ангелов, Гурбанова, Кессель
МПК: A61N 1/44
Метки: артрита, лечения, ревматоидного, утяжеленных, форм
...ЯТ и зубца Т в отведениях Гг - Р). Больная выписана с клиническим улучшением под наблюдение участкового врача, В течение последующих 12 мес состояние больной было удовлетворительным, обострение ревматоидного процесса не было. 5 10 15 20 25 30 35 40 Пример 2. Больная М, 20 лет. Клинический диагноз; ревматоидный артрит, серопозитивный, преимущественно суставная форма, стадия 11, активность 11 - 111 степени. Астено-невротически й синдром, хронический ринит. Быстрое прогрессирование болезни - инвалид 111 группы через 2 года от начала болезни, значительная активность воспалительного процесса, прием стероидных гормонов в течение 3 л, наличие функциональных изменений со стороны нервной сиетемьь Больной проведен курс лечения суховоздушными...
Шликерная смесь для изготовления керамических стержней и форм

Номер патента: 1310089
Опубликовано: 15.05.1987
Авторы: Бабилунга, Иванова, Сухоручкина
Метки: керамических, смесь, стержней, форм, шликерная
...прочиоудерживают только воду, входящую в 20 25 30 35 40 45 50 Изобретение относится к литейному производству, в частности к изготовлению шликерных смесей при по,лучении керамических стержней и форм,ее состав, и слабо удерживают рыхлосвязанную воду, определяющую величину вязкости шликера, При изменении процентного содержания воды, вводимой при приготовлении шликера, а именно меньше 157., наблюдается комкование диспергированной фазы (аморфного кремнезема). При увеличении количества воды более 237 шликер разжижается и для достижения требуемой вязкости шликера возрастает время перемешивания и необходимым становится процесс стабилизации шликера.Шликер получают методом одностадийног о мокрого помола в шаровоймельнице.В мельницу...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1310090
Опубликовано: 15.05.1987
Авторы: Болотникова, Волков, Ежов, Устюгова
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...брак отливок по засорам и газовым раковинам и меньше становится глубина поверхностного слоя металла отливок повышенной твердости, Для получения форм и образцов изготовлены суспензии, составы которых приведены в табл, 1.В раствор предварительно гидролиэованного этилсиликата при постоянном перемешивании добавляли смолу,затем глинозем и перемешивали в течение 0,5-0,6 ч до получения однородгой суспензии и замеряли ее вязкостьвискоэиметром ВЗ. Вязкость суспензии доводили добавлением гидролизованного раствора этилсиликата. Полученную суспензию выдерживали в течение О, 17-0,25 ч до полного удаления из нее пузырьков газа, после чего суспензия готова к употреблению,Формовку по выплавляемым моделямосуществляли окунанием моделей,изготовленных по...
Смесь для литейных стержней и форм и способ их изготовления

Номер патента: 1310091
Опубликовано: 15.05.1987
Авторы: Варьян, Кибовский, Рожкова, Силантьев, Смирнов, Трепова
Метки: литейных, смесь, стержней, форм
...сн,ойдон с сн Введение в смесь диоксана с темпеоратурой плавления 11,8 С хорошегорастворителя органических смол, масел и др. способствует равномерномураспределению форьгиата натрия в смеси. Кроме того, являясь связующим,диоксан придает смеси прочность (путем его застывания, т.е. переходйв твердофазное состояние при темпе ратуре 2 - 8 С.Стержневую смесь готовят следующим образом. В смеситель каткового типа загружают графитированный порошок, вводят связующее на основе диоксана сформиатом натрия, перемешиваю-. 510 мин, Изготовление стержней осуществляют на машине литья под давлением с холодной горизонтальной камерой прессования с усилием запирания 200-600 тс. Пресс-форму охлаждаоют (воздухом или водой) до 2 - 8 С.25Смесь, содержащую, мас.Е:...
Способ изготовления форм при литье по выплавляемым моделям

Номер патента: 1310098
Опубликовано: 15.05.1987
Авторы: Аверьянов, Васин, Евсеева, Лонзингер, Розовский, Сезганов, Хохлова
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
...в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це...
Устройство для навивки арматуры на упоры форм

Номер патента: 1310500
Опубликовано: 15.05.1987
Авторы: Аксельрод, Афимьин, Блинникова, Гусев, Доброхвалов, Исеров, Кудрявцев, Михайлов, Незгода, Новак, Сохряков, Фейгин, Цыро, Шембаков
МПК: E04G 21/12
Метки: арматуры, навивки, упоры, форм
...роликами 15. Каждая пиноль 13 оснащена механизмом 16 изменения ее длины на фиксированный шагнавивки арматуры, который состоит иэпривода 17 с редуктором 18, зубчатого колеса 19 и фиксатора 20.Устройство содержит также бухтодержатели 21, механизмы 22 подачиарматуры и приспособления для ее натяжения, выполненные в виде грузовойклети 23 с натяжным грузом,Устройство работает следующим образом.Тележку 2 с вертикальной двусторонней формой 4 перемещают на пост 5 армирования и фиксируют на нем с помощью механизма 12, Арматуру 6 с бухты 21 пропускают через системы роликов грузовой клети 23, входной 14 ивыходной 15 ролики пиноли 13 и закрепляют на одном из упоров 5 формы 4. Таким же образом производят закрепление арматуры с другой...
Смесь для изготовления литейных форм и стержней

Номер патента: 1311835
Опубликовано: 23.05.1987
Авторы: Архипов, Драчнев, Кидалов, Конин, Осипов, Осипова, Рубцова, Симонов, Цибизов
Метки: литейных, смесь, стержней, форм
...собой тонкодисперсный порошок коричневого цвета, который собирается на фильтрах мокрой и сухой очистки потока технологических газов, отходящих от металлургических печей (электродуговых, мартеновских и т.п,). Металлургическая пыль очень тонкодисперсна, основной размер частиц до 5 мкм 60-707; 5-10 мкм 5-20%"ь10-40 мкм 5- 157.Металлургическая пыль имеет следующий химический состав, мас,7:тО 25,74-74,66РеО 5,03-7,60МпО 2,37-15,52МяО 5,90-20,25 СаО 2,04-10,51БОь 6,40-14,48А 1 Оз 3,60-5,60Этот отход производства металлур гических заводов вывозится на промышленные свалки, Он может быть использован в виде брикетов, которые хорошо размалываются в смешивающих бегунах, а также в виде порошка.Положительные свойства смесей достигаются...
Связующая композиция для изготовления литейных стержней и форм теплового отверждения (ее варианты)

Номер патента: 1311836
Опубликовано: 23.05.1987
Авторы: Вансович, Васин, Григорьев, Рыжов, Сидоренкова
МПК: B22C 1/20
Метки: варианты, ее, композиция, литейных, отверждения, связующая, стержней, теплового, форм
...обеспечивает снижение осыпаемости стержней и форм при сохранении достигаемого уровня прочности.Формовочную смесь готовят путемсмешивания предварительно приготовленного связующего с кварцевым песком до приобретения смесью консистенции, обеспечивающей получение требуемой прочности в сыром состоянии.Составы смесей с предлагаемымисвязующими приведены в табл. 1.Результаты испытаний смесей спредлагаемыми связующими после ихосушки при 300 С приведены в табл. 2.Таким образом, связующая композиция с предлагаемым составом обеспечивает снижение осыпаемости литей 18362ных стержней и форм при сохранении высоких показателей их прочности, тем самым достигается повышение качества стержней и форм.5 Формула изобретения 1, Связующая композиция...
Способ приготовления водного раствора для выплавления легкоплавких моделей из оболочек форм

Номер патента: 1311838
Опубликовано: 23.05.1987
Авторы: Касаткин, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: водного, выплавления, легкоплавких, моделей, оболочек, приготовления, раствора, форм
...взаимодействию минеральной кислоты с модельной композицией, благодаря чему и обеспечивается стабильное разделе 25. ние выплавляющей среды и модельной композиции, Предварительный нагрев жирной кислоты или жирного спиртаодо 50-О С необходим для получения гомогенной нерасслаивающейся смеси компонентов, что и представляет собойО комплекс, При температуре ниже 50 С время смешивания компонентов возрастает, а получение температуры, вышео70 С нецелесообразно, так как повы шения гомогенности смеси не происходит, а условия труда ухудшаются изза испарения минеральной кислоты и органической составляющей смеси. Нерасслаиваемость комплексов при вза имодействии с водой происходит за счет химического взаимодействия составляющих комплекса с образованием...
Способ изготовления литейных стержней и форм

Номер патента: 1311841
Опубликовано: 23.05.1987
Автор: Поплавский
МПК: B22C 15/24
Метки: литейных, стержней, форм
...не совпадают с .конфигурацией полости стержневого ящика или формы, для уплотнения смеси в которой они предназначены, а имеют меньшую ширину, чем полость, Кроме того, в соответствии с рекомендациями по выбору расположения вдувных отверстий вдувные отверстия располагают над углублениями в стержневом ящике и эа выступами, препятствующими распространению и уплотнению . смеси.Извлекаемые из вдувных отверстий технологические остатки смеси располагаются соответственно им, что автоматически способствует расположению необходимых для подпрессовки выступов в требуемых зонах,1В отличие. от механизма уплотнения смеси при прессовании предварительно спрофилированного по модели или полости ящика избытка смеси или при прессовании смеси профильной...
Смесь для изготовления литейных форм и стержней

Номер патента: 1313553
Опубликовано: 30.05.1987
Авторы: Арсеньев, Варьян, Кибовский, Козлов, Никитин, Рожкова, Рыбаков, Силантьев, Хайдуков
Метки: литейных, смесь, стержней, форм
...Приготовленные компоненты охлаждают до (-10)- (-15) С. Все составляющие загружают 40 в смеситель и производят смешивание в течение 5 мин. Для изготовления форм и стержней взвешивают необходимое количество смеси, заполняют ею рабочую полость шприца и производят 45 прессование на гидравлическом прессе с усилием прессования 63 т (удельное давление не менее 5-6 г/см), Выдержка прессования смеси составляет 2 о3 мин при 18-22 С. После извлечения 50 стержней иэ пресс-формы их помещают в герметичную тару. 532Полученные стержни перед заливкой укладывают в поддон конвейера и направляют в камерную печь с защитной атмосферой (восстановительной или инертной), где стержни просушио вают со скоростью прогрева 70 С вочас до 600-650 С с последующей...
Смесь для изготовления литейных форм и стержней

Номер патента: 1313554
Опубликовано: 30.05.1987
Авторы: Алешинский, Беляков, Каплун, Киселев, Фурман
МПК: B22C 1/02
Метки: литейных, смесь, стержней, форм
...смеси, снижение ее стоимостии трудоемкости приготовления,Предлагаемая смесь содержит жидкоестекло, сульфид или дисульфид железа, окислы железа и огнеупорный наполнитель.В качестве огнеупорного наполнителя использовали кварцевый песокс величиной зерна 0,2 мм,Жидкое стекло применяли высокомодульное (М = 2,8) с плотностью1420 кг/м и низкомодульное (М == 2,15) с плотностью1520 кг/м .В качестве сульфида железа исполь.эовали сернистый колчедан, а в качестве окислов железа - оксид железа Ре ОСмесь приготавливают в бегунахили смесителе непрерывного действия.Вначале перемешивают сухие компоненты в течение 2 мин, а затем добавляют жидкое стекло и перемешиваютеще 4 мин.Возможна и другая последовательность ввода разупрочняющей...
Состав для корректуры офсетных печатных форм

Номер патента: 1313729
Опубликовано: 30.05.1987
Авторы: Гусельщиков, Дмитриева, Добрицына, Рыбальченко, Сулакова
МПК: B41C 1/10, B41N 3/02, B41N 3/06 ...
Метки: корректуры, офсетных, печатных, состав, форм
...Затем удаляют с поверхности избыгок воды и проводят корректуру, т.е. удаление с поверхности ненужных печатающих элементов путем нанесения на них кисточкой или тампоном состава для корректуры. По окончании 2корректуры печатную форму промывают сильной струей воды. При необходимости возможно проведение корректуры на печатной форме, находящейся в печатной машине иод краской.Пример 2. В условиях примера 1 готовят состав для корректуры, содержащий компоненты, мас.%:о-Фосфорная кислота(85%) 10Аэроси з А 175 16Г 1 олиоксиэтиленгликолевый эфир синтетическихжирных кислот фракцииС,о - Ск со степеньюоксиэтилирования 320 6СаСОз 2Диметилформамид До 00 Г 1 рименение раствора, как в примере 1.Пример 3. В условиях примера готовят состав для...
Установка для восстановления песка из литейных стержней и форм

Номер патента: 1314951
Опубликовано: 30.05.1987
Автор: Марино
МПК: B22C 5/00
Метки: восстановления, литейных, песка, стержней, форм
...имеющей два рабочих положения(одно показано на чертеже): заслонкаперекрывает нижний конец и выходитиз верхнего конца канала 25 и наоборот.Камера 22 свяэана с выходным каналом 27 для очищенного песка каиерой 28, в которую воздух подается3 13149 вентилятором 29 по каналу 30. Камера 28 имеет выходной канал 31, связанный с каналом 9, в ней проходит спиральная труба 32 с охлаждающей водой.Установка работает следующим образом.Обрабатываемый песок подают по желобу 14 в слой 13, расположенный в верхней части обжиговой печи 2. Этот слой псевдоожижается с помощью 1 О воздуха, подаваемого вентилятором 12 по каналу 11 и нагреваемого в теплообменнике 1 О выходящими иэ обжиговой печи газами. Нагретый таким образом песок выходит из слоя 13 по...
Смесь для изготовления литейных форм и стержней теплового отверждения

Номер патента: 1315101
Опубликовано: 07.06.1987
Авторы: Багрова, Илларионов, Королев, Куданкин
Метки: литейных, отверждения, смесь, стержней, теплового, форм
...с полисахаридами и моносахаридами, входящими в крахмалит, по ОН-группам сахаров и АХФС. Это взаимодействие приводит к образованию трехмерной структуры полимера, что способствует повышению прочности формовочных и стержневых смесей. Смеси готовят следующим способом, В смешивающие лабораторные бегуны засыпают кварцевый песок и крахмалит и перемешивают 2 мин, после чего дозируют АХФС и перемешивают 1,5- 2,0 мин, после этого изготовляют стандартные образцы для снятия физико-механических характеристик.Составы предлагаемых смесей 1-3 приведены в табл. 1.Свойства смесей 1-3 показаны в табл. 2. Предлагаемая смесь позволяет получить более высокие прочностные показатели в сухом состоянии при одном и том же содержании связующего в смеси....
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1315102
Опубликовано: 07.06.1987
Авторы: Вишневецкий, Гандыль, Ляшенко, Тагаева, Херсонский
МПК: B22C 1/16
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...цвета плотностью 1,130-1,145 г/см (20 С).В качестве материала с содержанием водного раствора Фосфорного ангидрида предусмотрено применение технической ортофосфорной кислоты,Порядок приготовления смеси следующий: кварцевый песок смешивают с металлургической пылью 0,5-1 мин, затем вводят ортофосфорную кислоту и 40 перемешивают 2-3 мин, в последнюю очередь вносятмодифицирующую добавку. - кубовый остаток Фурилового спирта. Общее время перемешивания смеси 3,5-55 мин. 45 Составы предлагаемых смесей приведены в табл. 1.В табл. 2 приведены свойства смесей 1-5. 50За счет дополнительного использования кубового остатка производства фурилового спирта, а также использования металлургической пыли обусловленного состава время отверждения смеси...
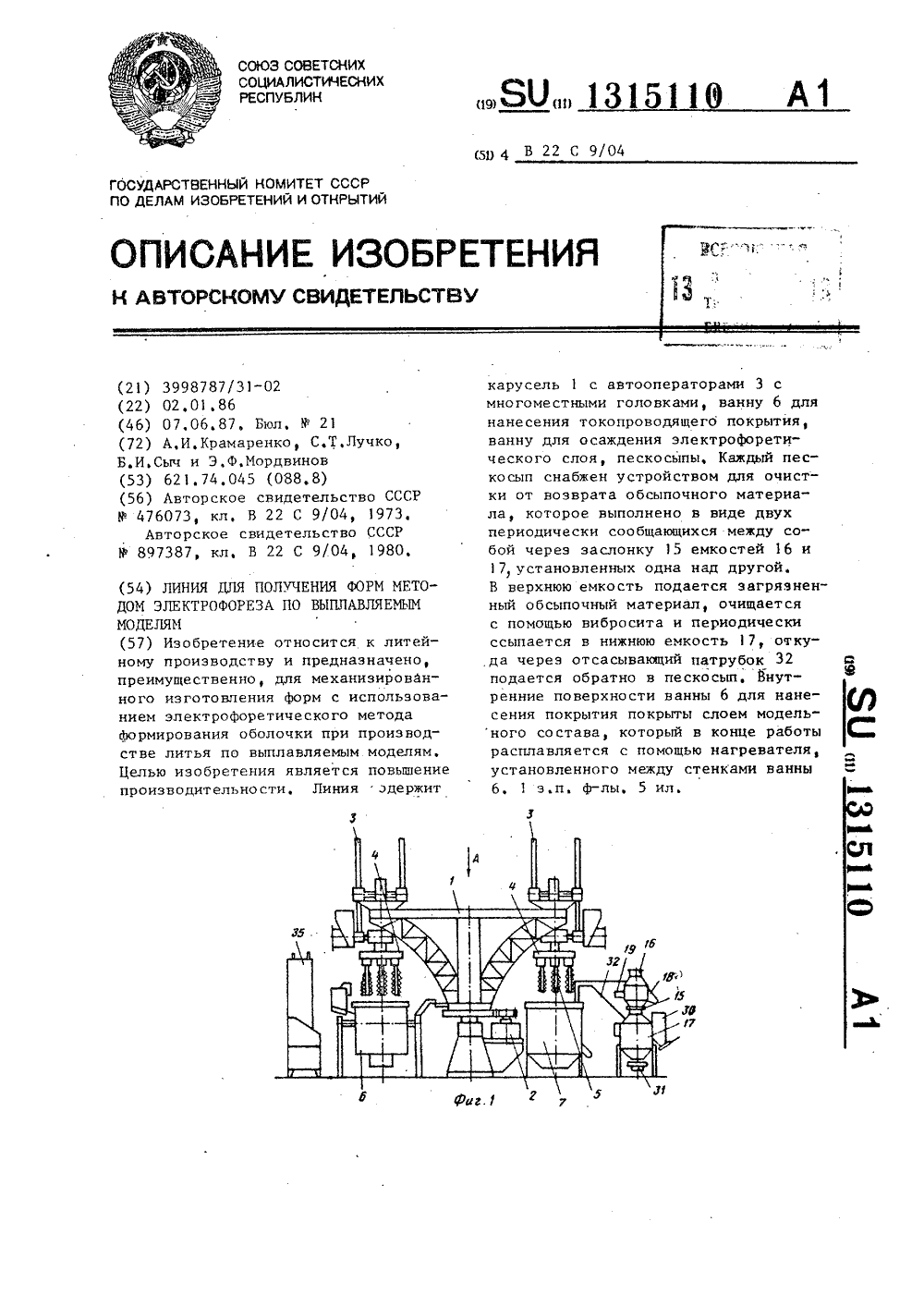
Линия для получения форм методом электрофореза по выплавляемым моделям
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Устройство для выбивки литейных форм

Номер патента: 1315126
Опубликовано: 07.06.1987
Авторы: Авраменко, Кириченко, Радионов
МПК: B22D 29/00
Метки: выбивки, литейных, форм
...герметизирующими элементами 14. Через быстродействующий клапан 15, закрепленный на стенке 1, камера соединяется с источником вакуума, Для разгерметизации служит механизм 16. Экран 17 с вмонтированными в негомагнитами 18 соединен одним концомс коробом посредством шпильки 19,другим - установлен в пазу 20, опирается на пружины 21 и 22, Пружина21 закреплена на шпильке 19, а пружина 22 установлена в пазу 20. Нижняя стенка 23 паза 20 выполнена наклонной,Устройство работает следующим образомВ исходном положении подвижнаячасть 2 герметичной камеры сдвинутавлево, экран 17 пружинами 21 и 22отжат в верхнее положение, Предназначенная для выбивки форма 4 попадает на приемный стол 3 (движение фор 10 5 25 35 мы осуществляется в направлении,...
Смазка для форм

Номер патента: 1315323
Опубликовано: 07.06.1987
Авторы: Бержанскис, Гармуте, Римкус, Янулявичюс
МПК: B28B 7/38
Метки: смазка, форм
...стеариновой кислоты.Технология приготовления смазки,Вначале высушенный до воздушно-.сухого состояния шлифовальный отходстекольного производства перемешивают с обезвоженной отработаннойэмульсией волочения медной проволоки, затем вводят остатки после нефтеулавливания в естественном состоянии (ч 45-553) и, все перемешивают до однородности. Смазку наносятна Формы вручную или механически.Силу адгеэии бетона к металлической говерхности определяют на металлических пластинах размерами 150 хх 150 мм с нанесением смазки и Формированием усеченного конуса (диаметр 100 мм) с заформованным анкер 15323 ным кольцом, к которому прицепляютдинамометр и определяют усилие отрыва этого конуса от пластины,Адгезию бетона к деревянной поверхности...
Автомат для съема форм с фильтроэлемента

Номер патента: 1315336
Опубликовано: 07.06.1987
МПК: B29C 33/44
Метки: автомат, съема, фильтроэлемента, форм
...имеющейбазовую поверхность 14, Внутреннийдиаметр скобы 13 равен наружному диаметру Фильтроэлемента, а по ширинескоба 13 меньше минимального расстояния между Формами 8, Скоба 13 предназначена для стабильной ФиксацииФильтроэлемента с Формами 8 на позиции барабана 3, сообщает ему дополнительную жесткость при зажиме. Фиксирующий элемент закрепляет и не деФормирует фильтроэлемент,Для зажима изнутри по внутреннемудиаметру Фильтроэлемента на каждойпозиции барабана 3 по оси, параллельной оси гнезда 4 для изделий, установлены кулачковые зажимные устройства 15, два кулачка 16 и 17 которых(их зажимающие поверхности) размеще -ны напротив базовой поверхности 14скобы 13, что обеспечивает надежныйзажим изделия и дальнейший съем обеих Форм без...