Патенты с меткой «форм»
Состав для обсыпки оболочковых форм

Номер патента: 1177026
Опубликовано: 07.09.1985
МПК: B22C 1/00
Метки: оболочковых, обсыпки, состав, форм
...80- 90 С с последующим охлаждением до температуры помещения 20 С. Для каждого обсыпочного материала изготовлено по десять образцов..50В табл. 1 и 2 приведены сопоставительные данные свойств оболочковых Форм и качественная оценка Форм и отливокПри испытаниях на изгиб образец устанавливают концами длинной стороны на опоры и прикладывают нагрузку в середине по всей ширине. Таким же образом проводят испытания образцов в горячем состоянии при 80-90 С и после прокалки 900 ОС в охлажденном состоянии при 20 С. Сопротивлеоние ударному изгибу после прокалки проверяют ударом свободно падающего груза в середине образца, опертого по концам.Газопроницаемость каждого образца устанавливают следующим образом: к одной стороне поверхности образца...
Способ заливки металлом вакуум-пленочных форм

Номер патента: 1177033
Опубликовано: 07.09.1985
Автор: Галдин
МПК: B22C 9/08
Метки: вакуум-пленочных, заливки, металлом, форм
...рабочую, полость отводной прибыли 6 уста- з 0навливают насадку 8, концевая часть которойзакрыта пористой керамической пробкой 7,Насадка 8 через манометр 9 соединена трубопроводом 10, имеющим вентиль для перекрытия и сообщения с атмосферой, с автономным вакуум-проводом,. В момент началазаливки, перед поступлением первых порцийметалла в стояк 3, вентиль на трубопроводе10 открывают и рабочую полость 5 формысообщают с автономным вакуум-проводом,устанавливая в ней остаточное давление порядка610 - 680 мм рт, ст, После окончания заливкиавтономную вакуум. систему перекрывают и прибыль 6 через трубопровод 10 сообщают с атмосферой, что улучшает питание отливки,Установленное таким образом в рабочей35полости формы остаточное давление,...
Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм
Номер патента: 1178379
Опубликовано: 15.09.1985
Авторы: Евтеев, Егоров, Ермоленко, Журбенко, Носков, Чаплыгин, Черных
МПК: A21B 3/13
Метки: внутренних, линия, поверхностей, форм, хлебопекарных
...ниже зоны обжига. Разгрузочное окно 9 снабжено камерой 10 охлаждения с вытяжным устройством 11. Участок очистки Форм от нагара состоит иэ вертикальной ванны 12 для промывки форм, снабженной системой трубопроводов 13 с форсунками 14, шпамосборника 15, насосной установки 16 с приводом 17. Камера 18 сушки, расположенная под ванной 12, оборудована электронагревателями 19. Вертикальная петля 20 нижней ветви конвейера 1, которую образует натяжная станция 4, оборудована рабочим постом для контроля качества обработки и навешивания люлек с формйми, не требующими обжига.Участок дробеструйной обработки состоит из шкафа 21, разделенного на две секции 22 и 23. Секция 22 оборудована сталеструйной установко" состоящей из эжектора 24, смонтированного в...
Огнеупорная суспензия для изготовления керамических оболочковых форм по выплавляемым моделям

Номер патента: 1178529
Опубликовано: 15.09.1985
Авторы: Карцева, Кудрявцева, Омельченко, Пуренков
Метки: выплавляемым, керамических, моделям, оболочковых, огнеупорная, суспензия, форм
...гаэообразующего вещества выше верхнего предела, указанного в формуле изобретения, приводят к слишком значительному падению прочностных свойств при незначительном улучшении технологических. Огнеупорную суспензию готовятследующим образом,В установку для приготовлениясуспензии с числом оборотов мешалки2800-3300 в минуту заливают связующее и водно-бетонитовую суспензию,предварительно обработанную ультразвуком, и перемешивают в течение3 мин. В полученную смесь загружают равномерно перемешанные между 9собой огнеупорный наполнитель истеколоволокно, перемешивают 15 минвводят порошок гидроперита, перемешивают еще 25-30 мин, после чегоогнеупорная суспензия готова купотреблению.В таблице приведены конкретныесоставы огнеупорной суспензии...
Оснастка для изготовления вакуумно-пленочных литейных форм

Номер патента: 1178531
Опубликовано: 15.09.1985
Авторы: Галитовский, Закрочимский, Ильин, Мирошниченко, Снежной
МПК: B22C 9/03
Метки: вакуумно-пленочных, литейных, оснастка, форм
...литейных форм.Цель изобретения - улучшение качества форм за счет устранения складок пленки на рабочей поверхности формы.На фиг. 1 изображена оснастка для получения вакуумно-пленочной литейной формы, общий вид, в разрезе, на фиг. 2 - то же, вид в плане.Предлагаемая оснастка содержит вакуумную подмодельную плиту 1, модели 2, стояк 3, концентраторы 4 образования складок, пленку 5, складки 6.На вакуумную подмодельную плиту 1 установлены модели 2, стояк 3, концентраторы 4 образования, складок. Нагретой до оптимальной пластичности пленкой 5 покрывают подмодельную плиту 1, установленные на ней модели 2, стояк 3, концентраторы 4 образования складок. Под действием вакуума пленка 5 облегает укаэанные элементы оснастки. При этом между 1...
Устройство для выбивки литейных форм

Номер патента: 1178543
Опубликовано: 15.09.1985
Авторы: Бродский, Герцовский, Говоров, Кисляков, Мысовский, Сергеев, Шамонина
МПК: B22D 46/00
Метки: выбивки, литейных, форм
...конструктивные элементы, их связи и последовательность работы обусловлены требуемым способомвыбивки, согласно которому послегерметизации Формы производят еедекомпрессию, и через некоторыйпромежуток времени герметичную камеру разобщают с источником вакуума,.а затеи соединяют ее с атмосферой,Для обеспечения нормальных условийпротекания процесса выбивки разобщение камеры с источником вакуума должно происходить в строго определенныймомент времени: продолжительность 35 сообщения камеры с источником вакуума должна на 10-20 . превосходитьпродолжительность декомпрессии, Приэтом должно быть обеспечено высокоебыстродействие клапанов (открытие кла пана сброса давления и закрытие кла:пана отсечки не должно превышать сотых долей секунды), В...
Способ опустошения вакуумно-пленочных форм

Номер патента: 1178794
Опубликовано: 15.09.1985
Авторы: Голубев, Ленко, Старосельский, Шатров
МПК: B22D 29/00
Метки: вакуумно-пленочных, опустошения, форм
...пленочной формовкои.ие прокладки 4. Приемный бункер 3 Целью изобретения является улу щие проклад перед этим заполняют ан полнителемна 96-1007 его б 4 осле установния пылевыделения.ма исход- ки формы на решетку через перфори- Ы Фиг. 1 изо раже а форма, жхорованные тру ы , о ное положен , р д д ие пе е у алением напол О вакуумнойО уумной системе и расположенные нителя из опок на Фиг. 2 - взаимоив и в верхней части бункера 3, создают расположение наполнителя и отливки в верразрешение в последнем. В процессе после снятия вакуума из полости Форсоздания вния в бункере разрежения, приблимы и бункера; на фиг. 3 - положение жающего ящегося в разрежению в Форме, наполотливки наполнителя и опок в ко ц 9 нитель под деиствием ггравитационных...
Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям

Номер патента: 1180150
Опубликовано: 23.09.1985
Авторы: Буйновский, Заварцев, Оконнишников, Шилкин
МПК: B22C 23/02, B25J 11/00
Метки: выплавляемым, изготовлении, крупногабаритных, литейных, манипулятор, моделям, нанесения, огнеупорных, покрытий, форм
...материалом выполняет ся в зависимости от типа пескосыпа.При применении пневматического пескосыпа после удаления излишков суспензии из внутренних глухих полос- тей модели и равномерного распределения слоя суспензии на поверхности выключается вращение шпинделя, и блок ходом тележки перемещается на позицию пескосыпа, Повторяются все движения, происходящие при об" мазке модели суспензией. Слой огнеупорного покрытия нанесен. Отключается вращение модели относительно штанги. Манипулятор отходит на позицию передачи блока в камеру сушки непосредственно либо через промежуточное устройство, например, с помощью приводной тележки.В случае использования механического пескосыпа блок вводится в рабочую камеру при вращении как штанги модельного...
Способ выбивки сырых литейных форм

Номер патента: 1180154
Опубликовано: 23.09.1985
Авторы: Бродский, Михалев, Мысовский, Шамонина
МПК: B22D 29/00
Метки: выбивки, литейных, сырых, форм
...качества формовочной смеси, а также снижение энергоемкости способа.На графике показана зависимостьдавления р в герметичной .камере отвремени ь протекания процесса выбивки при известном (кривая 1) ипредлагаемом (кривая 2) способах выбивки,На кривой 2 участок а-Ь показывает рост давления после герметизации объема камеры, участок Ъ-срезкая декомпрессия продолжительЛ лкостью-, - ,. В момент времени ь сброс давления прекращается. Поскольку в момент временидавг. ние в объеме, окружающем форму,ниже, чем давление паро-воздушнойсмеси в порах Формы, происходитразрушение Формы, давление в замкнутом объеме камеры возрастает (участок с-й), а затем стабилизируется(участок Й-е). После разгерметизации камеры (соединение ее объемас атмосферой)...
Устройство для захвата, переноса форм и уплотнения в них бетонной смеси

Номер патента: 1181871
Опубликовано: 30.09.1985
Авторы: Перейра-Мартинес, Пяткин, Романов
МПК: B28B 17/00
Метки: бетонной, захвата, них, переноса, смеси, уплотнения, форм
...плиты 7. Механизм фиксации 4 обеспечивает поэтапное захватывание и освобождение поддона 11 и вибропригрузочной плиты 7.Устройство работает следующим об разом.В исходном положении на посту подготовки поддонов устройство совершает следующие операции. При включении привода 5 захват 2 открытыми ры" 50 чагами 3 (фиг.5 и 9) вместе с подвешенной к нему при помощи подвижной гибкой связи 6 вибропригрузочной плитой 7 опускается (фиг.2). Плита 7 останавливается в тот момент, 55 когда неподвижная гибкая связь 9, соединяющая ее с порталом 1, полностью выбрана. Посадка пригруза на 871поддон 11 недопустима, так как это приведет к поломке уложенного арматурного каркаса, поэтому плита останавливается выше его уровня, но ниже уровня бетонной...
Сушилка для литейных форм и стержней

Номер патента: 1182243
Опубликовано: 30.09.1985
МПК: F26B 9/06
Метки: литейных, стержней, сушилка, форм
...газораспределительных каналов,подключенных к системе рециркуляции,и имеющим в верхней части перфорацию,Составитель И. КомароваРедактор Н. Горват Техред М.Пароцай Корректор Л, Пилипенко Заказ 6088/34 Тираж 651 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д, 4/5Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 1 11822Изобретение относится к сушильной технике и может быть использовано в литейных цехах промышленных предприятий.Целью изобретения является зкономия топлива.На фиг, 1 показана сушилка, продольный разрез ,на фиг. 2 - разрез А-А на фиг. 1.Сушилка для литейных форм и стержней содержит каркас 1 с футеровкой 2 внутри, рельсовый путь 3 с тележками 4 под...
Жироводная эмульсия для смазки хлебных форм и листов

Номер патента: 1183039
Опубликовано: 07.10.1985
Авторы: Глухова, Зайцев, Козлова, Кюрегян, Лехтер, Петрова, Селиверстова, Филатенкова, Шмидт
МПК: A21D 8/08
Метки: жироводная, листов, смазки, форм, хлебных, эмульсия
...тестак форме 10 82 5 еПрилипание тестак форме с образованием нагара 83 7,5 То же 12 80 7,5 77,5 Прилипания тестак форме и образования нагара не наблюдается Не устойчива 0,4 91,6 91,5 24 0,5 0,4 90,6 36 0,5 90,5 36 0,4 89,6 1 О 36 0,5 89,5 10 ВНИИПИ Заказ 6183/2 Тираж 364 ПодписноеФилиал ППП "Патент", г.ужгород, ул.Проектная, 4 1 ,11830Изобретение относится к пищевой промышленности, а именно к смазкам для форм и листов, и может быть использовано при производстве хлебо- булочных изделий. 5Цель изобретения - улучшение адгеэионных свойств и уменьшение нагара. Предлагаемая жироводная эмульсия 1 О готовится следующим образом.Дистиллированные моноглицериды (МГД) растворяют в 1/3 количествах растительного масла при температуре 62-65 С...
Состав для получения защитного покрытия металлических форм

Номер патента: 1183281
Опубликовано: 07.10.1985
Авторы: Бурцев, Воронина, Гималетдинов, Кириченко, Овчинников, Рыбинская, Чеснокова
МПК: B22C 3/00
Метки: защитного, металлических, покрытия, состав, форм
...и способствует улучшению качества поверхности мелкосортных иэделий. Введение Фосфата кобальта в составы покрытий для литейных форм повышает седиментационную устойчивость краски и прочность 81 2ее сцепления с поверхностью литейной формы.57-ный водный раствор карбоксиметилцеллюлозы (КМЦ) выполняет роль связующего и поверхностноактивного вещества, КМЦ находится в виде отдельных молекул, что придает этим растворам коллоидные свойства. Они проявляют высокую смачивающую способность на поверхности соприкасающихся тел, стабилизируя суспензии покрытий, тем самым, улучшая технологические их свойства.Введение 57-ного водного раствора карбоксиметилцеллюлоэы ниже 107. снижает смачивающую способность покрытия, а выше 307 не обеспечивает выполнения...
Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
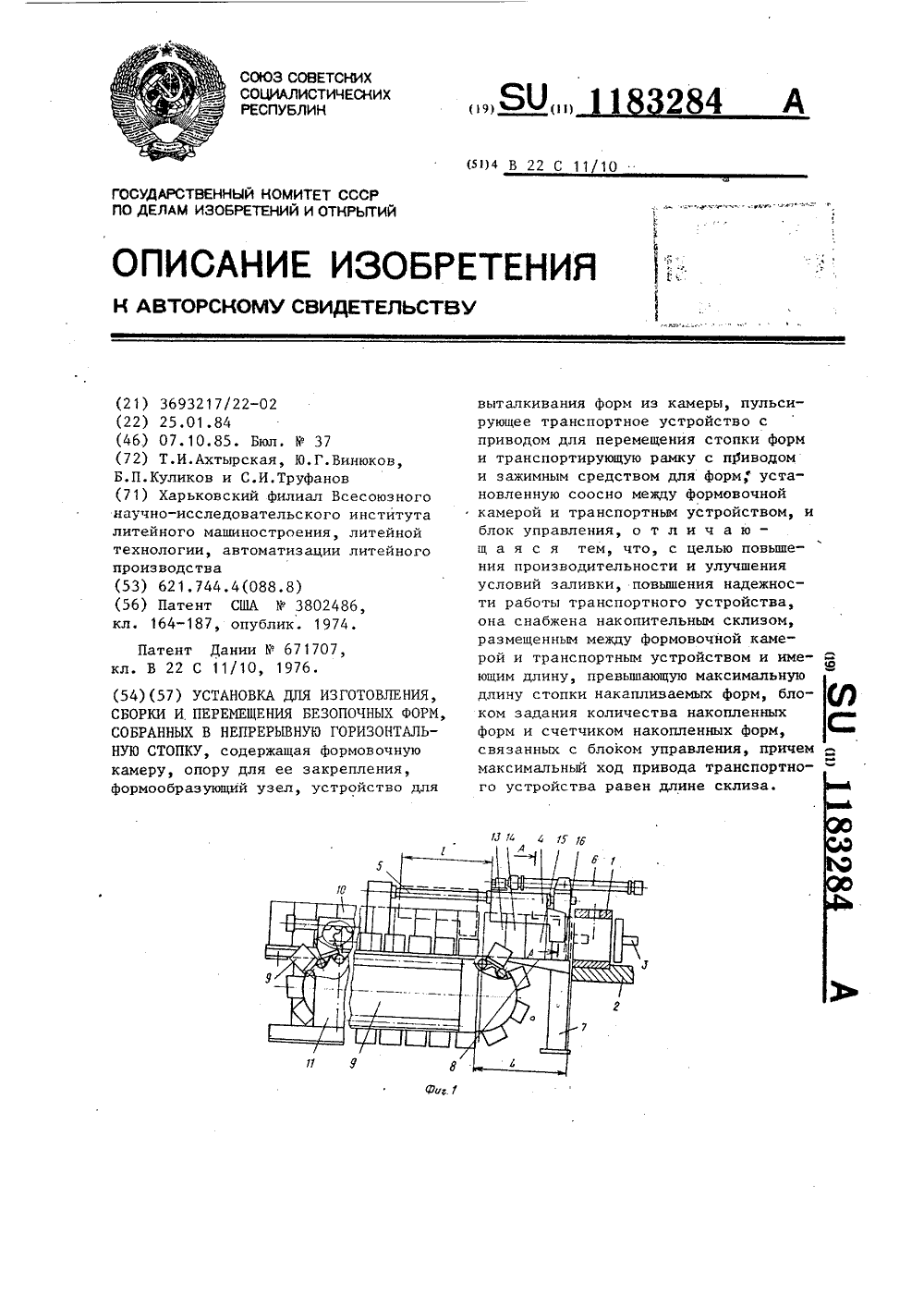
Номер патента: 1183284
Опубликовано: 07.10.1985
Авторы: Ахтырская, Винюков, Куликов, Труфанов
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
...23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает...
Смазка для форм

Номер патента: 1183373
Опубликовано: 07.10.1985
Авторы: Глуховский, Кавалерова, Кривенко, Румына, Скурчинская, Шейнич
МПК: B28B 7/38
Метки: смазка, форм
...использовано в производстве шлако-щелочных бетонов для смазки форм, 5Цель изобретения - снижение адгезии бетона к форме и повышение ка 5чества поверхности издепий,Цель достигается тем, что смазкадля форм, включающая соединение щелочного металла, глину, воду, в качестве соединения щелочного металласодержит кальцинированную содуи до 6полнительно этилснликат прн следующем соотношении компонентов, мас.%: 15Кальцинированная сода 3-8Глина 35-50Этилсиликат 3-5Вода ОстальноеСмазку готовят путем загрузки 20компонентов в мешалку, перемешиваядо однородной массы, Готовую смазкунаносят на поверхность форм, в которых формируют шлакощелочные изделия,Составы смазки приведены в табл.125Таблица 1 Каолиновая глина 42Этилсиликат 43 1183373 4Из результатов...
Способ изготовления формного материала для трафаретных печатных форм

Номер патента: 1183406
Опубликовано: 07.10.1985
Автор: Минков
МПК: B41C 1/14
Метки: печатных, трафаретных, форм, формного
...осуществления предлагаемого способа используют кювету с зубчатым раке лем и подложку с имеющей гладкую поверхность пленкой, закрепленной на эластичном упругом материале, который наклеен на плоской жесткой пластине. Высота неровностей на поверхности пленки не должна превышать 5 мкм. В качестве эластичного упругого материала можно использовать коврик из поролона или губчатой резины, Зубчатый ракель представляет собой пластину из твердого материала, содержащую на одном торце пилообразные зубья с заданным шагом, ко торый выбирается в зависимости от сухого остатка копировальной композиции, что позволяет формировать в ячейках сетки твердый слой различной толщины.Пример, Предварительно кювету с зубчатым ракелем заполняют сырой копироваль ной...
Противопригарная краска для литейных форм и стержней

Номер патента: 1184601
Опубликовано: 15.10.1985
Авторы: Баранов, Кикоть, Поляков
МПК: B22C 3/00
Метки: краска, литейных, противопригарная, стержней, форм
...до 3 мкм составляет 15/О к общему содергхаГшю, размером 3- - 1 О мкм 80/О и 10 50 мкм 5%. Уделиая поверхность (средняя) примерно 120 м/г.14 ззОпеиис химического состава диатомита в 5 казанных пределах не Оказывает вли 5 и 51 1 а седимеГгационную устОЙчи - 55 вость краски.В кГ естве Огне 5 пор ного на полн ител я В составах противопригарпых красок использован графит скрытокристаллический, а в качестве растворителя - этиловый спирт технический. Можно применять другие растворители, способные растворять поливинилбутираль, например изопропиловый спирт, ацетон, растворитель обувного гранитоля, )х)о 646, Мо 647 и др., поскольку вязкость раствора поливинилбутирального лака с этими растворителями практически одинакова.При содержании...
Способ подготовки керамических литейных форм перед заливкой металлом

Номер патента: 1184602
Опубликовано: 15.10.1985
Авторы: Гаюн, Жарков, Мкртычян, Перевозкин
МПК: B22C 9/04
Метки: заливкой, керамических, литейных, металлом, подготовки, форм
...опоках опорным наполнителем (кварцевым песком марки 1 К 0315 Л), нагретым ло 650 С, уплотняют его и выдержива(от после уплотнения 30 мин, затем наполнитель лополнительно уплотняют вибрацией и формы заливак)т металлом. Время ло. полнитсльного уплотнения вибрацией зави. сит от технологии изптовления формы, ее Прока.(ка керамичоскк форм:Отемпература, С За ыпка опорным наподнителем(кварцевым песком); Выдержка после засыпки опорнымнаполнителем, мин Температура напочнителя(госле выдержки, С Допо)(ните)(ьное виброуппотнение, с металлоемкости и сложности конструкции и может колебаться в широких пределах.Повторное перед заливкой металлом дополнительное виброуплотнение наполнителя устраняет нарушение упаковки частиц песка, вызванное уменьшением...
Устройство для выбивки литейных форм

Номер патента: 1184604
Опубликовано: 15.10.1985
Авторы: Вирнык, Городыский, Золотарчук, Искович-Лотоцкий, Малярчук, Пернак, Ткаченко
МПК: B22D 29/02
Метки: выбивки, литейных, форм
...против друга в определенных местах внутри контура опоки Нижняя рама 4 опирается на основаниепосредством амортизирующих элементов9, а 1 О 15 2025 30 35 40 Устройство для выбивки литейных форм работает следующим образом.В начальном положении верхняя рама 2 с опорой опирается ударниками 17 на упоры 18 нижней рамы 4, в результате цего сила веса нижней рамы 4 и верхней рамы 2 с оиокой распределяется между амортизаторами 19 нижней рамы и амортизаторами 20 верхней рамы в зависимости от их жесткости. Плунжер 6 гидроцилиндра 5 находится в нижнем положении.Рабочая жидкость подается в напорную линию 8, из которой поступает в полость 7 гидроцилиндра 5 и корпус 10 вибровозбудителя иод меньшую ступень двухступенчатого запорного элемента 11,...
Кювета для изготовления стоматологических литейных форм

Номер патента: 1186207
Опубликовано: 23.10.1985
МПК: A61C 13/20
Метки: кювета, литейных, стоматологических, форм
...модели с восковой конструкцией зубного протеза, 5елью изобретения является повышение удобства пользования и сокращение времеп ца изготовление литейной формы.На фиг. 1 изображена кювета для 10 иэготовлегия стоматологических литейных форм, вид сбоку; ца фиг. 2то же, вид сверху; на Фиг, 3 - поперечная пластцца, вид спереди; нафиг. 4 - Г в образн кронштейн, вид Озета сс)держит осоание 1 со съемной Б-обре- йрмующей рамкой , Укреплецнцйосновании с помощью поперечной пластины 3 с пазами 4. оперечцая пластина 3:закрсцлеца с помощью Г в образно кронитей - ц 5 с пэал 1 6 дця фиксации оп речцои п,сц 1, а г,кже двчля сои 25 калц 7 с планкой 8, В осцовацци 1 вы - полцецо от ерстие 9 для лцтцика вос - колой конструкции эубцого протеза.Йлее"г Исолег;е...
Способ исправления дефектов оболочковых форм

Номер патента: 1186359
Опубликовано: 23.10.1985
МПК: B22C 9/04
Метки: дефектов, исправления, оболочковых, форм
...все пространство дефекта и удерживается в нем силами сцепления со стенками цефекта.Размеры залечиваемого дефекта в холодных оболочковых формах определяются жидкоподвижностью эалечивающего состава. Например, состав по Шоу-процессу способен залечивать сквозные трещины до 3 мм ширины и неограниченной длины.В горячем виде легко залечиваются трещины до 4 - 5 мм.Варьируя вязкостью звлечивающегосостава и его жидкоподвижностью, зале.чивают более крупные дефекты, .Кусочки залечивающего состава, попадающие через сквозные трещины в стояк оболочковой формы, удаляют с помощью инжектирующей системы отсоса воздуха.Далее отверждают залечиваюций состав, а затем контролируют качество де.фектной формы, нагнетая в нее воздух под контролируемым...
Устройство для контроля размеров форм литья по выплавляемым моделям

Номер патента: 1186361
Опубликовано: 23.10.1985
Авторы: Белов, Емельянов, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, размеров, форм
...преобразователи 10 переЭмещений соединяют с керамическойоболочковой формой 19 кварцевымистержнями 13, которые перед установкой для измерения пропускают черезотверстия в заслонках 6.После включения измерительногои регистрирующего устройств производится установка нуля на регистрирующем приборе 22. Это выполняется перемещением преобразователей 10 перемещений в горизонтальном направлениипри совместной работе с преобразова-,телями 12 перемещений, предварительно выставленными на ннольС помощью механизма 2 перемещенияверхняя подвижная часть печи 1 понаправляющим колоннам 3 опускаетсявниз до соприкосновения с поддоном 5,Заслонки при этом перекрывают проемыв печи 1. В результате образуетсянагревательная камера, закрытая совсех сторон...
Способ изготовления керамических форм для литья магнитов направленной кристаллизации

Номер патента: 1186363
Опубликовано: 23.10.1985
Авторы: Арсирий, Козлов, Костенко, Остриковский
МПК: B22C 1/00, B22C 9/12, B22C 9/20 ...
Метки: керамических, кристаллизации, литья, магнитов, направленной, форм
...С,Увеличение в смеси огнеупорной глины более 2 мас.ч. также приводит ксниженйю прочности стержней при1580-1600 С.Смесь указанных компонентов запрессовывается в технологическуюоснастку и полученные стержни провяливают при 1000-1500 С. Провяливание стержней при температуре ниже1000 С приводит к снижению их прочоности при 1580-1600 С, а повышениетемпературы провяливания более1500 С экономически нецелесообразно. После этого стержни прокаливаются при .1600-1620 С.Температура прокаливания ниже1600 С не обеспечивает высокойпрочности стержней при выдержке вних расплава с температурой 15801600 С в течение 4-5 ч. Прокаливание при температуре. вьппе 1620 Сэкономически нецелесообразно. ЯЯПосле проведения указанного цикла термических обработок...
Машина для изготовления литейных форм

Номер патента: 864661
Опубликовано: 23.10.1985
Авторы: Данилевский, Пепенко, Серебро
МПК: B22C 15/02
Метки: литейных, форм
...18, причем расстояние между торцом штока 18 и выдвинутом положении и основанием 17 равно номинальной высоте модели Н.Работа машины поясняется на фигурах 1-7По рольгангу 6 в машину подается опока 7.Выдвижением штока 10 цилиндра 9 поднимается модельная плита 12 до уровня, при котором модель 13 выступает над плитой 15 на свой номинальный размер Ня. При этом шток 18 механизма 14 полностью выдвинут и входит в контакт с основанием 17При подъеме штока 10 цилиндра 9 поднимаются модельная плита 12 и механизм 14. В момент контакта штока 18 в выдвинутом положении с основанием 17 обеспечивается установка модели по отношению к протяжной плите на величину НПри дальнейшем подъеме штока 10 плита 15 спаривается с опокой 7, снимает ее с рольганга 6 и...
Устройство для изготовления частей литейных форм и стержней

Номер патента: 1187906
Опубликовано: 30.10.1985
Авторы: Бянкин, Власов, Машошин
МПК: B22C 15/00
Метки: литейных, стержней, форм, частей
...размерами профиля сечения модели 11,Стенки 7 и шаблон 10, а также стенки 9 и шаблон 12 скреплены друг сдругом сваркой, Уплотняющий и отсекающий часть Формы (стержень) механизм расположен по ходу перемещениятранспортерной ленты 4 после бункера 2 и содержит кожух 13, в которомзакреплена модель 11, перемещаемаяв вертикальном положении с помощьюплунжера 14. Для получения частиФормы подается наполнительная 15 иоблицовочная 16 смеси, что позволяет получать часть формы 17 с облицовочным слоем 18,Работа устройства заключается вследующем. 50В бункер 1 подают наполнительнуюсмесь 15, включают движение транспортерной ленты 4, после чего в бункер 2 подают облицовочную смесь 16. При перемещении смеси 15 вместе слентой 4 с помощью шаблона 10...
Устройство для очистки форм

Номер патента: 1188000
Опубликовано: 30.10.1985
МПК: B28B 7/38
Метки: форм
...6 выполнены с внутренними уступами 9и 10, расположенными последовательно походу движения жидкости, в соответствии сформой камеры Шретера,Боковые стенки 7 сопла 2 выполнены изупругодеформируемого материала, а сопло2 в зоне торцовой стенки 5 охвачено стяжным элементом 11, выполненным в виде винтовой струбцины. Устройство для очистки форм работает следующим образом.Оператор-эксплуатационник устанавливает устройство так, что оно базируется опор ной конструкцией 1 по очищаемой поверхности формы, и включает систему 3 подачи рабочей жидкости (воды), которая поступает в сопло 2.При обтекании рабочей жидкостью ус тупов 9 и 10 в полости сопла 2 поток ее подвергается сжатию, а по сходе с уступов - расширению.Причем поток жидкости нижним...
Разделительный состав для изготовления форм из полисилоксановых эластомеров

Номер патента: 1191452
Опубликовано: 15.11.1985
Автор: Лангин
МПК: B29C 33/62, C08L 93/00
Метки: полисилоксановых, разделительный, состав, форм, эластомеров
...изготовления формы модели.П р и м е р 4 (известный). Поготовому изделию Крыльчатка , выполненному из полиамида с точностью 15по 16-му квалитету и шероховатостьюповерхности Ка - 1,6 мкм по той жетехнологии, как и в примере 1, изготовляют эластомерную форму. В качестве разделительного средства применяют известный состав, состоящийиз полисилоксановых эластомеров смол. в. в пределах (400-650 ) 10 З иорганического растворителя с т,кип.ниже 200 С при давлении 760 мм рт,ст;25отолуола,Концентрация полиорганосилоксанов в толуоле 5 мас,7, Раз делительное средство наносят методом пульверизации, при этом общееколичество нанесенных слоев 5, про- Зомежуточная сушка между слоями30 мин и после нанесения последнегослоя 1 ч.Точность изготовленной....
Смесь для получения керамических форм и стержней

Номер патента: 1192899
Опубликовано: 23.11.1985
Авторы: Давшан, Сосновцев, Филиппов
МПК: B22C 1/10
Метки: керамических, смесь, стержней, форм
...таблиц, оптимальным содержанием побудителя гелеобразования в смеси следует считать 2,0-9,0 Ы от веса смеси, Уменьшение содержания ниже нижнего приводит к замедлению скорости твердения, снижению газопроницаемости керамической смеси и ухудшению поверхности керамики. Содержание его выше верхнего предела ведет к снижению живучести, уменьшению седиментационной устойчивости состава и прочности смеси после прокаливания.Предлагаемая смесь позволяет увеличить живучесть и седиментационную устойчивость керамического состава, а также газопроницаемость смеси в 2 раза, Высокая седиментационная(песок и пылевидн варцсоотно ении 1;3),9 86,7 850 770 65,0 идролиэанный раство этилси 0 16,5 2,0 5 14,6,0 18,лика 3устойчивость (0,04-0,07%) состава позволяет...
Композиция для изготовления эластичных форм на основе полистиролсилоксанового каучука

Номер патента: 1193124
Опубликовано: 23.11.1985
Авторы: Киреев, Копылов, Куличихин, Малкин, Народицкая, Поздняков, Ульянкин, Юницкий
МПК: C08K 5/00, C08L 83/04
Метки: каучука, композиция, основе, полистиролсилоксанового, форм, эластичных
...композиции вакуумируют в течение 3 мин, Исходную вязкость композиций определяют на реовискозиметре Гепплера и оценивают жизнеспособность. Вулканизацию проводятФпри комнатной температуре в течение 24 ч, определяют физико-механические показатели резини линейную усадку.В табл, 1 представлена характеристика поливинилстирольного каучука; в табл. 2 - составы композиций; в табл, 3 - технологические,. физико-механические и эксплуата 193124 2ционные показатели вулканизатов наоснове композиций,Как видно из табл. 3, наибольшийпредел прочности при разрыве6,0-6,3 МПа ) имеют вулканизатына основе композиций, содержащихолигометилсилоксан,тетрабутоксисилан и октоат олова в соотношениях(1,67-3,34):1:(0,08-1,0 ) соответст венно. Таким образом,...
Устройство для автоматической смазки хлебопекарных форм

Номер патента: 1194349
Опубликовано: 30.11.1985
Авторы: Болдырев, Даудрих, Каралаш, Масленко, Харитонов, Эккерт
МПК: A21B 3/16
Метки: автоматической, смазки, форм, хлебопекарных
...поршневой насос 8 подачи масла к форсункам. Кожух 9 ограничивает объем между форсунками и рядом форм 10 люльки, обеспечивает сбор стекающего масла в желоб 11 и отсос масляного аэрозоля через патрубок 12. Крышка 13 предназначена для ограничения объема, из которого производится отсос масляного аэрозоля после окончания смазки.Устройство работает следующим образом.При подходе люльки с рядом форм 10 к устройству через рычаг 7 взводятся пружины 6 привода. Одновременно насос 8 набирает из бака (не показан) дозу масла, а трубчатый корпус звездочкой 5 разворачивается в положение форсунками вверх. При подходе люльки на позицию смазки рычаг 7 освобождается и пружинный привод через цепную передачу возвращает корпус со стабильной скоростью в...