Патенты с меткой «форм»
Смесь для изготовления литейных форм и стержней

Номер патента: 1369848
Опубликовано: 30.01.1988
Авторы: Микей, Мирюк, Смолькова, Флейтман
МПК: B22C 1/18
Метки: литейных, смесь, стержней, форм
...смесей.Цель изобретения - улучшение выбиВаемости смеси при сохранении еепрочности и осыпаемости,Предлагаемая смесь содержит огнеупорный наполнитель, каолиновую глину, .прокаленную при 630-770 С, связуощее - жидкое стекло, раствор едкогоиматра и каолин, прокаленный при 630770 С. В качестве огнеупорного наполНителя используется кварцевый песок, 151 кидкое стекло применяется с силикатным модулем 2,6-3,0 и плотностью1,48-1,52 г/см, едкий натр плотнос"тью 1,32 г/см . Прокаленный каолинспользовали в виде отходов основноГо производства, каолиновая глина поГОСТ 3236-77.Приготовление смеси осуществляюттрадиционным способом, путем перемеюивания кварцевого песка, каолиновойглины и каолина в течение 2,0-2,5 мин,Затем вводят раствор едкого натра,...
Способ изготовления неразъемных литейных форм

Номер патента: 1369850
Опубликовано: 30.01.1988
Автор: Красников
МПК: B22C 9/00
Метки: литейных, неразъемных, форм
...разделение отливки от смеси 5 и 13, после чего циклповторяется.Изобретение позволяет удешевитьпроизводство литья по сравнению сизвестным способом. одные контакты 7 которых снаружионтактируют с проводниками 8 постонного тока. Опока 4 установлена на транспортной плите 9, в которой выполнены отверстия 10 для прохода вофы при расплавлении модели 1. Отверстия 10 используются также для вакуумной сушки полости Формы. 3Транспортная плита 9 перемещается по роликам 11 кромочных рольгангов. На позиции Формовки плита 9 контактирует с демпФирующими пружинами 12. 1 ри проведении операции предваритель 3 ого уплотнения смеси 5 охлаждающий риогидратный .слой 3 предотвращает расплавление модели 1.Затем Форма подается на позицию .юкончательной...
Устройство для изготовления литейных форм

Номер патента: 1369852
Опубликовано: 30.01.1988
МПК: B22C 15/24
Метки: литейных, форм
...8. На штоке 9 си- ния частиц - в сторону подмодельной лового цилиндра 8 закреплена электро- плиты 5, т.е, в сторону максимальмагнитная катушка 6 с возможностью ной напряженности магнитного поля,35возвратно-поступательного движения при этом под действием пондеромотори подключена к сети переменного тока ных сил частицы формовочного порошчерез батарею конденсаторов 10, обра- ка 3 равномерной плотностью заполнязуя с нею резонансный контур. Работа ют пустоты, узкие пазы, полости мокатушки взаимосвязана с движеним ша дели, уплотняясь и спрессовываясь, гового транспортера 11. Крьппка 4 вы- Катушка опускается еще ниже, так полнена из ферромагнитного материала чтобы ее центр максимальной напряжен- в виде отдельных элементов - призм ,ности был...
Формовочная машина для изготовления форм кольцевых элементов

Номер патента: 1369853
Опубликовано: 30.01.1988
Авторы: Александров, Алексеев, Матвеев, Соловьев
МПК: B22C 15/30
Метки: кольцевых, форм, формовочная, элементов
...на определенный угол (фиг,2).При повороте кулачка происходит ка 1369853сание его криволинейной поверхности с нижней плоскостью рабочего стола 6 и подъем его на величину В. При выходе кулачка 5 из контакта с роликом5 2 происходит свободное падение стола 6 вместе с полуформой на прокладки 8. Происходит встряхивание и уплотнение песчаной смеси в процессе ее загрузки. После загрузки в опоку 1 О заданного количества смеси 25 электро" двигатель 20 выключают. На вал 14 устанавливают верхнюю формообразующую плиту 10 и фиксируют ее шайбой 24, Производят реверс вращения диска 3, 15 и переместив шток 23, замыкают контакты включения электродвигателя 20. Золотник-распределитель 17 после выхода штока 23 из кольцевой канавки опускается и...
Блок для сменных форм литья под давлением

Номер патента: 1369868
Опубликовано: 30.01.1988
Авторы: Гершфельд, Лаврентьев, Сучков
МПК: B22D 17/22
Метки: блок, давлением, литья, сменных, форм
...выполнены промывники 29 и воздушники 30. Пружина 31 расположенамежду плитой 3 и гильзой 32, Хвостовик 33 установлен в рассекателе 12,В углубления бруса 4 установленыпружины 34, а в плите съема 8 установлена фиксирующая вставка 35, закрепленная винтом 36,Блок работает следующим образом.Сменные формы 17 с нижним расположением литниковой системы устанавливаются на трапецеидальный выступлитниковой втулки 2, блок смыкаетсяи Формы 17 прижимаются к трапецеидальной вставке 10 и втулке 2 болта-ми 16. Прижимы 20 смещаются по Т-образным пазам 18, вводятся в пазыФорм 17 и фиксируются болтами 19 игайками 21Прижимы 22 надвигаются .на опорную плиту формы 17 и фиксируются болтами 23. Блок готов для производства отливок.Для установки форм 17...
Способ подготовки металлических составных форм

Номер патента: 1371754
Опубликовано: 07.02.1988
Авторы: Алешин, Ипатов, Коростелев, Костин, Котов, Левит, Савочкин
Метки: металлических, подготовки, составных, форм
...на окончательную обработку 0,06 + 0,02 мм на сторону.Размеры рабочей полости в каждой изполуформы при этом составляли19,88 + 0,04 х 69,88+0,04 х 1,4410,02 мм. 55Форму устанавливали на машину литьяпод давлением модели С 71108, создавая в форме напряженное состояние,сжимая ее с помощью механизма запи 54 2рания усилием 250 тс. Проводили пробную заливку жидким металлом (сталью20 Л) при температуре 1580-1600 С.Усилие запирания в формы снимали после охлаждения отливки до 400 С. Пробные заливки повторяли 8-10 раэ. Затем форму с помощью электрическихнагревателей нагревали до температуоры 550 С, В полость пресс-формы вводили мастер-пуансон, изготовленныйиз инструментальной стали Р 6 М 5(твердость 55-58 НЕС,) и нагретыйтакже до температуры 550...
Состав для получения литейных форм

Номер патента: 1373464
Опубликовано: 15.02.1988
Авторы: Крапивина, Морозов, Осинский, Паповян, Соловьев, Танасиенко, Федотов
МПК: B22C 1/18
...смесиводы влияние ПАВ является существенным на повышение жидкотекучести.Химически чистый фтористый кальций (СаР ) в сочетании с ПСДБ - этовысокоэффективный ПАВ, и в тоже время является дополнительным упрочнителем гипсового вяжущего. 40Гипсовую смесь приготавливают следующим образом. В смеситель засыпают сухие порошкообразные составляющие, перемешива ют не менее 10-15 мин, а затем вливают воду с добавкой пеногасителя и дополнительно перемешивают 1-2 мин, Из смесителя формовочная смесь поступает в опоку с установленной в ней блоком выправляемых моделей. Далее эа 50 литую в опоку смесь вакуумируют в течение 2-3 мин, Форму выдерживают на воздухе для повышения прочности гипсовой структуры, затем последовательно проводят вытопку моделей и...
Способ вакуумного разрушения сырых литейных форм

Номер патента: 1375407
Опубликовано: 23.02.1988
Авторы: Бродский, Мысовский, Свечников
МПК: B22D 29/00
Метки: вакуумного, литейных, разрушения, сырых, форм
...4 и 5, соединяется с ресиверами 6 и 7, в которых посредством вакуумных насосов 8 - 10 поддерживается необходимое разрежение.Выбивка форм осу 1 цествляется следующим образом.Залитая литейная форма 2, поступившая на выбивку, помещается в камеру 1, которая герметизируется. Затем посредством клапана 4 камера сооб 1 цается с ресивером 6, в котором поддерживается остаточное давление первой стадии 0,4 - 0,5 ата. В этот период, согласно диаграмме вода - пар, в тех слоях формы, где температура превышает 80 С, происходит процесс парообразования, вызываю ший перераспределение влаги в объеме формы. Вследствие перепада давлений, возникающего при декомпрессии и парообразовании, пар движется от более нагретых внутренних слоев формы к менее...
Смесь для изготовления литейных форм и стержней

Номер патента: 1379067
Опубликовано: 07.03.1988
Авторы: Полякова, Порхунов, Суворов
Метки: литейных, смесь, стержней, форм
...огнеупорного наполнителя ис пользуется кварцевый песок с содержанием глинистой составляющей до 67.В качестве связующего используется алюминат натрия, получаемый путем растворения гидроокиси алюминия в 15 едком натре.Пропиленкарбонат - эфир угольной кислоты, бесцветная жидкость с характерным запахом эфира. В технике применяется для синтеза пластических 20 масс и в качестве растворителя некоторых органических соединений, В смеси применяется как отвердитель.Затвердевание смеси происходит за счет взаимодействия алюмината натрия 25 и пропиленкарбоната.Смесь готовят следующим образом. В бегуны загружают расчетное количество песка марки К 016 и пропиленкарбоната, перемешивают в течение 2 мин, после чего вводят алюминат натрия и...
Смесь для изготовления литейных форм

Номер патента: 1379068
Опубликовано: 07.03.1988
Авторы: Киракосян, Саркисян, Чурсин
МПК: B22C 1/00
...получение отливок повышеннойчистоты поверхностей.Составы и свойства смесей приведены в табл. 2.Иэ смесей (по табл, 2) методомпрессования при давлении 7,5 МПа получают литейную форму, имеющую прочность на сжатие в сыром состояниив среднем 50-70 КПа и высокую текучесть от 56 до 687,Высокие значения текучести предлагаемой смеси обусловлены сфероидальной формой частиц отвального шлака, а также всмаэывающейв способностью находящихся в нем серы и сернистых соединений. Повышенная теплопроводность предлагаемой смеси 0.320,37 10 Вт/(м.К) (способствующая-4получению отливок с мелкозернистойструктурой, а следовательно, и высокими твердостью, плотностью и прочностью) обусловлена наличием в шлакевысокотеплопроводных оксидов меди ижелеза, являющихся...
Модельная оснастка для изготовления разовых форм
Номер патента: 1379071
Опубликовано: 07.03.1988
Авторы: Гольдин, Киян, Орлов, Скирдов, Уваров, Чикунов
МПК: B22C 7/04
Метки: модельная, оснастка, разовых, форм
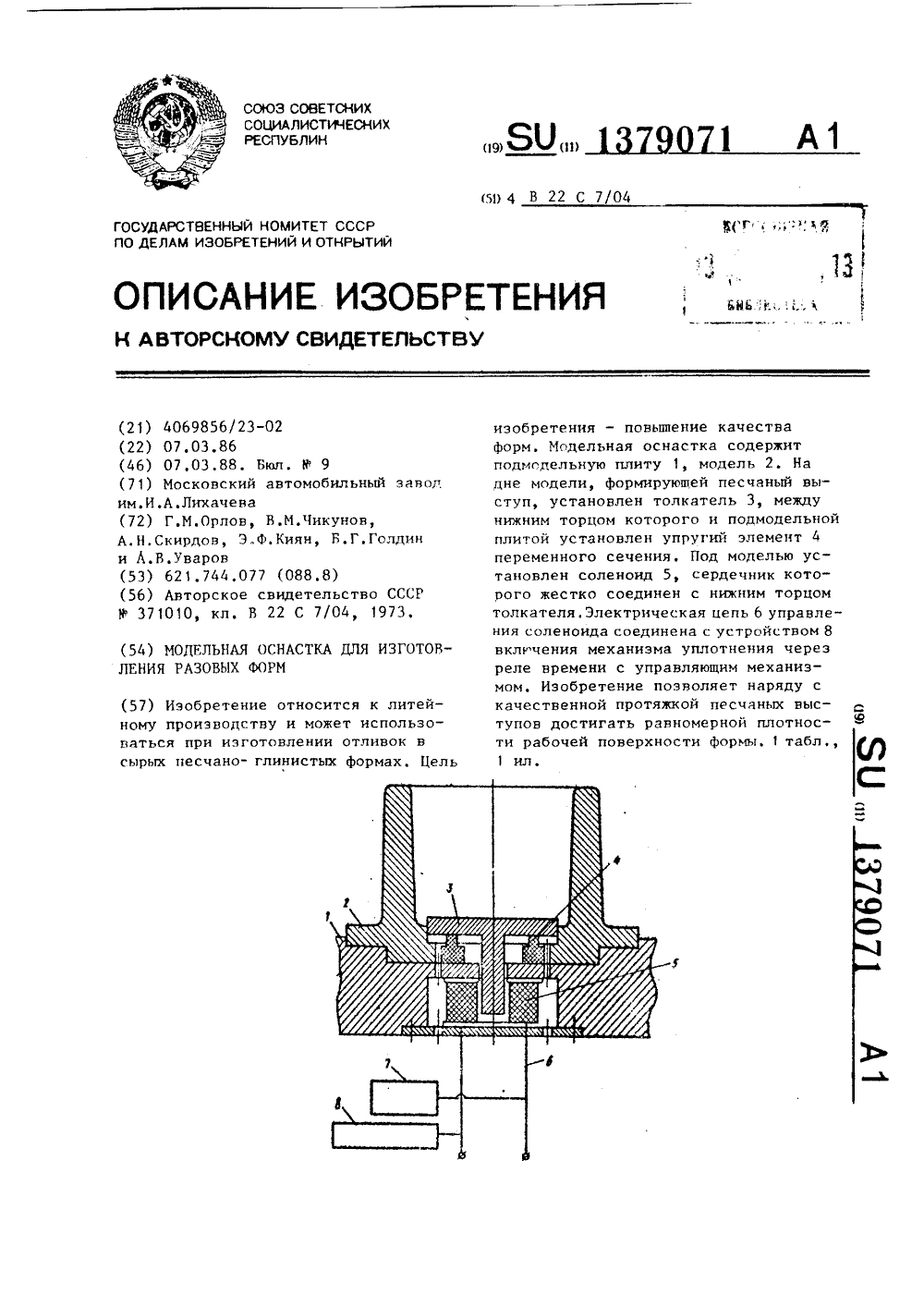
...оснастки, 1 ОМодельная оснастка состоит из подмодельной плиты 1, на которой установлена модель 2. На дне модели, формирующей песчаный выступ установлен толкатель 3, между нижним торцом которого и подмодельной плитой смонтирован упругий элемент 4 переменного сечения.В подмодельной плите под моделью установлен соленоид 5, сердечник которого жестко соединен с нижним торцом толкателя. Электрическая цепь 6 управления соленоида соединена с устройством включения механизма 8 уплотнения через реле 7 времени с упранля ющим механизмом.Процесс уплотнения разовых форм с применением модельной оснастки осуществляется следующим образом,Формовочная смесь засыпается в 3 О опоку и заполняет полости моделей. При включении электрической цепи 6...
Способ изготовления литейных форм вакуумной формовкой

Номер патента: 1379072
Опубликовано: 07.03.1988
Авторы: Горенко, Карножицкий, Московка, Пикульский, Шинский
МПК: B22C 9/03
Метки: вакуумной, литейных, форм, формовкой
...на 15-207., а следовательно, сбс счива,; снижеи: энергоемкости изготовления форм. После этого полуформу снимают с модельной оснастки, Аналогично изготавливают вторую полуформу, после чего производят сборку формы и подачу ее под заливку. При этом время изготовления полуформы сокращено, по сравнению с известным способом, на ",5 мин, что п озволяет уменьшит цикл изготовления формы на 177. и увеличить производительность с 10 до 11 форм/ч, т.е, на 107. За счет уменыпения пригара отливок сокращается на 87 трудоемкость изготовления при литье в вакуумируемую форму.П р и м е р 2. Питьевую форму изготавливают путем нанесения на модель предварительно разделительного состава 5, как в примере 1, затем наосят облицовочный слой 6 иэ песчано-глинистой...
Устройство для выбивки вакуумных форм с опорным слоем

Номер патента: 1379087
Опубликовано: 07.03.1988
Авторы: Закрочимский, Ильин, Мирошниченко
МПК: B22C 9/03, B22D 29/00
Метки: вакуумных, выбивки, опорным, слоем, форм
...позволяющее извлечение ееконцов под весом опорного слоя изалитого металла и находящихся наодном уровне с плоскостью закрытыхстворок крышки 2. Затем с помощьюустройства 9 посредством механизма8 производится раскрытие крышки 2,при этом ловушка 5 проворачиваетсяи плоскость 6 устанавливается гори"зонтально, а плоскость 7 поднимаясь,5 10 15 20 25 30 35 закрывает окно 4. Так как вакуум в форме отсутствует, пленка не удерживает опорный слой, и последний, просыпаясь на ловушку 5 (плоскость 6- сито) очищается от различных круп" ных включений (куски стержня, спекшийся опорный слой и т,д,), При этом исключается высыпание опорного слоя через окно 4 и пыление, так как последнее закрыто плоскостью 7 ловушки 5 (по контуру окна 4 могут быть...
Керамическая масса для изготовления пористых форм

Номер патента: 1379287
Опубликовано: 07.03.1988
Авторы: Пащенко, Свидерский, Сидоренко, Чирикалов, Шило
МПК: C04B 35/14
Метки: керамическая, масса, пористых, форм
...отливок по 25сравнению с полученными в гипсовыхформах за счет снижения влажностиотливок на 3-57. Пористые формы, изготовленные из предлагаемой массыпри указанном соотношении компонентов (90 мас.7 пирогенного кремнезема,полученного методом испарения-конденсации, 10 мас.7. технического адипината натрия), выдерживают 1000циклов сушки при 340 С. Предельно допустимую температуру сушки определяют следующим образом. Формы, пропитанные водой, помещают в сушильный шкаф, нагретый до соответствующей температуры. При подъеме температуры выше определенного предела наступает разрушение формы (составы 1 - 3 - иэ-эа слишком интенсивного парообраэования в порах, известный состав - из-эа дегидратации гипса), В качестве допустимой выбирают температуру...
Способ отбора высокопродуктивных форм гороха

Номер патента: 1380685
Опубликовано: 15.03.1988
Авторы: Амелин, Голышкин, Лаханов
МПК: A01H 1/04
Метки: высокопродуктивных, гороха, отбора, форм
...коцтраста. Дляполучения количественных характеристик анатомических срезов используютвинтовой окулярный микрометр типа 25МОВ-15. В каждом случае с обеихсторон от средней жилки листа выделяют по одному ранцоудалеццому участку.Фотосъемку ведут микрофотонасадкойМФНца пленке "микрат.В конце вегетации проводят учетиндивидуальной семеццой продуктивности каждого растеция по пробным снопам и урожайности с единицы площади,Формы, имеющие более мощный слойгубчатой паренхимы,обладают и болеевысокой семенной продуктивностью(г = 0,898 - 0,103).В качестве эталонов применяют сорта-стандарты с известной семенной 40продуктинностью,например сорт горохаТорсдаг 111,В таблице показана анатомическая характеристика листовых пластинок сортов,...
Смесь для изготовления литейных форм и стержней

Номер патента: 1380830
Опубликовано: 15.03.1988
Авторы: Аверин, Морозов, Чернявская
Метки: литейных, смесь, стержней, форм
...Оптимальныйсостав связующего, мас.о: жидкое стекло58 - 62; боксит 28 - 32; пенообразовательРАС 0,3 - 0,5; вода остальное.Приготовленные таким образом связующие исследуют и определяют поверхностное натяжение связующего и краевой уголсмачивания кварцевой пластины,40Составы жидкостекольно-бокситовой суспензии и ее свойства приведены в табл. 1,Как видно из табл. 1, введение в составсуспензии пенообразователя ДС - РАС позволяет снизить поверхностное натяжение икраевой угол смачивания связующего, что 45положительно сказывается на распределении связующего по зернам кварцевогопеска в период приготовления смесей и темсамым улучшает физико-механические свойства стержневых смесей.Составы смесей с модифицированной...
Смесь для изготовления литейных форм

Номер патента: 1380843
Опубликовано: 15.03.1988
Авторы: Абрамов, Белков, Белова, Демьянов, Иванова, Козлов, Малов, Павлова
МПК: B22C 1/02
...1 О мас.7 разбав ленных отработанных растворов выщелачивания. Полученный раствор плотностью 1,9-1,22 г/см стабилен при температуре не ниже 20 С и удобен для применения в составе формовочной сме си.Отработанные моющие фосфатсодержащие растворы механосборочного производства образуются в результате использования для очистки деталей различной концентрации водных растворов фосфатсодержащих синтетических моющих средств типа "Лабомид","Лабомид", "Лабомид", "Лабомид", отличающиеся в основном по ви ду применяемого поверхностно-активного вещества, в качестве которого могут использоваться синтанол ДТ, синтанол ДС, алкилсульфаты натрия.первичные, смачиватель ДБ, сульфонол, 35 оксифос Б и другие.В формовочную смесь отработанныерастворы вводятся в...
Состав покрытия для литейных форм

Номер патента: 1380845
Опубликовано: 15.03.1988
Авторы: Мисечко, Ярмульская
МПК: B22C 3/02
Метки: литейных, покрытия, состав, форм
...растворителя. В качестве связующего используют нитролак НЦ(нитроцеллюлозный пленкообраэующий лак на основе органичес кого растворителя). В качестве быстросохнущего органического растворителя используют ацетон (ГОСТ 2768 в ).,Технология приготовления покрытия.Готовят смесь пирофиллита и графи та кристаллического серебристого, затворяют нитролаком до пастообразного состояния, затем добавляют ацетон и перемешивают 1-2 мин до получения однородной суспензии плотностью 1,17- 50 1,20 г/см , Покрытие наносят кисточкой. Время твердения под действием струи воздуха 15-20, В качестве разделительного слоя используется поли Формула и э о б р е т е н и я Состав покрытия для литейных форм, получаемых методом вакуумной формовки, включающий...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 1380846
Опубликовано: 15.03.1988
Авторы: Бородянский, Шейко
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...25 Л 25 массой 1,5 т с толщиной стенки 50 мм.Предлагаемое покрытие обеспечивает получение поверхности отливок с классов чистоты Ка 6,3. Преиму" щество предлагаемого покрытия заклю чается в том, что оно характериэуТаблица 1 Ингредиенты Содержание ингредиентов, мас,ч.,в составах стен-силлимат 3,0 77,25,8 ль т о плотности 1,8-1,9 г/с Вода Изобретение относится к литейному производству, а именно к составам противопригарных покрытий для литейных форм и стержней при получении преимущественно стальных отливок.Цель изобретения - повышение качества покрытия путем обеспечения условий для образования легкоотделимого пригара и улучшения чистоты поверхности.Составы и свойства предлагаемых покрытий приведены в табл. 1 и 2,Покрытие приготовляют...
Способ изготовления форм пескометом

Номер патента: 1380849
Опубликовано: 15.03.1988
МПК: B22C 15/20
Метки: пескометом, форм
...твердость по отпечатку формы 80-87 ед по твердомеру мод, 071 М, а поверхностная твердость контрлада 72-77 ед, Согласно известному способу изготовления полу- форм наносят 3 слоя при скорости перемещения потока пакетов смеси 0,6 м/с При этом поверхностная твердость по отпечатку формы составляет также 80-87 ед 1 а поверхностная твердость кантрлада 78-82 ед.Таким образом, поверхностная твердость формы в надмодельной области на контрладе при применении предлагаемого способа снижается на 5-6 ед. В 1,5 раза сокращается общий путь перемещения пескометной головки. В результате снижения скорости перемещенияпотока пакетов смеси улучшаются динамические характеристики системы, упрощается процесс автоматизации, так какотпадает необходимость в...
Способ уплотнения литейных форм и стержней

Номер патента: 1380850
Опубликовано: 15.03.1988
Авторы: Бахарев, Беляков, Козырев, Трещалин
МПК: B22C 15/272
Метки: литейных, стержней, уплотнения, форм
...7, и уплотняет в ней смесь. После этого клапан 3 опускается и закрывает отверстие в корпусе 1. Наполнительная рамка 9, опока 8 и модельная оснастка 7 опускаются, Сжатый газ, выходя из импульсной головки, расширяется и охлаждается. Фильтрация охлажденного воздуха через пористую среду осуществляется лучше чем нагретого воздуха. Поэтому энергия сжатого газа, передаваемая сжатым газом и идушая на уплотнение смеси, выше чем его температура, а значит и смесь в последнем случае лучше уплотнена. Через распылитель в импульсную го" ловку вводится и распыляется материал, в результате возникает среда в виде смеси негаэообразного материала и сжатого газа. При этом объем сжатого газа этой среды между импульсной головкой и смесью ранен объему 25...
Композиция для изготовления форм

Номер патента: 1381095
Опубликовано: 15.03.1988
Авторы: Дейч, Кондратьева, Либуркин
МПК: C04B 11/024
Метки: композиция, форм
...на сите Р 0056 (10858 отв/см ), равным 0,02-0,057, и удельной поверхностью 8000-8500 см/г. Бой утельного обжига представляет собой мягкий, пористый, неспекшийся 20 материал следующего химического состава: 810 1 63-64; А 10324-26, красящие окислы 0,4-0,6; Ю 0,9-1,0; КО 2,6-3,0; п.п.п. 6,0-7,0.формовочную массу готовили следую щим образом.Б емкость с отмеренным количеством воды засыпают р- полугидрат сульфата кальция, затем молотый бой утельного обжига фарфора, а затем Ф- по лугидрат сульфата кальция. Процент 35 вО Ов 5 Оэ 54 10 17,брака и срок службы оценивали на формах в производственных условиях,Состав композиции для изготовления форм и их свойства приведены втаблице,Как следует иэ приведенных данных, изделия, изготавливаемые в...
Способ дифференциальной диагностики форм бронхиальной астмы

Номер патента: 1381398
Опубликовано: 15.03.1988
Авторы: Богданова, Жихарев, Минеев, Яблонская
МПК: G01N 33/48
Метки: астмы, бронхиальной, диагностики, дифференциальной, форм
...трески. В момент обследования жалоб нет, чувствует себя здоровым. 11 ри объективном обследовании бронхиальной обструкции не выявлено. При специальном обследовании содержание ПАФ - отрицательных эритроцитов 443, что свидетельствовало об атопическом характере заболевания. Данный случай демонстрирует высокую чувствительность способа, обнаруживающего признаки атопии в фазе ремиссии.П р и м е р 2. Больная С.В 14 лет, клинический диагноз: бронхиальная астма, атопическая форма, средней тяжести, фаза ремиссии. Болеет с 4 лет. Отягощенная наследственность - у матери и брата пищевая аллергия, рецидивирующая крапивница. При обследовании в клинике у больной выявлена эозинофилия в периферической крови, при аллергологическом обследовании -...
Укладчик форм

Номер патента: 1382586
Опубликовано: 23.03.1988
Авторы: Анисимов, Беренштейн, Козыряцкий, Сурнин, Чен
МПК: B22D 33/04
Метки: укладчик, форм
...результате это дальнейшее движение лового цилиндра 16, шток которого П-образной рамы 4 происходит синхроншарнирно соединен с коромыслом 17, но с платформой 29 литейного конкоторое в свою очередь, через тяги 35 вейера 1. После этого под воздействи шарнирно связано с губками 15, ем силового цилиндра 12 Форма опускаНа П-образной раме также расположены ется на платформу 29. Губки 15 под ограничители 19, щуп 20 и механизм воздействием силового цилиндра 16, аварийного подъема с формой, включаю- коромысла 17 и тяг 18 раскрываются щий в себя шестерни 21 и 22, в зацеп и П-образная рама 4 возвращается ленин с которыми находятся рейки 23 силовым цилиндром 5 в исходное полон 24. Рейка 24 связана с пружинойжение.25 и со штоком силового цилиндра...
Способ обработки фотополимерных печатных форм

Номер патента: 1384408
Опубликовано: 30.03.1988
Авторы: Васильев, Рудник, Ситник, Шестаков, Шипка
МПК: B41N 3/06
Метки: печатных, форм, фотополимерных
...3 (состав Ч 1), обрабатывают 3,0 г/л монтмориллонитовой глины,нейтрализуют до рН 7,0, обрабатываютфлокулянтом. Отстоявшийся в течение4 ч. раствор, не содержащий целлюлозы и полиэтиленгликоля, заливают ввымывную машину и используют дляприготовления О,ЗЕ-ного раствора гидроокиси натрия и этим раствором вымывают следующую партию фотополимерных пластин,Вымывание пробельных элементов ведут до достижения полного вымыванияФПС в широких пробелах, контролируяполноту и время вымывания пробелов., 30Очищенный отработанный вымывнойраствор (состав Ч 11) содержит, г/л:Ацетат натрия 0,830Фталат натрия 1,956Метакрилат натрия 0,908Триэтиленгликоль 0,420Глицерин 0,252Суммарное содержаниекомпонентов в растворе 4,366рН раствора 7,0. П р и м е р 5. ОВР,...
Жидкая самотвердеющая смесь для изготовления литейных стержней и форм

Номер патента: 1386351
Опубликовано: 07.04.1988
Авторы: Гайдеров, Егоркина, Жуковский, Исаев, Нейман, Прозорин, Сафронов
Метки: жидкая, литейных, самотвердеющая, смесь, стержней, форм
...собойпастообразную массу желтого цвета.Содержание основного вещества 903,влаги 7 Е, золы 0,77 Хорошо растворяется в мягкой и жесткой воде, этаноле, бензоле. Степень биоразложения80 "847, содержание оксиэтильных групп423, рН водного раствора 7,0-8,0..Отвердитель жидкий - сложные эфиры у предпочтительно уксусной кислОтыи этиленгликоля, например диацетатэтиленгликоля.Порядок приготовления ЖСС: в смеситель дозируют огнеупорный наполнитель и отвердитель, перемешивают втечение 1 мин, затем вводят заранееприготовленную жидкую композицию,состоящую из жидкого стекла, комплексного ПАВ и воды, перемешивают в те 0,2-0,45 0,05-0,3 0,05-0 3 чение 30 с. Полученную пенную смесьиспользуют для изготовления стержнейи форм.Текучесть смеси определяется...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1386355
Опубликовано: 07.04.1988
Авторы: Бегак, Демидова, Крутиков, Можаев
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...цвета,. химическая Формула(И 1 д) э Ге(СО) э 3110, предельнаярастворимость в воде 250 г/л, температура разложения 16.з С), разлагаясьпри нагреве, выделяют пары ИН, Н,СОи металлическое железо. Перечисленные газы создадут в печи, где формы нагревают перед заливкой, восстановительную атмосферу, которая предохранит образовавшееся мелкодисперсное железа от преждевременного окисления, После извлечения формы из печи и заливки ее металлом мелкодисперсное железо, равномерно распределенное в Форме, активно взаимодействует с кислородом воздуха, предотвращая тем самым обезуглероживания поверхности отливок.П р и м е р, На модельный блок наносят шесть слоев суспензии на основе электрокорунда и гидролизованного этилсиликата, Каждый слой обсыпают...
Способ покрытия керамических форм пиролитическим углеродом

Номер патента: 1386356
Опубликовано: 07.04.1988
Авторы: Александров, Дубровин, Кулаков, Шадрин
Метки: керамических, пиролитическим, покрытия, углеродом, форм
...углей с меньшим выходом летучих приводит к увеличению массы загрузки.Загрузка угля производится порциями периодически (размер порции 1/7 - 1/3 от суммарной массы загрузки) при падении в нем избыточного давления в контейнере выделяющихся газов ниже 0,03 атм, Размеры порций обеспечивают необходимую для сквозного насьпцения форм углеводородным газом величину избыточного давления в реакторе в пределах 0,03-0,2 атм.Время обработки форм составляет 1-3 ч в зависимости от массы загрузки, толщины керамической оболочки, размера и извилистости пор стенки формы, Чем больше масса загрузки, толще оболочка, меньше размеры пор и больше их извилистость, тем продолжительнее процесс обработки,П р и и е р. Формы изготовляют по выплавляемым моделям....
Импульсная головка для изготовления литейных форм и стержней

Номер патента: 1386358
Опубликовано: 07.04.1988
Авторы: Закалинский, Мамин, Царев
МПК: B22C 15/272
Метки: головка, импульсная, литейных, стержней, форм
...размещения уплотнительных колец 5 и 6, при этом она перекрывает 45вохдухоподающие окна 7.При снятии давления из камеры 3сжатый воздух, воздействуя через окна 7 на кольцевую площадь клапаннойтарелки 8 между диаметрами Р и 0;(фиг. 3), отбрасывает последнюювверх, открывая тем самым воздухоподающие окна 7, через которые сжатыйвоздух из рабочей полости 2 врывается непрерывным потоком в оснастку11, производя в ней уплотнение,Учитывая большую подъемную силу,возникающую от воздействия сжатоговоздуха на кольцевую площадь между диаметрами Р и Рпри малой массе клапанной тарелки 8, открывание воздухоподающих окон 7 осуществляется в течение короткого промежутка времени - 0,02 с, Такая продолжительность импульса обеспечивает высокое качество...
Оснастка для изготовления безопочных форм с вертикальной линией разъема и простановки стержней

Номер патента: 1388178
Опубликовано: 15.04.1988
Авторы: Машин, Скирдов, Федоров, Чикунов
Метки: безопочных, вертикальной, линией, оснастка, простановки, разъема, стержней, форм
...укладываются стержни 10, а на шпильки 8 навешивается фильтроваль ная сетка 11. Во время операции простановки стержня 10 маска 3 стержнеукладчика поджимается к форме 12, Одновременно с простановкой стержней выступ 9 и шпильки 8 маски стержнеукладчика входят в полости формы, образованные выступом 7 и шпилькой 6, При этом часть фильтровальной сетки 11 входит в зазор между полостью формы и выступом 9 стержнеукладчика, а ниж 50 няя часть ее перекрывает литниковый канал 13. В процессе обратного хода стержне- укладчика фильтровальная сетка остается в полости формы,так как сила трения фильтровальной сетки О формовочную смесь превышает силу ее трения о металл. Для того, чтобы сетка гарантийно оставалась в форме при обратном ходе стержнеукладчика,...