Патенты с меткой «литья»
Кристаллизатор для непрерывного литья цветных металлов

Номер патента: 1271637
Опубликовано: 23.11.1986
Автор: Учаев
МПК: B22D 11/04, B22D 11/12
Метки: кристаллизатор, литья, металлов, непрерывного, цветных
...их наклона относительно оси кристаллиэатора, приэтом валки в их продольном сечениивыполнены овальными, одни концы осейвалков установлены в поворотных соединениях 13, связанных с гильзой,другие - соединены со штангами 14посредством поворотных соединений15. Штанги пропущены через отверстия16 в кронштейнах 17, прикрепленных З 5к гильзе, а на свободных концах штанг14 установлены ролики 18, взаимодействующие с внутренней поверхностью.19 кольца 20, установленного вокругслитка 9. При этом кольцо 20 установлено на стационарной. конструкции 21посредством диаметральной оси 22,перпендикулярной технологической оси23 кристаллизатора. Кольцо 20 связанос приводом 24, например гидравлическим, для поворота кольца 20 вокругоси 22, кольцо 20 соединено с...
Устройство автоматического контроля прогибов роликов машины непрерывного литья заготовок

Номер патента: 1271641
Опубликовано: 23.11.1986
Авторы: Айзин, Иванов, Радченко, Савельев, Смирнов, Цедилкин
МПК: B22D 11/16
Метки: заготовок, литья, непрерывного, прогибов, роликов
...возникают термические деформации ролика.Полученное текущее значение максимального прогиба роликов роликовойпары сравнивается в блоке 29 сравне- зония с заданием, определенным заводской инструкцией,Результаты сравнения и величинапрогиба выводятся на табло 30 индикации и сигнализации и регистрируютсярегистратором 31.Для пояснения физической сущности формул определения суммарного прогиба роликов роликовой пары на фиг.2приведена схема контактов роликов 40со слитком. На схеме представленароликовая пара 32 и 33 со слитком,состоящим из жидкой фазы 34 и корки 35,Нагрузка приводного электродвигателя роликовой пары определяетсясилой трения ролика о слиток, Величина силы трения равна произведениюкоэффициента трения на нормальноеусилие....
Способ центробежного литья чугунных труб

Номер патента: 1271642
Опубликовано: 23.11.1986
МПК: B22D 13/02
Метки: литья, труб, центробежного, чугунных
...Москва, Ж, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4 Изобретение относится к литейному производству и может быть использовано при изготовлении методом цент"робежного литья чугунных напорныхтруб. 5Цель изобретения - повышение точности геометрических размеров отливаемых труб,Способ заключается в следующем.В изложницу, вращающуюся со скоростью на 15-257. ниже расчетной величины, начинают заливать жидкий металл. После заливки 1,5-2,5 длиныизложницы ей сообщают продольное перемещение, а скорость вращения увеличивают до расчетной и продолжаютувеличивать на 1,5-3,57 на каждыйметр продольного перемещения.,Увеличение скорости вращения изложницы при ее продольном перемещении...
Литниковая система для центробежного литья с вертикальной осью вращения

Номер патента: 1271643
Опубликовано: 23.11.1986
Авторы: Бардинов, Серебряков, Чистяков
МПК: B22D 13/04
Метки: вертикальной, вращения, литниковая, литья, осью, центробежного
...3, выполненного тонкостенным по образующей тепловых узлов ч отливок с припуском на питание и предупреждающего проникновение (за текание) расплава в прибыль до оконания заполнения отливки тем, что вободные края рассекателя 5 размещены в областях входных полостей литников 2. Как указано на чертеже, г - 25 радиус свободного края рассекателяЮбольше радиуса стояка. При этом рассекатель выполнен пористым, что обеспечивает связь прибыльной части стояка с атмосферой для предупреждения образования "воздушных мешков" под рассекателем и интенсифицирует работу прибыли б. При обрубке от прибылей отливки отделяют по линиям 1-1 и 11-11. Работа предлагаемой литниковой системы происходит следующим образом, Заливка расплава во вращающуюся форму...
Пресс-форма для литья поршней

Номер патента: 1271645
Опубликовано: 23.11.1986
Авторы: Братчук, Ищук, Ласовецкий, Печеный, Чайкин
МПК: B22D 15/02
Метки: литья, поршней, пресс-форма
...с ограничительной втулкой 6, Производят заливку металла. Заполняющий пресс-форму горячий металл прогревает подвижный стакан 7 и ограничительную втулку 6, которые передают тепло вставке 8, Вставка эа счет высокого коэфФициента линейного расширения удлиняется значительно больше, чем втулка 6 и стакан 7, Так как корпус 5 стержня, соединенный с литейной машиной, неподвижен, расширение втулки сдвигает стакан 7 к центру прессформы, устраняя зазоры между клиньями центрального стержня.При помощи водяного охлаждения поддерживают такую температуру боковых стержней 2, что вставка 8 расширяется только на величину зазора между широким клином 4 и узкими до тех пор, пока не начинается разборка центрального стержня, После этого водяное охлаждение...
Механизм прессования машины литья под давлением

Номер патента: 1271646
Опубликовано: 23.11.1986
МПК: B22D 17/08
Метки: давлением, литья, механизм, прессования
...принципиальная схема механизма прессования.Механизм прессования имеет цилиндр1 прессования с поршнем 2, штоком 3и крышкой 4, штоковая полость 5 которого через гидрораспределитель 6 соединена с источником 7 давления, апоршневая полость 8 - непосредственно с пневмоаккумулятором 9, пневмогидравлический разделитель 10, гидравлическая полость 11 которого соединена с источником 7 давления, а1 пневматическая полость 12 - с пневмоаккумулятором 9, Поршень 2 цилиндра1 прессования снабжен хвостовиком 13,выступающим из крышки 4 на величинухода поршня 2. Поршень 2 соединенгерметично (например, сваркой) схвостовиком 13. Радиальный канал14 и центральный канал 15 в поршне 2соединяют полость цилиндра прессования между уплотнениями 16 на поршне2...
Состав для литья зубных протезов

Номер патента: 1273107
Опубликовано: 30.11.1986
Авторы: Барановский, Гольдфарб, Демнер, Еричев, Краснощеков
МПК: A61K 6/08
Метки: зубных, литья, протезов, состав
...с содержанием окиси кремния 36-387 Раствор едкого натра низкой концентрации ( 5-7%) для огеливания связующего слишком замедляет течение процесса, вЫсокая концентрация (18 - 207.) ведет к быстрому затвердеванию связующего, и при этом не остается О времени для выполнения последующих операций. Оптимальные показатели были получены при концентрации едкого натра 12-157 Процентное содержание жидкой фракции в смеси определяется параметром усадки огнеупорной массы: чем больше в смеси жидкой фракции, тем выше усадка огнеупорной массы, что снижает точность литья. Используют гидролизованный этилсиликат кон-о центрацией 15 1 8,47, так как при большем количестве формовочная смесь при затвердевании получается рыхлой, а при меньшем - недостаточно...
Устройство для непрерывного литья

Номер патента: 1273208
Опубликовано: 30.11.1986
Авторы: Гирский, Косматенко, Мурасов, Сахнов
МПК: B22D 11/14
Метки: литья, непрерывного
...листового кристаллизаторов. Проточ ки 9 примыкают к бочкам 3 и 5 роликов 4 и валков 6 соответственно. Величину относительного перекрытия рабочей полости листового кристаллиэатора в районе его узких граней рабочими полостями сортовых кристаллизаторов выбирают в обратно пропорциональной зависимости от ширины листового кристаллизатора,Для опытной эксплуатации изготовлено и смонтировано устройство для непрерывной попеременной отливки одного листового слитка поперечным сечением 180-1000 мм и двух сортовых слитков поперечным сечением 280 х 280 ммЛистовой ручей расположен между технологическими осями 8 сортовых ручьев, а его ось 1 совпадает с технологической вертикальной осью машины.Оси сортовых ручьев расположены отстоящими от оси листового...
Машина литья под давлением

Номер патента: 1273210
Опубликовано: 30.11.1986
МПК: B22D 17/32
Метки: давлением, литья
...положении устройства нажат один из двух конечных выклюз 1273 чателей 16 или 17 (фиг.З). При этом платформа 8 с накопительными емкостями 11 и 12 занимает одно из двух крайних, положений. Соответственно на выходе 54 или 55 первого триггера 27 имеется сигнал, который запирается нормально разомкнутым ключом 30 или 29, В конце очередного процесса заполнения пресс-формы расплавленным металлом на выходе В системы управ ления машины появляется сигнал "Запрессовка", который по линии 52 поступает на счетный вход счетчика 31. По завершении серии запрессовок,достаточной для заполнения накопитель ной емкости отливками, сигнал от счетчика 31 поступает по линии 45 на вход второго элемента И 26. Количество запрессовок в серии определяется вместимостью...
Машина для литья под давлением

Номер патента: 1274847
Опубликовано: 07.12.1986
Авторы: Баринова, Букштейн, Микотин, Трякин
МПК: B22D 17/20
Метки: давлением, литья
...5 и крышкой 6, при эточ прессхюгций нлуггжер 7 соединен с поршнем 5, а шток 2 цилиндра прессования - с цплицлром 4. Раоочая по.пусть пплицлра 4;оелинеца через канал 8 порпгцевой полостью гсгкггггглра 1 ггрессовация. 11 а цегю цгшжной гглите 8 гпарциргго закреплен ры гас 9. гголг 11 гужиг 1 епный ггружиггой 10. В цсгголвижцоп 20 плите 8 установлен пуаггсогг 11, а ца коышкс 6 закрегглены регулируемые упоры 12.Машина работает следующим ооразом.Г 1 ри заполнении ггресс-формы четаллом расбочая укилкость из поршневой гголости гшлццлра 1 прессования поступает через каггал 8 штока 2 в рабочую полость цилигпра 4. Поршень 5, соединенный с прессуюнсихг гглунжером 7, находится в крайнем левом положении по отцошениго к цилиндру 4. После заполнения...
Ролик машины непрерывного литья

Номер патента: 1276432
Опубликовано: 15.12.1986
Авторы: Бородин, Буланов, Иванченко, Лепихов, Матюхин, Силютин, Склярский, Сурженко, Суский, Шусторович
МПК: B22D 11/124
Метки: литья, непрерывного, ролик
...от диаметра 0,04 - 006 Р. Для роликов сонца ради участка диаметром 300 мм при отключении вторичного охлаждения и для роликов диаметром 430- - 480 мм криволинейного участка глубина прогревы 35 40 мм, что составляет 0,08 - 0,1 Р. Отсюда прсделы изменения глубины прогрева для всех роликов составляк)т 0,06- 0,1 от их диаметров.Посадочный натяг спиральном оандажс будет обеспечен при условии одинаковой гсмпсрятуры (или лостяточцо олизкой) оси ролика и контакт)1 рую 1)сих с цей слое 1 оанл 11 жя. Гоэточу толщина бандажа;1 олжна быть равной (или большей) глубине макси 51 яльносо прогрева, т.с. в пределах (Г),06 - 0,1)Д. Из этих значении, в зависимости от места установки роликов, Опрслсг 15 ется толцина банлажной навивки.Толщина проточецной...
Устройство для замера раствора направляющих элементов машины непрерывного литья

Номер патента: 1276434
Опубликовано: 15.12.1986
Авторы: Гельфенбейн, Радченко, Сафронович
МПК: B22D 11/128
Метки: замера, литья, направляющих, непрерывного, раствора, элементов
...1 х элементов от изгибающего мочентз в местс прохода датчиков 16, 17 промскуточный элемент с одной стороны камер 8 может быть Выполнен из двух (нетей 26 и 27, которые соединены шарнирами 28 с противо(С)ло)кцым 40 промехкуточным элементом 22 (фцг. 4).Устройство работает следукнцим образом.Уст ройство чсрсз полость крил зллизатора заводится в зону вторичного охлаждения (не показано) и в надувные камеры 8 подается сжатый воздух. Вследствие этого СОЗДГ(СТС 5( РЗСЦОРЦОС УСИЛИСХ,10 СТЗТОНОЕ дл 5( сО зд я н и я с и л т р е и и 51, г) б) сс ц е(ц в з 10 гц и х удержание устройства и его продвижение по зоцс. Вторичного Ох;з)кдени 5. При икаюс. 50 нии тяцугцих роликов устройство прс(двигается Вдоль напрзвлякццих элемс нв вонь Вгоричного...
Устройство для литья чушек из типографского сплава

Номер патента: 1278105
Опубликовано: 23.12.1986
МПК: B22D 5/00
Метки: литья, сплава, типографского, чушек
...полости . Устройство для литья чушек из типографского сплава работает следующим образом.Перед разливкой типографского сплава оператор открывает кран 10, и вода, непрерывно вытекающая из отверстий души. рующей трубки 11, заполняет ванну 13. Избыток воды переливается в полость 7 литейной формы 6, а оттуда стекает в водосборник 12. Расплавленный в котле 2 до 300 С типографский сплав через клапан 3 выпускают в изложницу 8, погруженную в ванну 13, заполненную охлаждаюшей проточной водой. В течение всего времени затвердевания чушки 9 происходит процесс охлаждения изложницы 8. При этом обмен воды в ванне 13 осуществляется в течение всего времени затвердева ни я чуш ки 9. После затвердевания и охлаждения до100 С чушки 9 литейную форму 6 с...
Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков

Номер патента: 1278106
Опубликовано: 23.12.1986
Авторы: Иванов, Рябов, Стебловский, Стеценко, Толстых, Чепурный
МПК: B22D 11/16
Метки: кристаллизаторе, литья, металла, непрерывного, слитков, уровня
...вход усилителя соединен с корпусом через резистор 20. В цепи частотной коррекции включена емкость 21, а в цепи обратной связи - переменный резистор 22. К выходу операционного усилителя 17 резистор 22 подключен через управляемый ",елитель, в цепи которого - резисторы 23 25, диод 26 и транзистор 27. Управление делителем заключается в изменении соотношения величины сопротивления резистора 23 к величине суммы сопротивлений остальных элементов делителя, изменяемой с помощью транзистора 27, сопротивление которого зависит от напряжения, приложенного к его затвору через делитель на резисторах 28 и 29. Изображена также емкость 30.Система работает следующим образом.В начале разливки при заполнении расплавом 1 кристаллизатора 2, когда уровень...
Устройство для литья керамических изделий

Номер патента: 1278216
Опубликовано: 23.12.1986
Автор: Козырнов
МПК: B28B 1/26
Метки: керамических, литья
...С 1 Ь В .ТОРО 31 Ы ЦО 1 ОРОТОМ ВОК 1 Г Иарцирд 6 и у,Рерживдктся в откл(ц(ц;юм 35 СОСТ 0511 И Зс) С 1 СТ ПРИКсТИ 5 МДЦТ 3К фсц- ромагцитцоЙ Планке 3. К кестко дкрсц.снЦои и(.ЦО ДБИЖНОЙ ГП) 1) (1)с)МСЦР 3 С 1 Д Б 151 ТСЯ ПОЛВИЖ ца) 1 ОГуфОрм с 14, цо,"С 1(.0 Коромьюлд 4оворачиздют Рпкруцдр иро 6 и их и;Гциы 9 31 ригц 12 от к ПОс рхцос.0(к 2, а захватные э с)сцты 2 (50- их 1 ц цак 10 цци цоверхнос Як 11 13, коци.У 0 ИИИ;5 3 Х В с Т Н Ы Е 10 В С 7 Х 10 С Г 3 ф 0) М Ы, 1 ХВ 3 ТЬ 1 Вс 110 (1 ОРМХ И ЦсЖи)сОГ 1 аст 1 фоо- МЫ ЛРУГ К,РРУГ 33 СЧСТ СИЛЫ ЦРЦТЯЖСЦ5 45 мд цитд 9 и стОЙКС 2. 31 соольц;ОЙ;го, скоСс 1 ЦОВ(РХЦОСТЕЙ ФОРМЫК КО РЬ М ПРИ,:1 С 1 Д- от Зс 1 хВатцы э;смсны 12 с 50 ими цдк,ОП - цьми цовсрхцо(.т 511 и 13, цоБОГя(Г со:лс 1153 Гь...
Способ изготовления модельной оснастки для литья рабочих лопаточных колес турбомашин

Номер патента: 1281335
Опубликовано: 07.01.1987
Авторы: Азбель, Антонов, Зубрилин, Поляковский, Цукеров
МПК: B22C 7/02
Метки: колес, литья, лопаточных, модельной, оснастки, рабочих, турбомашин
...смещаютодин относительно другого путем поворота вокруг центральной оси колеса 1, в результате чего формируюттрехмерную ступенчатую поверхность11, ступенчатая направляющая 10 которой приближается к профилю 3 ло -патки 4 колеса 1 в цилиндрическомсечении. Ступенчатая направляющая1 О характеризуется двумя величинами:шугом ЛЬ, различным для каждого пластинчатого сектора 6, и шагом Ь. в осевом направлении, Чем меньше толщинапластинчатого элемента б, тем точнееступенчатая направляющая 10 приближается к профилю 3 лопатки 4.При смещении пластинчатых секторов 6 Формируются сразу две трехмерные поверхности 14, которые достаточно точно повторяют обе говерхности лопатки 4 рабочего колеса 1.После того, как пакетысекторов сформированы, пластинчатые...
Способ центробежного литья трубчатых заготовок с наружным металлокерамическим слоем

Номер патента: 1281340
Опубликовано: 07.01.1987
Авторы: Борбоц, Еременко, Тесля, Фурс
МПК: B22D 13/02
Метки: заготовок, литья, металлокерамическим, наружным, слоем, трубчатых, центробежного
...способом, полностью обеспечивают высокое качество наружного металлокерамического слоя отливок. Ыаровидная форма керамических частиц заданной фракции позволяет металлу легко проникать в пустоты между ними и надежно охватывать и закреплять каждую из них, а ограничения по температуре перегрева металла и гравитационному коэффициенту во время заливки исключают центрифугирование этих частиц от наружной поверхности отливки.Формула изобретенияСпособ центробежного литья трубчатых заготовок с наружным металло- керамическим слоем, преимущественно для бочек печных роликов, включающий приведение изложницы во вращение, введение в нее огнеупорного керамического материала и последующую заливку жаропрочного металла, о т л ич а ю щ и й с я тем, что, с...
Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов

Номер патента: 1282954
Опубликовано: 15.01.1987
Авторы: Баженов, Бешко, Бровман, Сергиенко
МПК: B22D 11/10
Метки: жидкого, кристаллизатор, литья, машин, металла, металлов, непрерывного, подачи
...прокладкой из картона асбестовогоКАОН - 1, В крышке предусмотрена горловина для заливки металла из разливочного ковша диаметром 200 мм, которую также закрывают герметично крышкой с асбестовой прокладкой,В крышке выполнен узел уплотнения стопорного штыря, герметизация которого обеспечивается сальниковой набивкой маркиАП 18)( 18. Разливочный стакан выполненс наружным диаметром Р, равным 120 мм,внутренним диаметром Р, равным 60 мм,длиной 1.=650 мм, с боковым отверстием 88 мм,выход во внутренний канал которого выполнен на расстоянии 60 мм от нижнеготорца разливочного стакана. Вход боковогоотверстия соединен с трубопроводом дляподачи газа (используют Аг). Давление газарегулируют с помощью редукционного пневмоклапана П - КРО 8 - 22/7, диапазон...
Изложница для центробежного литья биметаллических отливок

Номер патента: 1282956
Опубликовано: 15.01.1987
Автор: Потапов
МПК: B22D 19/00
Метки: биметаллических, изложница, литья, отливок, центробежного
...колонках 16, изложница фиксируется на планшайбе 12.Подготовка изложницы к заливке (фиг. 5).Приводят во вращение изложницу и одновременно ось шпинделя перемещают в горизонтальное положение.Закладные стопоры 11 при этом удерживаются от выпадания в пазах центростремительной силой.Во внутреннюю полость изложницы вводят металлопровод 17 заливочного устройства (в виде торкретированной изнутри металлической трубки).Дозирование расплава венечной части, положение стопора относительно свободной поверхности расплава в конце заливки (фиг. 6).В момент достижения шпинделем 13 расчетной частоты вращения положение его горизонтально и, следовательно, возможно осуществить последовательную заливку расплавов венечной и ступичной частей. Выделим два...
Линия для литья керамической пленки

Номер патента: 1283104
Опубликовано: 15.01.1987
МПК: B28B 1/26
Метки: керамической, линия, литья, пленки
...подложку 4 смтывают в рулон 22. После этого фильеру 12 заполняются шликером и приступают к разливу пленки 6.При включении привода линии (не показан) подложка 4 разматывается с бобины 3 и протягивается по ленте 11 верхнего участка 5 стола под фильеру 12. Барабан 13 5 10 15 20 25 30 35 40 механизма протяжки подложки 4, преодолевая торможение механизма 2 размотки, протаскивает подложку 4 по ленте 11, обеспечивая за счет криволинейной поверхности секций 8 верхнего участка 5 стола равномерное и плотное ее прилегание, и далее направляет подложку 4 на ленту 19 нижнего участка 14 стола, В то же время из фильеры 12 подают шликер, который, вытекая из нее, попадает на движущуюся подложку 4 слоем, толщина которого ограничена зазором между нижней...
Способ непрерывного литья полых заготовок и устройство для его осуществления

Номер патента: 1284652
Опубликовано: 23.01.1987
Авторы: Гвелесиани, Кевхишвили, Рамишвили
МПК: B22D 11/00
Метки: заготовок, литья, непрерывного, полых
...и заготовки35 40 4550 55 1 О 15 20 25 30 не соответствует тем силам трения, которые заложены в упругих элементах.При замедленной усадке заготовки пружины развивают постоянно заданное усилие, а заготовка вследствие замедленной усадки создает усилие трения ниже первоначального уровня дорна, что позволяет ему опускаться глубже на нужное расстояние за один цикл качания. В дальнейшем , если усилие не стабилизируется, дорн при каждом цикле качания опускается на нужную глубину, таким образом увеличивается площадь контакта, в результате чего заготовка охлаждается интенсивнее и процесс литья стабилизируется, Необходимым условием при этом является то, что скорость передвижения дорна и кристаллизатора при качании должна опережать скорость...
Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления

Номер патента: 1284653
Опубликовано: 23.01.1987
Авторы: Калягин, Лунев, Потапов, Сорокин, Шичков, Щеголев
МПК: B22D 11/16
Метки: заготовок, кристаллизатора, литья, непрерывного, работы, режимом
...от задатчика температуры рабочих стенок. Сигнал рассогласования с выхода второго алгебраического сумматора, пропорциональный разности температуры в 1 ОС, поступает на вход серводвигателя, который воздействует на регулирующий вентиль в направлении увеличения расхода55 5 1 О 15 20 25 30 35 40 45 смазки до 0,6 кг/т. Увеличенный расход смазки улучшает тепловой контакт рабочей стенки со слитком, в результате тепловой поток от слитка к стенке возрастает, а следовательно, возрастает и температура стенки, достигнув заданного уровня 150 С.По способу, включающему подачу смазки различного состава на расстоянии от мениска металла, равном 0,5 - 1,5 толщины слитка, равномерно по его периметру, дополнительно измеряют температуру рабочих стенок,...
Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления

Номер патента: 1284655
Опубликовано: 23.01.1987
Авторы: Вотинов, Паршин, Шестаков, Щеголев
МПК: B22D 11/16
Метки: вторичного, заготовок, зоны, литья, непрерывного, охлаждения, режимом, тепловым
...поворота ролика; ро - угол поворота, соответствующий минимальному расстоянию термопары от поверхности слитка; Лр - угол запаздывания. Максимального значения температура достигает не при угле ро, а с некоторым запаздыванием, а именно при угле поворота (ро+Ь). Величина запаздывания целиком определяется расстоянием точки замера температуры от поверхности ролика.Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок включает измерение скорости вытягивания слитка, определение периода полного оборота ролика, измерение температуры бочки ролика, определение среднего за период полного оборота ролика значения этой температуры и регулирование расхода охлаждающей воды пропорционально...
Пресс-форма для литья под давлением

Номер патента: 1284658
Опубликовано: 23.01.1987
Авторы: Агафонов, Беккер, Кузнецов, Тяпкин
МПК: B22D 17/22, B29C 45/40
Метки: давлением, литья, пресс-форма
...5 выполнен ступенчатым и связан. с плитой 3 посредством копирного паза 8, выполненного на ступени с большим диаметром и взаимодействующего с пальцем 9, жестко закрепленным в направляющей втулке 7, На участке выталкивателя меньшего диаметра закреплен упор 10, при этом внутренняя полость направляющей втулки 11 плиты 12 пуансона 13 имеет продольный паз 14 для упора 10 и ограничитель 15 его углового перемещения.Длина продольного паза 14 в направляющей втулке 11 соответствует перемещению ступенчатого толкателя 5.Пресс-форма работает следующим образом.При перемещении выталкивающих плит 3 происходит перемещение в осевом направлении толкателей 4 и 5. Центральный толкатель 5 перемещается на величину Ь до упора его торцовой части...
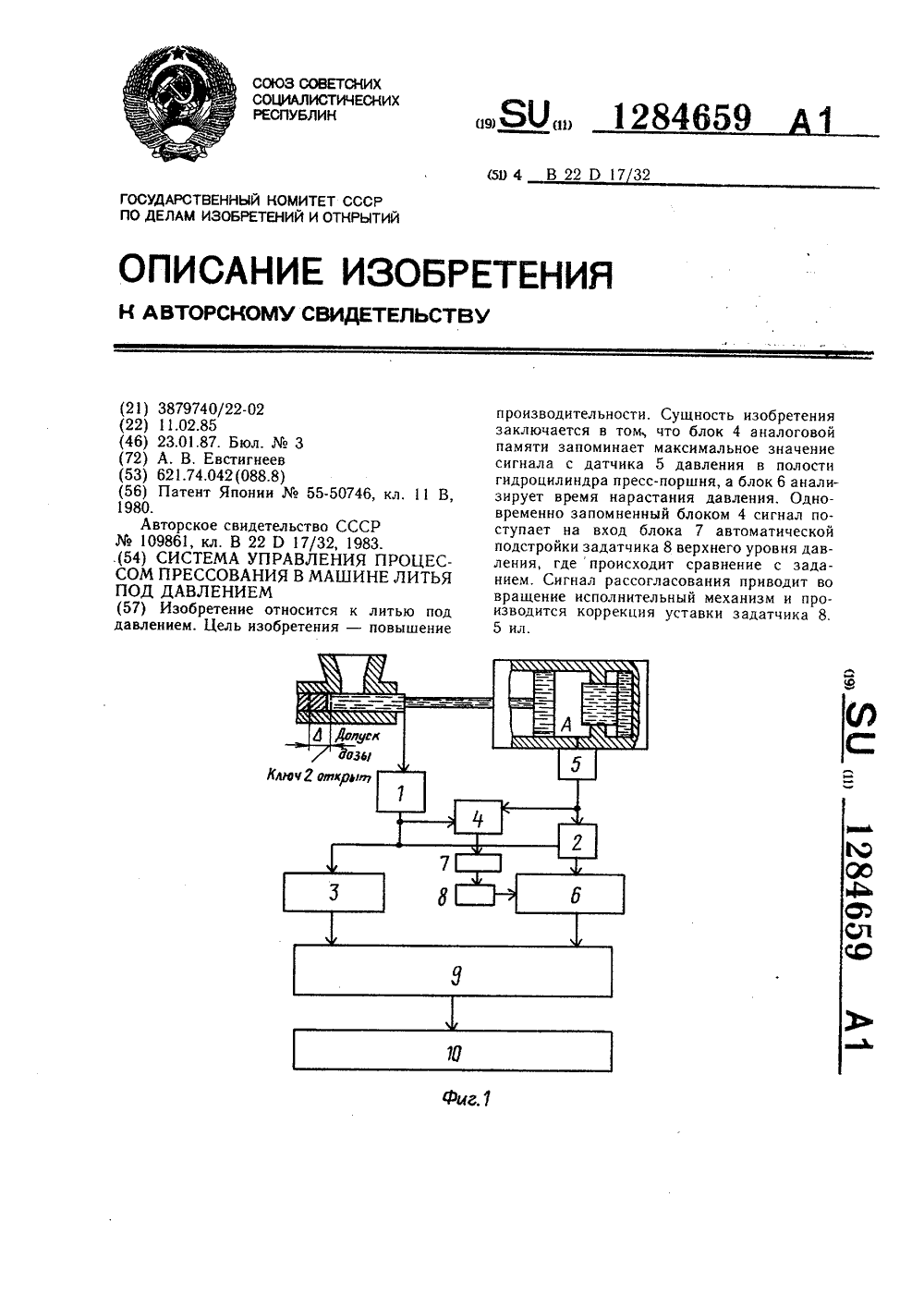
Система управления процессом прессования в машине литья под давлением
Номер патента: 1284659
Опубликовано: 23.01.1987
Автор: Евстигнеев
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
...как при отходе пресс-поршня в исходное положение ключ 21 закрывается, и только после нажатия оператором кнопки Пуск 22 нового цикла прессования конденсатор С разряжается на землю. Таким образом схема подготавливается к новому циклу запоминания,Блок 6 контроля времени (фиг. 4) работает следующим образом,Сигнал от датчика 5 давления через открытый ключ 2 подается на усилительный элемент 23, выход которого соединен с входами блоков 24 и 25, которые представляют собой схемы триггера Шмитта, на другие входы которых подаются сигналы с задатчика 26 нижнего уровня давления и задатчика верхнего уровня давления - блок 8.Блоки 24 и 25 настроены так, что при превышении давлением порога срабатывания, заданного задатчиком 26, счетные импульсы...
Система управления процессом прессования в машине литья под давлением

Номер патента: 1284660
Опубликовано: 23.01.1987
Автор: Евстигнеев
МПК: B22D 17/32
Метки: давлением, литья, машине, прессования, процессом
...контакт 19 релейного элемента блока контроля скорости, релейный элемент 20 с нормально открытыми и закрытыми контактами, выключатель 21 формирователя, релейный элемент 22 с нормально открытыми и закрытыми контактами, нормально закрытый контакт 23 релейного элемента блока контроля времени нарастания давления.На фиг, 2 изображена структурная схема блока 3 контроля скорости прессования.В основу измерения скорости положен принцип, где в качестве измерительной базы принимается время между двумя одиночными импульсами, в течение которого укладываются импульсы калиброванной частоты. Чем выше скорость, тем меньшее количество импульсов укладывается в измерительной базе и наоборот, Выделение двух одиночных импульсов из аналогового сигнала...
Устройство для горячего литья керамических изделий

Номер патента: 1286413
Опубликовано: 30.01.1987
Автор: Помогаев
МПК: B28B 1/24
Метки: горячего, керамических, литья
...паз 24,обеспечивающий перемещение болта 23,а с ним и фланец 19 относительностола 5 в зависимости от толщиныотливаемого изделия (фиг.З),Устройство работает следующим образом.В исходном положении стержень 2не контактирует с деталями форм,расположенными на подвижном столе 5.Устройство для горячего литья керамических изделий, содержащее шликерный бак, жестко связанный с ним питающий стержень с многоручьевым литниковым каналом, подвижную нагре" ваемую втулку для перекрывания канала, охватывающую питающий стержень, подвижный стол с направляющими, форму, сопряженную своей внутренней частью с питающим стержнем и состоящую из размещенных на подвижном столе охлаждаемой литниковой планки, установлечной на направляющих, внешне" 50 55 При...
Механизм запирания машины литья под давлением

Номер патента: 1287975
Опубликовано: 07.02.1987
Авторы: Ваббелс, Фюллер, Шольц, Эльснер
МПК: B22D 17/26
Метки: давлением, запирания, литья, механизм
...подвергается одностороннему давлению в напорной полости 6 цилиндра 7 размыкания. Поршень 18 и поршень 46 соединяются между собой при помощи крышки 34, зажимной втулки 31 и опорного кольца 32. Напорный трубопровод 8 напорной полости 6 цилиндра 7 размыкания соединяется по выбору или прямо с цилиндром 14 запирания, или же с гидронасосом 3 при помощи комплекта электромагнитных клапанов 11, 9, 1 и через трубопроводы 3, 8, 10, 12 и 13. Напорная полость 17 цилиндра 47 замыкания по выбору соединяется или через трубопроводы 22, 10 и 2 и комплект электромагнитных клапанов 9 и 1 прямо с гидронасосом 3 или же через трубопроводы 19 или электромагнитный клапан 20 с выравнивающим бачком 21.Механизм запирания работает следующим образом,При...
Способ литья под давлением и машина для его осуществления

Номер патента: 1287976
Опубликовано: 07.02.1987
Автор: Иван
МПК: B22D 18/04
Метки: давлением, литья
...М, Объем герметизи рованной камеры 19 и объем герметизировванной камеры 1 соединены посрелством третьего трубопровода черсз третий д и четвертый д клапаны, причем установлен дифференциальный измеритель давления М. Объем герметизированной камеры 19 соединен посредством пятого трубопровода и пятого клапана с с пространством между кожухом 8 и цилиндром 5.Согласно вариантному исполненик, показанному на фиг. 4, с основным литником 6 связан рычажный меанизм 21, предназначенный лля его перемещения в вертикальном направлении и соединенный с вертикальным гидравлическим цилиндром 22. На дне резервуара 2 для расплава 3 оформлено углубление 23.Пример реализации способа и машины рассмотрен при литье сильно реакционно- способных относительно...
Способ непрерывного горизонтального литья стальных заготовок

Номер патента: 1289591
Опубликовано: 15.02.1987
Авторы: Беренов, Гурьев, Крайнев, Миценгендлер, Ошивалов, Парфенов, Цаплин
МПК: B22D 11/00
Метки: горизонтального, заготовок, литья, непрерывного, стальных
...г, Ужгород, ул. Проектная, 4 1 12895Изобретение относится к металлургии, конкретнее к горизонтальному непрерывному литью металлов,Целью изобретения является улучшеИие качества заготовок.5Способ осуществляют следующим образом.Расплавленный металл подают в кристаллизатор и вытягивают заготовку при одновременном вращении ее со 1 О скоростью п, определяемой в зависимости от температуры подаваемого в кристаллизатор металла, в соответствии с зависимостьюп=а с 1 е 15П р и м е р. На горизонтальной машине непрерывного литья заготовок разливкой - сталь с характеристиками: д - диаметр отливаемых заготовок - 140 мм; Ч - скорость разливки (линей иая) - 1,0 1,5 м/мин, Т - температура жидкой стали в металлоприемнике - 1530 С; а = 0,46 10 об.мм/мин; Ь =...