Способ исправления дефектов оболочковых форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
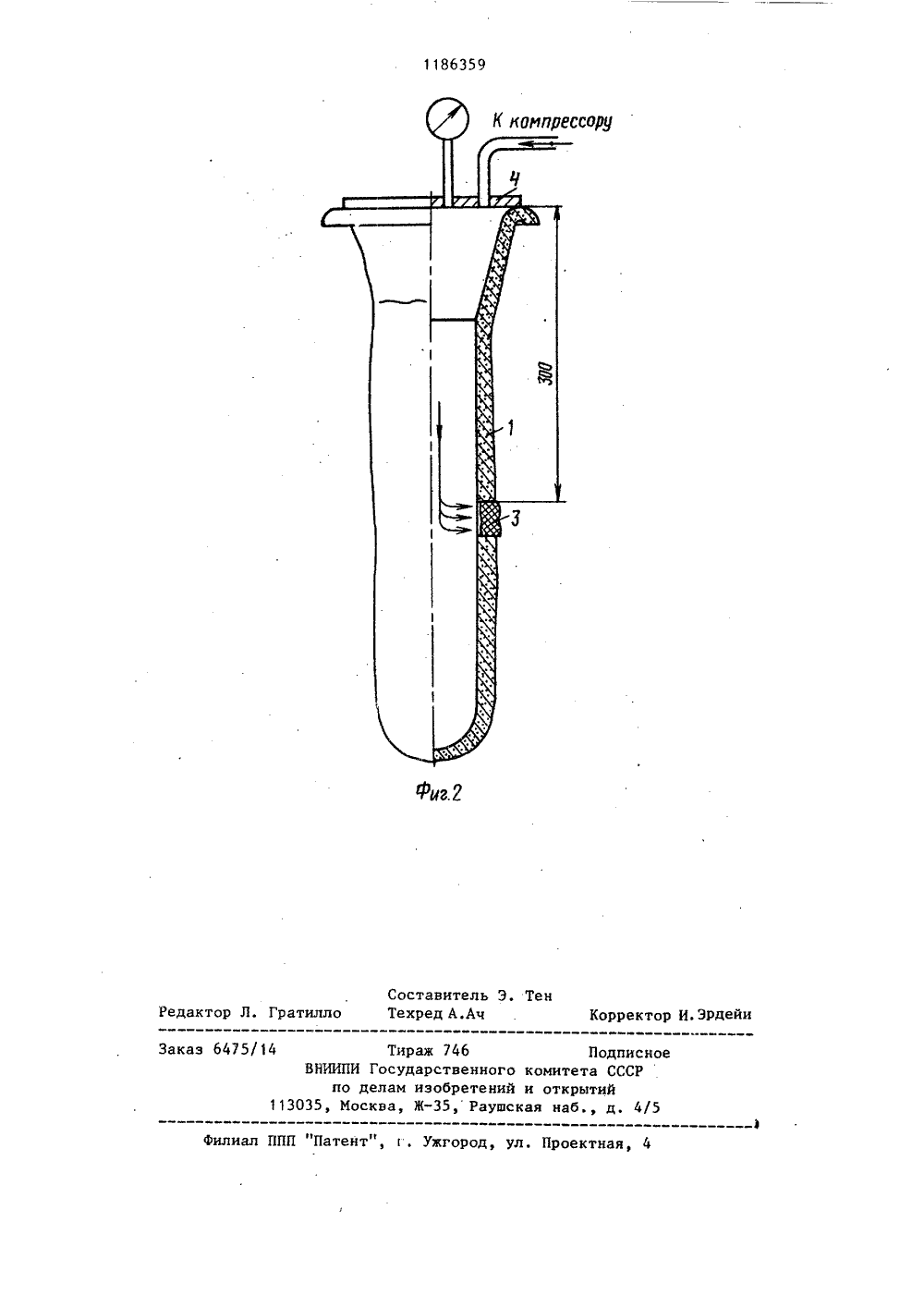
(19) (11) 51) 4 НОМИТЕТ ССС НИЙ И ОТНРЫТ ВЕННЫ ЗОБРЕ ОСУДАРСПО ДЕЛА ПИСАНИЕ ИЗОБРЕТЕНИЯ К АВ 76/22-02(21) 36772 (22) 22. 12 (46) 23. 10 (72) И.Е. и С.И. Писарев (71) Волгоградский инженерно-строительный институт (53) 621,744.38:621.74,045(088,8) (56) Рубцов Н.Н., Балабин В.В. и Воробьев М.И. Литейные формы. - М, Машгиз, 1959, с. 82 - 83. (54)(57) СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТО ОБОЛОЧКОВЫХ ФОРМ, преимущественно получаемых по выплавляемым моделям предназначенных для безопочного прою ануунна каливания и заливки, включающйй отыскивание места расположения дефектана форме, залечнвание его и контролькачества исправленного дефекта, о тл и ч а ю щ и й с я тем, что, с целью повышения производительности и улучшения условий труда, снижения брака оболочковых формй уменьшения расхода огнеупорных материалов, отыскивание места расположения дефекта и залечивание его осуществляют путем отсоса воздуха изполости оболочковой формы, а контролькачества исправленного дефекта осуществляют путем нагнетания воздухав полость оболочковой формы.1 1186Изобретение относится к литейном производству, преимущественно к оболочковым формам для безопочного прокаливания и заливки при литье по - выплавляемым изделиям, однако может быть использовано и в других способах литья, использующих литейные фор мы со сквозными дефектами.Целью изобретения является повышение производительности и улучшение 10 условий труда, снижение брака оболочковых форм и уМеньшение расхода огнеупорных материалов.Сущность способа исправления дефектов оболочковых форм заключается в том, что для отыскивания и исправления дефектов на оболочковой форме, а также для контроля качества исправ ленного дефекта, создают перепад давления между наружной и внутрен- у 0 ней стенками оболочковой формы.В процессе отыскивания дефекта на оболочковой форме сначала осуществляют две операции: отсос воздуха из формы и ощупывание поверхности 25 формы приспособлением, заправленным залечйвающим составом.Отсос воздуха из формы осуществляют инжектированием или вакуумированием. При инжектировании в полость оболочковой формы опускают трубку, не доходя до дна несколько сантиметров. Другой конец трубки загнут под углом, например 90 , и в месте изгиба в трубку вдувают воздух в направ 35 лении выхода его в атмосферу При этом поток сжатого воздуха в загнутом конце трубки удаляет воздух сначала из опущенной в форму трубки,а затем - и из самой формы. Тем самым давление в форме становится ниже атмосферного40и по сечению стенки оболочковой формы создается перепад давлений, который создают также путем вакуумирования формы (фиг. 1).45Одновременно с операцией отсоса воздуха из формы 1 производят ощупы" ванне наружной поверхности формы приспособлением 2, заправленным залечивающим составом 3. В качестве залечивающего состава берут, например, известную смесь для Шоу-процессии,но без отверждающего компонента, или жидкостекольную композицию сметаноподобной консистенции. В качестве при способления берут трубку, заполненную залечивающим составом или соединенную через шланг с емкостью, содер 359 гжащей заранее подготовленный состав (не показаны).При попадании трубки, заполненнойзалечивающим составом, в зону дефекта, когда расстояние между поверхностью формы достаточно мало, на состав, находящийся в трубке, начинает воздействовать период давлений и он засасывается в пространство дефекта (фиг. 1).Под деиствием разрежения в формезалечивающий состав заполняет все пространство дефекта и удерживается в нем силами сцепления со стенками цефекта.Размеры залечиваемого дефекта в холодных оболочковых формах определяются жидкоподвижностью эалечивающего состава. Например, состав по Шоу-процессу способен залечивать сквозные трещины до 3 мм ширины и неограниченной длины.В горячем виде легко залечиваются трещины до 4 - 5 мм.Варьируя вязкостью звлечивающегосостава и его жидкоподвижностью, зале.чивают более крупные дефекты, .Кусочки залечивающего состава, попадающие через сквозные трещины в стояк оболочковой формы, удаляют с помощью инжектирующей системы отсоса воздуха.Далее отверждают залечиваюций состав, а затем контролируют качество де.фектной формы, нагнетая в нее воздух под контролируемым давлением (фиг. 2).При этом литниковую чашу закрывают крышкой 4 с отверстием, к которому подведена система подачи сжатого воздуха, например, от сети или компрессора. Путем нагнетания воздуха проверяют прочность сцепления залечивающего состава со стенками дефектной оболочковой формы 1. Если залечивающий состав не скрепился с оболочковой формой, то процесс исправления дефекта повторяют, Величина конгролируемого давления определяется по формуле где Р - контролируемое давление, Па; С = 1,05 - 1,10 - коэффициент запаса;- плотность жидкого металла, кг/и; ( = 9,81 м/с 2 - ускореиие силы тяжести; Н - высота столба жидкого металла, м.Применение предлагаемого способа повышает эффективность процессов залечивания дефектов, поскольку позволяет выявлять, скрытые дефекты форм,11863 Об учного труда пр 100 00 Количеств алитых де ек 10 ных шт. оличество эрушившихся 3 ш Расхоц ог рных матери овления обо ов для изочковых ф 0 55 сть и улу ет уменьш ть условия труда за я доли ручного труд не обнаруживаемые визуально, а исключение ручного труда открывает возможности автоматизации и механизации процессов исправления дефектов оболочковых форм. 5Контроль дефектных оболочковых форм избыточным давлением воздуха позволяет объективно оценить пригодность форм к безопочной заливке, повышает качество оболочковых форм и способствует О снижению их брака по разрушению. Применение предлагаемого способа позволяет улучшить условия труда работающих при запечивании дефектов на горячих формах, поскольку исключает 15 ручную транспортировку горячих форм и ручное введение залечивающего состава в пространство дефекта.Снижение брака по разрушению оболочек при заливке их металлом позво) ляет экономить огнеупорные материалы для изготовления оболочек и металл, заливаемый в разрушающиеся оболочковые формы.П р и м е р. В процессе контроля 25 качества оболочковых форм, прокаленных в печи и ожидающих заливку, в стояк формы вставляют патрубок отсправлении дефектовбъем контроля исправленных форм Реализация предлагаемого изобреия позволит повысить проиэводител 59 4сасывающего устройства - вакуумногонасоса (с охлаждением водой отсасы-.ваемого воздуха), По контролю наружной поверхности на расстоянии 5 - 10мм от нее производят поиск дефектовс помощью трубки, заполненной залечивающим составом. При попадании трубки в зону дефекта из последней состав поступает в полость дефекта изалечивает его с помощью аэродинамических сил. После обхода поверхности формы и запечивания всех дефектовформу направляют на повторное прокаливание для затвердевания состава.Затем в форму вводят патрубок нагнетательного устройства (фиг. 2), например компрессора, и нагнетают воздухпод расчетным давлением (металл-сталь,высота столба стали 0,3 м): р= (1,051,1) 73009,81 0,3 = 0,024 - 0,025МАа (=0,23 ати). Залеченные такимобразом дефекты не разрушаются. Вконтрольных формах, залеченных обычным образом - вручную и без последующего контроля, из каждых 1 О формразрушились три. Некоторые техникоэкономические показатели предлагаемого способа представлены в таблице.снизить брак оболочковых форм эасчет выявления и исправления скрытыхдефектов на форме и контроля качества исправленного дефекта.1186359 сору Те ставитель хред А.Ач Редакто ректор И.ЭРде ратилло Подписноетета СССР Заказ 6475 Тираж 746 ВНИИПИ Государственно по делам изобретен 13035, Москва, Ж, Рауо ко и крытийаб., д. 4/5 ка Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4
СмотретьЗаявка
3677276, 22.12.1983
ВОЛГОГРАДСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПИСАРЕВ ИГОРЬ ЕВГЕНЬЕВИЧ, РОГОЖКИН ВАСИЛИЙ МИХАЙЛОВИЧ, ПИСАРЕВ ОЛЕГ ИГОРЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: дефектов, исправления, оболочковых, форм
Опубликовано: 23.10.1985
Код ссылки
<a href="https://patents.su/4-1186359-sposob-ispravleniya-defektov-obolochkovykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Способ исправления дефектов оболочковых форм</a>
Способ футеровки центробежной формы центробежная форма

Номер патента: 501829
Опубликовано: 05.02.1976
МПК: B22D 13/00
Метки: форма, формы, футеровки, центробежная, центробежной
...в торцах корпуса формы и закрепляются герметично.10 Продольные вставки 3 монтируются такимобразом, чтобы они находились поблизости с рабочей поверхностью изложницы пли контактировали с ней. После соответствующей подготовки приводят форму во врашение и про изводят нанесение футеровки 4 в жидкомвиде. Продольные вставки 3 (фиг, 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью изложницы 1, при этом оольшей частью вставки 3 находятся в 20 контакте с футеровкой 4 и одновременносвоими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.25 В результате этого в центробежной формеобразуется система вентиляционных каналов 5, размеры и формы...
Способ исправления внутренних дефектов металлических изделий

Номер патента: 863050
Опубликовано: 15.09.1981
Авторы: Балакин, Близнюкова, Бондарь, Власенко, Гуляев, Друян, Жуковский, Карпов, Милов, Немогай, Рябчий, Фен, Шломак, Штейн
МПК: B21C 23/08
Метки: внутренних, дефектов, исправления, металлических
...материала изделия. На чертеже изображено устроиство, реализующее предлагаемый способ.В соответствии с данным способом металлическое изделие помещают в заполненную рабочей жидкостью полость контейнера и ходом плунжера или соединением полости с автономным источником давления повышают давление жидкости полости до величины, равной 0,4 - 0,6 предела текучести материала. Одновременно с этим изделие нагревают до температуры, равной 0,7 - 0,8 температуры плавления материала изделия. Нагрев может быть осуществлен, например, путем пропускания через изделие электрического тока, После этого контейнер разгружают. Время сброса давления должно быть не меньше 25 - 50 с, что обеспечивает плавную разгрузку изделия и предотвращение...
Состав для коррекции дефектов мягких тканей лица

Номер патента: 1651889
Опубликовано: 30.05.1991
Авторы: Брусова, Лапук, Лебедева, Поюровская, Рапопорт, Шицель, Южелевский
МПК: A61F 2/02
Метки: дефектов, коррекции, лица, мягких, состав, тканей
...модуль сдвига (6), и ного геля через 24 ч, составляет 2,5 кПа л потерь ( р) - 31,5".П р и м е р 2. В стеклянную круглодонную колбу загружают 100 г метилвинилдиметилсилоксанового каучука вязкостью 2,5 П с, добавляют 0,012 г платинохлористоводородной кислоты и нагревают при неремешивании в течение 2 ч при 100 С.К 99,3 г (99,3 мас.) полученного полимерного платиносилоксанового комплекса добавляют 0,7 г (0,7 мас.) гидридсилокса- нового олигомера, смесь тщательно перемешивают в течение 1 мин. Композицию наливают в шприц для инъекции. Динамический модуль сдвига полученного геля через 24 ч составляет 3,8 кПа, угол потерь 29 О.П р и м е р 3, В стеклянную круглодонную колбу загружают 100 г метилвинилдиметилсилоксанового каучука...
Способ изготовления многослойной оболочковой формы по выплавляемым моделям
Номер патента: 1141643
Опубликовано: 20.08.1997
Авторы: Калинин, Кондюков, Тарасов, Фролов
Метки: выплавляемым, многослойной, моделям, оболочковой, формы
Способ изготовления многослойной оболочковой формы по выплавляемым моделям, включающий образование многослойной формы из керамической суспензии на этилсиликатном связующем путем многократного окунания модели в суспензию, обсыпку каждого слоя прокаленным огнеупорным материалом, сушку каждого слоя, выплавление модели при воздействии по оболочку горячим воздухом и прокалку оболочки, отличающийся тем, что, с целью улучшения качества форм за счет устранения трещин при выплавлении модели в горячем воздухе, горячий воздух подают со скоростью 10 20 м/с и одновременно с ним на модель воздействуют сухим насыщенным водяным паром в течение 2 20 мин, который после выплавления модели удаляют.
Раствор для упрочнения оболочковых керамических литейных форм

Номер патента: 599910
Опубликовано: 30.03.1978
Авторы: Александров, Васин, Гришин, Кулаков, Логиновский, Цайзер
МПК: B22C 9/04
Метки: керамических, литейных, оболочковых, раствор, упрочнения, форм
...е. заданного эффекта.Повышение содержания алюмохлорида и ортофосфорной кислоты выше 45 О/, (верхний предел) не приводит к дальнейшему росту жаропрочности и термостойкости форм, а при содержании ниже 25 о(нижний предел) они оказывают весьма слабое влияние на указанные свойства. Например, прочность форм при 900 С в этом случае не превышает 30 - 35 кгс/см, Кроме того, снижение содержания алюмохлорида ниже 25% ухудшает скорость закрепления слоев. Поэтому с целью улучшения процесса закрепления нижнему пределу алюмохлорида должен соответствовать верхний предел этилового спирта, равный 50%.Кроме этого, на содержание спирта оказывает влияние плотность применяемой суспензии и зернистость присыпки: чем ниже плотность суспензии и выше зернистость...
Предыдущий патент: Способ изготовления литейной формы вакуумной формовкой
Следующий патент: Способ получения в литейной форме по газифицируемым моделям отливок
Случайный патент: Способ изготовления полимербетонных изделий