Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
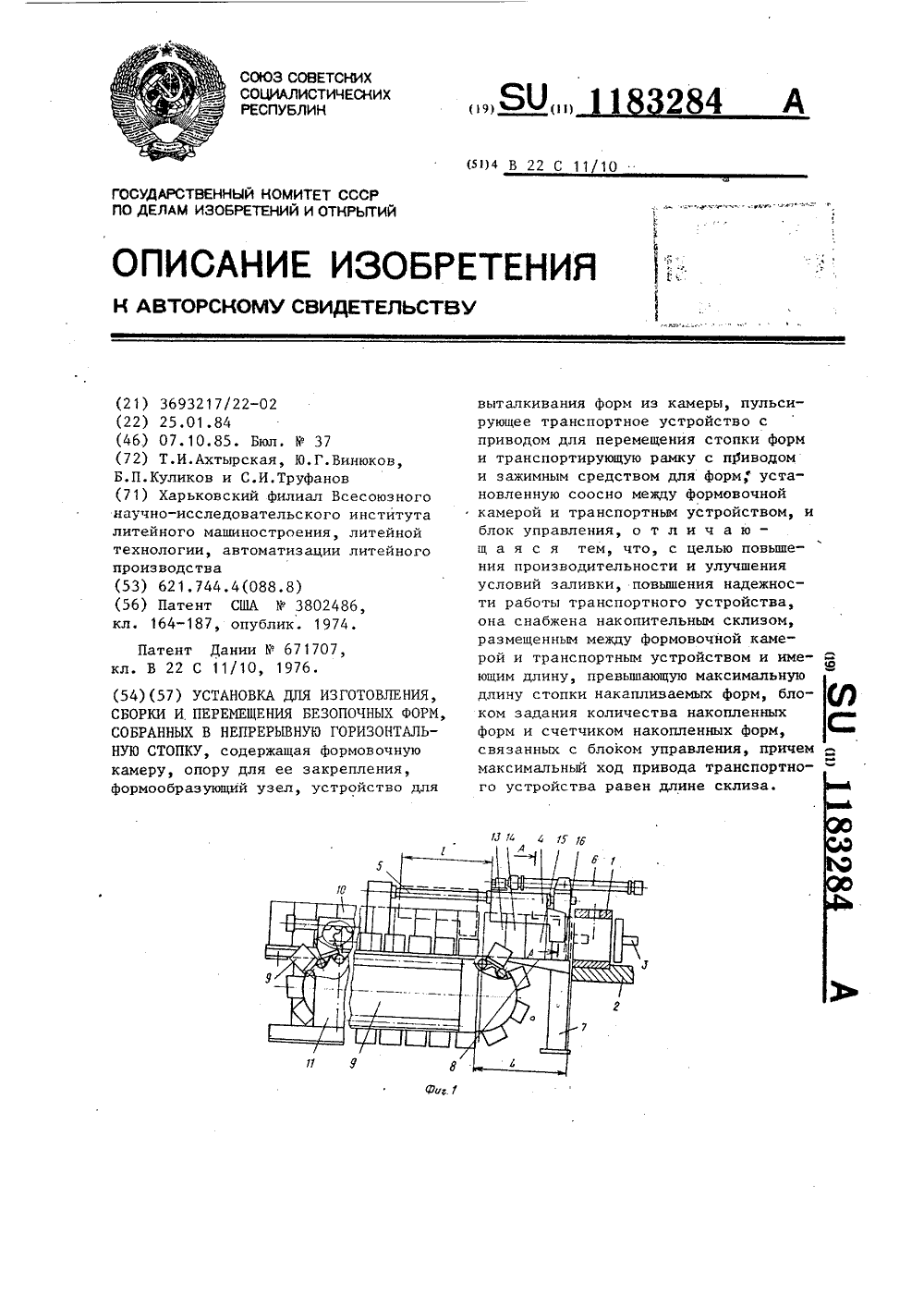
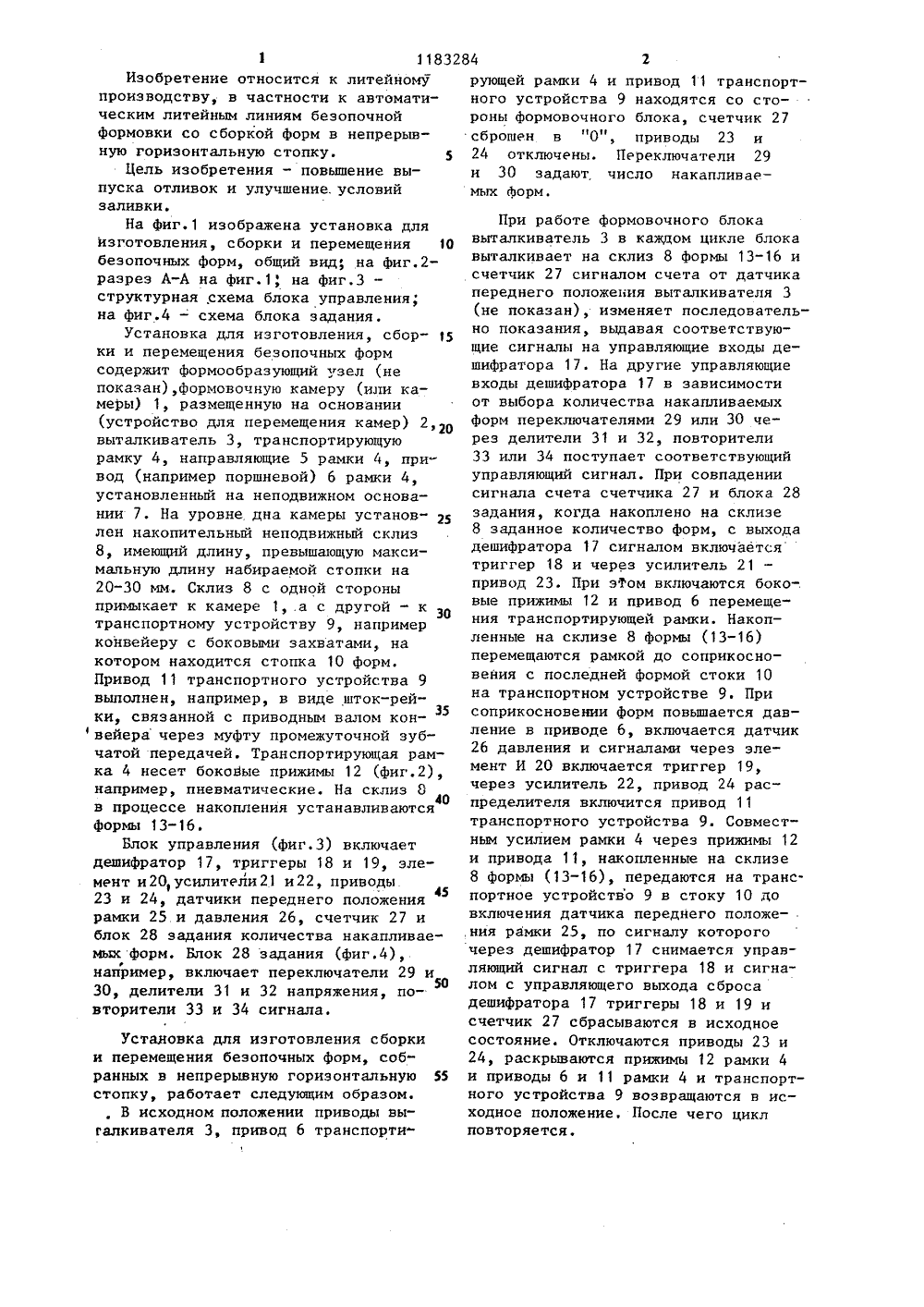
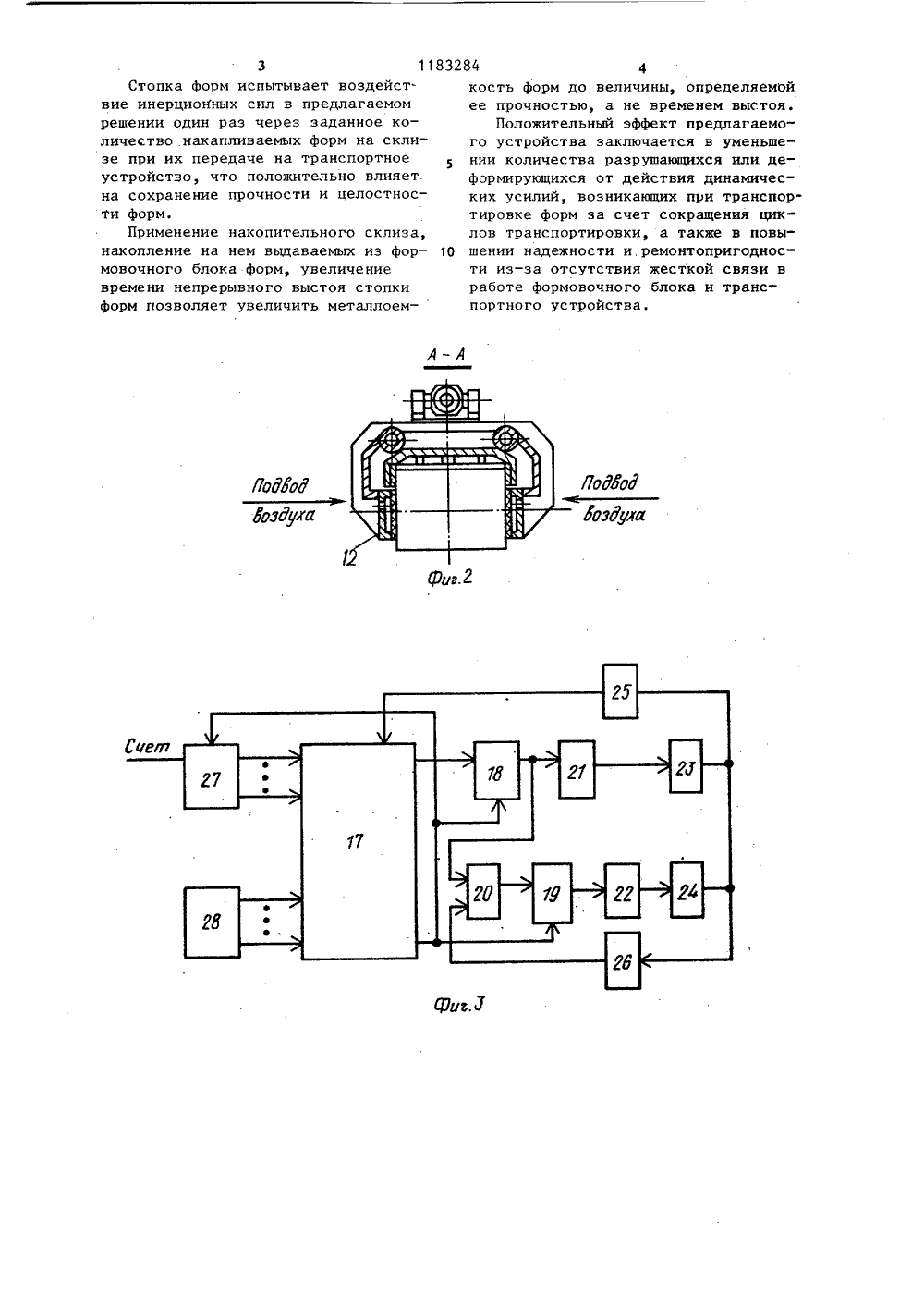
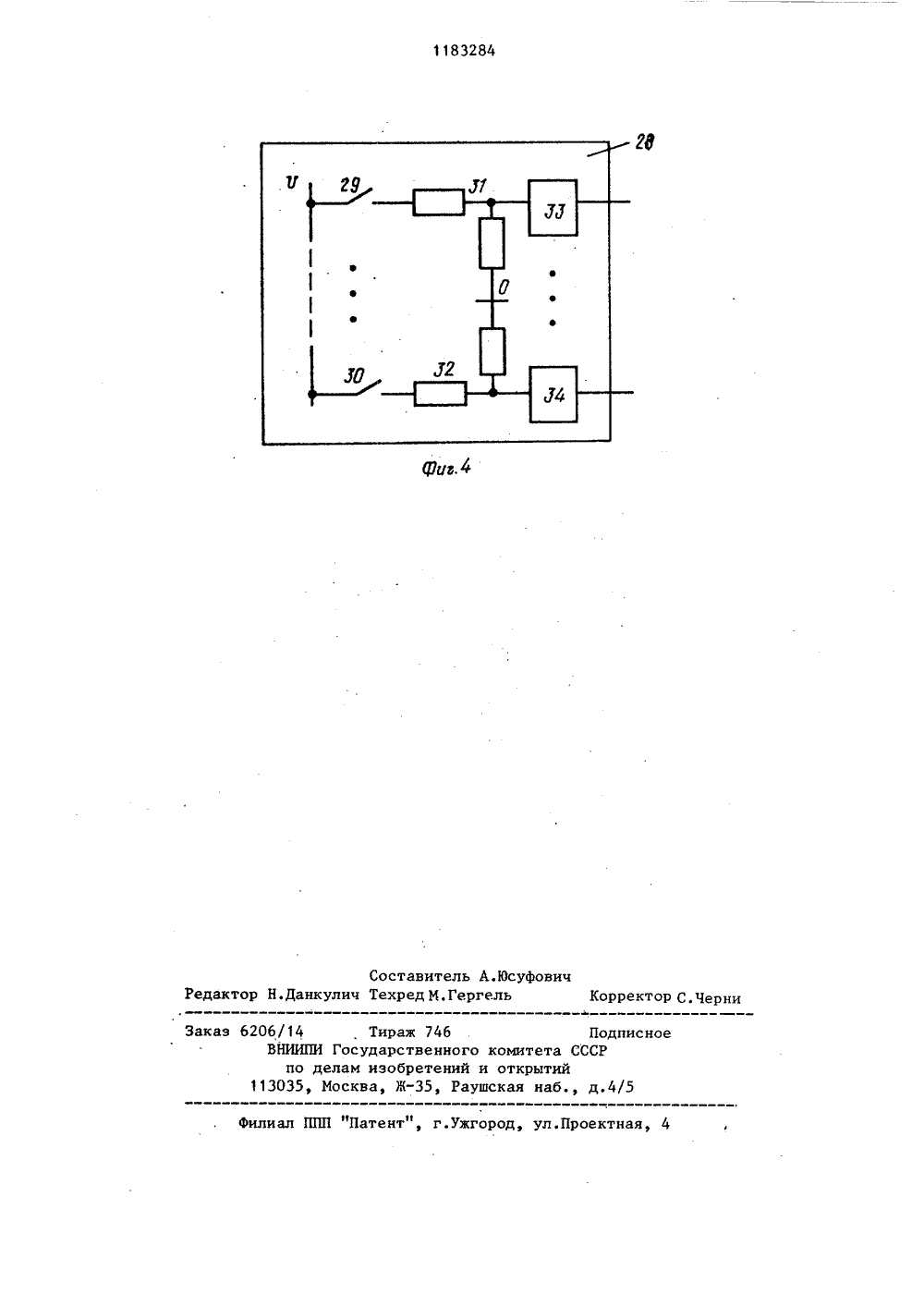
(51)4 В 22 С 11 10 а% ж АНИЕ ИЗОБРЕТЕНИ инюк сесоюзного о инст литеиноии литейног 024861974.707,ИЗ ГОТОВЛЕ НИЯ,ЕЗОПОЧНЫХ ФОРМ,Ю ГОРИЗОНТАЛЬформовочную акрепления, ем- о стройств ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ АВТОРСНОМУ СВИДЕТЕЛЬСТ(56) Патент США Кр 38кл. 164-187, опублик. Патент Дании Р 671 кл. В 22 С 11/10 р 1976 (54)(57) УСТАНОВКА ДЛЯ СБОРКИ И ПЕРЕМЕЩЕНИЯ Б СОБРАННЫХ В НЕПРЕРЫВНУ НУЮ СТОПКУ, содержащая камеру, опору для ее з формообразующий узел,выталкивания форм из камеры, пульсирующее транспортное устройство сприводом для перемещения стопки форми транспортирующую рамку с п 11 иводоми зажимным средством для форм ф установленную соосно между формовочнойкамерой и транспортным устройством, иблок управления, о т л и ч а ю -щ а я с я тем, что, с целью повышения производительности и улучшенияусловий заливки, повышения надежности работы транспортного устройства,она снабжена накопительным склизом,размещенным между формовочной камерой и транспортным устройством и име- Яющим длину, превышающую максимальнуюалику стопки иакаплилаеиил форм, ало- Яком задания количества накопленныхформ и счетчиком накопленных форм,связанных с блоком управления, причмаксимальный ход привода транспортнго устройства равен длине склиза.55 1 11832Изобретение относится к литейному производству, в частности к автоматическим литейным линиям безопочной формовки со сборкой форм в непрерывную горизонтальную стопку. 5Цель изобретения - повышение выпуска отливок и улучшение. условий заливки.На фиг.1 изображена установка для изготовления, сборки и перемещения 1 О беэопочных форм, общий вид, на фиг.2- разрез А-А на фиг.1, на фиг.З - структурная .схема блока управления; на фиг.4 - схема блока задания.Установка для изготовления, сбор ки и перемещения безопочных форм содержит Формообразующий узел (не показан), формовочную камеру (или камеры) 1, размещенную на основании (устройство для перемещения камер) 2,20 выталкиватель 3, транспортирующую рамку 4, направляющие 5 рамки 4, привод (например поршневой) 6 рамки 4, установленный на неподвижном основании 7. На уровне дна камеры установ" р 5 лен накопительный неподвижный склиз 8, имеющий длину, превышающую максимальную длину набираемой стопки на 20-30 мм. Склиз 8 с одной стороны примыкает к камере 1,.а с другой - к З 0 транспортному устройству 9, например конвейеру с боковыми захватами, на котором находится стопка 10 форм. Привод 11 транспортного устройства 9 выполнен, например, в виде шток-рейки, связанной с приводным валом кон 35вейера через муфту промежуточной зубчатой передачей, Транспортирующая рамка 4 несет боковые прижимы 12 (фиг,2), например, пневматические. На склиз 0 в процессе накопления устанавливаются формы 13-16.Блок управления (Фиг.З) включает дешифратор 17, триггеры 18 и 19, элемент и 20, усилители 21 и 22, приводы45 23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает на склиз 8 формы 13-16 и счетчик 27 сигналом счета от датчика переднего положения выталкивателя 3 (не показан), изменяет последовательно показания, выдавая соответствующие сигналы на управляющие входы дешифратора 17. На другие управляющие входы дешифратора 17 в зависимости от выбора количества накапливаемых форм переключателями 29 или 30 через делители 31 и 32, повторители 33 или 34 поступает соответствующий управляющий сигнал. При совпадении сигнала счета счетчика 27 и блока 28 задания, когда накоплено на склизе8 заданное количество форм, с выходадешифратора 17 сигналом включаетсятриггер 18 и через усилитель 21привод 23. При эТом включаются боко-.вые прижимы 12 и привод 6 перемещения транспортирующей рамки. Накопленные на склизе 8 Формы (13-16)перемещаются рамкой до соприкосновения с последней формой стоки 10на транспортном устройстве 9. Присоприкосновении Форм повышается давление в приводе 6, включается датчик26 давления и сигналами через элемент И 20 включается триггер 19,через усилитель 22, привод 24 распределителя включится привод 11транспортного устройства 9. Совместным усилием рамки 4 через прижимы 12и привода 11, накопленные на склизе8 формы (13-16), передаются на транспортное устройство 9 в стоку 10 довключения датчика переднего положения рамки 25, по сигналу которогочерез дешифратор 17 снимается управляющий сигнал с триггера 18 и сигналом с управляющего выхода сбросадешифратора 17 триггеры 18 и 19 исчетчик 27 сбрасываются в исходноесостояние. Отключаются приводы 23 и24, раскрываются прижимы 12 рамки 4и приводы 6 и 11 рамки 4 и транспортного устройства 9 возвращаются в исходное положение. После чего циклповторяется,183284 РодРоР йздуха РоОо Жду г.2 з 1Стопка форм испытывает воздействие инерционных сил в предлагаемом решении один раз через заданное количество .накапливаемых форм на склизе при их передаче на транспортное устройство, что положительно влияет. на сохранение прочности и целостности форм.Применение накопительного склиза, накопление на нем выдаваемых из формовочного блока форм, увеличение времени непрерывного выстоя стопки форм позволяет увеличить металлоем 4кость форм до величины, определяемой ее прочностью, а не временем выстоя.Положительный эффект предлагаемого устройства заключается в уменьшении количества разрушающихся или деформирующихся от действия динамических усилий, возникающих при транспортировке форм за счет сокращения циклов транспортировки, а также в повы шении надежности и,ремонтопригодности из-за отсутствия жесткой связи в работе формовочного блока и транспортного устройства.1183284 Составитель А.Юсуфовиедактор Н.Данкулич Техред М.Гергель ректор С.Черн писн Патент", г.ужгород, ул.Проектная, 4 Заказ 6206/14 Тираж 746 Под ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж"35, Раушская наб., д.
СмотретьЗаявка
3693217, 25.01.1984
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ, АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
АХТЫРСКАЯ ТАТЬЯНА ИВАНОВНА, ВИНЮКОВ ЮРИЙ ГЕОРГИЕВИЧ, КУЛИКОВ БОРИС ПЕТРОВИЧ, ТРУФАНОВ СЕРГЕЙ ИВАНОВИЧ
МПК / Метки
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
Опубликовано: 07.10.1985
Код ссылки
<a href="https://patents.su/4-1183284-ustanovka-dlya-izgotovleniya-sborki-i-peremeshheniya-bezopochnykh-form-sobrannykh-v-nepreryvnuyu-gorizontalnuyu-stopku.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку</a>
Устройство для перемещения транспортных средств

Номер патента: 945011
Опубликовано: 23.07.1982
Авторы: Воробьев, Деревянченко, Лукьянов, Цебенко
МПК: B65G 25/08
Метки: перемещения, средств, транспортных
...нс)счев цеция, д тдкжс обеспечение передачи чксичл нох усилия гидроцилицдрз в ндчдльцьй хотецт движения транспортного средства и у прошение коцстрх кции.,)0)н)р(ион альнь Гкорос ги и ОЛ 55и Ок( 1 инрон или нЛр а и ког(и н с)рте( Г(оковВ О. Н 01. ИГ) )С,из крайнего правого положения в крайнее левое. Во время холостого хода давлением рабочей жидкости корпус 18 гидроцилиндра 10 перемешается в исходное крайнее правое положение, а растянутая пружина 26 при этом, сжимаясь, возвращается в исходное положение. Затем цикл толкания транспортных средств повторяется.При использовании предлагаемого устрой. ства со сравнительно простым и надежным в работе гидравлическим приводом достигается (при сокращении всех известных достоинств гидравлических...
Устройство для перемещения транспортных средств

Номер патента: 1133187
Опубликовано: 07.01.1985
Авторы: Воробьев, Деревянченко, Цебенко
МПК: B65G 25/08
Метки: перемещения, средств, транспортных
...на кронштейне 11 рамы 2гидроцилиндра 12, шток 13 которого сочленен с кареткой 7.Каждая пара подвижной и неподвижнойтраверс 3 и 8, 4 и 9 с запасованными чечез их блоки 5 и 10 тросами 14 и 15 составляют две трособлочные системы, в которых один конец троса закреплен на раме 2, а другой, свободный, перекинут через закрепленный на подвижной направляющей 16,блок 17 и сочленен на соответствующем торце толкателя 18. Направляюшая 16, в свою очередь, подвижно установлена на направляюших 19 рамы 2.Толкатель 18 снабжен упором 20, взаимо 15 действуюшим с транспортным средством 21и перемещающим его на расположенныена некотором расстоянии от передаточнойтележки 1 технологические посты конвейерной линии, например, в камеру 22 тепловой...
Устройство для перемещения транспортных средств

Номер патента: 1148817
Опубликовано: 07.04.1985
Авторы: Воробьев, Деревянченко, Литвин, Лукьянов, Цебенко
МПК: B65G 25/08
Метки: перемещения, средств, транспортных
...толкатель относительно подвижных направляющих вместе с транспортным средством; на фиг. 5 - разрез А-А на фиг. 1, на фиг. 6 - разрез Б-Б ЗО на фиг. 5; на фиг. 7 - разрез В-В на Фиг. 1Устройство для перемещения транспортных средств состоит из подвижной платформы 1, установленной на ней подвижной направляющей 2, перемещающегося по последней толкателя 3, каретки 4, размещенной в направляющих балках 5, закрепленного на платформе силового цилиндра в виде гидроци- щ линдра 6, шток 7 которого сочленен с с кареткой 4.Направляющие балки 5 с соединяющими их по торцам поперечными балками 8 образуют замкнутую раму 9, ко- ,15 торая в свою очередь может перемещаться по направляющим 10 платформы 1На балках 8 подвижной рамы 9 установлена одна пара...
Устройство для перемещения транспортных средств

Номер патента: 1661093
Опубликовано: 07.07.1991
Авторы: Волынец, Воробьев, Скрипец
МПК: B65G 25/08
Метки: перемещения, средств, транспортных
...и усилие, передаваемое толкающей тележкой 8 на транспортное средство 10,Наибольшее усилие необходимо приложить к транспортному средству 10 при трогании его с места. При установившемся движении на перемещение транспортного средства 10 затрачивается гораздо меньшее усилие. Поэтому с целью передачи максимального усилия гидроцилиндра 7 в начальный момент движения транспортного средства 10 рама 1, установлена на основании с возможностью перемещения по ходу кареток посредством качающихся подвесок 37, подвешенных с воэможностью качания на закрепленных на основании 25 кронштейнах 38, В момент, когда усилия для перемещения транспортного средства 10 недостаточно и толкающая тележка 8 останавливается, рама 1 усилием гидроцилинд 1661093портного...
Устройство для перемещения транспортных средств

Номер патента: 446670
Опубликовано: 15.10.1974
Авторы: Детков, Тверской, Христачев, Чикунов
МПК: E21F 13/02
Метки: перемещения, средств, транспортных
...устройство для ремещения транспортных средств, пример шахтных вагонеток,состой двух толкателей,каждый из которых включает привод 1,гибкий тяговый орган 2 с толкающей кареткой З,перемещаемой по общей направляющей 4, расположенной между рельсами 5 и 6 шахтного пути,и обводные ролики 7, расположенные на противоположных сторонах относительно направляющей 4 и разнесенные вдоль нее на расстояние,не леньше длины транспортного средства, образуя зону Ь сов-местного действия обоих толкателей.При работе предлагаемого устрй ства включают приводы толкателей и посредством канатов перемещают каретки обоих толкателей в сторону их сближения. Каретка 3 оцногб толка-3теля вместе с вагонеткой 8 проходюг вдоль направляющей по направлению,...
Предыдущий патент: Пресс-форма для изготовления выплавляемых моделей
Следующий патент: Крановая опока
Случайный патент: Лоток для фидера стекловаренной печи