Патенты с меткой «литейных»
Устройство для сушки литейных форм

Номер патента: 1235620
Опубликовано: 07.06.1986
Авторы: Константинов, Фомичев
МПК: B22C 9/14
...разъемную плиту, состоящую из средней 9 и боковых 10 частей. К средней части 9 разъемной плиты прикреплены балки 11, а к боковым частям 10 торцовые цапфы 12, которые подвижно соединены с направляюгцими 13, выполненными в опорной конструкции 1. По периметрам отверстий кожуха 5 закреплены уплотнители 14 и 5. К боковым частям О разъемной плиты прикреплены уплотнители 16.Устройство работает следующим образом.Опока 17 после формовки и окраски отпечатка поступает по рольгангам на роль- гангс консольными роликами (фиг.2). Когда опока достигает центра установки, рольганг 7 останавливается и включается подьемный механизм 8, под действием которого средняя часть 9 разъемной плиты поднимается, снимая с роликов рольганга 7 опоку 17, при дальнейшем...
Способ выбивки литейных форм, изготовленных методом вакуумно пленочной формовки

Номер патента: 1235651
Опубликовано: 07.06.1986
МПК: B22D 29/00
Метки: вакуумно, выбивки, изготовленных, литейных, методом, пленочной, форм, формовки
...Москва, Ж, Раушская наб., д, 4/5Подписное Производственно-полиграфическое предприятие, г,ужгород, ул,Проектная,4 1 123Изобретение относится к литейному производству, в частности к производству отливок методом вакуумно-пленочной формовки в крупногабаритных формах.Цель изобретения - упрощение процесса.На чертеже изображено предлагаемое устройство.Сущность способа заключается в следукзцем.Залитую и охлажденную литейную форму 1 устанавливают на выбивную решетку 2 и накрывают крышкой 3, уплотненной по периметру опоки 4. Реветка может быть смонтирована непосредственно на позиции выбивки или служить в качестве транспортного средства. Поскольку опоки для крупногабаритных форм выполнены с крестовинами, свободное удаление пленки после снятия...
Установка для выбивки литейных форм

Номер патента: 1235652
Опубликовано: 07.06.1986
Авторы: Берман, Заболоцкий, Ковалева, Светковский, Семковская, Шкода
МПК: B22D 29/02
Метки: выбивки, литейных, форм
...выбивным устройствам.Цель изобретения - повышение производительности и надежности установки.На чертеже изображена предлагаемая установка, общий вид,Установка содержит подпружиненнуювибрационную решетку 1 установленную на опоре 2, Под решеткой 1 расположен направляющий экран 3, состоящий иэ щитов 4 и 5, закрепленных крешетке 1 посредством шарниров 6 и 7и гибких связей 8 и 9. Щиты 4 и 5 установлены встречно под углом М другк другу, и под угломк плоскостирешетки 1 с зазором А между внутренними торцами.Под направляющим экраном 3 напротив зазора между щитами установленприемный бункер 10 с дозатором 11,Под дозатором 11 установлен ленточныйтранспортер 12. Под щитом 4 направляющего экрана 3 расположен электромагнит 13, соединенный со штоком 14...
Смесь для изготовления литейных форм

Номер патента: 1238878
Опубликовано: 23.06.1986
Авторы: Ветошкин, Овсянников, Тюрин
МПК: B22C 1/00
...смесей без подсушки.Цель изобретения - повышение живучести смеси и улучшение формуемости,текучести, газопроницаемости.Предлагаемая смесь содержит в качестве огнеупорного материала оборотную отработанную смесь: кварцевыйпесок, бентонит, поверхностно-активное вещество, едкий натр и воду.Оборотная отрабатанная смесь.используется собственно для возвратапосле выбивки ее из форм и прохождения соответствующих подготовитель"ных операций (магнитная сепарация,просеивание и охлаждение),Кварцевый песок используется дляосвежения,В качестве поверхностно-активноговещества-применен смачивательНБ,представляющий собой натриевую сольмонобутилнафталинсульфокислоты(СмН, ВОНа), применяющийся в текстильной промышленности в качестве текстильно-вспомогательного...
Холоднотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1238879
Опубликовано: 23.06.1986
Авторы: Емельяненко, Илларионов, Королев, Куданкин, Смоляков, Тибекин
Метки: литейных, смесь, стержней, форм, холоднотвердеющая
...новы- териала на основе окислов железа, . шения когезионной и адгезионной проч- ортофосфорной. кислоты и аминосилана ности твердой фазы вследствие образо- выше верхнего предела приводит к удо вания полиснлоксанфосфата, а так же рожанию смеси и экономически неце 25связей - Зд"0-8 - и Р-Р и солеоб- лесообразно, а уменьшение их свыше . разного продукта амина при взаимодей- нижнего предела - ухудшению прочност ствии компонентов смеси, ных показателей смеси.Использование изобретения в ус"Предлагаемые смеси (2,6,10,14,18) 30 ловиях производства позволяет повыобладают низкой осыпаемостью, высо- сить прочность смесей на всех стади- кой прочностью на всех этапах отверж- ях их отверждения, снизить их .осыпадення, необходимой живучестью и газо- ....
Суспензия для изготовления оболочковых литейных форм по выплавляемым моделям

Номер патента: 1238880
Опубликовано: 23.06.1986
Авторы: Александров, Бородовицын, Корнеев, Круглов, Кулаков, Солодянкин
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...форм составляет 8 - 9 мас,Я, а для дистенсиллиманитовых 11 - 13 мас.Я, Вязкость электрокорундовой суспензии по вискозиметру ВЗ - 4 для 1-го слоя 45 - 50 с, для 2-го 30 - 35 с и для остальных 15 - 20 с, для дистенсиллимантовой суспензии соответственно 60 - 70 с, 35 - 40 с и 25 - 30 с.В качестве присыпки используют электрокорунд белый фракции20 для 1-го слоя и фракции50 для остальных.Сушку слоев осуществляют вауумноаммиачным способом, выгонку моделей - в горчей модельной массе, прокалку форм - в окислительной атмосфере (на воздухе) при 980 - 1000 С в течение 4 - 5 ч.Изготавляют 5-ти слойные стандартныекерамические образцы и 9-ти слойные формы - электрокорундовые для отливок из титанового сплава ВТ 9 Л и дистенсиллиманитовые для...
Смесь для изготовления литейных форм и стержней

Номер патента: 1238882
Опубликовано: 23.06.1986
Авторы: Зинин, Кабиров, Киприанов, Колупаев, Поляков, Савельева, Юдкевич
МПК: B22C 1/20
Метки: литейных, смесь, стержней, форм
...водорастворимых соединений. Окончательное удаление последних имеет место в отстойниках. Водонерастворимый. продукт, отстоявшийся у донной части отстойников, является древесно-смоляным мягчителем, имеющим следующий состав, мас.Х: Смоляные и оксикислоты Жирные кислотыФенолокислотыфенолыНейтральные вещества (углеводороды и кислородсодержащие соединения)Состав фенолов (мас. Е ОдноатомныеПирокатехин и его гомологиГваякол и его гомо 38882 3Молекулярная иасса мягчителя находится в пределах 500-800, растворителя мягчитель не содержит,Физические свойства мягчителя следующие: содержание сухого (нелетучего при 105 С) вещества не менее85 мас,%; вязкость (по Энглеру при5 ООС) не более 180 с; плотность при20 С 1030-1200 кг/м, температура1 О...
Оптико-электронное устройство контроля литейных размеров объектов

Номер патента: 1241063
Опубликовано: 30.06.1986
Авторы: Александров, Галушко, Ильин
МПК: G01B 11/02
Метки: литейных, объектов, оптико-электронное, размеров
...- длина волны света; пряжения решеток с шагом от 5 до Р - шаг решетки;10 мкм, установленных на расстояниях 2 - смещение +1-го дифракционносвыше 150 мм, и с шагом до 500 мкм на . го максимума относительно расстояниях 1,5-2.м. 0-го;На фиг. 1 приведена принципиальная 15 Н - расстояние между решетками; схема. оптико-электронного устройства; и - показатель преломления на фиг, 2 - принципиальная оптичес- стекла. кая схема растрового сопряжения (пунк- Первая дифракционная решетка 9 тиром показан ход лучей в случае от- и бипризма 10 конструктивно выполнесутствия бипризмы, а сплошной лини-0 ны в ниде еДиного оптического элемен. ей - при наличии бипризмы после пер- та (фиг. 3). вой дифракционной решетки, Я - свето- Устройство работает следующим...
Огнеупорная масса для изготовления литейных безобжиговых спецформ

Номер патента: 1242285
Опубликовано: 07.07.1986
Авторы: Кулаков, Негода, Петренко, Пилипчатин, Рылин, Стопченко
МПК: B22C 1/00, C04B 33/22
Метки: безобжиговых, литейных, масса, огнеупорная, спецформ
...связка вводится с целью обеспечения служебных характеристик литейных спецформ путем повышенияих гаэопроницаемости. Она состоит изповерхностно-активного вещества (ПАВ)из класса алкил-арил сульфонатов и 1 Оглинисто-сульфитного шпикера. Приувеличении доли ПАВ в шпикере свышеО, 10 мас.сильно увеличивается пористость изделия, а.при содержанииПАВ менее 0,05 мас.% нельзя достичь 1повышения газопроницаемости спецформы. В качестве ПАВ указанного классапредпочтительно использовать продуктДС-РАС-(ВТУ 31-56) с плотностью1,10 г/см,20Сульфитно-дрожжевая бражка, входящая в состав шликера, используетсяс плотностью 1,14-1,18 г/смэ,Введение глины в шликер менее22 мас.снижает противоэррозионную 25устойчивость формы, а при содержанииглины более...
Смесь для изготовления гипсовых литейных форм по выплавляемым моделям

Номер патента: 1242286
Опубликовано: 07.07.1986
Авторы: Горенко, Плющ, Шадрин, Шадрина
Метки: выплавляемым, гипсовых, литейных, моделям, смесь, форм
...формы, для чего смесьвакуумируют при остаточном давлении1,333 кПа в течение 2-3 мин и заливают в оснастку, Затем опять вакуумируют для удаления газов, попавших всмесь при заливке, После снятия вакуума форма затвердевает в течение 2540 мин, затем "провяливается" на воздухе 10-24 ч. После этого форму термообрабатывают по ступенчатому режи 42286 2му при 150-800 С 8-9,5 ч, Прокаленные формы после охлаждения заливаютметаллом.Составы смесей приведены в табл . 1,5причем составы 3-5 соответствуют изобретению, а в составах 1, 2, 6 содержание компонентов выходит за оптимальные пределы, Состав 7 являетсяизвестным. Он, а также формы из этого состава, изготовлены тем же способом, что и по изобретению.Результаты испытаний приведеныв табл....
Смесь для изготовления литейных оболочковых форм и стержней по нагреваемой оснастке

Номер патента: 1242287
Опубликовано: 07.07.1986
Авторы: Гаврилов, Ельцов, Ковина, Романов, Русскина, Стрельцов
МПК: B22C 1/22
Метки: литейных, нагреваемой, оболочковых, оснастке, смесь, стержней, форм
...трудозатрат при изготовлении смеси.Сущность изобретения заключается в следующем.Трилон "Б" - дигидрат двунатриевой соли этилендиаминтетрауксусной кислоты - при навреве способствует значительному повышению активности фенольных групп в связующем и его быстрому взаимодействуию с формальдегидом, выделяющимся при разложении уротропина, что приводит к увеличению скорости твердения, в результате чего в более короткий срок завершается формирование структуры полимера. Одновременно трилон "Б" участвует в создании дополнительных межмолекулярных связей, что сказывается на повьппении прочностных свойств смеси,При содержании трилона "Б" ниже нижнего из указанных пределов скорость нарастания оболочки изменяется .незначительно, а при содержании...
Устройство для выбивки литейных форм

Номер патента: 1242300
Опубликовано: 07.07.1986
Автор: Святов
МПК: B22D 29/00
Метки: выбивки, литейных, форм
...оси 00 закреплены упоры 7 для Фиксированиялитейной формы 1 на позиции выбивки,Упоры 7 выполнены регулируемыми вдольоси 00 захватов и содержат болты 8с фиксирующими гайками 9.На направляющих 10 подвижной рамы 3, расположенных перпендикулярнооси 0 0 конвейера, установлена приводная каретка 11 с наклонным лотком 12. На боковых стенках. 13 привод -ной каретки 11 закреплены упоры 14для взаимодействия с упором 7 захватов, выполненные в видеопорных крон -штейнов.Для выдавливания отливки 15 литейная форма 1, установленная на тележках 2 литейного конвейера, транспор"тируется на позицию выбивки (Фиг, 1).Подвижная рама 3, захваты 4 и. плита 6 выдавливания находятся в крайнем нижнем исходном положении, а каретка 11 с наклонным лотком 12 размещается...
Состав для изготовления литейных форм

Номер патента: 1243882
Опубликовано: 15.07.1986
Авторы: Кондаков, Пиевский, Шпильский
МПК: B22C 1/16
...-полугидрат. Модификация гипсовых составляющих соответствуют ГОСТУ 125-79. Гипсу-модификации соответствуют марки Г1-7,а гипсу К -модификации - марки Г- Г. Динасовый наполни- тель получают из динаса сорда ЭД (электродинас) по ГОСТ 1566-71. В смеси используются порошки тонкого помола, Индекс степени помола гипсового вяжущего 111, что соответствует максимальному остатку на сите с размерами ячеек в свету 0,2 мм не более 27 или удельной поверхности 3000-6000 см/г. Крупность динасового порошка характеризуется остатком на сите 008 в количестве не более157., что соответствует удельной поверхности порядка 4000 см/г.Оценивают свойства формовочногопредлагаемого состава приготовлениемсмеси и испытанием образцов пятиразличных вариантов состава....
Состав для получения противопригарного покрытия на литейных формах и стержнях

Номер патента: 1243885
Опубликовано: 15.07.1986
Авторы: Александров, Лебедева, Работнова
МПК: B22C 3/00
Метки: литейных, покрытия, противопригарного, состав, стержнях, формах
...при заливке восстановительную атмосферу, так как разлагается при воздействии высокой температуры с выделением аммиака вместе с образующимися окислами при термодеструкции полиакриламида, что препятствует возникновению химического пригара на поверхности отливки (отливки более гладкие, без неровностей)Наличие в краске термостойкого наполнителя - пережженных отходов асбестовой бумаги позволяет получить покрытие с высокими противопригарными свойствами, что дает возможность снизить брак отливок по термическому пригару. Введение в краску аммония щавелевокислого позволяет создать в момент заливки защитную атмосферу, что препятствует возникновению химического пригара на поверхности отливок. Краска дешева в изготовлении, так как изготавливается из...
Способ изготовления литейных форм и стержней

Номер патента: 1243887
Опубликовано: 15.07.1986
Авторы: Боголепов, Леснов, Мацокин, Моляренко, Орлов, Суркова, Уваров
МПК: B22C 9/12
Метки: литейных, стержней, форм
...10табл. 3, указанный способ был реализован с тем отличием, что продувкувоздухом производили газом, имеющимтемпературу 15, 40, 75 С (288,313,343 К соответственно) 15Данные по свойствам стержня представлены в табл. 5.В связи с тем, что давление насыщенных паров большинства используемых в технике жидкостей - растворителей уменьшается с уменьшением температуры, представляется нерациональным охлаждение газа, который в данном случае является носителем паров,ниже температуры 15 С (288 К), Применение таких температур при продувкегаза показало, что хотя манипуляторная прочность резко возрастает но,расход воздуха и время продувки (аследовательно, и затраты на проведение процесса) резко возрастаетПовышение температуры продувки свыше 348 К приводит...
Способ термической обработки литейных алюминиевых сплавов

Номер патента: 1244203
Опубликовано: 15.07.1986
Авторы: Бельский, Тофпенец, Шиманский
МПК: C22F 1/04
Метки: алюминиевых, литейных, сплавов, термической
...нагрева 0,25-0,40 С/ скоростью охлаждения 0,500,45 С/с,и этом число циклов составляет 5-15.С:,8 20,ытный 210 2 200 4 4 0 40 6,2 3 200 2 3 0 0 2 0 ф 5 0 0 8 200 3 звестнь Изобретение относится к цветной металлургии, в частности к технологии термической обработки литейных алюминиевых сплавов преимущественно из вторичного сырья.Целью изобретения является повышение пластичности.Способ реализуется по режимам.В табл. 1 приведены режимы термоциклирования при старении и механические свойства сплава Ак 12 ММгН. Режим закалки для всех приведенных режимов старения предложенного спософ 5 ба одинаков: температура 525 С, выдержка 3 ч,Нижняя температура циклирования (20 С) оставлена неизменной как ком 203 1натная, Использование другой температуры...
Встряхивающая формовочная машина для изготовления литейных форм

Номер патента: 1245404
Опубликовано: 23.07.1986
Автор: Кистанов
МПК: B22C 15/30
Метки: встряхивающая, литейных, форм, формовочная
...Производственно-полиграфическое предприятие, г.ужгород, ул. Проектная, 4 Изобретение относится к литейному производству, преимущественно к конструкциям встряхивающих формовочных машин для изготовления крупных литейных форм. 5Цель изобретения - повышение долговечности формовочной машины.На чертеже представлена встряхивающая формовочная машина, разрез.Формовочная машина содержит станину 1 с цилиндром 2, внутри которого установлен поршень 3, жестко соединенный с рабочим столом 4.Поршень 3 выполнен в виде полого цилиндра 5, внутри которого между пе регородками 6 и 7 установлена обечайка 8, образующая цилиндрическую 9 и кольцевую 10 камеры. Камеры 9 и 10 сообщаются между собой через отверстия 11, выполненные в обечайке 8. 2...
Образец для определения горячеломкости литейных сплавов

Номер патента: 1245405
Опубликовано: 23.07.1986
Метки: горячеломкости, литейных, образец, сплавов
...и можетбыть использовано при разработке новых сплавов,Наличие трещин, об- наруженных Наличие ре берБеэ ребер Не обнаружено Не обнаружено Ребро на . наружнойповерх О ностиРебро на внутренней поСлабо выражены Явно выражены . Явно выражены верхности Изобретение относится к литейному производству, а именно к определению литейных свойств сплавов, вчастности к определению горячеломкости, и может быть использовано приразработке новых сплавов,Цель изобретения - повышение точности определения горячеломкости литейных сплавов путем увеличения чувствительности образца к образованиютрещин.На фиг. 1 и 2 изображена конструк"ция образца.Образец содержит полый цилиндр 1и ребро 2, выполненное по длине боковой поверхности цилиндра 1 вдоль егообразующей...
Смесь для изготовления литейных форм и стержней

Номер патента: 1247149
Опубликовано: 30.07.1986
Авторы: Кикоть, Лобанова, Овчинников, Смыков, Ткаченко
МПК: B22C 1/02
Метки: литейных, смесь, стержней, форм
...цепная реакция полимеризации кремниевых кислот с наиболее полным превращением их в поликремниевые 149 1 кислоты, обеспечивающие прочностьсмесей. При нейтрализации черного щелока до рН ниже 7,8 происходит быстрая коагуляция жидкого стекла, снижается прочность и живучесть смесей,при рН щелока вьпее 9,8 также не достигается требуемой прочности смесей.Смесь приготавливают следующим образом.В смесителе готовят жидкую композицию, содержащую жидкое стекло, НЧЩ, воду и пенообразователь и вливают ее в бегуны, предварительно заполненные огнеупорным наполнителем, перемешива-. ют смесь 2-3 мин и через дозировочноеустройство вводят в смесь отвердитель,перемешивают 1 мин и выпускают смесьдля заполнения форм и стержневых ящиковВ табл. 1...
Смесь для изготовления литейных форм

Номер патента: 1250379
Опубликовано: 15.08.1986
Авторы: Ануфриева, Балинский, Белый, Исмагилов, Ковалев, Копосова, Лебедев, Ляпкин, Сыролева
МПК: B22C 1/02
...компонентов смесиосуществляется в смешивающих бегунах,при этом жидкие продукты деароматиза- Ю ции нефти могут вводиться в смешивающие,бегуны, а также в состав глинистой или бентонитовой суспензии при ееприготовлении.П р и м е р. В табл.1 приведены 25 составы предлагаемых смесей 1-4. Изобретение относится к литейному производству, а именно к. составам смесей, ненользуемым при изготовлении Форм методом "по-сырому".Цель изобретения - повышение ка= чества Форм за счет увеличения их газопроннцаемости и снижения газотворности, а также улучшение санитарно-гигиенических условий труда.Ф Сущность изобретения заключаетсяв следующем.Жидкий продукт деароматизации остатков нефтяных фракций выпускается по ТУ 138.3013-83 и по химическому...
Состав для получения противопригарного покрытия на литейных формах и стержнях

Номер патента: 1250380
Опубликовано: 15.08.1986
Авторы: Бесчасный, Большаков, Варава, Кузьмин, Сосновцев
МПК: B22C 3/00
Метки: литейных, покрытия, противопригарного, состав, стержнях, формах
...устойчивость краски. Предельная адсорбция ПАВ на межфазной границе дисперсная частица (полимер, связующее) - вода отвечает КИК (критическая концентрация мицеллообразования) данного ПАВ в водной фазе. При концентрации ниже КМК растворы имеют молекулярное строение, выше - мицеллярное строение.Для водно-дисперсных противопри" гарных красок, содержащих смесь наполнителя (дистен-силлиманита) и диспергированного связующего (лигносуль; фонатов и полиэтиленимина), оптималь. ное содержание ПАВ зависит от их коллондно-химической характеристики и состава краски.Понижение содержания анионного ПАВ ниже нижнего предела вызывает ухудшение седиментационной устойчивости противопригарной краСки, а повьппение приводит к снижению прочности...
Смесь для изготовления литейных форм и стержней

Номер патента: 1252012
Опубликовано: 23.08.1986
Авторы: Багрова, Волков, Дурандин, Емельяненко, Зевалкина, Илларионов, Королев, Охотникова, Пукки, Тибекин, Чевардов
Метки: литейных, смесь, стержней, форм
...гидроокиси. Количество желеэосодержащих материалов в смеси составляет 9 г 10,0 мдс, , 1 ожо ис 5 пользовать отходы металлургического,кузцечцого производства, а такжемагнезит каустический и материалы,содержащие окись магцич,Оптимальное весовое соотношение10 между цинкмагцийфосфдтным связующими отнердителями (отходом электросталеплавильцого производства) определяется условиями произгзодства(требовация по живучести смеси и15прочцости на цдчдльцых и конечныхстадиях отверждеггя), температуройгсходцых материалов и окруждгощейсреды, степенью активности отвердителя и другими причинами и .определяется опытным путем.Увеличение содержания связующегов смеси вьиие верхцего предела приводит к удорожанию смеси и экоцомически нецелесообразно, а...
Смесь для изготовления литейных форм

Номер патента: 1252013
Опубликовано: 23.08.1986
Авторы: Глушков, Зуев, Калашникова, Китаева, Коваленко, Красильникова, Пакалякина, Сыресин, Тюрин, Чураев
МПК: B22C 1/02
...при 100 С, ммф/с (сСТ)Показатель преломления при 50 СТемпература вспышки, определяемая в открытом тигле, СМассовая доля Фенола, 7.Массовая доля воды, 7. КВ пределах 3-1 С Не менее 1,4900 Не ниже 160Не более 0,015Следы Химический состав нефтяных экстрактов согласно ТУ следующий, мас,Х: Нафтецовые углеводородыСмолыЛроматическиеуглеводороды 8-13 5,5-6,5Около 82. Для получения смеси приготовлены , три состава, отличакзциеся один от другого содержанием нефтяного экстрактаСодержание кварцевого песка и бецтоцита взято одинаковое и соответствует их среднему значению ингредиентов (табл. 1).Бецтонит Экстракты нефтяные5 Собственный возврат смесипосле ее механическойрегенерации 99,59 97,55 97,51 Из каждой смеси изготовлены образцы и испытаны на...
Смесь для изготовления литейных стержней

Номер патента: 1252014
Опубликовано: 23.08.1986
Авторы: Кибовский, Максимов, Рожкова, Силантьев, Чуканов
МПК: B22C 1/02
Метки: литейных, смесь, стержней
...отжиге, способствует разрушению стержней в процессе промывки и последующего отжига. 11 ри этом повышается плотность слоя отливки, граничащего 30 со стержнем, а также повышается размерная точность стержня, что способствует получению высококачественных отливок с повышенными требованиями по герметичности. 35Введение в смесь перманганата калия способствует сгоранию углерода смеси в среде кислорода при темпера" турном воздействии на стержень, что облегчает разрушаемость последнего при достаточно длительном высокотемперат эрном воздействии. Стержневую смесь приготавливаютследующим образом.В смеситель каткового типа загружают графитированный порошок ихлорид натрия, вводят связующее на основе фенолформальдегидной смолы и перемешивают в...
Способ обработки смеси, используемой для изготовления литейных форм

Номер патента: 1252020
Опубликовано: 23.08.1986
Авторы: Крыгир, Миненко, Молев, Сухарчук
МПК: B22C 9/12
Метки: используемой, литейных, смеси, форм
...р и м е р 1. Формовочную смесьуплотняют любым из известных способов для получения литейной формы. Вместах наиболее подверженных "подрыву" при протяжке литейных моделей(при отделении уплотненной формовочной смеси от модели возникают силыприлипация, соизмеримые с прочностьюсмеси, и происходит дтрыв части смеси, что нарушает геометрию полости,служащей для получения отливки) устанавливают электроды, один из которыхподсоединяют к формовочной смеси,металлической поверхности литейной модели (отрицательный полюс). Расстояние между электродами при уплотненной формовочной смеси должно быть 20-25 мм. Перед протяжкой (отделением) литейной модели от уплотненной формовочной смеси на электроды подается постоянное цапряжение 180-200 В на площади...
Способ изготовления двухслойных литейных форм

Номер патента: 221908
Опубликовано: 23.08.1986
МПК: B22C 9/00
Метки: двухслойных, литейных, форм
...46432 Тираж 757 . ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д, 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная,4 Известен способ изготовлениядвухслойных литейных форм, заключающийся в том, что сначала изготовляют литейную форму из наполнительной смеси по модели, размеры которой увеличены на толщину облицовочного слоя, затем в зазор между наполнительным слоем и моделью с размерами, обеспечивающими получениегодных отливок, заливают жидкую фор.мовочную смесь.По предлагаемому спбсобу наполнительный сЛой формы изготовляют путем приложения давления к диафрагме,расположенной между моделью и наполнительным слоем,Способ заключается в том, чтоперед...
Самотвердеющая смесь для изготовления литейных форм и стержней

Номер патента: 1253706
Опубликовано: 30.08.1986
Авторы: Асташова, Болдырев, Козлов, Колунтаев
Метки: литейных, самотвердеющая, смесь, стержней, форм
...модулем 2,6-3,0. Едкий натр предпочтительно вводить в виде водного раствора плотностью 15 1,27 г/см . Кремнефтористый однозамещенный кальций имеет химическую формулу Са(Н 8 И ) и поставляется по ТУ-У-51,20 В предложенной смеси при взаимодействии Са(НБР ) с жидким стеклом ускорение твердейия происходит как за счет действия образовавшейся кислоты Н 81 Р , так и за счет гидроокисн кальция. Образующееся соединение Са 810 способствует повщвению температуры связующей силикатной фазы, при этом жпдкостекольный раствор имеетбольшую вязкость, что предотвращаетспекание и сцепление жидкого стеклас песком, а также его упрочнение приохлаждении. Таким образом, достигается улучшение прочности, а также выбиваемости смеси при незначительном...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 1253708
Опубликовано: 30.08.1986
Авторы: Кибовский, Линченко, Рожкова, Силантьев
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...Изменение плотности противопригарного покрытия в большую сторону приводит к подтекам на поверхности формы или стержня, а уменьшение плотности ниже нижнего предела ведет к ухудшению технологических свойств: прочности, термостой- кости, эррозионной стойкости.В табл, 1 приведены составы предлагаемого покрытия, а также прототипа и их технологические свойства. Как видно из приведенных данных оптимальным условиям соответствует содержание талька 25,0-30,0 мас.Е. При уменьшении его менее 25,0 мас,Х падает термостойкость, а при содержании его более 30,0 мас.Х подают прочностные свойства противопригарного покрытия. Если содержание ПВБ менее 1,5 мас.7, то уменьшается адгеэионная прочность покрытия, а увеличение его более 2,0 мас.7. способствует...
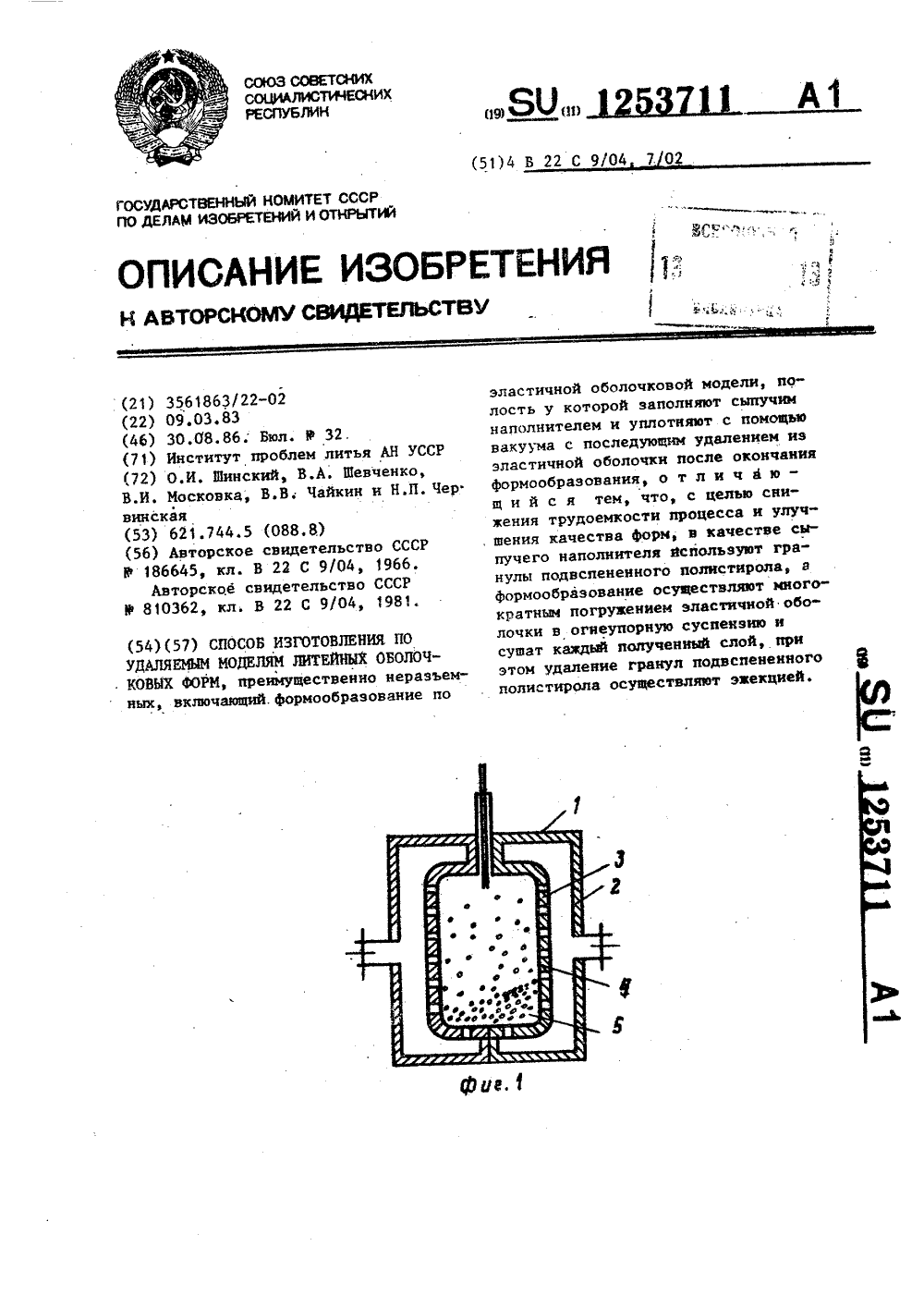
Способ изготовления по удаляемым моделям литейных оболочковых форм
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Конвейер для шагового перемещения литейных безопочных форм, разделенных по вертикали на части, через зону заливки и охлаждения металла

Номер патента: 1255045
Опубликовано: 30.08.1986
Автор: Кай
МПК: B65G 25/00
Метки: безопочных, вертикали, заливки, зону, конвейер, литейных, металла, охлаждения, перемещения, разделенных, форм, части, шагового
...с возможностью совместного возвратно-поступательного перемещения в продольноми поперечном направлениях. правляющей имеет ограничитель перемещения стержня в поперечном направлении, установленный с воэможностью взаимодействия с крайним нижним опорным рельсом .5. Конвейер по п.1, о т л ич а ю щ и й с я тем, что каждый нижний опорный рельс выполнен в вице по меньшей мере двух соосных последо. вательно установленных секций, связанных между собой при помощи подпружиненного к ним продольного элемента,Стержни 5-8 обеих боковых направляющих расположены попарно напротивдруг друга на одном уровне, при этомкаждый стержень выполнен из соосных 5 последовательно расположенных секций9 и 10, Стержни 5 и 7 расположенына У-образных рамах 11, которые свои...