Патенты с меткой «термической»
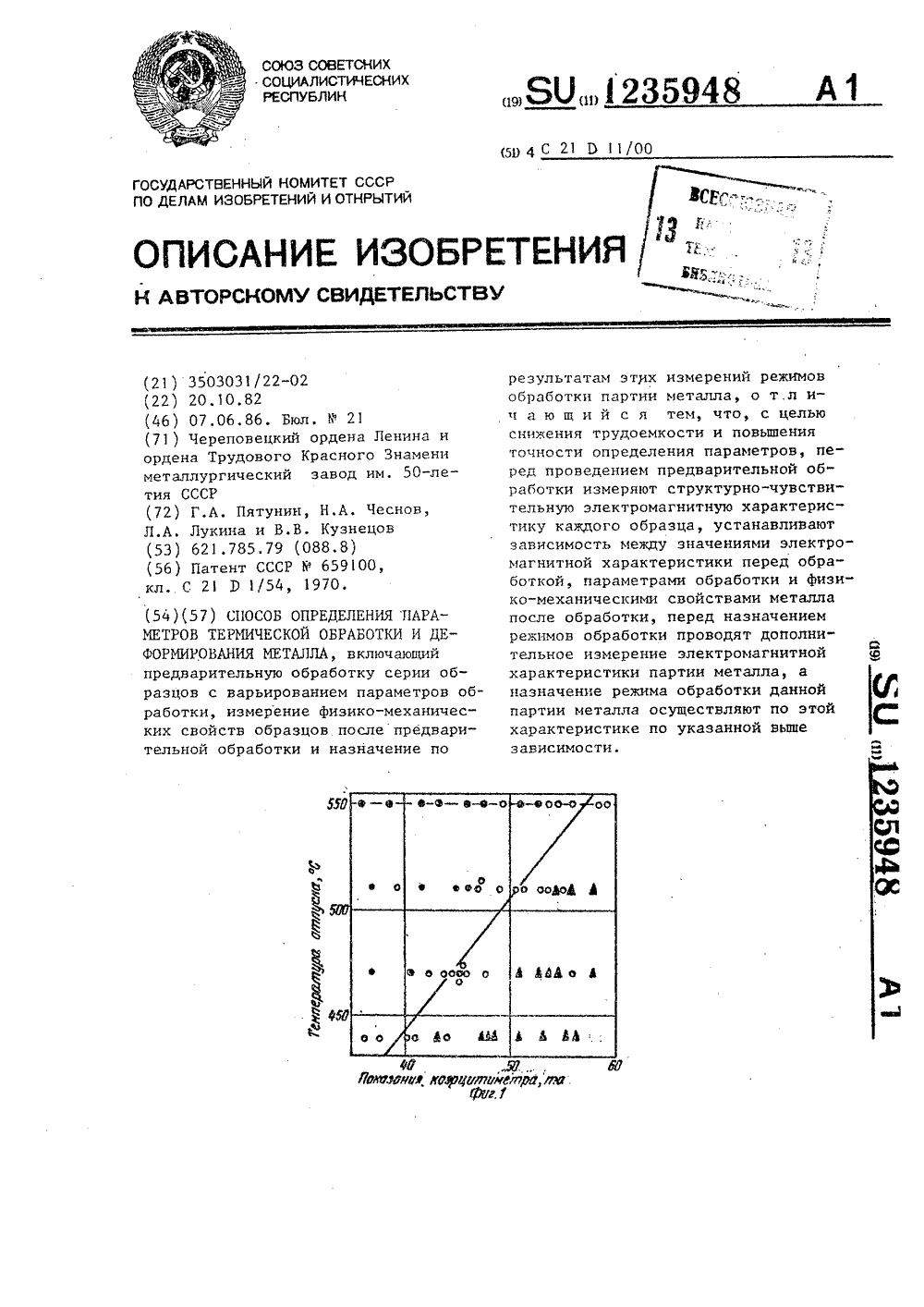
Способ определения параметров термической обработки и деформирования металла
Номер патента: 1235948
Опубликовано: 07.06.1986
Авторы: Кузнецов, Лукина, Пятунин, Чеснов
МПК: C21D 11/00
Метки: деформирования, металла, параметров, термической
...образца состднляютоколо 8 руб. В год испытывают около1050 партий хромистых сталей, Здтраты на реализацию известного способа составляет 8,4 тыс.руб. в год,Для реализации способа после закалки измеряют коэрцитивную силу металла на одном образце размером 10 хОх 150 мм - в лабораторных усло235948 4Для выбора степени деформации поизвестному способу от каждойпартии нужно отобрать 5 - 6проб и прокатать их с различной степенью деформации. Зто требует специального оборудования, и затраты наизготовление одного образца и егоиспытание составляют 33 руб. Приобъеме испытаний около 600 партий10 в год затраты на реализацию способа равны 19,8 тыс.руб. в год, тогдакак затраты на установление экспериментальнОй зависимости приведеннойна Фиг. 2, и...
Многорезаковое устройство для термической резки

Номер патента: 1237341
Опубликовано: 15.06.1986
Авторы: Милинкис, Шишловский
МПК: B23K 7/02
Метки: многорезаковое, резки, термической
...Москва, Ж, Раушская наб д.4/5Производственно-полграфическое предприятие, г.ужгород, ул.Проектная,4 Изобретение относится к газопламенной обработке и может быть использовано в различных отраслях промьппленности при механизированной термической резке листового металла соскосом кромок под сварку,Целью изобретения является повышение качества резки путем стабилизации положения режущего пламени в центральном резаке,На чертеже приведено устройствообщий вид,Устройство содержит закрепленныена приводной каретке не показана)электромагнитные клапаны 1 и суппорт2. На суппорте смонтированы привод 3вращения боковых резаков 4 и поворотный цилиндрический коллектор 5 дляподвода энергоносителей от клапановк боковым резакам 4. Центральныйрезак 6...
Агрегат для термической обработки штанг

Номер патента: 1237715
Опубликовано: 15.06.1986
Авторы: Ахадов, Полихронов, Рыжов, Шляховский
Метки: агрегат, термической, штанг
...шагом, Равным интервалу между рядами шпиндельных бабок, при этом контактные поверхности зажимцых губок выгрузочцых захватов расположены выше Зо уровня загрузочных захватов 1,На неподвижном основании 1 установлены батареи конденсаторов 2, трансформаторы 3, ицдукторы 4,снрейеры 5, закалочцые камеры 6 и коллектор 7 сбора отработаццой охлаждающей жидкости, Между опорами основания 1 ца фундаменте закреплена направляющая 8, по которой перемещается платформа 9 от двигателя 10 через редук 3 123 тор 11 с шестерней 12 и зубчатую рейку 13, закрепленную на платформе 9.По концам платформы 9 в параллельных рядах соосно установлены бабки 14 со шпинделями 15. Бабки имеют воэ можность горизонтального осевого перемещения по направляющим 16 с упорами 17...
Способ термической обработки стальных цельнокатаных железнодорожных и крановых колес

Номер патента: 1237716
Опубликовано: 15.06.1986
Авторы: Башкиров, Башнин, Галкин, Дюбченко, Зайцев, Козловский, Левин, Озимина, Стальнокрицкий, Староселецкий
МПК: C21D 9/34
Метки: железнодорожных, колес, крановых, стальных, термической, цельнокатаных
...либо при помощи специальных приборов, регистрирующих температуру обода.После достижения ободом температурыо320-420 С производят отпуск колес,В таблице представлены результаты обработки колес по предлагаемому способу (В 2 и 3 в таблице, па 237716 2раметры способов У 1 и 4 выходятза предлагаемые пределы)и способупрототипу (11 5).Предлагаемый способ обеспечиваетследующие преимущества,Вследствие увеличения продолжительности Т периода охлаждения происходит повышение твердости ободана глубине 50 мм, На колесах, обработанных по предлагаемому способу,твердость на глубине 50 мм стабильно имеет значения на 5-15 НВ выше,чем при обработке по прототипу.Эа счет подавления выделенийструктурно-свободного феррита по всему сечению обода повышаетсяобщий...
Способ непрерывной термической обработки листовой низкоуглеродистой стали

Номер патента: 1238734
Опубликовано: 15.06.1986
Авторы: Мариус, Стефан, Филипп
МПК: C21D 9/48
Метки: листовой, непрерывной, низкоуглеродистой, стали, термической
...для завершения процессаперестаривания стали.15 Температуру полосы при охлажденииее путем разбрызгивания воды регулируют за счет изменения расхода разбрызгивания жидкости. Расход разбрызгивания жидкости определяют из соот- ношения 23 з -3 е -11 ЮО -ТеЗаказ 3310/61 Тираж 552 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Производственно-полиграфическое предприятие, г. Ужгород. ул. Проектная, 4 Изобретение относится к чернойметалургии, в.частности к непрерывной термической обработке листовоймалоуглеродистой стали.Целью изобретения является устранение волнистости кромок листа.П р и и е р 1. Рулоны холоднокатаной листовой стали толщиной0,5 мм, содержащей 0,14 7...
Способ предварительной термической обработки стальных деталей

Номер патента: 1239169
Опубликовано: 23.06.1986
Авторы: Кенис, Пугачева, Трахтенберг
МПК: C21D 1/78
Метки: предварительной, стальных, термической
...равномерному прогреву образцов по сечению, определяютэкспериментально по равномерностираспределения микротвердости по сечению. Охлаждение после отпуска проводят в воде. Окончательную закалкупроводят аналогично предварительной.Последующий отпуск осуществляют сдлительной выдержкой по известным Режим предварительной термической обработки Т =840+10 С, охлаждениеу, 9Ов воде, Т=350110 С,ь = 10 мин, охлаждениев воде Т =840+10 С, охлаждениев воде, Т =350+10 С, с = 60 мин, охлаждение на воздухе Т=840+10 С, охлаждениеов воде, Т =600+10 С, ь = 60 мин, охлаждение на воздухе (по известному способу) Т=1100+10 С, охлаждениев воде, Т =420+10 С, Г = 60 мин, охлаждение на воздухе (по известному способу) режимам с охлаждением на воздухе,Механические...
Способ термической обработки рельсов

Номер патента: 1239170
Опубликовано: 23.06.1986
Авторы: Гладилин, Ермолаев, Изюмский, Левошич, Левченко, Мильман, Носов, Чабанюк, Чернов
МПК: C21D 9/04
Метки: рельсов, термической
...момент от термического При смещении вс времени начала охлаждения подошвы рельса по сравнению с головкой на 2-10 с достигается выравнивание (взаимная компенсация) на концевых участках рельса изгибающих моментов от термических напряжений в головке и подошве и, как следствие, повышение прямолинейности концов. Ширина предлагаемого диапазона параметров обусловленаразличным распределением металла поэлементам профиля рельсов различныхтипов. При величине смещения во времени начала охлаждения подошвы менее 2 с величина концевых искривлений не уменьшается по сравнению сизвестным споосбом для рельсов типаР 50 и Р 65, имеющих наиболее массивную подошву и наименее массивную головку (37,4% и 34,2 . общей площади 1 Осечения рельса соответственно)....
Устройство для термической обработки сыпучих пищевых продуктов

Номер патента: 1243684
Опубликовано: 15.07.1986
Авторы: Горгодзе, Запертов, Зиракадзе, Кавлашвили, Мамулаишвили, Фоменко
МПК: A23F 3/00, F26B 17/24
Метки: пищевых, продуктов, сыпучих, термической
...относится к устройствам для термической обработки сыпучих пищевых продуктов и может быть использовано в чайной промышленности, в особенности при сушке чайного листа.Цель изобретения - повышение производительности.На фиг.1 показано устройство, общий вид в разрезе; на фиг,2 - перфорированное днище; на фиг.3 - разрез 1 О А-А на фиг,1.Устройство для термической обработки сыпучих пищевых продуктов включает корпус 1 с приспособлениями для подвода и отвода продукта - соответственно патрубками 2 и 3, пружинные амор.тизаторы 4 и вибратор 5. Роль приспособления для подвода воздуха выполняет перфорированное днище 6, а приспособления для отвода воздуха - перфо рированная крышка 7. На перфорированном днище б установлены направляющие 8 для...
Способ термической обработки изделий из порошковой быстрорежущей стали

Номер патента: 1243903
Опубликовано: 15.07.1986
Авторы: Гвоздик, Коц, Панов, Секридова
МПК: B22F 3/24, C21D 1/58, C21D 1/74 ...
Метки: быстрорежущей, порошковой, стали, термической
...чем углерод, поэтому в сплаве .отсутствует взаимодействие углерода с окислами и его уцаление. Поскольку реакция (2) протекает при избытке Н, окислы восстанавливаются более полно, чем в известном способе.Засыпка из порошка карбида титана служит дополнительной мерой для предотвращения обезуглероживанияповерхности стали, поскольку карбид титана содержит в своем составе 0,5-0,6% С, .П р и м е р. Проводилась термическая обработка резцов из порошковой быстрорежущей стали Р 6 М 5. Характеристика исходного стального порошка: фракция 45 мкм; содержание 0 0,55%, С-0,74%.Изделия, помещенные в засыпку карбида титана различной крупности в лодочках нагревают в электропечах сопротивления, через которые пропускают водород с точкой росы 50 С, После их...
Способ термической обработки литейных алюминиевых сплавов

Номер патента: 1244203
Опубликовано: 15.07.1986
Авторы: Бельский, Тофпенец, Шиманский
МПК: C22F 1/04
Метки: алюминиевых, литейных, сплавов, термической
...нагрева 0,25-0,40 С/ скоростью охлаждения 0,500,45 С/с,и этом число циклов составляет 5-15.С:,8 20,ытный 210 2 200 4 4 0 40 6,2 3 200 2 3 0 0 2 0 ф 5 0 0 8 200 3 звестнь Изобретение относится к цветной металлургии, в частности к технологии термической обработки литейных алюминиевых сплавов преимущественно из вторичного сырья.Целью изобретения является повышение пластичности.Способ реализуется по режимам.В табл. 1 приведены режимы термоциклирования при старении и механические свойства сплава Ак 12 ММгН. Режим закалки для всех приведенных режимов старения предложенного спософ 5 ба одинаков: температура 525 С, выдержка 3 ч,Нижняя температура циклирования (20 С) оставлена неизменной как ком 203 1натная, Использование другой температуры...
Способ термической обработки изделий из серого чугуна

Номер патента: 1245602
Опубликовано: 23.07.1986
Авторы: Гугель, Кравчик, Попов
Метки: серого, термической, чугуна
...С 60-180 мин в обезуглероживающей атмосфере. По окончании вьдержки охлаждают детали в печи в обезуглероживающей атмосфере до 550 о650 С. При 550-650 СС закрывают вентиль 11 и открывают вентиль 10 проЭводя таким образом замену обезуглероживающей среды на активную окислнтельную, Вьдерживают детали при 550 о650 С в активной окислительной атмосфере, например в парах водногораствора молибденовокислого аммония,60-90 мин.По окончании вьдержки перекрываютподачу активной среды выгружаютдетали из печи и охлаждают на возду 55 П р и м е р. Проводят обработкуобразцов из серого чугуна маркиС 4 18 10 20 мм по предлагаемому спо, собу и известному. Исходная структура чугуна перлитная. Общее содержание углерода 3,5-3,67 с концентрацией графитовых...
Трубчатая вращающаяся печь для термической обработки

Номер патента: 1245833
Опубликовано: 23.07.1986
МПК: F27B 7/00
Метки: вращающаяся, печь, термической, трубчатая
...термической обработке сырья в трубчатых вращающихся печах, в частности к печам для обжига офлюсованных железорудных окатышей и может быть использовано в химической и цементной промышленности.Цель изобретения - улучшение качества окатышей за счет повышения их основ- ности.На фиг,1 изображена трубчатая вращающаяся печь, общий вид; на фиг. 2 - вид А1 О на фиг. 1, разгрузочная камера печи с устройством для охлаждения окатышей; на фиг. 3 - разрез Б - Б на фиг. 2.Устройство состоит из корпуса 1, бандажей 2, зубчатого венца 3, опорных и упорных роликов 4, привода 5.Устройство для охлаждения окатышей (фиг. 2) состоит из распределительного коллектора, включающего в себя неподвижную часть 6, уплотнение 7 и закрепленную на корпусе печи вращающуюся...
Способ крепления крупногабаритных коленчатых валов при термической обработке

Номер патента: 1245838
Опубликовано: 23.07.1986
Авторы: Боринский, Закалина, Зонов, Казаринов, Палеев, Пильщиков
МПК: F27D 5/00
Метки: валов, коленчатых, крепления, крупногабаритных, обработке, термической
...также касательно к диаметру вала, но в соответствующем указанному направлению, устанавливаются две распорки, образуя замкнутый квадрат, что обеспечивает заневоливание верхней отсеченной части вала, исключая ее продольный 25 изгиб или коробление.Таким образом, способ подвески обеспечивает разделение нагрузки от собственной массы коленчатого вала Я на две части, снижая соответственно и деформацию. Так, нагрузка на участке подвеса нижней части Я составит 0,6 - 0,7 нагрузки от собственной массы Я, что и приведет к снижению величины остаточной деформации растяжения и изгиба щек. Оставшаяся отсеченная часть опирается на хомут нагрузкой массы участка, составляющего 0,3 - 0,4 массы коленчатого вала Я, что аналогично снижает нагрузки сжатия и...
Способ термической обработки хромомолибденованадиевой стали

Номер патента: 1250587
Опубликовано: 15.08.1986
Авторы: Максимович, Слипченко, Третьяк
МПК: C21D 1/78
Метки: стали, термической, хромомолибденованадиевой
...медленном охлаждении после 25изотермической ныдержки часть углерода, неснязавшаяся н период изотермической выдержки в карбид МеС, идетва образование карбида МедС.При отпуске происходит превращение цементита по реакции Ме С - Ме,С,так как н связи с малым пересьпцением твердого раствора термодинамическивыгодно протекание именно этой реакции, зарождение же карбидов МеС прекращается и поянляется возможность Режим термической обработки МПа Закалка с 1220 С;нагрен до 1150 С, выд. 5 мин с переносом в печь на 720 С 30 мин, дальнейшее охлаждение в масле 5 известньй способ) Уменьшение плотности вьщелений приих коагуляции создает условия для ихпостепенной перестройки, приводящейк понижению плотности дефектов вструктуре, а следовательно к...
Установка для термической обработки полых цилиндрических деталей

Номер патента: 1252360
Опубликовано: 23.08.1986
Авторы: Левин, Михайлов, Черноиванов, Шор
Метки: полых, термической, цилиндрических
...электросхемы, поочередно передают вращениеот главного вала 11 к червячномувалу 17 и кулачковому валу 24. Приподключении червячного вала 17 начинают перемещаться ползун 18 икулиса21, которая через тягу 23 тащит засобой каретку 1, При подключении кулачкового вала 24 срабатывает механизм 31 перезарядки изделий, которыйосуществляет съем обработанного изделия 2 и установку в зджимы-толкатели 46 и 47 нового изделия.В начале цикла при включении двигателя электромеханического привода8 срабатывает электромагнитная муфта 16, чем приводится во вращениекулачковый вал 24, который совершаетодин полный оборот. При этом первоначально опускается соединенный сэксцентриком 28 посредством тяги (необозначена) пазовый прижим 29,поворачивая рычаг 33, вал 32 и...
Способ термической обработки инструмента

Номер патента: 1252364
Опубликовано: 23.08.1986
Авторы: Кабанов, Кочнев, Кувшинов, Причисленко, Рябинин, Старых
МПК: C21D 1/78, C21D 6/04, C21D 9/22 ...
Метки: инструмента, термической
...методу.Испытания на износостойкость приводят при нарезании резьбы в деталях из стали 118 Н 9 Т на токарном станке 1 К 62 при частоте вращения шпинделя 200 об/мин. Критерием износа служит геометрическая форма резьбы, проверяющаяся по калибру.Результаты стойкости метчиков, 2 О обработанных различными способами,приведены в таблице. Формула ФПЛВ, наносимых перед обработкой холодом Ко эффициент увеличениястойкости по отношению к метчикам,обработанным по известномуспособу 1,04 1,05 1,45 1,4 1,55 1,55 1,6 1,15 Изобретение относится к области термической обработки стальных деталей, преимущественно инструмента и может быть использовано при обработке деталей, работающих в условиях интенсивного абразивного износа.Цель изобретения - повышение...
Устройство для термической обработки цилиндрических деталей

Номер патента: 1254035
Опубликовано: 30.08.1986
Авторы: Анисимов, Косырев, Любашевский, Сущенко, Херсонский
МПК: C21D 1/42
Метки: термической, цилиндрических
...21, одна из которых расположена параллельно дну 12 лотка 11 выгрузки. Перегородка 20 снабженапружиной 22, обеспечивающей последней возврат в исходное положение,и упором 23, фиксируюшим исходноеположение ее. Закалочцая ванна 9установлена на опорах 24 качения ивращается от привода 25 вращения.Устройство для термической обработки цилиндрических деталей работает следующим образом,Манипулятором (или вручную) обрабатываемая деталь 7 устацанлингется на сменную оправку б шпинделя 3,затем шпиндель приводится во вращение приводом 5 и с помощью привода 4 перемещает деталь 7 н канал индуктора 2, где производится нагрев детали до закалочной температуры. Все вышеуказанные операции производятся в автоматической цикле при крайне правом положении...
Установка для термической обработки проката

Номер патента: 1254037
Опубликовано: 30.08.1986
Авторы: Аржанцева, Гаргало, Хасин, Черненко, Юров
МПК: C21D 1/62
Метки: проката, термической
...кронштейна на ванне 1, и расположенныйцад латкам 13 Г-образный рычаг 4 сзакрепленной на нем планкой 15, Планка 15 с лотком 13 абразу 1 от Ч-образный загрузочцьпл желоб. Рычаг 4 соединен с пиевмацилицдрам 16 черезшток 17, такое выполнение позволяетравномерно без перекосов подаватьпрутки к ячейкам дисков,Установка. работает следующим образам,Прутки 2 трайбаппаратам поочередно падают в приспособление загрузки.Горячий пруток, скатываясь па жела -бу, выравнивается пад тяжестью собственного веса., и при совмещенииячейки диска 11 с лотком 13 срабатывает пцевмоцилкцдр, в результате чего подвижная стенка желоба через рычаг 14 и шток 7 цадгплмается, освобождая пруток который, скатываясьпа латку 13, попадает в ячейку диска 11. После этого...
Способ термической обработки изделий из малолегированной инструментальной стали

Номер патента: 1254039
Опубликовано: 30.08.1986
Авторы: Ершов, Мисюра, Мурга, Некрасова
МПК: C21D 1/04, C21D 1/60, C21D 1/78 ...
Метки: инструментальной, малолегированной, стали, термической
...зональных на прюкений, На машине бапансирного типа проводили испытания обраэцон на износ в условиях сухого трения. Вторым контртелом было кольцо из закаленной стали 40 Х. 25П р и м е р 1. Нагревали шлпфональные валики до 250 С в щелочной ванне в течение 30 с, охлаждали на воздухе промывали и сушили. Охлаждали в жидком азоте в течение 20 с ЗО при напряженности поля 500 кЛ/м. Твердость поверхности образцов составила 60,80,5 НКС, количество остаточного аустенита 18,3+3%, напряжения в поверхностном слое Е:= -210 Мпа, ве совой износ 0,040+0,005 г.П р и м е р 2. Нагревали шлифованные валики до 25 С в щелочной ванне н течение 25 с, охлаждали на воздухе, промывали их и сушили, Охлаждали в жидком азоте в течение 40 с и магнитном поле...
Станок для термической обработки криволинейных поверхностей изделий с нагревом токами высокой частоты

Номер патента: 1255649
Опубликовано: 07.09.1986
Авторы: Гольдштейн, Петраков
МПК: C21D 1/42
Метки: высокой, криволинейных, нагревом, поверхностей, станок, термической, токами, частоты
...датчик 17 мощности, который через преобразователь 18, сравнивающее устройства 19 и усилитель 205 подключен к приводу 9, Напряжениена реверсивный вход сравнивающегоустройства 19 поступает " задающегоусгройтсва 21,Станок работает следующим образа;.,На планшайбе 3 закрепляется кьде"22 с фасон 11 ой пове 1 хностью, сггосктельно которой с заданкьм техноС 1 кческ 11. Заэопсм стаеав 1 иеег.якндуктор 7., Включается вращение,"лана 1 бы ьт 1 р в ца .п 11 тан 1 ;,духтора от источника тока высокойча таты (не показа 1, а чеаеэ спрейср индуктора 7 подается охлаждающаясреда от системь 1 охлаждения (не по 211 казака),Известно, чта мощность в цепи ини"ктара при прочих псстояннъ 1 х уелоэкях зависит от величины зазора между кндуктором к...
Способ термической обработки рельсов

Номер патента: 1255651
Опубликовано: 07.09.1986
Авторы: Барбаров, Бихунов, Жученко, Левченко, Ноженко
МПК: C21D 9/04
Метки: рельсов, термической
...головки нити рельсов с помощью захвата устанавливают металлическую прокладку, Захватом удерживают прокладку эа боковую поверхность и приставляют ее к заднему торцу по центру головки нити рельсов в положение, при котором контур поперечного сечения прокладки не выходит за контур поперечного сечения головки Размеры исходного поперечного сечения прокладки определяют исходя из ширины мели, которая образуется после злектррконтяктной варки торцов рельсов с торцами прокладки, н исходя из условия лсстоянстгя объема прокладки осаживаемой при сварке, При определении ширины щели Ь между сваренными торцами рельсов необходимо учиты 1 255651 4вать, что длина эоны нагрева головки рельса 1=5400 мм, высота рельса от подошвы до его нейтральной линии Ь=81,3...
Устройство для термической обработки рулонной ленты

Номер патента: 1255653
Опубликовано: 07.09.1986
Авторы: Бекесевич, Сулыма, Шпилька
МПК: C21D 9/54
Метки: ленты, рулонной, термической
...вал 3при помощи муфт 5 соединяется собоймами. Пневмоцилиндры 13 поворачивают рычаги 11 с поджимными роликами 12 в крайнее положение, максимально удаленное от оси поворотаобойм 2 (фиг, 2, пунктирные линии),ФПосле этого открывают люк 17 дляввода заправочного конца ленты илюк 18 для вывода заправочного конца ленты из печи и закрепляют конецленты на одном иэ натяжных роликов 7,Включив привод поворота 9, поворачивают обоймы 2 вместе с натяжными роликами 7 до появления натяжного ролика с закрепленным на нем концомленты против люка 18,. После этогоснимают конец ленты с натяжчого ролика 7, выводят его через люк 18 изпечи и закрепляют, например, на приемном барабане.Ведомые шестерни 8 на осях натяжных роликов 7 могут быть установлены с...
Способ термической обработки горячекатаных стальных заготовок

Номер патента: 1257103
Опубликовано: 15.09.1986
МПК: C21D 1/74
Метки: горячекатаных, заготовок, стальных, термической
...медленному охлаждению докомнатной температуры, Поверхностный слой заготовок, находящийсяпод слоем окалины, в результате воздействия агрессивного компонентаподвергается межкристаллитной корро-,зии и насыщению элементами образующимив структуре металла хрупкие соединения,вследствие чего облегчается последующая механическая обработка.Обрабатываемость резанием оценивают средним числом снятых слоев собразца фрезой марки Р 18 до износафрезы. Толщина снимаемого слоя каждый раз одинаковая и составляет0,2 мм. Скорость вращения фрезы иподача постоянные и составляют соот"ветственно 75 и 40 мм/мин. За износфрезы принимают износ режущих кромок на 0,2 мм,Результаты испытаний приведеныв таблице.Механические свойства и микроструктура ст. 45 не зависят...
Способ термической обработки колец крупногабаритных подшипников

Номер патента: 1257105
Опубликовано: 15.09.1986
Авторы: Безкровный, Ефремов, Проходцев, Пчелкина, Скрягин, Ушаков, Швидак, Шепеляковский
МПК: C21D 9/06
Метки: колец, крупногабаритных, подшипников, термической
...высотой 129 мм иэ стали регламентированной прокалнваемости марки ШХ 4 нагревают в печи до 840 С в течение 30 мин, пе; реносят в охлаждающее устройство с закалочным штампом, Рабочая часть штампа состоит иэ секторных сухарей, раздвигаемых внутренним конусом. На- . ружный диаметр цилиндрической поверх" ности, образуемой сухарями, соответствует внутреннему диаметру термически обрабатываемого кольца в холодном состоянии, После установки нагретого кольца на штамп включают пневмогидравлический кран подачи закалочной воды. Воду подают от насоса типа 6 НДВ под давлением 0,2 МПа (2 атм) на все поверхности кольца в течение 16 с. Благодаря усадке при охлаждении закаливаемое кольцо плотно охватывает наружную поверхность сухарей и получает требуемый...
Способ термической обработки литых валков из заэвтектоидной стали

Номер патента: 1257108
Опубликовано: 15.09.1986
Авторы: Аршанский, Воронов, Губерт, Литвиненко, Лучкин, Малиночка, Олихова, Стамбульчик, Филиппенков, Шамонова, Шерстнев
МПК: C21D 9/38
Метки: валков, заэвтектоидной, литых, стали, термической
...при температуре отпуска 500о550 С обеспечиваются выдержками втечение 4 ч. Увеличение времени отпуска или его уменьшение приводятк отрицательным эффектам соответственно для увеличения и уменьшениятемпературы отпуска.Охлаждение от температуры отпуска по предлагаемому способу (навоздухе) в сравнении с известным(охлаждение со скоростью 25 С/ч до200 С и далее на воздухез позволяетсократив длительность цикла термической обработки, сохранить износостойкость рабочего (глубина 30 мм)слоя валка. П р и м е р. С целью сравнения предлагаемого способа с известным в индукционной печи в атмосфере воздуха выплавляли сталь 150 ХНМФ следующего химического состава,. вес.Е:Углерод 1,52Марганец 0,731(ремний 0,48Хром 1,81Никель 1,04Молибден 0,25Ванадий...
Система управления устройством для термической вырезки фланцев

Номер патента: 1258644
Опубликовано: 23.09.1986
Автор: Юсупов
МПК: B23K 9/10
Метки: вырезки, термической, устройством, фланцев
...Выходыэлементов И 28 и 29 через элементИЛИ 30 соединены с входом Т -триггера 13 и входом элемента ИЛИ 31. Второй вход элемента ИЛИ 31 через кнопку 32 связан с входом источника напряжения постоянного тока 33 и сбросавыи входом триггера 13, а выходсо сбросовым входом счетчика 24 иК-входом КЯ-триггера 12, Б-вход.КБтриггера 12 через кнопку 34 связанс входом источника напряжения постоянного тока 33. Прямой выход Т -триггера 13 подключен также к входу блока 35 управления электромагнитом,обеспечивающим переход от внутреннего радиуса вырезки к внешнему,Система работает следующим образом. 5 О 5 20 25 30 35 40 45 50 55 Перед началом работы, в соответствии с толщиной вырезаемого фланца, переключателями 14 и 16 выбирают требуемые частоты...
Способ термической обработки длинномерных изделий из хромоникелевых сталей аустенитно-мартенситного класса

Номер патента: 1258848
Опубликовано: 23.09.1986
Авторы: Гликин, Горохов, Либенко, Михайлов, Михайлова, Огородникова
МПК: C21D 1/26, C21D 6/00, C21D 6/02 ...
Метки: аустенитно-мартенситного, длинномерных, класса, сталей, термической, хромоникелевых
...С, но в данном случае обнаруживается отпускная хрупкость стали,В режиме 1 б ударная вязкость лада"ет до 0,25 мДж/м и появляется камне видный излом, отпуск снижает КСЧ на0,81 МДж/м,Режим 2 соответствует крайнему высокотемпературному пределу предлагаемого способа термической обработки. 15Механические свойства удовлетворяюттехническим условиям. Ударная вязкость после отпуска снижается на0,4 МДж/м 2, биение изделия отсутствует. Температуры отжигов и отпуска 20соответствуют максимально возможнымтемпературам; Т, =800 Т=625,Т =500 С.Для режимов 2 - 4 приводится раз"ное время выдержек при отжигах и отпуске в пределах допустимого: режимс малыми выдержками Т 1 =Т=З че Т 1 ч 1режим со средними по длительностйвыдержками Т, =Т =4,5 ч, Т=З ч; режим...
Способ термической обработки изделия

Номер патента: 1258855
Опубликовано: 23.09.1986
Авторы: Кудрин, Челышев, Червов
МПК: C21D 11/00
Метки: изделия, термической
...закалка стемпературы 880900 С в масле 1500 1200 5 17 400 500 1200 950 7,4 32,4 342 112 1380 1050 6,2 27,0 360 115 Известный ПредлагаемыйГОСТ 18267-82 1106 784 6 25 341 - с 37388 (200 Как видно из прнведенньпь результатов, применение предлагаемого способа по сравнению с известным обесакустической эмиссии постоянного значения (М = сонями, Я = 0), так какуменьшение остаточных напряженийпосле ь = ,( зависимость 1) незначительно, но приводит к существеннымпотерям механических свойств.П р и м е р. Проводят отпуск рельсовой стали на образцах (отрезокрельса Р 65 длиной 600 мм, сталь М 76) 10 после объемной закалки с температуры 880"900 С в масле. Для регистраьции уровня остаточных напряжений вобразцах выполняют проточку вдольшейки. Образец с...
Стол для термической резки листа

Номер патента: 1260127
Опубликовано: 30.09.1986
Автор: Левин
МПК: B23K 37/04, B23K 7/02
Метки: листа, резки, стол, термической
...с помощью сегментов 18. В обойме 15 выполнены радиальные отверстия, в которых размещены 27 2,подпружиненные фиксаторы 19 для опорных стержней 14, удерживаемые от поворота шпонками 20, имеющими возможность взаимодействия с конусом гильзы 16, а на опорных стержнях 14 выполнены кольцевые канавки и для фиксаторов 19 и предусмотрены прокладки 21 для регулирования высоты опорных стержней в рабочем положении.Механизм 13 перемещения опорных стержней 14 содержит силовой цилиндр 22, в котором размещены порщень 23 и штоки 24. На нижнем силовом цилиндре 22 размещена дистанционная втулка 25, с которой связана промежуточная плита 26, служащая крышкой верхнего силового цилиндра 27. В верхнем силовом цилиндре 27 размещен поршень со штоком 28. На концах-...
Устройство для термической резки листового металла

Номер патента: 1260128
Опубликовано: 30.09.1986
Авторы: Жолнерчик, Рубин, Сударенко, Федоров, Черненко
МПК: B23K 7/02
Метки: листового, металла, резки, термической
...прокладками 11,выполненными, например, из асбестового картона.Корпус 12 опорного штыря 2 выполнен из серого чугуна, а еговерхняя часть 13 - из жаростойкого:например иэ чугуна Ж 4 ХЗО.В корпусе 12 опорного штыря 2выполнена полость 14 и газозаборныеотверстия 15Полость 14 соединенас герметичной полостью рамы 1 посредством клапана 16. Последнийимеет термочувствительный привод,представляющий собой (фиг. 1)стержни 17, выполненные из материала, обладающего термической па.ятью, например из титано-никелиевого сплава. Стержни 17 расположеныв полости 14 и закреплены однимконцом на верхней части 13 опорногоштыря 2, а другим - на клапане 16,взаимодействующем с седлом 18 втулки 19.В устройстве для термической резки листового металла по второму 1 О...