Способ прокаливания оболочковых форм для литья по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
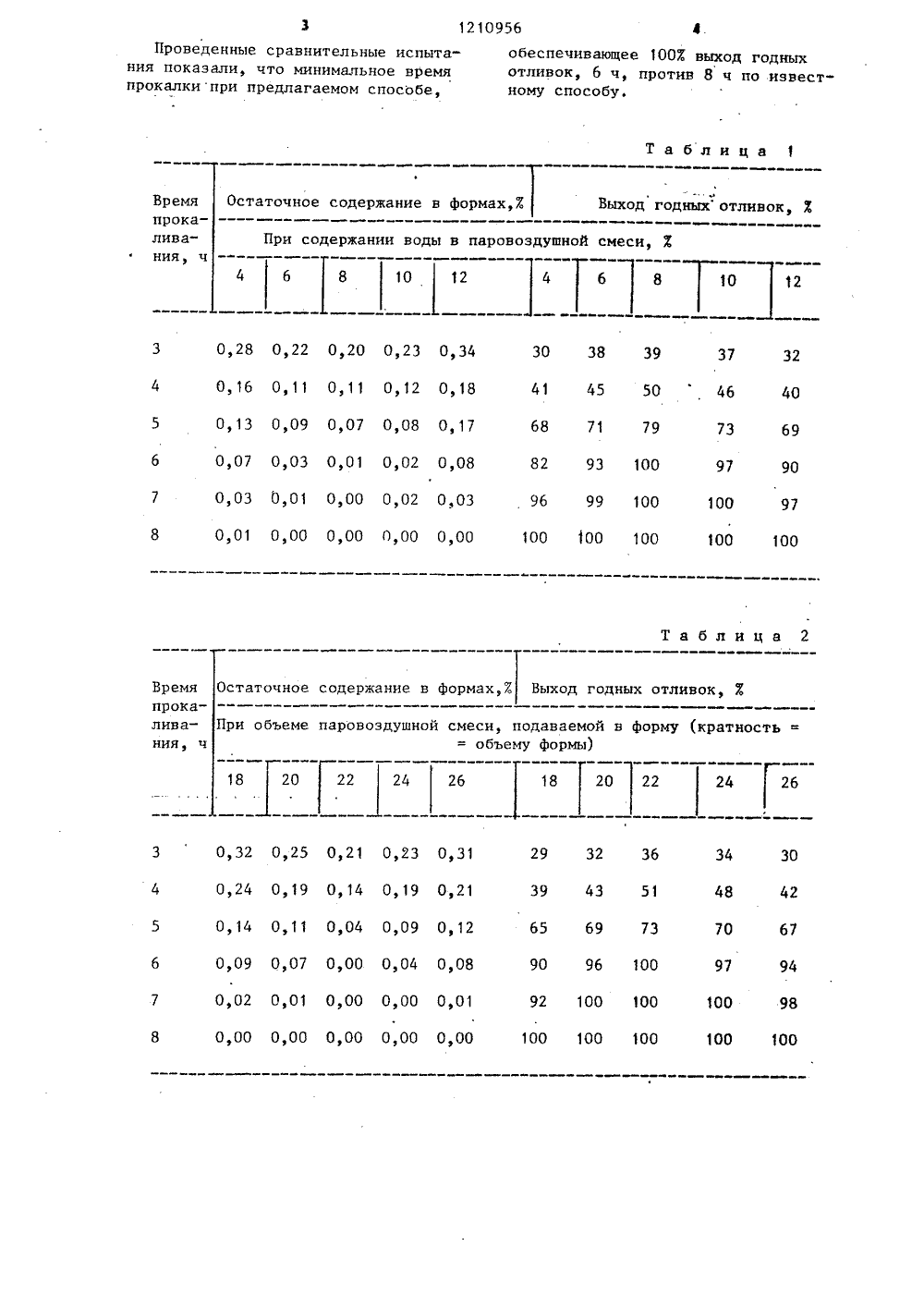
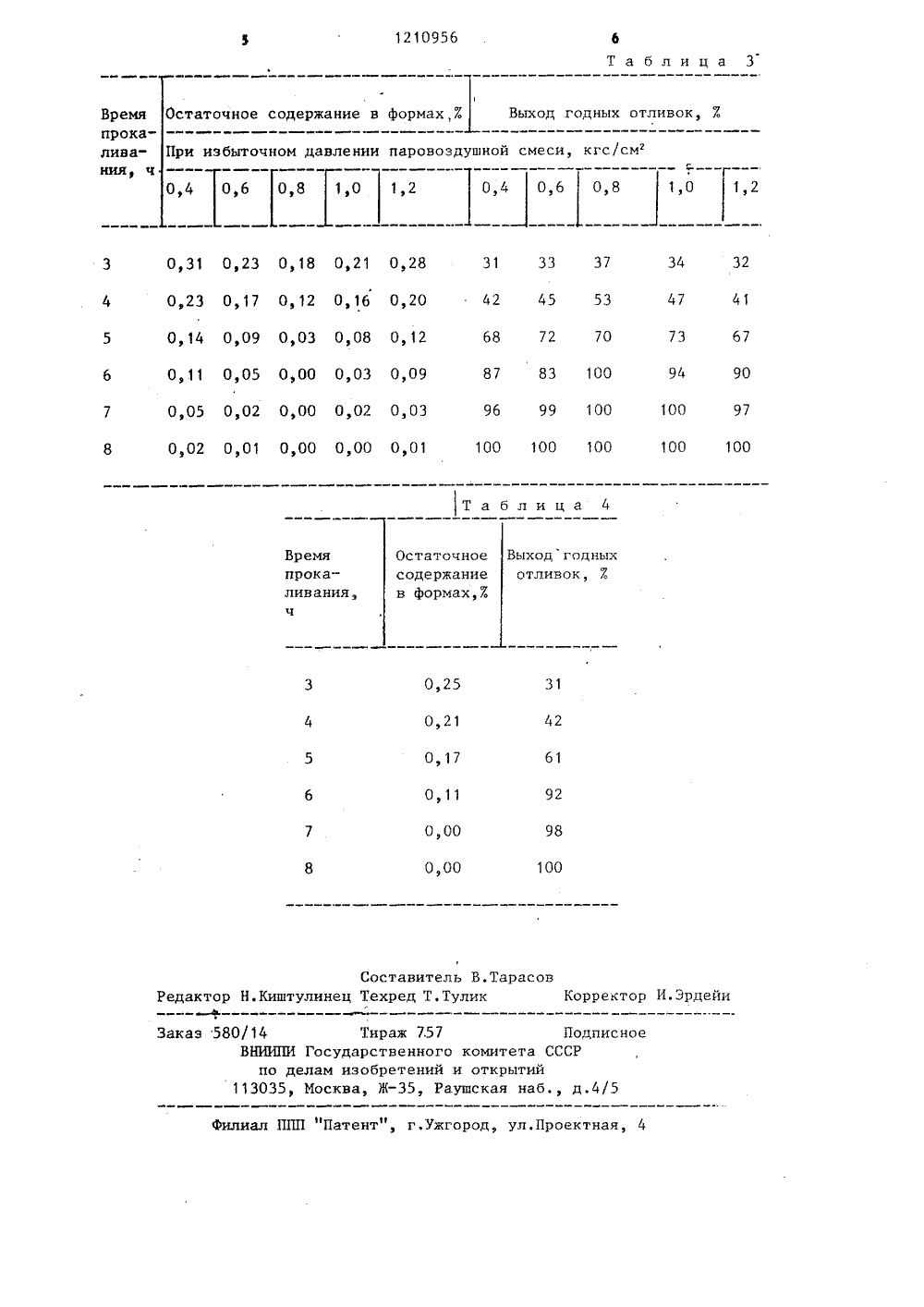
(54) (57) СПОСОБ ПРОКАЛИВАНИЯ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫММОДЕЛЯМ, включающий их нагрев с подачей в полость оболочковой формыокислительной среды, о т л и ч а ю -щ и й с я тем, что, с целью сокращения времени прокаливания, в ка- .честве окислительной среды используют 6-1 ОХ-ную паровоздушную смесь,которую подают под избыточным давлением 0,6-1,0 кг/см в количестве,равном 20-24-кратному объему прокаливаемой формы,АН УССступа,еров 88.8 ССС 1980 ССРЬР ФаМ ГОСУДАРСТВЕННЫЙ КОМИТ ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОПИСАНИ12109Изобретение относится к литейному производству и может быть использовано в литейных цехах, где применяется точное литье по выплавляемым моделям.Цель изобретения - сокращение времени прокаливания оболочковых Форм.Процесс прокаливания керамических форм состоит в следующем. Оболочковые керамические Формы в опорном наполни- теле помещают в предварительно нагретую печь с температурой 650 С. После их последующего нагревания в печи до температуры прокаливания (900 С) с0 целью создания окислительной атмосферы внутри оболочки для более интенсивного сожжения скоксовавшихся модельных остатков и пироуглерода черезстояк в Форму подают паровозцушнуюсмесь с содержанием в ней воцы6-107Окисление углерода, находящегосявнутри формы, протекают по следующейреакции 56 2обьема возможно понижение температуры формы.Была проведена опытно-промышленная проверка предлагаемого способа прокалки. Для этой цели были отобраны одинаковые блоки Форм сложной конфигурации. Прокалка форм по изобретению осуществлялась в следующем порядке.Заформованные в опорный наполни- тель оболочковые формы помещали в предварительно нагретую до 650 С прокалочную печь. Затем печь нагреовали до 900 С. При достижении этой температуры через стояк в каждую Форму подавалась 8 Е-ная паровоздушная смесь под избыточным давлением 0,8 кгс/см в количестве, равном 22-кратному объему прокаливаемой Формы.По известному способу прокалка производилась в следующей последовательности.С + Н 0 + 28 ккал = СО + Н 25 Выделившийся в результате реакции газ СО сгорает в атмосфере печи Содержание воды в паровоздушной смеси менее 6 Е не обеспечивает сокращения времени сожжения органических остатков, находящихся в форме, а увеличение ее содержания в смеси бопее 103 сопровождается отбором тепла, в результате чего понижается температура нагретых Форм.Для проникновения паровоздушной смеси в труднодостуйные участки Формы, что имеет место при прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с температурой в печи 600 С. В период выдержки Форм при этой температуре в течение 45 мин в зону нагрева Форм осуществлялся приток воздушной сме - си на поверхности Форм, После выдержки при указанной температуре формы подавали в высокотемпературную часть печи, где они нагревалисьодо 900 С и выдерживались при этой температуре в течение 1,5 ч.Эффективность предлагаемого способа прокаливания определялась поостаточному содержанию в Формах уг лерода. и выходу годных отливок в соответствии с продолжительностью времени прокаливания и сравшп:алась с полученными аналогичными показателями при известном способе прокалки.Сравнительные результаты прокалки Форм по предлагаемому способу при различных параметрах представлены в таол 1-3,В табл.4 приведены результаты прокалки форм по известному способу. Оптимальное остаточное содержание углерода в Формах, а также выход годных отливок получены при давлении паровоздушной смеси 0,8 кгс/см, содержании воды в паровоздушной смеси ЯЕ.и объеме паровоздушной смеси, подаваемой в форму, равному 22 объемам прокаливаемой формы.1210956 Проведенные сравнительные испытания показали, что минимальное время прокалкипри предлагаемом способе,обеспечивающее 100 выход годныхотливок, 6 ч, против 8 ч по известному способу. Т а блица 1 Остаточное содержание в формах,7. Выход годных отливок, 3 Время прока ливав паровоздушной смеси, Х12 4 6 8 При содержании водыния, ч п Д 4 6 8 10 12 0,28 0,22 0,20 0,23 0,34 30 38 39 37 32 Оэ 16 Ою 11 011 Оэ 12 Оф 18 41 013 Оэ 09 Оэ 07 Оф 08 Ою 17 68 0,07 0,03 0,01 0,02 0,08 82 45 50 , 46 40 71 79 93 100 99 100 003 э 01 ОООО 002 Оэ 03 . 96 0,01 О,ОО О,ОО О,ОО 0,00 100 100 100 Таблица 2 таточное содержание в формах,% Выход годных отливок, Х Время прока орму (кратность = бъеме паровоздушной смеси, подаваемой в1210956 ЬТаблица 3 Выход .годных отливок, 7. Время прока При избыточном давлении паровоздушной смеси, кгс/см ливанияь п,1,0 1,2 06 08 1 О 12 04 0 б 08 32 34 031 023 018 021 028 0,23 0,17 0,12 0,16 0,20 014 Оь 09 003 008 012 011 005 000 003 009 0,05 0,02 0,00 0,02 0,03 0,02 0,01 0,00 0,00 0,01 100 100 100 Остаточное Выход годныхсодержание отливок, 7.в формах,7 Времяпрокаливанияьч 0,25 31 42 0,21 61 0,17 0,11 0,00 98 100 0,00 Составитель В.ТарасовРедактор Н,Киштулинец Техред ТТулик Корректор И.Эрдейи- + Заказ 580/14 Тираж 757 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д.4/5
СмотретьЗаявка
3730409, 24.04.1984
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР
КИРИЕВСКИЙ БОРИС АБРАМОВИЧ, ПРИСТУПА АНАТОЛИЙ ИОСИФОВИЧ, ЧИХАЧЕВ ВАЛЕРИЙ ВАСИЛЬЕВИЧ, КУЦ ЕВГЕНИЙ АЛЕКСАНДРОВИЧ, ОЗЕРОВ БОРИС ГЕОРГИЕВИЧ, АШИХМИНА АНЕЛИЯ НИКИФОРОВНА
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
Опубликовано: 15.02.1986
Код ссылки
<a href="https://patents.su/4-1210956-sposob-prokalivaniya-obolochkovykh-form-dlya-litya-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокаливания оболочковых форм для литья по выплавляемым моделям</a>
Смесь для изготовления литейных форм и стержней, используемых при получении отливок из химически активных тугоплавких сплавов

Номер патента: 1115834
Опубликовано: 30.09.1984
Авторы: Коюда, Малашонок, Носалевич, Симановский, Тютюнников
МПК: B22C 1/06
Метки: активных, используемых, литейных, отливок, получении, смесь, сплавов, стержней, тугоплавких, форм, химически
...связующего могут быть использованы фурановые или фенолформальдегидныесмолы, а в качестве отвердителя -мелкодисперсный порошок сульфоугля(ГОСТ 5696-74),Количество введенного отвердителя зависит от количества связующегоКоличество сульфоугля менее5 мас.7, не обеспечивает необходимуюпрочность иэделий, а в качествесульфоугля более 8 мас.7 не приводитк дальнейшему увеличению прочности,Упрочнение изделий происходит при ихпрокалке. При этом в процессе нагрева отвердителя образуется коксовыйостаток, который обеспечивает структурные связи между наполнителем иуглеродистым выходом связующего, чтоповышает прочность форм и снюкаетих усадку. Коксовый остаток контактаПетрова и сульфокислот составляет2,5-2,87., а коксовый остаток сульфоугля - 707. Низкий...
Виброплощадка для уплотнения в формах строительных смесей

Номер патента: 327994
Опубликовано: 01.01.1972
МПК: B28B 1/087
Метки: виброплощадка, смесей, строительных, уплотнения, формах
...на фцг виброплощадка с взаимно перпен натяжными тросами (в качестве о тяжцых зьеньев использована рормы) . Виброплощадка выполнена в виде фундаментной рамы 1, между торцовыми стороцамц которой натянуты два стальных троса 2. Последние крепятся с одной стороны фундаментной рамы в точках 8, а с другой стороны пропускаются через отверстця 4 этой рамы и поцсоедццяются к натяжной планке 5, которая может перемещаться в направляющих возвратно-поступательно. Натягиваются тросы натяжным приспособлением 6, в качестве которого может быть использован винтовой домкрат.При необходимости количество натяжных тросов может быть увеличе о в зависимости от грузоподъемности виброплошадкц, а отдельные натянутые его отрезки представляю; собой единый трос,...
Способ литья в оболочковые формы из смесей на термореактивных связующих

Номер патента: 1060306
Опубликовано: 15.12.1983
Авторы: Колиенко, Марьянский, Серебро, Цвиткис
МПК: B22D 23/00
Метки: литья, оболочковые, связующих, смесей, термореактивных, формы
...литья, Вследствие этого отпадает необходимость в очистке опорйого материала от отработанной смеси, осо- бенно при использовании для опорного слоя и,огнеупорного наполнителя одного и того же сыпучего материала,.Частичное разрушение отработанной оболочки имеет место и в холодном псевдоожиженном слое. Это относится к тем ее кускам, которые непосредственно контактируют с залитым в форму металлом и вследствие этого нагревают до температуры деструкции связующего и выше. Остальные же части оболочки не разупрочняются и остаются на дне опорного слоя, препятствуя его псевдоожижению.Предлагаемый способ можно реализовать, например, путем предварительного нагрева опорного материала до температуры деструкции связующего и дальнейшего...
Способ контроля полноты отверждения литейных стержней и форм из смесей с термореактивным связующим

Номер патента: 1284682
Опубликовано: 23.01.1987
Авторы: Марьянский, Серебро, Цвиткис
МПК: B22C 9/12
Метки: литейных, отверждения, полноты, связующим, смесей, стержней, термореактивным, форм
...плоскости реза после обработки ацетоном свидетельствует о полном отверждении стержня (формы).Наиболее целесообразно разрезать стер.жень (форму) на две части по сечению,имеющему максимальный эквивалентныйдиаметр, так как именно в этом местенаиболее велика опасность неотверждениясмеси. Погружать отрезанную часть стержня (формы) в ацетон необходимо плоскостью реза вниз, так как другая ориентация плоскости реза препятствует выпадению разъединенных песчиной из неотвержденного объема смеси. В результате образовавшаяся в плоскости реза полость несоответствует истинным размерам неотвержденного ядра стержня (формы). В частности, при погружении плоскостью реза вверхполость в ней не образуется, хотя песчинки в ее центральной части и...
Состав для получения противопригарного покрытия на литейных формах и стержнях при производстве стальных отливок

Номер патента: 1440598
Опубликовано: 30.11.1988
Авторы: Анпилогов, Давыдов, Ильин, Никифоров, Ребельский, Романенко, Степанников
МПК: B22C 3/00
Метки: литейных, отливок, покрытия, производстве, противопригарного, состав, стальных, стержнях, формах
...ипротивопригарных свойств и уменьшитьстоимость покрытия. Наличие в прокаленном остатке высокоогнеупорныхокислов циркония, титана и гафния обеспечивает получение термостойкого покрытия, а снижение стоимости покрытия обеспечивается за счет снижения стоимости огнеупорного наполнителя.Предлагаемый состав для получения покрытия готовится путем смешивания сухих ингредиентов с жидкими и последующего разведения водой до необходимой плотности. Нанесение покрытия осуществляется кистью, окунанием или пульверизатором.Составы покрытий приведены в табл. 1Технологические свойства покрытий оценивались по методикам согласно ГОСТ 10772-78 и приведены в табл . 2.Из даннных табл. 2 следует,. что технологические свойства покрытия находятся на том же...
Предыдущий патент: Способ изготовления оболочковых форм по моделям из вспененного материала
Следующий патент: Вертикально-щелевая литниковая система
Случайный патент: Панорамный томограф