Способ изготовления оболочковых форм по моделям из вспененного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1210955
Автор: Померанец
Текст
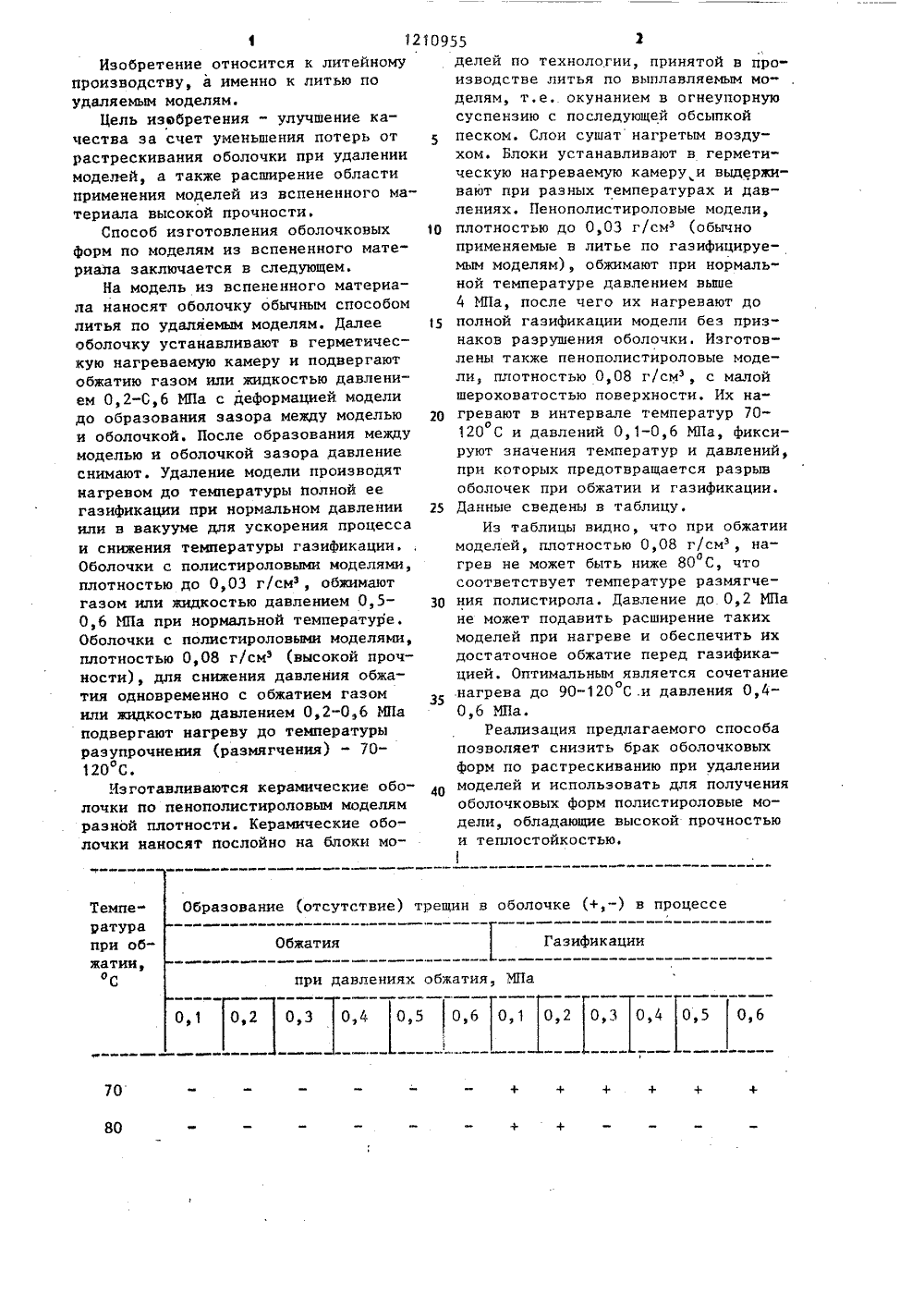
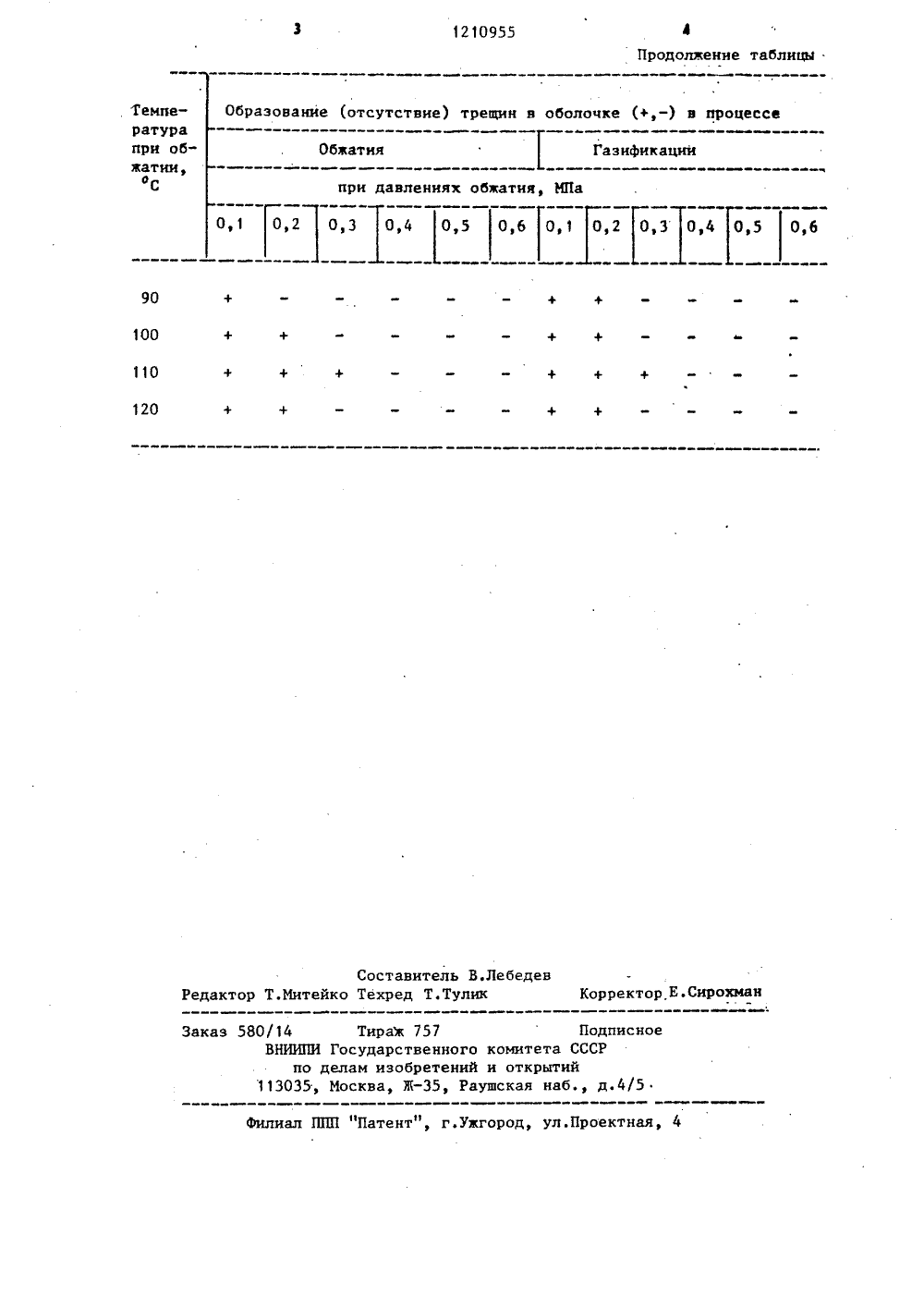
(46) (72) (53) (56) гази стро итье по Машин н 2. Способ пщ и й с я темрения областивспененного ма о тс ценения т роловымток, У лью рмоделысокой сши йи прим тери(54)(57) ЛОЧКОВЫХ НОГО МАТ оболочки удаление вом, о т роч- обности зжатия,лочки г чет снижения давлени нно с обжатием жидкостью прои ературы разуп обом ил водят очнее нагрев ия (разм о темпчения) ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСНОМУ СВИДЕТЕЛЬСТВ 3623638/22-0203.05.8315.02.86. Бюл. У 6А.А,Померанец621.74045:621 744.3(088.8) Степанов Ю,А. и др. Л ицируемым моделям. М, о ние, 1976, с. 44-58.хнологический процесс изготовточных отливок по пенополистимоделям. Информационный лис 79-77, сер. 10-05. 1. СПОСОБ ИЗГОТОВЛЕНИЯ ОБОФОРМ ПО МОДЕЛЯМ ИЗ ВСПЕНЕНРИАЛА, включающий нанесение на модель и последующее моделей из оболочки нагрел и ч а ю щ и й с я тем,что, с целью улучшения кач счет уменьшения потерь от вания оболочки при удалени оболочку устанавливают в г нагреваемую камеру и подве жатию газом или жидкостью 0,2-0,6 МПа с деформацией образования зазора между м оболочкой. астрески моделей рметичну гают обавлением одели до делью иО бразование (отсутствие) трещин в оболочке (+,-) в процессеГазификации Температура при обжатии,С Обжатия при давлениях обжатия, МПа 0,3 04 0,5 0,6 0,1 0,2 0,3 0,4 0,5 О,б 0,1 0,2 70 80 Изобретение относится к литейномупроизводству, а именно к литью поудаляемым моделям.Цель изобретения - улучшение качества за счет уменьшения потерь отрастрескивания оболочки при удалениимоделей, а также расширение областиприменения моделей из вспененного материала высокой прочности,Способ изготовления оболочковыхформ по моделям из вспененного материала заключается в следующем.На модель иэ вспененного материала наносят оболочку обычным способомлитья по удаляемым моделям. Далееоболочку устанавливают в герметическую нагреваемую камеру и подвергаютобжатию газом или жидкостью давлением 0,2-С,б ИПа с деформацией моделидо образования зазора между модельюи оболочкой, После образования междумоделью и оболочкой зазора давлениеснимают. Удаление модели производятнагревом до температуры полной еегазификации при нормальном давленииили в вакууме для ускорения процессаи снижения температуры газификации.Оболочки с полистироловыми моделями,плотностью до 0,03 г/см, обжимаютгазом или жидкостью давлением 0,5 О,б ИПа при нормальной температуре.Оболочки с полистироловыми моделями,плотностью 0,08 г/см (высокой прочности), для снижения давления обжатия одновременно с обжатием газомили жидкостью давлением 0,2-06 ИПаподвергают нагреву до температурыразупрочнения (размягчения) - 70120 С.Изготавливаются керамические оболочки по пенополистироловым моделямразной плотности. Керамические оболочки наносят послойно на блоки мо 10955 2делей по технологии, принятой в производстве литья по выплавляемым моделям, т,е. окунанием в огнеупорнуюсуспензию с последующей обсыпкойпеском. Слои сушат нагретым воздухом. Блоки устанавливают в герметическую нагреваемую камеру,и выдерживают при разных температурах и давлениях. Пенополистироловые модели,10 плотностью до 0,03 г/смз (обычноприменяемые в литье по гаэифицируемым моделям), обжимают при нормаль"ной температуре давлением выше4 МПа, после чего их нагревают дополной газификации модели без признаков разрушения оболочки. Изготовлены также пенополистироловые модели, плотностью 0,08 г/см, с малойшероховатостью поверхности, Их на 20 гревают в интервале температур 70"о120 С и давлений 0,1-0,6 ИПа, фиксируют значения температур и давлений,при которых предотвращается разрывоболочек при обжатии и газификации.25 Данные сведены в таблицу.Из таблицы видно, что при обжатиимоделей, плотностью 0,08 г/см, нагрев не может быть ниже 80 С, чтоосоответствует температуре размягчеЗ 0 ния полистирола, Давление до 0,2 МПане может подавить расширение такихмоделей при нагреве и обеспечить ихдостаточное обжатие перед газификацией. Оптимальным является сочетание.нагрева до 90-120 С .и давления 0,40,6 МПа.Реализация предлагаемого способапозволяет снизить брак оболочковыхформ по растрескиванию при удалении40 моделей и использовать для полученияоболочковых форм полистироловые модели, обладающие высокой прочностьюи теплостойкостью,1210955 Продолжение таблицы Образование (отсутствие) трещин в оболочке (+,-) в процессе Газификации Обжатия прн давлениях обжатия, МПа. Сирохман Корре аказ 580/14 Тираж 157ВНИИПИ Государственного комитетпо делам изобретений и открыт113035, Москва, Ж, Раушская ну Де ал ППП "Патент", г.Ужгород, ул.Проект Температура при обжатии,С 71 ПодписноСССРй П,
СмотретьЗаявка
3623638, 03.05.1983
ПРЕДПРИЯТИЕ ПЯ Г-4967
ПОМЕРАНЕЦ АНАТОЛИЙ АБРАМОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: вспененного, моделям, оболочковых, форм
Опубликовано: 15.02.1986
Код ссылки
<a href="https://patents.su/3-1210955-sposob-izgotovleniya-obolochkovykh-form-po-modelyam-iz-vspenennogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления оболочковых форм по моделям из вспененного материала</a>
Способ измерения плотности жидкостиили газа

Номер патента: 276485
Опубликовано: 01.01.1970
МПК: G01N 9/36
Метки: газа, жидкостиили, плотности
...является повышение точности измерения в широком диапазоне температур и давлений. В соответствии с изобретением эта цель достигается тем, что исследуемой жидкостью или газом заполняют внутренний объем полого крутильного маятника и по зависимости периода колебаний крутильпого маятника от его момента инерций судят о плотности исследуемой жидкости или газа. Как известно, период колебаний крутильного маятника определяется выражением: Маятник может быть выполнен в виде тонкой симметричной оболочки, заполненной исследуемым веществом, тогда1= (рР+т) Ф,.где о - плотность исследуемого вещества; т - объем внутренней полости маятника; т - масса оболочки; 1 т - радиус инерции маятника.Величины т, 1 т, Р и Р для данной конструкции постоянны,...
Способ определения плотности жидкости в дисперсных телах

Номер патента: 1420464
Опубликовано: 30.08.1988
Авторы: Еременко, Серебряков
МПК: G01N 9/02
Метки: дисперсных, жидкости, плотности, телах
...,Р. Г 1 ри приложении нагрузки жидкость выдав. ливается из дисперспого тела, при этом уменьшаются его масса и объем. На каждой ступеньке определяют массу Мь,М Як,Ми объем Чь,Ч.,Уисследуемого тела.Плотность жидкости р. при некотором давлении Р на тело рассчитывают по умешшению массы ЛМ=М - М, и объема ЛЧ =-Ч и Ъ тела на данной ступеньке: 1,=АМ/Ю= (М,- М): (Ч - -Ч)Положительный эффект от использования изобретения дос; игается за счет определения изменения массы и обьема тела в условиях компрессионного воздействия на него, исключения операции определения плотности твердой фазы дисперсного тела, исключения операции высушивания исследуемого тела после каждой ступеньки нагрузки.5Пример. Определение плотности грунтовой воды проводились на...
Устройство для измерения плотности жидкости

Номер патента: 1689795
Опубликовано: 07.11.1991
Авторы: Бойко, Васьковцов
МПК: G01N 9/10
...12 давления формируют истинное значение Объема поплавка 1, Г Оявляется новое значение выходного сигндла преобразователя 3, связанное с иэл енениел 1 условий уравновешивания поплдтгкд 1 элементом 2 уравновешивания иэ-эа изменения плОтности жидкости (измеря мой), Огьел 1 а поплдвка 1 (Обжатие ддвлени;л 1) и изменения ускоре 5 10 15 20 25 30 35 40 45 50 ния свободного падения. Выходные сигналы преобразователей 3, 7 и 12 заводятся соответственно на первые входы вычитателя 8, умножителя 10 и делителя 13 вычислительного блока 9. Последний, основываясь на данных упомянутых блоков, а также с учетом, константы, поставляемой задатчиком 14 на вход умножителя 10, преобразует их в значение плотности жидкости р,од Для компенсации изменения ускорения...
Способ определения изменения плотности жидкостей

Номер патента: 436996
Опубликовано: 25.07.1974
Автор: Глыбин
МПК: G01N 9/28
Метки: жидкостей, изменения, плотности
...в заданном измерительном диапазоне известными методами 1. При нулевой разности давлений в трубках датчика выходной сигнал передатчика 13 микроманомет ра 12 равен нулю, на вход электронного усилителя 15 не поступает сигнал, реверсивный двигатель 9 не работает, а стрелка вторичного прибора 14 находится у нижнего предела шкалы. 15Далее, корпус плотномера или производственный аппарат 16 заполняют контролируемой жидкостью с максимальным значением ее плотности Р"=Рао в выбранном измерительном диапазоне. При этом возникает разность 20 давлений в трубках датчика 1 и 2, так как гидростатическое давление столба контролируемой жидкости, на который погружена длинная трубка 1, р -- Н 1 р" будет больше гидростатических давлений столба...
Способ определения плотности жидкостей и устройство для его осуществления

Номер патента: 1700442
Опубликовано: 23.12.1991
Авторы: Блатов, Васильев, Красовский, Пучинин
МПК: G01N 9/12
...световой поток от светодиода 16 к фотодиоду 17 перекрывался верхним концом непрозрачной шкалы 15 поплавка 1. и закрепляют их в этом положении (уровень Б). При этом выходной сигнал с фотодиода 17 должен быть равен нулю (при свободном прохождении светового потока от светодиода 16 к фото- диоду 17 его выходной сигнал равен максимуму). Эти операции производят один раз при настройке устройства и в дальнейшем они требуются только для периодической поверки устройства и при переходе на другой диапазон измерения с новым поплавком 1,Через входной патрубок 7 подают в устройство непрерывно протекающую исследуемую жидкость. Поплавок 1, находящийся в сосуде 2, частично погружается в исследу510 20 30 35 50 емую жидкость в зависимости от ее...
Предыдущий патент: Способ изготовления литейных форм и стержней
Следующий патент: Способ прокаливания оболочковых форм для литья по выплавляемым моделям
Случайный патент: Фильтр для очистки воды