Архив за 1989 год
Способ изготовления форм вакуумной формовкой

Номер патента: 1470421
Опубликовано: 07.04.1989
Авторы: Бельский, Корнюшкин, Надервель, Рысева
МПК: B22C 9/00
Метки: вакуумной, форм, формовкой
...в простом отключении опок от вакуумной системы. ОЗН, наполнительный материал и отливка легко удаляются иэ опок. Отливку отправляют на дальнейшую очистку, ОЗН и наполнительный материал после отделения от металлических 15 включений поступают на рассев чер з сито с размером ячейки большим, чем максимальный размер частиц ОЗН, и меньшим, чем размер мелкой фракции наполнительного материала. После этого ОЗН и наполнительный материал готовы к последующим циклам получения отливок.П р и м е р 1. В качестве наполнительного материала используют ке рамэит по ГОСТУ с крупной фракцией диаметром 50 мм и молотый керамэит диаметром 15 мм. В качестве огнеупорного зернистого наполнителя используют маршалит с размером частиц 0,05 мм. Пористость...
Литейная форма

Номер патента: 1470422
Опубликовано: 07.04.1989
Авторы: Боровик, Ефимов, Караник, Качанов, Ласовецкий, Пухальский, Семенов, Шейко
МПК: B22C 9/00
...время, когда образуется закристаллизовавшаяся корочка металла по всей поверхности отливки и литниково-питаю " щей системы (эта корочка необходима для предотвращения заливов по стыкам формы и механического пригара при последующем выжимании металла), включается гидроцилиндр 11, перемещающий плунжер 10 в горизонтальном направлении, который через отверстие в корпусе верхней прижимной плиты и прокладку 7 давит на теплоизолирующую вставку 6, а затем и на компенсационный выступ 9 деформируемой прибыли. Теплоизолирующая вставка в месте давления на нее плунжера частично разрушается и жидкий металл через образовавшиеся цели может про никнуть к плунжеру и привариться к нему. Однако благодаря прокладке из жаропрочной ткани этого не...
Способ изготовления отливок по удаляемым моделям

Номер патента: 1470423
Опубликовано: 07.04.1989
Авторы: Ахметзянов, Васин, Евсеева, Карнаухов, Лонзингер, Рысс, Уткин, Чирков
МПК: B22C 9/04
Метки: моделям, отливок, удаляемым
...хорошо смачивается связующим наоснове этилсиликата и жидкого стекла. ОПГЭП - пористый материал с насыпным весом 630-800 кг/м,Использование для первого слоя З 0формы зерен 0,10,315 мм обусловлено. следующим. размер зерна менее0,1 мм не обеспечивает достаточнойпрочности облицовочного слоя формыиз-за растрескивания оболочки присушке. Частицы зерен более 0,315 ммснижают качество поверхности отливоки их точность. Выбор для второго ипоследующих слоев размера частиц обсыпочного материала 0,3151,5 ммсвязан с условием обеспечения минимальной пористости на контакте слоев,частицы больше 1,5 мм увеличиваютпористость контакта, что приводит кснижению прочности формы, частицыменее 0,315 мм не обеспечивают армирования слоя суспензии, что ведет кего...
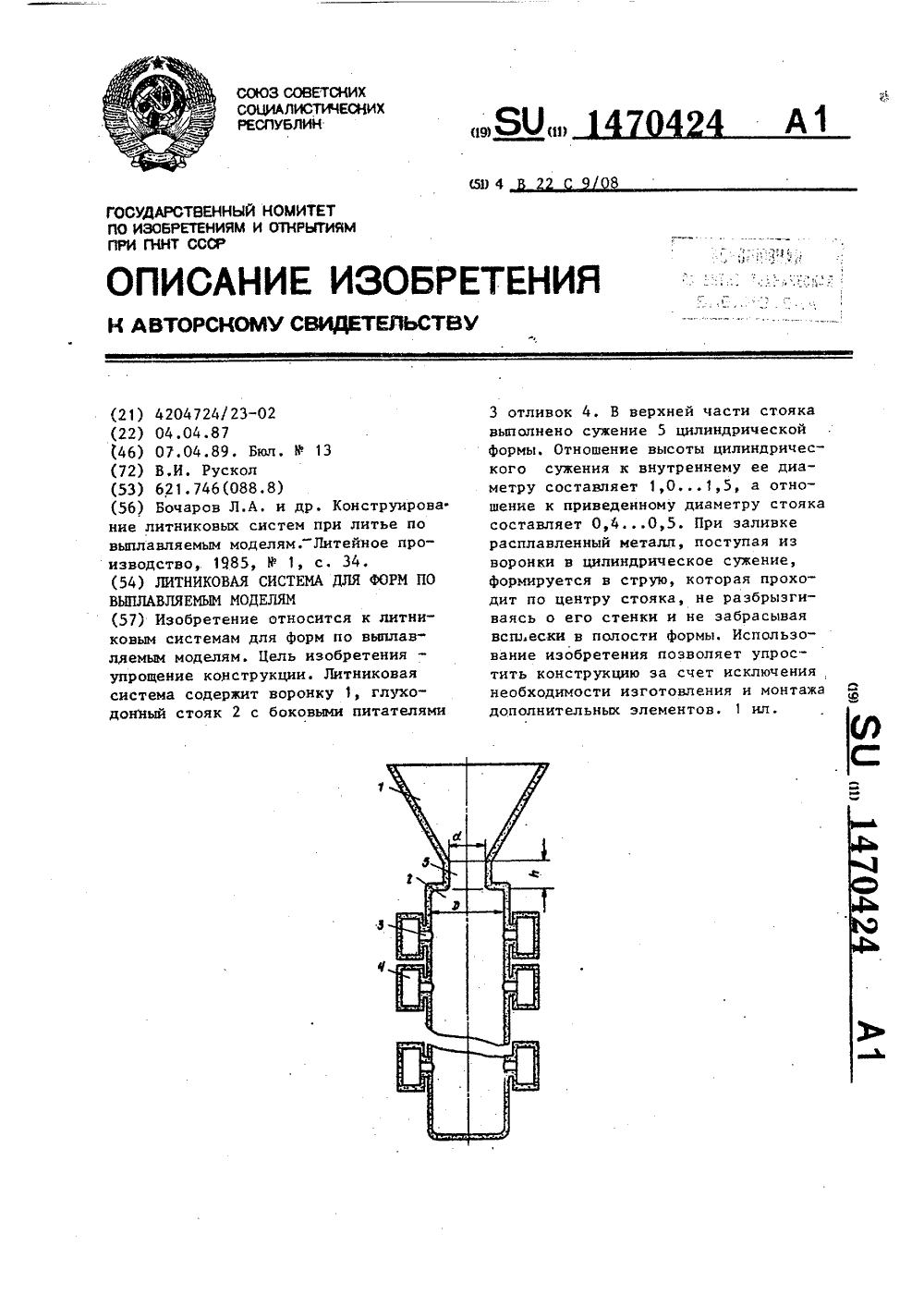
Литниковая система для форм по выплавляемым моделям
Номер патента: 1470424
Опубликовано: 07.04.1989
Автор: Рускол
МПК: B22C 9/08
Метки: выплавляемым, литниковая, моделям, форм
...дополнительных элементов . Формула изобретенияЛитниковая система для форм по выплавляемым моделям, содержащая литниковую воронку, глуходонный стояк с боковыми питателями, о т л и ч а - ю щ а я с я тем, что, с целью упрощения конструкции, в верхней части стояка выполнено сужение цилиндрической формы, причем отношение высоты цилиндрического сужения к внутреннему ее диаметру составляет 1,0 1,5, а отношение диаметра сужения к приведенному диаметру стояка составляет 0,40,5. Ь = 1,25 с 1 и й = 0,45 В,тулова Корректор М. Васильева Заказ 1415/12 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5а Производственно-издательский комбинат "Патент", г.ужгород, ул,...
Стопочная форма

Номер патента: 1470425
Опубликовано: 07.04.1989
Авторы: Варламов, Гришин, Евстигнеев, Рыжиков, Уваров, Фокин, Чернышов
МПК: B22C 9/20
...прибыли и подпитывает металлом нижележащие отливкичерез расплавляющийся стояк. Верхняяотливка подпитывается металлом излитниковой чаши.Выбор количества микрохолодильников зависит от массы отливки, толщины стенки, температуры заливаемогометалла и других факторов, а оптимальное их количество принимаетсяравным 1,0-.3,ОЕ от массы отливки.Для создания гарантированного направленного эатвердевания снизу вверхсоотношение объема микрохолодильников,содержащихся в каждых двух смежных повысоте полостях формы, составляет1:(0,95-0,70).Такое соотношение количества микрохолодильников объясняется следующим. При соотношении меньшем, чем1;0,95, нет гарантии получения плот"ного металла, особенно в осевой зонеотливок, так как не обеспечиваетсянаправленность...
Устройство для двухстороннего прессования литейных форм

Номер патента: 1470426
Опубликовано: 07.04.1989
Автор: Сварика
МПК: B22C 15/02
Метки: двухстороннего, литейных, прессования, форм
...10, контрмодель патрубок 12, Фрезу 13. 15 Устройство работает следующим образом.Опока 14, представляющая собой ,звено пульсирующего вертикально-замкнутого конвейера, поступает под бункер 2, снизу опоки в это время находится верхняя наполнительная рамка 3и шибер 4. В этом положении из бункера 2 в опоку и наполнительную рамку 3, закрытые снизу шибером 4, поступает Формовочная смесь. По заполнении смесью опока совместно с на"полнительной рамкой 3 и шнбером 4перемещается на позицию прессования, 30после чего шибер 4 возвращается в,исходное положение под бункер 2, открывая отверстие наполиительной рамки 3. Вслед за шибером 4, когда формовочная смесь высыпалась в камеру 5, возвращается в исходное положение и наполнительная рамка 3Затем на...
Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий

Номер патента: 1470427
Опубликовано: 07.04.1989
Авторы: Быкова, Гуляев, Дяконюк, Лев
МПК: B22C 23/02
Метки: внутреннюю, краски, нанесения, поверхность, цилиндрических
...9, движется по ней и, достигнув основания зубьев 10, разделяется 50 на два потока, один из которых движется по поверхности зубьев, являющихся продолжением перегородки 9, а другой - по поверхности зубьев, загнутых в сторону краскоподводящего патрубка 4. Тот факт, что в полости цилиндрической камеры образуются три потока краски, сталкивающихся между собой и с потоком воздуха,обуславливает высокую степень перемешивания и усреднения смеси краски с воздухом, что в свою очередь позволяет обеспечить равномерную толщину слоя наносимой краски. После создания в цилиндрической камере 1 достаточного давления начинается процесс распыления смеси краски с воздухом через кольцевую щель, образованную распылителем 6 и центральным отверстием 3...
Слиток

Номер патента: 1470428
Опубликовано: 07.04.1989
Авторы: Бухтеев, Голубев, Зезиков, Кириенко, Кузнецов, Машинский, Шипулин
МПК: B22D 7/00
Метки: слиток
...блюминга при прокатке в первых проходах. Кроме того, ЗО слишком большой радиус закругления приводит к возникновению трещин по ребрам слитка, которые впоследствии переходят на заготовку, что увеличивает брак по поверхностным дефектам. При ширине волнистых поверхностей на гранях менее 0,7 от их ширины образованные этими поверхностями выступы, играющие роль ребер жесткости, находятся близко к центру граней, а крайние участки граней ослабляются и по ним образуются трещины, что увеличивает расход металла 45 на прокат. При глубине волны менее 0,015 от ширины или толщины слитка поверхность граней приближается к плоской, что значительно снижает трещиноустойчивость литейной короч 50 ки слитка и ухудшает качество его поверхности. С другой...
Стержень для получения полых слитков

Номер патента: 1470429
Опубликовано: 07.04.1989
МПК: B22D 7/04
Метки: полых, слитков, стержень
...вертикали под действием продольных усадочных деформаций в затвердевшем вокруг стержня слое металла позволяет выполнять стержень консольным, не входящим вприбыль, что резко улучшает условия работы прибыли - способствует уменьшению усадочных дефектов в осевой части стенки слитка, что особенно важно, так как при изготовлении слитка полым резко увеличивается отношение высоты слитка к толщине, стенки.Материалом упругих элементов является упругая листовая сталь толщиной 0,5-8,0 мм. Толщиной стенки этих элементов и их количеством под секциями обеспечивается их жесткость, при которой они не деформируются под весом секций и давлением столба жидкого металла над стержнем. При толщине стенки деформированных элементов меньше 0,5 мм или больше 8,0 мм...
Способ изготовления полых заготовок

Номер патента: 1470430
Опубликовано: 07.04.1989
Авторы: Арефьев, Горохов, Жулев, Пакало, Петунин
МПК: B22D 7/04
...свойств металла по сечению полой заготовки (табл1).Уровень и однородность ударной вязкости металла поковок из полого слитка массой 12,0 т иэ стали 25 приведены в табл. 1.Толщиной наносимого покрытия можно регулировать теплоотвод от расплава к литейной форме в зависимости от толщины затвердевающей стенки полого слитка. С увеличением этой толщины слей покрытия повьппается. Для практического использования рекомендуется зависимость для определенияполученная в результате обработки опытных данных,Оф 0025 "сфгде С - толщина затвердевающей стенки полого слитка (фиг.1).П р и м е р. Изготавливают полуюзаготовку типа обечайки (наружный диаметр 2240 мм, внутренний диаметр640 мм, длина 3300 мм) из пологослитка массой 140 т из сталя 40.Параметры...
Изложница

Номер патента: 1470431
Опубликовано: 07.04.1989
Авторы: Деревянко, Евстафьев, Кокин, Кулагин, Поляков, Сулима
МПК: B22D 7/06
Метки: изложница
...угол наклона верхней части стенок изложницыувеличивает площадь зеркала жидкогометалла, что способствует лучшемупитанию жидким металлом нижележащихчастей слитка при кристаллизации иполучению усадочной раковины меньшей глубины. Угол наклона менее 107 недает заметного увеличения площадизеркала металла и снижения пористости. Увеличение же угла наклона более 307 не способствует дальнейшему повышению плотности металла в централь ной части слитка, но приводит к появлению закатов на поверхности при прокатке.В таблице приведена величина по" ристости и ликвацнонного квадрата в слитках массой 7,4 т, полученных в изложницах предлагаемой конструкции с конусностью 37. Длина участка Угол Центральная с увеличенным накло- пористость и уклоном на, 7...
Способ получения слитков

Номер патента: 1470432
Опубликовано: 07.04.1989
МПК: B22D 7/12
Метки: слитков
...фурму 9, нижний торец которой устанавливают от поверхности шлакообразующей смеси на поддоне 4 нарасстоянии 30-40 мм. Из разливочного ковша производят заливку жидкойстали, которая, проходя через сифонный канал 5, поступает в изложницу 1 20и, соприкасаясь с покрывающей поддон 4 шлакообразующей смесью, расплавляет ее, образуя жидкий шлак 7.После этого из фурмы 9 производятподачу порошка 10 в потоке газа под 25давлением 0,16-0,18 МПа, при этом 10на внутреннюю поверхность изложницы 1ориентируют через прилегающий к нейслой жидкой стали 6 и жидкого алака 7. 30В результате взаимодействия рассплавленного шлака с относительнохолодной стенкой изложницы 1 на еевнутренней поверхности образуетсязатвердевший шлаковый слой 8 который дополнительно...
Устройство для защиты струи металла при непрерывной разливке

Номер патента: 1470433
Опубликовано: 07.04.1989
Авторы: Есаулов, Лебедев, Николаев, Плискановский, Семенков, Соловьев
МПК: B22D 7/12
Метки: защиты, металла, непрерывной, разливке, струи
...вокруг струи металлаБлагодаря такой организации защиты струи металла обеспечиваетсянеобходимая скорость газа на входев канал стакана, поступление достаточного его количества в полостьстакана и эффективная защита метал,ла на всем протяжении удлиненногостакана,Увеличение верхних пределов болееуказанных величин 0,025) не приводитк существенному повьппению эффективности защиты струи металла, однакозначительно увеличивается расходинертного газа, происходит захолаживание струи металла, увеличиваетсянамораживание его на внутренней поверхности канала стакана, в местестыка верхней и нижней частей стакана и снижается стойкость огнеупорного стакана.При уменьшении нижних пределовпротив указанных величин (0,015) необеспечивается необходимая...
Затравка машины непрерывного литья с роликовым тянущенаправляющим механизмом

Номер патента: 1470434
Опубликовано: 07.04.1989
Авторы: Гельфенбейн, Кудрявцев, Санников
МПК: B22D 11/08
Метки: затравка, литья, механизмом, непрерывного, роликовым, тянущенаправляющим
...чуть больше чем расстояние между роликами тянущенаправляющего аппарата. Ширина 30 гибких лентне превышает длину роликов тянущенаправляющего аппарата машины непрерьвного литья.Между гибкими лентами 2 может устанавливаться упругий элемент 7 (из резины) или надувная камера 8 для создания распорных усилий.для удержания от разрушения корпуса затравки вне машины предусмотрен подвижный замок 9, соединяющий край иие гибкие листы 2.Затравка работает следующим образом.Затравку вводят в машину непрерывного литья с разливочной площадки через кристаллизатор 4 (не раздвигая его), При эатвердевании металла вокруг головной части 1 затравки начинают вытягивание затравки, При этом затравка двкжетоя в направляющих роликах. б и вытягивается с помощью...
Устройство для электромагнитного перемешивания жидкой фазы непрерывнолитых слитков

Номер патента: 1470435
Опубликовано: 07.04.1989
Авторы: Субоч, Тихонов, Трошин, Федотов
МПК: B22D 11/12
Метки: жидкой, непрерывнолитых, перемешивания, слитков, фазы, электромагнитного
...ф перед ярмами 3 и охватывающие концы опорных роликов 1. Выше и ниже опор" ных роликов с намагничивающими катуш- С ками устройство содержит опорные ролики (не показаны), посредством которых вдоль слитка пропускается постоянныи электрический ток. Ступени роликбв контактируют со слитками 5, на жидкую фазу 6 которых воздействует устройство.Устройство работает следующим образом. Катушки 4 возбуждения создают в опорных роликах 1, выполненных со ступенями 2, постоянное магнитное поле, магнитные потоки которого в противоположныхконцах роликов направлены встречно, что позволяет направить об- Ф щий магнитный поток в межполюсное 1 пространство, где располагаются слитки 5. Замыкание общего магнитного потока происходит по ярмам 3, Кроме...
Устройство для электромагнитного перемешивания жидкой фазы непрерывного слитка

Номер патента: 1470436
Опубликовано: 07.04.1989
Авторы: Субоч, Тихонов, Трошин, Федотов
МПК: B22D 11/12
Метки: жидкой, непрерывного, перемешивания, слитка, фазы, электромагнитного
...на магнитныхкронштейных, отделенных от вращающися опорных валков и зафиксированныхс зазором соосно на корпусах подшилников опорных валков. 1 ил,в опорных валках 4 постоянное магнитное поле, магнитные потоки которого в противоположных концах валковнаправлены встречно, что позволяетнаправить общий магнитный поток через слиток 6. Одновременно с магнит".ным потоком вдоль оси слитка пропус-.,кается постоянный электрический ток.При взаимодействии постоянного магнитного поля с постоянным электрическим током в жидкой фазе 7 возникают электромагнитные силы, вызыва-.щцие ее движение. При вытягиваниислитка 6 опорные валки 4 с подшипниками 3 вращаются в корпусах 2, накоторых соосно закреплены кронштей 1, которые остаются вращении опорных в...
Устройство для электромагнитного перемешивания жидкой фазы непрерывного слитка

Номер патента: 1470437
Опубликовано: 07.04.1989
Авторы: Субоч, Тихонов, Трошин, Федотов
МПК: B22D 11/12
Метки: жидкой, непрерывного, перемешивания, слитка, фазы, электромагнитного
...2, размещенные напротив полюсов магнитопровода и выполненные из немагнитного металла, плоские замыкающие ярма 3, катушки 4 возбуждения, расположенные между бочками роликов и ярмами и охватывающие концы опорных роликов 2, Бочки опорных роликов охватывают слиток 5, на жидкую фазу 6 которого воздействует устройство. Посредст" вом опорных роликов 7 по слитку вдоль его оси пропускается постоянный электрический ток.Устройство раб ет следующим образом.Катушки 4 возбуждения создают в опорных роликах 2 постоянное магнитное ноле, магнитные потоки которого в противоположных концах роликов направлены встречно, что позволяет направить общий магнитный поток через1470437 канне магнитного поля между бочкамиопорных роликов вне слитка, что обеспечивает...
Способ получения армированных червячных колес

Номер патента: 1470438
Опубликовано: 07.04.1989
Автор: Потапов
МПК: B22D 13/00, B22D 19/00
Метки: армированных, колес, червячных
...секторов 3, заливочной крышки 4 и направляющей колонки 5, устанавливают полу- ступицы 6 и 7. Изложницу с полуступицами устанавливают на планшайбу 8 заливочной машины (планшайба установлена на шпинделе 9) и посредством элементов крепления в виде тяг 10 контршайбы 11 и гаек 12 фиксируютна планшайбе 8. В полуступицу 6 вводят толкатель 13, приводят изложницу во вращение и через заливочноеотверстие 14 в полость 15 подают 1 расплав бронзы, который по каналу 16 по стрелке Р попадает в зазор между полуступицами 17. Затем смыканиемполуступиц 6 и 7 к средней плоскости, колеса производят жидкую штамповку1470438 обладающие большей несущей способностью (примерно на ЗОБ), что позволяет их испольэовать в грузоподъемных машинах. 17 7 Составитель И....
Способ изготовления центробежнолитых чугунных труб

Номер патента: 1470439
Опубликовано: 07.04.1989
Авторы: Двоскин, Зотов, Найденов, Полищук, Протасов, Семко
МПК: B22D 13/02
Метки: труб, центробежнолитых, чугунных
...поток 7. Затем производят подачу хладоагента в коли- . честве 0,01-0,04 л иа 1 дмф внутрен; ней поверхности трубы через оправку, диаметр которой соответствует внутреннему диаметру формируемой трубы (хладоагент подают на оправку по трубопроводу 8), Из оправки хладоагент 9 через отверстия 10 поступает на внутреннюю поверхность 11 закристаллизовавшейся трубы.Сформированный поток жидкого ме" талла, вращаясь с иеталлоформой, соприкоснувшись своей внутренней по" верхностью с наружной поверхностью оправки, приводит во вращательное движение последнюю. Затвердевание сформированного трубообразного потока жидкого металла происходит как со стороны металлоформы, так и со стороны оправки, при этом металл со стороны оправки в результате ее...
Заливочное устройство для центробежных машин

Номер патента: 1470440
Опубликовано: 07.04.1989
Авторы: Калистов, Огорельцев, Спирин, Тимофеев
МПК: B22D 13/02
Метки: заливочное, машин, центробежных
...потока. Один из нихсливается через сливной носок 1, адругой, протекая дальше по жеЛобу, 30сливается через сливной носок 2До 1 полнительные стенки 5 и 6 дредотвра"щают переплескиьание жидкого металлачерез боковые стенки желоба при из.менении направления его течения.Вследствие смещения заливочногожелоба 7 относительно оси вращающейся Формы 8 достигается уменьшениеугла между траекторией падающего металла и линейной скорости вращающейся Формы в точке падения, благодарячему в значительной мере гасится(уменьшается) гидроудар истекающихструй жидкого металла при столкновении с рабочей поверхностью формы8 и тем самым снижается количествобрызг, а значит, и появление такихвидов брака, как корольки, спаи, предотвращается разрушение формы,...
Литейная форма для отливки сердечника железнодорожной крестовины

Номер патента: 1470441
Опубликовано: 07.04.1989
Авторы: Аптекарь, Иванов, Логвинов, Смирнов, Стеценко
МПК: B22D 15/00
Метки: железнодорожной, крестовины, литейная, отливки, сердечника, форма
...К) Ч = 2,52 град/с. Такая интенсивность теплоотвода обеспечи-вает в рабочем слое (глубиной 12 мм) поверхностей катания острия и усовиков плотную мелкозернистую структуру с высоким значением ударной вязкости. Плотность металла равна 7834 кГ/м , а ударная вязкость (в3литом состоянии) равна 0,335 ИДж/м Благодаря высокой интенсивности охлаждения в структуре литого металла отсутствует карбидная фаза. Этим объясняется высокое значение плотнос" ти и ударной вязкости металла в рабочем слое сердечника в пределах зоны износа.Испытания такой стали показывают, что ее износостойкость (оцененная по потере размеров) в 2 раза выше износостойкости металла сердечников, отлитых в песчано-глинистую форму поизвестной технологии,Облицовочный слой на...
Игольчатый холодильник для отливок

Номер патента: 1470442
Опубликовано: 07.04.1989
Автор: Семов
МПК: B22D 27/04
Метки: игольчатый, отливок, холодильник
...участках с высокой теплопроводностью. Вследствие приоритета в скорости роста эти кристаллы подавляют рост кристаллов, образующихся от торцовых поверхностей стерж" ней-игл, выполненных из малотеплопроводного материала, например высоколегированной стали,за счет чего 25 последующее Формирование "столбчатой структуры происходит в условиях малой конкуренции неблагоприятно ориентированных кристаллов, что обеспечивает условия увеличения поперечных .сечений столбчатых кристаллов.К моменту, когда. температура стержней уравнивается, дальнейший рост сформировавшихся столбчатых кристаллов определяется общим отводом тепла от поверхности раздела твердой и жидкой Фаз, т.е. зависит от теплофизических свойств стенки холодильника в целом, а также от...
Кокиль

Номер патента: 1470443
Опубликовано: 07.04.1989
Авторы: Ахвледиани, Тениешвили, Хидашели
МПК: B22D 15/00
Метки: кокиль
...при этом в стержне выполнена герметичная полость, сообщающаяся с сильфоном. Составитель О.КуцыйТехред А.Кравчук Корректор М.Самборская Редактор В,Данко Заказ 1416/13 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,101 Изобретение относится к литейномупроизводству, в частности к литьюв металлические формы,Цель изобретения - повышение стой 5кости металлического стержня за счетсаморегулирования теплового режима.На чертеже представлен кокиль,поперечный разрез.Кокиль содержит полуформы 1 и 2,металлический стержень 3 и охлаждающую коробку 4,Между охлаждающей коробкой 4,...
Пресс-форма для литья под давлением армированных отливок

Номер патента: 1470444
Опубликовано: 07.04.1989
Авторы: Мартынюк, Проворов, Сибирцев, Силко, Швайковская
МПК: B22D 17/22
Метки: армированных, давлением, литья, отливок, пресс-форма
...работает следующим образом.В закрытом положении пресс-формы перед заливкой металла канал 4 перекрыт стержнем 7, находящимся в выходном отверстии 6 вместе с арматурой 5. Стержень 7 в этом положении заперт замком 9, имеющим два торцовых скоса. Один скос замка 9 взаимодействует со скосом стержня 7, а другой - со скосом упора 10. Промежуточная 18 и выталкивающая 11 плиты связаны между собой поворотной втулкой50 16, при этом выступы 18 втулок находятся в зацеплении с промежуточной плитой 8, а палец 17 - с пазом 15 в начале подъема винтовой части.После заливки металла в форму и выдержки для его кристаллизации пресс-форму раскрывают, Отливка перемещается с подвижной полуформой 3. Толкатель 20 машины перемещает выталкивающую плиту 11 и...
Пресс-форма

Номер патента: 1470445
Опубликовано: 07.04.1989
Авторы: Елисеев, Лавров, Мохно, Руткевич, Сенюков
МПК: B22D 17/22
Метки: пресс-форма
...сферическими шайбами 9 и фиксаторами 10 в гнездах 11 вертикальных рычагов 12. Причем наружный диаметр сферических шайб 9 меньше, чем диаметр расточки гнезда 11.40Каждьй из рычагов 12 имеет направляющие 13, вдоль которых с возможностью перемещения ходовым винтом 14 установлен рычаг 15, имеющий форму скобы. Рычаги 15 имеют возможность 5 вместе с рычагами 12 качаться вокруг оси 16 под воздействием гидроцилиндров 17. Ось 16, состоящая из двух соосных.цапф, принадлежащих каретке 18, смонтирована на направляющих 19, перпендикулярных плоскости стола 1, с возможностью передвижения вдоль направляющих 19 ходовым винтом 20. Выбранное положение каретки 18 на направляющих 19 определяет радиус разъема вкладышей 7. Пресс-Форма работает...
Способ получения слитков

Номер патента: 1470446
Опубликовано: 07.04.1989
Авторы: Петтик, Смирнов, Чернобаева
МПК: B22D 27/08
Метки: слитков
...интенсивности перемешивания расплава, 10 в то время как динамические нагрузки на виброоснование возрастают.Вращение вокруг продольной оси начинают лишь после кристаллизации 0,2-0,3 массы слитка для обеспечения воэможности формирования плотной корковой зоны в слитке. Начинать вращение до кристаллизации 0,2 массы слитка не следует, так как корковая зона еще не успевает полностью зат вердеть. Разрушение корковой зоны нежелательно во избежание загрязнения расплава включениями извне. Начинать же вращение позже кристаллизации 0,3 массы слитка нецелесооб разно, поскольку с началом роста кри-. сталлов и формированием тела слитка затрудняется перераспределение макроликватов в объеме металла и отвод их от корковой зоны. 30Вращение вокруг...
Способ обработки микрохолодильников

Номер патента: 1470447
Опубликовано: 07.04.1989
Авторы: Герштейн, Долгань, Кириевский
МПК: B22D 27/20
Метки: микрохолодильников
...пленки гранулы.Уменьшение дисперсности ниже указанного предела нецелесообразно, таккак реакция восстановления происходит не полно из-за недостаточного 15объема восстановителя, Максимальнаядисперсность восстановителя должнасоставлять не более 10 толщин окисной пленки. Она определена из учетадвух факторов: устойчивого закрепления легко дисперсных частичек восстановителя на грануле и ограниченного ввода элементов восстановителяв расплав. С увеличением дисперсности выше указанного предела частички 25восстановителя не прочно удерживаютсяна грануле и смываются с нее потокомгаза или расплава.При перемещении восстановителяи гранул микрохолодильников в тече- З 0ние времени, меньшем 30 с, не обеспечивается равномерное...
Штамп для обрезки облоя и пробивки отверстий в отливках, полученных литьем под давлением

Номер патента: 1470448
Опубликовано: 07.04.1989
МПК: B22D 31/00
Метки: давлением, литьем, облоя, обрезки, отверстий, отливках, полученных, пробивки, штамп
...ползу (не показано) отливка пружинами 17, отделяе0448 3. Штамп по п.1, о т л и ч а ю -щ и й с я тем, что, с целью повьппения обеспечения надежного захватапресс-остатка и его удаления, он 40 снабжен цангой, установленной нанижней поверхности промежуточнойплиты. з 147 ковых отводов 24 матрицами 13 первич" ной обрезки. При дальнейшем ходе плиты штампа прижимная матрица 13, упираясь своими выступами в выступы нижней плиты 5, опускает ее до упо" ра с постаментом 1, При этом ловители 4 высвобождают свою конусную часть и точно центрируют отделенную отливку, прижимные матрицы 13, дойдя до упора, прекращают поступательное движение относительно постамента за счет сжатия резиновых пружин 19. Далее пуансоны 9 и 10 продолжают поступательное...
Устройство для изготовления наливной футеровки литейной формы

Номер патента: 1470449
Опубликовано: 07.04.1989
Авторы: Вощенко, Коваленко, Кульчицкий, Пелых, Пономаренко
МПК: B22D 41/02
Метки: литейной, наливной, формы, футеровки
...и фиксируют стопор" ными винтами 9. Затем во внутреннюю полость модели 3 на его днище устанавливают груз 5, а в верхнюю часть- элемент 6 жесткости. На верхнюючасть собранной модели (шаблона) одевают корпус фиксирующего приспособления 10 и через воздушный вентиль подают 15 сжатый воздух в эластичный баллон 12, выполненный из особо прочной син" тетической ткани или износостойкой резины.Корпус Фиксирующего приспособле ния 10 с закрепленной в нем моделью (шаблоном) 3 одевают на направляющие 1 штанги и стопорят винтами 11 в край" ием верхнем положении. Затем в корпус 1 формы заливают порцию само твердеющей суспензии, отворачивают стопорные винты 11 и по направляющим штангам опускают корпус Фиксирующего приспособления 10 с моделью...
Стаканчиковая рефрижераторная центрифуга для классификации полидисперсных порошков на узкие фракции

Номер патента: 1470450
Опубликовано: 07.04.1989
Авторы: Балакин, Гилев, Календарьян, Мальцева, Михайлов
Метки: классификации, полидисперсных, порошков, рефрижераторная, стаканчиковая, узкие, фракции, центрифуга
...обеспечивать достижение числа оборотов его от 100 до 6000 об/мин. Это необходимо при классификации порошков с большой степенью полидисперсности (0,5100 мкм), а также суспензий с разной плотностью твердых частиц.Центрифуга работает следующим образом.Полидисперсный порошок, суспендированный в классификационном растворе, загружают в стаканы 3, закрывают их герметичными крышками и устанавливают в ротор 2, закрепив в горизонтальном положении. Прецварительно заполняют охладитель холодиль ным агентом, включают холодильнуюсистему и с помощью терморегулирующего вентиля 16 устанавливают необходимую температуру агента в охладителе 7. Включают привод 17 центрифуги, устанавливают с помощью механизма регулирования частоты вращениянужное число...