B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Устройство для демонтажа микросхем

Номер патента: 1812018
Опубликовано: 30.04.1993
Автор: Мельников
МПК: B23K 1/018
...плоскостью корпуса установлена пружина 4 для сжатия захвата, имеющего небольшой свободный ход пластин 5 и выступы 6 для удержания устройства. А на концах захвата выполнены гребенки 7.Устройство работает следующим обраНадавливая двумя пальцами в выступынажимают на головку винта 3, сжимая 1812018 А 1 ние; при ремонте печатных изобретения:устройствосоный корпус, пружину и занный в виде П-образной ны, установленный на штоке ю продольного перемещения прижимных пластин кордупружину 4 и заводят гребенки 7 захвата 2 между выводов микросхемы. Отпуская головку винта 3, пружина 4 приходит в рабочее положение, давит на корпус 1, пластины 5 которого сжимают захват 2. Специальной насадкой паяльника разогревают одновременно все выводы микросхемы....
Наконечник электропаяльника

Номер патента: 1812019
Опубликовано: 30.04.1993
МПК: B23K 3/02
Метки: наконечник, электропаяльника
...его сплава. 1 ил., 1 табл. греве наконечника происходит оплавление дополнительного слоя 4 из компонента припоя, например, олова или его сплава и быстрое смещение этого слоя с припоем за счет хорошей смачиваемости поверхности, При этом на рабочей части наконечника удерживается определенный объем припоя. В дальнейшем продолжает работу покрытие 3, выполненное из сплава с компонентом при- д поя, обеспечивая стойкость наконечника к СО окислению и длительность его эксплуатации - ь без дополнительного обслуживания. Ь 3Электрохимическое покрытие из олова (" или его сплавов наносится на рабочую поверхность наконечника по покрытию из сплава никеля, железа или кобальта с оловом, Регулирование толщины покрытия осуществляется изменением рабочих...
Клещи для нагрева деталей

Номер патента: 1812020
Опубликовано: 30.04.1993
Авторы: Гавриш, Грановский, Дубинин, Карпенко
МПК: B23K 3/047
...а на секторе 14 закреплен палец 16, имеющий возможность одновременного перемещения по прорези 18 рычага 2 и по прорези 17 планки 11, при этом планка 11 5 установлена с возможностью перемещения в направляющих 19 поперек рычага 2. Причем токоподводящая губка 4 имеет форму диска, а на токоподводящей губке 5 выполнен кольцевой паэ с наклонными стенками, 10 образующими тупой угол между боковыми гранями губки. Угол при вершине 150 О,Клещи работают следующим образом.В нерабочем положении токоподводящие губки 4,5 находятся в сомкнутом поло жении благодаря действию пружины 8. При этом планка 11 еремещается по направляющим 19, одновременно палец 16 начинает перемещаться по прорезям 17 и 18 до упора в специальный зубчатый диск 12, Так как...
Способ наплавки инструмента

Номер патента: 1812021
Опубликовано: 30.04.1993
Авторы: Бобров, Гришин, Забегалов, Красовский, Павлушков, Смычников, Сукачев, Харченко
МПК: B23K 9/04
Метки: инструмента, наплавки
...50,0 мм (СТ Сзованием шестипозициторного типа, Эксперустановлено, что Тмакс дравна 200" С, а коэффицфрез диаметром 25,0 мм550 С; 50 мм - 400 С,По формуле И = К Ттанно количество заготтии: для заготовок фрезМ= 5,5 шт;40,0 мм,751812021 Округляя получили соответственно 6; 3 и 2 заготовки в партии. Таким образом, температура заготовок перед наплавкой очередного валика составила, согласно указанной формулы, для заготовок фрез, диаметром 25,0 мм - 167 С; 40,0 мм - 183 С; 50,0 мм - 200 С,Таким образом, условие ТТмакс со" блюдено. ликов на заготовках, наплавленных предлагаемым способом.Внедрение предлагаемого изобретенияпозволит поднять качество инструмента на 5 25-40, а продолжительность оборудования - на 30-50 ф 6 эа счет повышения доли...
Источник тока для возбуждения и питания дуги

Номер патента: 1812022
Опубликовано: 30.04.1993
Авторы: Качанов, Матвеев, Овсянников, Романовский, Сербин
МПК: B23K 9/06
Метки: возбуждения, дуги, источник, питания
...йе создаются опасные перенапряжения.Описанный процесс будет продолжаться до тех пор, пока через один иэ плаэмотронов не начнет протекать ток от первого 5 или второго 6 трехфазного выпрямителя, Вследствие неидентичности характеристик плазмотронов, обусловленной технологическими разбросами параметров, горение дуги в одном из плазмотронов, например 9, начинается раньше. Это приводит к тому, что напряжение на выходе первого трехфазного выпрямителя 5 существенно снизится ввиду подающей внешней характеристики трехфазного трансформаторного блока 1, напряжение на выходе второго трехфазного выпрямителя 6 останется практически неизменным. В то время, как напряжение на выходе первого однофазного выпрямителя 11 оказывается недостаточным для...
Устройство для сварки в среде защитных газов

Номер патента: 1812023
Опубликовано: 30.04.1993
МПК: B23K 9/173
Метки: газов, защитных, сварки, среде
...10 подачи газа, установленного вне горелки, например на корпусе механизма 2 подачи сварочной проволоки, Прерыватель 10 выполнен нормально закрытым, а рычажный механизм 8 выполнен в виде пластины 11, закрепленной шарниром 12 к корпусу 5 со стороны 13 взаимодействующей с ладонью сварщика. Рычажный механизм 8 подпружинен пружиной 14 и установлен с обеспечением еговыступания за пределы корпуса в нерабочем (фиг.3) и расположения заподлицо с корпусом в рабочем (фиг.4) положениях, с обеспечением взаимодействия с контактами цепи Управления.Корпус 5, в месте размещения рычажного механизма 8 прерывателя подачи газа, снабжен углублением 15, а пластина 11 рычажного механизма 8 выполнена в виде вырезки части корпуса 5, адекватна его ....
Способ удаления вредностей при полуавтоматической сварке в защитном газе

Номер патента: 1812024
Опубликовано: 30.04.1993
Авторы: Бандуркин, Зайцев, Семенов, Стоянов
МПК: B23K 9/173
Метки: вредностей, газе, защитном, полуавтоматической, сварке, удаления
...удаления вредностей при полуавтоматической сварке в защитном газе, например в встроенных в горелку местныхотсосах,Цель изобретения - повышение эффективности удаления вредностей путем исключения их прорыва в рабочую зону.Предлагаемый способ удаления вредностей при полуавтоматической сварке ь защитном газе реализован следующимобразом,Горелка для дуговой сварки с кольцевойгазовой защитой и отсосом пылегазовыделений, содержащая сопло подачи углекислого газа с установленным в нем отсосомсварочных аэрозолей и сварочной проволокой, соединенными с рабочим органом электрододержателя, выполненное конусным свозможностью регулирования угла наклонаи снабженное завихрителем, состоящим из проволоки; В - радиусращения защитного газа,1812024 ФФ...
Устройство для сварки и наплавки

Номер патента: 1812025
Опубликовано: 30.04.1993
Автор: Ульянов
МПК: B23K 9/18
...соосные отверстия 9 и 10 трубок 7 и8 запорного элемента. Ролики 13 и 14 придвижении между ними проволоки 5 наносятрельеф в виде)-образных канавок 18, заполняемых порошковыми частицами. Комбина- .25ция присадочного материала "Проволока +порошок" по осевому каналу 4 через выходное отверстие 3 бункера 1 подается в дугуплазмотрона,В результате воздействия плазменной 30дуги на подаваемый участок с сварочно-наплавочной проволоки 5 с легирующими добавками в сиде частиц порошка 2 в канавкахнанесенного роликами рельефа образуетсяпокрытие нужной толщины в виде перекрывающих друг друга валиков при продольнойподаче плазмотрона.Расширение эксплуатационных возможностей устройства сварки и наплавкипроявляется в надежной транспортировке...
Способ производства сварных прямошовных труб большого диаметра

Номер патента: 1812026
Опубликовано: 30.04.1993
Авторы: Афанасьев, Бучацкий, Винникова, Гутман, Калинин, Коломенский, Лючков, Машинсон, Райчук, Родионова, Рыбаков, Рябов, Ткач, Фурса, Шайтан
МПК: B23K 31/00, B23K 9/23
Метки: большого, диаметра, производства, прямошовных, сварных, труб
...В,Г.Фурса, В,Ф.Рябов, Г,ПБучацкий, А,Б.Калинин, А.А,Рыбаков, В.Н,Ткач, Э.М,Гутман и В.П,Афанасьев з(56) Авторское свидетельство СССР М 1294846, кл. С 21 О 9/08, 1987.Технологическая инструкция ТИ 25201.018 - 86 по производству электросварных газопроводных труб в ТЭСЦХарцызского трубного завода. Изобретение относится к трубному производству, в частности, к способам производства электросварных прямошовных труббольшого диаметра и может быть использовано при изготовлении газопроводных труб,стойких к.сероводородному растрескиванию,Цель изобретения - повышение качества труб путем обеспечения высокой ударнойвязкости и стойкости против сероводородного растрескивания шва при изготовлениитруб из стали, легированной ниобием и...
Электрододержатель для ручной дуговой сварки

Номер патента: 1812027
Опубликовано: 30.04.1993
Автор: Царенко
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...с увелиЧенной головкой, Электрод 1 зажимается, находясь в поперечной канавке 4 головки цилиндрического штыря 2, под действием винта 5,Ток подводится по кабелю 6, электрически связанному с концом трубки 7, приваренной (или припаянной) к раме 3, Сварной кольцевой шов 8 расположен у разьема 10. Наружная рукоятка 9 выполнена из электро- изоляционного материала (например, из шланга Дюрита (резинотканевого),Увеличенная головка винта 5 с боковой поверхности имеет накатку.Электрод 1 различного диаметра устанавливается в поперечной канавке 4 головки штыря 2 подлюбым необходимым углом а относительно продольной оси рукоятки 9 и прижимается торцом винта 5, Ток к электроду 1 подводится от кабеля 6 по трубке 7через рамку 1 и штырь 2.Рамка 3 может...
Приспособление для микроплазменной сварки

Номер патента: 1812028
Опубликовано: 30.04.1993
Авторы: Долгополов, Кудрявцев
МПК: B23K 10/00
Метки: микроплазменной, сварки
...отверстие, в которое вставляется штуцер 3,Подготовку приспособления для микроплаэменной сварки уголка из двух титановых пластин проводят следующим образом,На направляющей 22 основания 7 с помощью рамки подвижного основания 21 устанавливают размер, соответствующий, например, с большей из сторон и фиксируютрамку фиксатором 23,Свариваемую пластину 12 устанавливаВт так, что один ее торец упирается в прижимающуюся пластину 19 прижима 18,Другой конец пластины 12 помещают в промежуток между оформляющим выступом 16 и прижимающей пластиной 14 прижима 1, а затем плотно поджимают к оформляющему выступу 16 прижимающей пластиной 14 с помощью привод 4 26.Перпендикулярно первой свариваемой пластине 12 устанавливают вторую свариваемую пластину 12 в...
Способ получения бурта на валах электроконтактной приваркой проволоки

Номер патента: 1812029
Опубликовано: 30.04.1993
Авторы: Агафонов, Персов, Поляченко, Рыжов
МПК: B23K 11/06
Метки: бурта, валах, приваркой, проволоки, электроконтактной
...и а, обеспечивающих значения относительной деформации проволоки в соответствии с соотношением (4),Интервал значений соотношения (4) определяется необходимостью получения сварного соединения, прочность которого приближается к прочности одного из свариваемых материалов,П р и м е р. Необходимо получить упорный бурт на валу электрической машины типа ДК, Параметры бурта: высота Н2,5 мм; прочность на срез асср300 МПа.Получение упорного бурта осуществляли электроконтактной приваркой проволоки диаметром бп = 5 мм из низкоуглеродистой стали Св - 0,8, Диаметр вала 60 мм, материал сталь 45. В практике высота бурта задается конкретным размером по чертежу детали. Поэтому диаметр проволоки задают исходя из условия подбора минимального припуска на...
Способ контактной сварки

Номер патента: 1812030
Опубликовано: 30.04.1993
Автор: Нурутдинов
МПК: B23K 11/14
Метки: контактной, сварки
...охлаждение околошовнойзоны и создаются равные условия нагревадеталей 2 и 5 без дополнительной подготовки деталей под сварку.Наиболее тепловыделяющим элементом является место контакта деталей 2 и 5между собой. Интенсивное выделение тепла здесь вызывают расплавление слоя торца трубы и слоя поверхности полки 5 собразованием общей расплавленной ванны, С прекращением подачи сварочного тока в конце цикла под давлением Р наэлектроде 3 происходит частичное выдавливание расплавленной ванны с образованием сварочного шва и литого ядра в стыкедеталей 2 и 5. Сильный нагрев околошовнойзоны деталей на изоляции дает повышениекачества рельефной сварки,Расчетное тепловое равновесие нагрева деталей трубного таврового соедйненияуточняется изменением...
Способ электронно-лучевой сварки

Номер патента: 1812031
Опубликовано: 30.04.1993
Авторы: Кабаев, Лямина, Столяров, Язовских
МПК: B23K 15/00
Метки: сварки, электронно-лучевой
...от Асз(конец фазового превращения) до Тн,и,рВ результате такой обработки происходит измельчение зерна аустенита в зоне термического влияния с крупным зерном (образовавшейся ранее при основном сварочном проходе).После сварочного и дополнительного проходов производят второй дополнительный проход, роль которого сгладить шов и уменьшить скорость охлаждения в интервале наимень ей устойчивости аустенита, При втором дополнительном проходе примерно вдвое уменьшают полную мощность и в 3 - 5 раз удельную мощность электронного луча (по сравнению со сварочным проходом).Методика выбора режимов основного (сварочного) и дополнительного проходов заключается в следующемНа первом этапе исследовалось распределение температур в сварном соединении на...
Устройство для электронно-лучевой сварки

Номер патента: 1812032
Опубликовано: 30.04.1993
МПК: B23K 15/06
Метки: сварки, электронно-лучевой
...коллекторной пластиной19, установленной на крышке полукамеры 2,Точность сборки полукамер обеспечиваетсяштырями 20 и конусными пробками 21, установленными в полукамерах 1, 2.Устройство для крепления накладок 5, 6соДрржит втулку 22, разрезную шайбу 23,шарнирно закрепленную на накладке, иболт 24.Для фиксации накладок 5, 6 на полукамерах 1, 2 необходимо ввести втулку 22 вотверстия накладок, установить шайбы 23под головки болтов 24 (поворотом их вокругоси крепления) и затянуть болты 24, Возможны два способа воздействия на уплотняющий шнур 16, заложенный в зазоремежду корпусом камеры вакуумной и свариваемым изделием: с помощью винтов 25,которые, перемещаясь в резьбе, прижмутбраслет 26 к шнуру 16 и герметизируют зазор (фиг, 4),еС помощью...
Способ получения отверстий в алмазных волоках

Номер патента: 1812033
Опубликовано: 30.04.1993
Авторы: Кангун, Михайлов, Павлов, Сенин, Старовойтов, Хейфец
МПК: B23K 26/00
Метки: алмазных, волоках, отверстий
...и волоки обеспечивает сьем материала в пределах энергетической глубины резкости сфокусированного луча, а относительное перемещение волоки вдоль оси лазерного луча обеспечивает последовательный съем риала волоки по глубине и формиров канала.Для волок наиболее важной является входная распушка, которая имеет большую протяженность (до 2/3 высоты волоки), Поэтому формообразование этой поверхности следует вести с наиболее благоприятными условиями для испарения материала, удаления мельчайших осколков и крена, Такие условия можно создать при использовании импульсно-периодического излучения и нижнего расположения входной распушки в процессе обработки.Уменьшению шероховатости формируемого отверстия способствует сообщению лучу лазера вращения в...
Зажим

Номер патента: 1812034
Опубликовано: 30.04.1993
Авторы: Базлов, Лукомский, Школьников
МПК: B23K 37/04
Метки: зажим
...Планка 7, выполняющая роль фиксатора, установлена на оси второго шарнира 8, Для исключения самопроизвольного выпадения валика 6 из пазов, планка 7 подпружинена (притянута) к основанию 1 пружиной 9, В нижней части основания 1 имеются боковые направляющие, по которым может перемещаться упор 10, осуществляющий дополнительную базировку зажимаемой детали по лыскам 11.Зажим может иметь одно открытое, нерабочее, и два или более закрытых, рабочих положений, определяемых положением валика 6 в пазах планки 7. Первое, нижнее - соответствует открытому, нерабочему положению захвата. В этом положении зажимаемая деталь вставляется в призму захвата.Второе, среднее - соответствует закрытому положению с минимальным, нулевым усилием поджатия детали в...
Сборочно-сварочный агрегат

Номер патента: 1812035
Опубликовано: 30.04.1993
Авторы: Богородицкий, Волощук, Квитковский, Тиньков
МПК: B23K 37/04
Метки: агрегат, сборочно-сварочный
...шва 50 и кассеты со25 сварочной проволокой 51.Гидростанция 6 состоит из насоснойстанции и панели управления, соединенныхмежду собой и кромковыравнивателями 2 и3 с помощью трубопроводов и рукавов,ЗО Агрегат сборочно-сварочный работаетследующим образом,Контейнер агрегата цеховыми грузоподьемными средствами подается к монтажному соединению и размещается вконце монтажного соединения. Агрегат вы-катывается из контейнера на тележке и перемещается в начало монтажногосоединения и устанавливается в рабочее положение. После чего оператор крепит на40 агрегат копир - ролики 13, нижние упоры 35кромковыравнивателей 2 и 3, ползун 50, кассету 51 и подключает агрегат с помощьюгибкого энергоподвода к контейнеру. Управление агрегатом осуществляется с цент...
Установка для сварки

Номер патента: 1812036
Опубликовано: 30.04.1993
Авторы: Билая, Голубев, Малашко, Малкин, Пестунов
МПК: B23K 37/04
Метки: сварки
...разрез Г-Г нэ фиг. 5, на фиг, 7 - фрагмент 1 взаимного расположения хвостовика шпинделя сцепного устройства; нэ фиг, 8 - вид по стрелке Д на фиг, 7 сборку на хвостовик шпинделя и сцепного устройства); на фиг. 9 - разрез места сцепления сцепного устройства с хвостовиком шпинделя; на фиг, 10 - изготовляемое изделие; на фиг, 11 - то же, план; на фиг, 12 - фрагмент взаимодействия хвостовика шпинделя и сцепного устройства при их сближении; на фиг. 13 - вид по стрелке Д на фиг, 12,Установка сборки и сварки, стержневыхдеталей состоит из станины 1, ротора 2, привода вращения шпинделей 3, угловых колонок 4, механизмов вращения 5, пульта 6 управления, привода вращения ротора 7, планшайб 8, верхнего 9 и нижнего шпинделей 10, сцепных устройств 11,...
Устройство для сборки металлоконструкций

Номер патента: 1812037
Опубликовано: 30.04.1993
Авторы: Клейнер, Маркович, Рыбакова, Соколов, Хабловский
МПК: B23K 37/04
Метки: металлоконструкций, сборки
...диска 11, силового цилиндра 14, Корпус 15 которого расположен на стойке, а шток 16 сопряжен с концом рычага 12, На основании 1 попарно относительно продольной оси устройства крепятся дополнительные кондуктора 17 верхней балки и кондуктора 18 под втулку опор. При этом кондуктор 17 верхней балки установлен с возможностью обеспечения одного иэ фиксированных положений металлоконструкции, а кондуктор 18 под втулку опор - другого фиксированного положения металлоконструкции, Кроме того, устройство содержит тиски 19 для зажима балок и и риспособления 20 для фиксации по отверстиям в проушинах балок, Для подвоза раскосов к месту сварки в устоойстве предусмотрена тележка 21.Ц состав металлоконструкции входят балки 22 и 23, промежуточная опора 24,...
Сварочный манипулятор

Номер патента: 1812038
Опубликовано: 30.04.1993
Авторы: Голод, Дарчиева, Лаевский
МПК: B23K 37/047
Метки: манипулятор, сварочный
...взаимодействия через шарнирные соединения. и тягуфЯ 1 с ножной педалью 22, При этом ось 18 и ограничитель 1 Э жестко закреплены на корпусе зубчато-реечного механизма поворота рамы 4, а ножная педаль 22 установлена на стойке 2 с возможностью качания на оси 23 и подпружинена относительно стойки 2 пружиной 24.Сварочный манипулятор работает следующим образом, В исходном положении каждая площадка-приспособление 7 зафиксирована в определенном положении с помощью подпружиненного пружиной 10 фиксатора 11, входящего в один из пазов делительного диска 9, Поворот и фиксация в требуемом положении каждой площадки-приспособления 7 осуществляется независимо, Перед поворотом площадки-приспособления 7 необходимо вывести фиксатор 11 иэ паза...
Устройство для центрирования и сборки под сварку соединяемых труб

Номер патента: 1812039
Опубликовано: 30.04.1993
Авторы: Скоморохов, Федотов
МПК: B23K 37/053
Метки: сборки, сварку, соединяемых, труб, центрирования
...устройства в период замены забойных участков на трубопроводах 1, 2, 3 очередейатомных энергетических установок,Перед вырезкой забойных участков трубопровод надлежит зафиксировать разъемной скобой 1 и талрепом 2 аналогично фиг.2. На участках, где существуют конструктивные и тепловые натяги, разъемные скобы 1устанавливают в районе пружинной подвески, фиксируют их талрепом 2, закрепляясь. за.фундамент подвески,После разделки кромок под сварку труборезательными и кромкообрабатывающими машинами типа Амур", "Уссури"производят сборку под сварку на подкладном кольце, для чего производят установку разъемных скоб на стыкуемых трубах. Раэьемные скобы закрепляют на трубах, зеркально совмещая поворотные вилки 5, и 5 обжимают двумя болтами 9 и...
Способ получения биметаллов осадкой

Номер патента: 1813030
Опубликовано: 30.04.1993
Авторы: Белкин, Борисов, Ким, Кохан, Лукашкин, Чухин
МПК: B23K 20/02
Метки: биметаллов, осадкой
...нецелесообразно, поскольку ввению непроваров. в центральной части, атом случае происходит искривление меж-При деформировании пакетов инструмен-. слойкой поверхности, что снижает качествотом, плоским со стороны плакирующего . биметалла,слоя и выпуклым со стороны оснойногго Применение инструмента, выпуклого в.,слоя, происходит устранение эон эатруд- сторону зоны контакта со стороны осковноненной пластической деформации основно- го, более мягкого, слоя и инструмента, пло1813030 ктор Л.Ли Лукашкитал аказ 1586Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открыт 113035, Москва, Ж, Раушская наб 4/бм при ГКНТ СССР о-издательский комбинат "Патент", г. Ужгор Гагарина изводс 3ского со стороны более твердого, плакирующего...
Пакет для получения двухслойных композиционных материалов

Номер патента: 1813031
Опубликовано: 30.04.1993
Авторы: Белкин, Борисов, Гололобов, Ким, Кохан, Лукашкин, Чухин
МПК: B23K 20/04
Метки: двухслойных, композиционных, пакет
...выпуклой со стороны зоны ко.нтакта, 2 ил.Флит в процессе их деформирования осуществить вынос расплава промежуточного слоя с окисными пленами алюминия из зоны контакта,Результаты экспериментов показали, что применение заявленных пакетов позволитус- . р транить непровары при деформировании пакетов и повысить прочность соединения слоев на 20-25 в сравнении с прототипом, 4П р и м е р 1. Пакет для получения С) двухслойных композиционных материалов . СА 3 содержит алюминиевую основу, плакирую-ъ .щий слоя из стали марки 12 Х 18 Н 10 Т, на котором расположен слой алюминия и сплава цинка с алюминием марки ЦА 10,Па прототипу - алюминиевую основу применяли плоской, в виде полосы,В соответствии с заявленным техническим решением - алюминиевую...
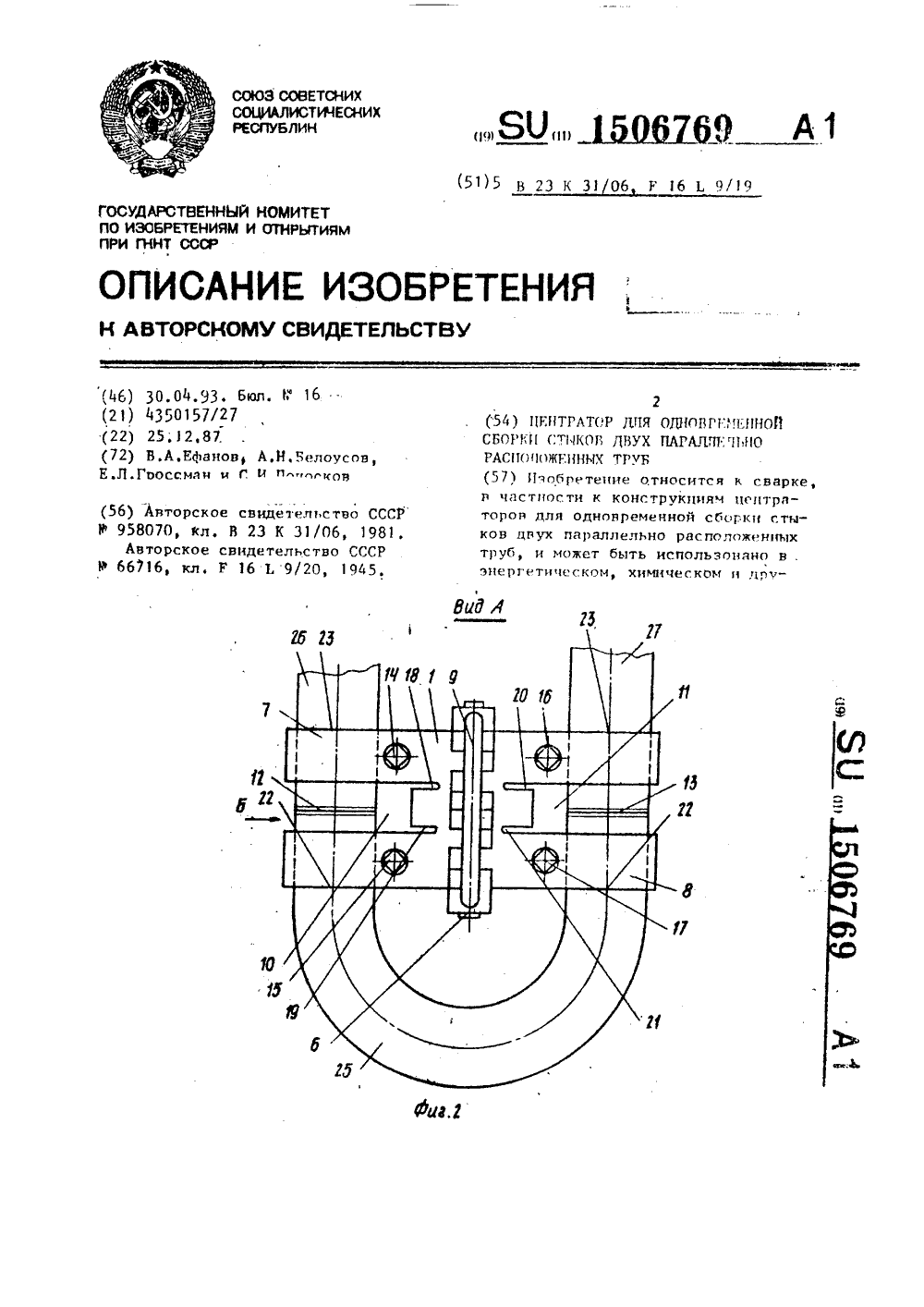
Центратор для одновременной сборки стыков двух параллельно расположенных труб
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Электрододержатель для ручной дуговой сварки

Номер патента: 1520762
Опубликовано: 30.04.1993
Авторы: Белоусов, Ефанов, Лавраков, Полосков
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...курок В создают устойчивое положение электроде в электрододержетеле в процессе сварки. На противоположных концах двупвечих рычагов 2 и 3 эа осью 4 их поворота закреплена пружина 11 поджима рычагов 2 и 3 относительно друг друга.Устройство работает следующим образом.Сварщик сжимает ладонью рычаги 2 и 3 электрододержатеяя, пружина 11 сжимается и опорные элементы расходятся.Электрод 8 устанавливают на диаметрально противоположные ложементы 9 тора 5, после этого сварщик только удерживает в руке электрододержетель, не сжимая пружину 11. Электрод 8 считается установленным правильно, если он касается свободным от покрытия участком средней части рабочей поверхности курка 6.Электрический ток на плавящийся электрод 8 подается через тооподвод...
Способ наплавки

Номер патента: 1813602
Опубликовано: 07.05.1993
Авторы: Алябьев, Батаногов, Поротникова
МПК: B23K 7/00
Метки: наплавки
...по заявленному способу, обеспечивает выполнение работоспособной наплавкиизделия,Анализ структуры различных слоев наплавки отобранной проволоки 06 Х 25 Н 12 ТЮ на изделие из стали 22 ХЗМп проведен по картине микроструктуры многослойной наплавки (фиг. 1, фиг, 2), где представлены:Результаты металлографических исследований по слоямнаплавги рглообра.боткв Выв 60 ч) четы. рехкратная о условиям юготоелеия конуса В первом диффузия уног Во втором тфази по Обезуглерохгивго металла ведеплавкщс-фазанапл слое наплавки -глерода из основ. - а металла,слое - выделениераницам крупныхисталлов ри темпе. ратуребо ."- 10 ЯС В первом слое наплааки диффузия углерода из ссно ного металла. Во втором слое - карбиды границвгл кругигых столбч тых...
Феррозондовый датчик для слежения за стыком

Номер патента: 1813603
Опубликовано: 07.05.1993
Авторы: Ахлынин, Веденьев, Пономарев
МПК: B23K 9/10
Метки: датчик, слежения, стыком, феррозондовый
...стыка 8 на два контура (на черт, в сечении изделия 1 приведеныобласти с повышенной плотностью контуров тока за время одного из полупериодов; 10там же приведены усредйенные силовые линии вихревых токов как реакция на них вы-званного катушкой 2 тока возбуждения).При симметричном расположении катушки2 относительно стыка 8 векторы -Н и ФН, 15касательные к усредненным силовым линиям, направлены встречно друг другу и равныпо величине. Поэтому и сигнал с измерительной диагонали 7 и 6 будет равен нулю,При сдвиге линии стыка 8, например влево, 20большая часть площади катушки 2 окажетсянад правой половиной изделия 1 и, следовательно, плотность вихревых токов в этойполовине возрастает. Зто приведет к нарушению равновесия укаэанных выше векторов -Н...
Способ выбора режима контактной сварки

Номер патента: 1813604
Опубликовано: 07.05.1993
Авторы: Белоконь, Кравцов, Ляхович
МПК: B23K 11/10, B23K 11/24
Метки: выбора, контактной, режима, сварки
...видно, что в они составляют ше, чем в известыделяемые в деторых лежат на гра Мощности,противления ко апазона,х, со ахди Ам/(15 000 1 О 769.25 Вт а границах ди щностляют Потезона с%=14,3% циент мощности сварочной машины при настройке на режим не меняется и равен соз (р = 0,5, Номинальный ток сварки,при номинальном (среднем) сопротивлении свариваемых деталей ном, = 2 х 10 А,3Мощность, выделяемая в деталях(йд+2, созг+2 г( хх - напряжение сварочного конту им величины мощностей, выдеталях для граничных значений лений в партии, при сварке на ранном по известному способу: Рйср Рйд - 50РйдОсдРй,р Л Рйд+5 о р 100%=5,3%; Рйср Рйд + 50 )(1 Рйср Определим выделяемые мощности Рйдо и Рйд+5 о при сварке деталей на режиме,выбранном по предлагаемой...
Устройство для термической обработки изделий

Номер патента: 1813787
Опубликовано: 07.05.1993
Авторы: Кукушкин, Ливитан, Попов, Семочкин, Сироштан
МПК: B23K 28/00, C21D 1/02
Метки: термической
...трубку 8 попадает в полость камеры в месте одного из его фокусов.Иэделия 6, расположенные в области другого фокуса, подвергаются концентрированному воздействию детонационной и ударной волн.1813787 4 Из приведенного анализа установлено,что заявляемая форма камеры позволяетполучить изделия с равномерно упрочненным поверхностным слоем и микротвердостью в 1,5 - 5 раэ больше, чем в прототипе,т, е. заявляемое устройство позволяет повысить эффективность процесса и равномерность обработки изделий, Годовойэкономэффект от использования заявляемого изобретения ориентировочно.соста-вит 34 - 50 тыс. руб,Ф о р мул а изобретен ияУстройство для термической обработкиизделий, содержащее герметизируемую камеру с окном для загрузки выгрузки изделийс...