B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Способ контроля процесса пайки и лужения

Номер патента: 1585102
Опубликовано: 15.08.1990
Автор: Толстых
МПК: B23K 1/00
Метки: лужения, пайки, процесса
...схеме с применениемлюса ЛТИ20 и припоя ПОС 61, нагретого до 270 С.Штырь погружают в приой на глубину 2 мм и выдерживаютнем 3 с, Используемое устройствоегистрации сигнала акустическоймиссии включает предварительный усиитель с коэффициентом усиления едиица, основной усилитель с коэффицинтом усиления 18 дБ, частотный фильтро полосой пропускания 40-480 кГц, иэлектронный частотомер Ч 3-57, работанщий в режиме счета импульсов. Приэтом критическое значение количества 25импульсов составляет 3200,Флюсованный вывод 6 (фиг. 2) элеКтрорадиоэлемента 7 размещают на слоеполуды 8, которым покрыта контактнаяплощадка 9 печатной платы 10. Паяемые ЗОматериалы и слой полуды нагреваютв, течение определенного времени (заданного в нормативно-технической...
Горелка для дуговой сварки

Номер патента: 1383629
Опубликовано: 23.08.1990
Авторы: Белоусов, Величко, Курицын, Полосков, Просвирин
МПК: B23K 9/16
Метки: горелка, дуговой, сварки
...отверстия определены экспериментальным путем нз условий захвата и эффективного от 1 соса наибольшей по окружности рабочего торца насадки эоны наиболее плотной по высоте части потока .вредных для здоровья человека выделений иэ места сварки. Так, 5 если 11,5 А, то часть потока аэрозолейвысокой плотности не попадает в отсасы.вающий канал, Если 12,0 А, то силы тяги значительно уменьшаются, т. е. в обоих случаях снижается эффективность отсоса. Угол конуса а 20 значительно снижает зону захвата аэрозольного потока у основания насадки, а угол 22 неоправдано его расширяет в, результате чего насадка теряет требуемую жесткость. Увеличению эффективности отсоса способствует и размещение вы реза С-образной опоры со стороны конусообразного...
Способ изготовления канатных блоков

Номер патента: 1586832
Опубликовано: 23.08.1990
Авторы: Белик, Бурцев, Есырев, Лапшин, Нищета, Прощалыкин, Сорокин
МПК: B21D 53/26, B23K 31/02
...на ступице 2.Одна из основных целей поворота спиц3 - максимально уменьшить площадь контакта спицы с поверхностью, устанавливаемой в обод 1 ступицы 2 (фиг. 3), Если спицыс одним закрепленным на ободе онцом непроворачивать, то контакт свободного торца спицы 3 с устанавливаемой ступицей 2осуществляется по всей длине торца спицы(фиг. 2 и 3). Проворачивая спицы, уменьшают площадь контакта торца спицы со ступицей (при ее установке) почти вдвое (фиг. 3).Если учесть, что спица выполнена прямоугольной в сечении, а ее кручение сопровождается изменением длины продольныхволокон, то в первом приближении имеет место точечный контакт спицы со ступицей,поскольку не изменяет свою длину толькопродольное волокно спицы, распоЛоженноев середине...
Способ изготовления металлокерамических узлов

Номер патента: 1586862
Опубликовано: 23.08.1990
Авторы: Владимиров, Евпятьев, Леонтьева, Худяков, Чеботарев
МПК: B23K 1/14
Метки: металлокерамических, узлов
...коэффициенте большпарциальное давление паровеме печи недостаточно для очики от органических загрязнпайки на поверхности керамются темные пятна и полосы.Нагрев необходимо правосухого водорода, тэк как еслидить в увлажненном водородродсодержащих средах, то происходит окисление и разрушение металлизационного покрытия за счет транспортных реакций на молекулах воды. Если нагрев подготовленной указанным способом керамики производить при температуре ниже 1100 С и выдержке менее 30 мин, на поверхности керамики после соединения узлов пайкой наблюдаются локальные потемнения в виде пятен и полос.Увеличение температуры нагрева вы ше 1150 С и времени выдержки более 45 мин приводит к снижению адгезии металлиэированного покрытия с поверхностью кера-....
Конструкция соединения разночастотного соединителя с микроплатой

Номер патента: 1586863
Опубликовано: 23.08.1990
Автор: Астраханцев
МПК: B23K 1/20
Метки: конструкция, микроплатой, разночастотного, соединения, соединителя
...с микроплатами, размещаемыми в едином корпусе. Цель изобретения - уменьшение габаритных размеров корпуса. Вывод разночастотного соединителя выполнен иэ материала с памятью формы и загнут внутрь заподлицо с торцовой поверхностью соединителя. При нагреве паяльником вывод принимает первоначальную форму и, распрямляясь, ложится на контактную площадку микро- платы, располагаемой в том же корпусе. Использование материала с памятью формы упрощает монтаж механических воздействий на него. 1 ил,мещался напротив контактной площадки 6. Под действием нагрева паяльником вывод 4 принимает первоначальную и окончательную форму, распрямляется и ложится на контактную площадку 6 микроплаты 5, где далее и припаивается. В качестве материала...
Устройство для пайки

Номер патента: 1586864
Опубликовано: 23.08.1990
Авторы: Асамов, Болтин, Мациевский
МПК: B23K 3/00
Метки: пайки
...температуры пайки (температура нагрева контролируется и поддерживается на выходе из индуктора системой автоматического контроля, воздействующей на источник питания, не показаны) автоматически включается привод механизма 2 перемещения (вдоль стрелки О). Одновременно с началом движения включается привод механизма 8 подачи припоя 9 в вершину клиновидного зазора, показанную стрелкой Г, и привод 22 ударного механизма 11, Расплавленный припой 25 заполняет участок клиновидного зазора непосредственно перед местом введения припоя 9 и местом приложения деформирующего усилия, создаваемого тол кателем 17 с наконечником 18, Толкатель 17 совершает возвратно-поступательное движение в направлении стрелок С (фиг.3). Натяжением пружины 23...
Установка для вакуумной пайки изделий

Номер патента: 1586865
Опубликовано: 23.08.1990
МПК: B23K 3/00
...в экранной изоллостей, имеющих форму ккоторых ограничивают кками спирали,вка работает следующим обра ды, выпол электричес разделенн которымтельные эл в виде спи ми 7, выпо виде выпук вершины между вит При подаче напряжения на токоподводы 2 и 3 (фиг. 1) электрический ток, проходя по нагревателям 5 из материала с высоким сопротивлением, разогревает их. Так как:в полости камеры отсутствует теплопередаю. щая среда (создано разряжение порядка6 10 Па) нагрев производится за счетлучистойэнергии от нагревателей 5,Для создания наибольшей тепловой инерции в рабочей зоне вакуумной установки, что позволяет получить равномерное температурное поле, экранная изоляция 6 изготовлена в виде спирали Архимеда с зазорами между нитками, равными 1...
Устройство для демонтажа узлов реле

Номер патента: 1586866
Опубликовано: 23.08.1990
Авторы: Амелин, Вайнштейн, Гржимальский, Карповец
МПК: B23K 3/02
...подвижного фиксатора 4, Фиксатор 4 удерживается в рабочем положении электромагнитами 5. Устройство снабжено графита вым аккумулятором 6 тепла, установленным на охлаждаемом индукторе 7 через изолятор 8.Питание индуктора 7 осуществляется от генератора 9 повышенной частоты, регулирование температуры распайки соединений 10 обеспечивается термоуправляющим прибором 11 от датчика 12 (термопары).Устройство работает следующим образом.Цоколь 2 реле с впаянным якорем 3 устанавливают в фиксаторы 1 и 4, затем подается напряжение от генератора 9 повышенной частоты на охлаждаемый индуктор . 7, на котором через изолирующую прокладку 8 установлен графитовый аккумулятор 6 тепла. После нагрева до температуры полного расплавления всех мест соединений 10...
Способ термического удаления облоя и заусенцев с изделий из алюминиевых сплавов

Номер патента: 1586867
Опубликовано: 23.08.1990
Авторы: Бирюков, Дубровский, Сотников, Швачка
МПК: B23K 7/06
Метки: алюминиевых, заусенцев, облоя, сплавов, термического, удаления
...находящийся на поверхности изделия, защищает ее от налипания мелких капель алюминия и его окислов, образующихся в процессе термического удаления заусенцев и облоя, что повышает качество обработки иэделий, После завершения процесса камеру раскрывают и из нее извлекают обработанные изделия.. Таким образом, в предлагаемом способе тепловая энергия сжигаемых газов расходуется только на нагрев удаляемых ненужных выступов до температуры начала процесса восстановления порошка окисла металла, нанесенного на поверхность облоя или заусенцев. Количество тепловой энергии, выделяющейся при горении газов в замкнутом объеме камеры, определяется начальным давлением горючей смеси, Следовательно, для уменьшения количества тепловой энергии сжигаемых...
Способ дуговой наплавки ленточным электродом

Номер патента: 1586868
Опубликовано: 23.08.1990
МПК: B23K 9/00
Метки: дуговой, ленточным, наплавки, электродом
...(под точкой токо- подвода), интенсивно уменьшаясь к краям (фиг. 5) .В процессе наплавки при подаче ленточного. электрода в зону горения дуги и подводе энергии при помощи сплошного токоподвода происходит :самопроизвольное изменение места реального токоподвода, вызванноенеровностями электрода и другими факторами (дефектами поверхности и др.).Постоянное беспорядочное изменениекоординат токоподвода с учетом неуп-равляемого периодического перемещения дуги приводит к случайному изменению сопротивления вылета, а следовательно, и к неуправляемому изменению угла наклона ВАХ системы источникпитания - токоподвод. Переход от жестких ВАХ к пологопадающим при наплавке ленточным электродом ведетк ухудшению проплавляющей способности дуги и снижению...
Устройство для управления выходными параметрами сварочного источника питания инверторного типа

Номер патента: 1586869
Опубликовано: 23.08.1990
Авторы: Логинов, Текутьев, Юхин
Метки: выходными, инверторного, источника, параметрами, питания, сварочного, типа
...значения. тока за период с большим, чем у канала 12, .сигналом на вы" 25 ходе и канала 13 обработки интегрального значения напряжения эа период с меньшим, чем у канала 14, сигналом на выходе. подключены к входам устройства 20 выделения наибольшего значения сигнала, выход которого и выход канала 14 обработки интегрального значения напряжения за период подключены к входам устройства 22 выделения наименьшего значения сигнала, выход которого и выход канала 12 обработки интегрального значения тока за период подключены к устройству 21 выделения наибольшего значения сигнала, подсоединенного выходом к входу преобразователя 8 сигнал обратной связи - длительность импульсов, выход которого соединен с входом формирователя 9 импульсов...
Способ восстановления зубчатых колес

Номер патента: 1586870
Опубликовано: 23.08.1990
Авторы: Агафонов, Бочаров, Гавриш, Лесняк, Пущин, Савин
МПК: B23K 9/04
Метки: восстановления, зубчатых, колес
...номинального угла профиля зубьев,Увеличение иэносостойкости достигается применением малоуглеродистой легированной сварочной проволоки, легирующие элементы которой при указанных режимах наплавки с охлаждением на воздухе образуют упрочняющие фазы - .интерметаллидынитриды и др, Износостойкость увеличивают наплавкой малоуглеродистой низколегированной сварочной проволоки по указанным режимам с последующей химико-термической обработкой - азотированием или низкотемпературным цианированием.5 1586870,Трудоемкость и энергоемкость сни- подачи проволоки 7 а70 мм сжаются при наплавке коррозионно стой- Е 1 - йродольная скорость перемещекого материала за счет исключения опе- ния электрододержателя 0,080раций нагрева под наплавку и высоко" 6 мм с" ;...
Горелка для сварки магнитоуправляемой дугой

Номер патента: 1586871
Опубликовано: 23.08.1990
Автор: Черный
МПК: B23K 9/08
Метки: горелка, дугой, магнитоуправляемой, сварки
...5от корпуса 1,Горелка для сварки неплавящимсяэлектродом (фиг.31 состоит из корпуса 1, на котором посредством гайки2, выполненной из токопроводящего ма Отериала, крепится спиральный токоподвод 3. Неплавящийся электрод 12 закреплен в цанговом зажиме 3 посредством гайки 6, в которой установленокольцо 14, выполненное из токонепроводящего материала. Изоляция витков9 спирального токоподвода 3 осуществляется токонепроводящим материалом 15.Аналогичным материалом 15 осуществлена изоляция спирального токоподвода3 от корпуса 1.Горелка (фиг,1) работает следующим образом,При прохождении тока через спиральный токоподвод 3 вокруг него создается электромагнитное поле, интенсивность которого при постоянном токеопределяется количеством витков 9.Для...
Устройство для автоматизации возбуждения прерывистой дуги

Номер патента: 1586872
Опубликовано: 23.08.1990
Авторы: Агишев, Наматэвс, Стародубцев
МПК: B23K 9/08
Метки: автоматизации, возбуждения, дуги, прерывистой
...Р. Процессы в контуре ЬС 2 в дальнейшем повторяются, Б рабочем зазоре возни 50 кает сплошной однородный шнур низко- температурной плазмы, равномерно нагревающий изделие в зоне ее воздействия.Преимуществом предлагаемого уст ройства по сравнению с известным,является расширение технологическихвоэможностей процесса (воэможностьосуществления нагрева изделия какна прямой, так и на обратной полярности электрода-инструмента). Использование разделительного конденсатора вместо высоковольтного диода,точнее вместо выпрямительного столба, состоящего из множества отдельных диодов, которые соединяются последовательно, снижает стоимость устройстваКроме того, предлагаемоеустройство обеспечивает первичноевозбуждение дуги т.е. в начале процесса...
Устройство слежения за стыком при дуговой сварке

Номер патента: 1586873
Опубликовано: 23.08.1990
Авторы: Власов, Тимченко, Цыбулькин
МПК: B23K 9/10
Метки: дуговой, сварке, слежения, стыком
...перемещение горелки . Од" новременно через элемент И 26 поступа.ют импульсы на вход делителя 30 частоты. Через интервал времениТ = -(2)1 р 5 158687 та 25, вход инвертора 32, вход формирователя 33 импульсов объединены между собой и. образуют вход блока 5 управления, связанный с выходом блока 3 сравнения. Второй вход элемента И 27 соединен с выходом инвертора 32, а выход элемента И 27 образует выход 10 блока 5 управления, Выходы элемен- . тов И 23 и 24 образуют соответственно 10 выходы 13 и 14 блока 5 управления,Привод 6 коррекции, включающий усилитель мощности, двигатель и исполнительный механизм, предназначен для осуществления перемещения сварочной горелки 7 в положительном и отрица-. тельном направлениях поперек линии...
Способ сварки плавлением стыковых соединений труб

Номер патента: 1586874
Опубликовано: 23.08.1990
Авторы: Белкин, Буренов, Ротштейн, Фролов
МПК: B23K 9/16
Метки: плавлением, сварки, соединений, стыковых, труб
...химического анализа основного металла по линии сплавленияи металла шва при сварке отечественнои11 1 стали со сталью фирмы Сандвик и "Кобе Стел" приведены в табл,З.Благодаря выбранным величинам заглубления присадочного элемента,в основной металл все стыковые соедииеания одной толщины изразных материалов свариваются на одном и том же режиме.Способ обеспечивает возможность сварки сталей одного структурного класса, но различных по химическому составу и отличающихся по свариваемости, возможность сварки указанных сталей на одном и том же режиме при применении расчетйой величины заглубления, облегчение процесса сварки за счет изменения размеров лрисадочного элемента, возможность сварки рафинированных сталей и разнородных металлов....
Электрододержатель
Номер патента: 1586875
Опубликовано: 23.08.1990
Автор: Царенко
МПК: B23K 9/28
Метки: электрододержатель
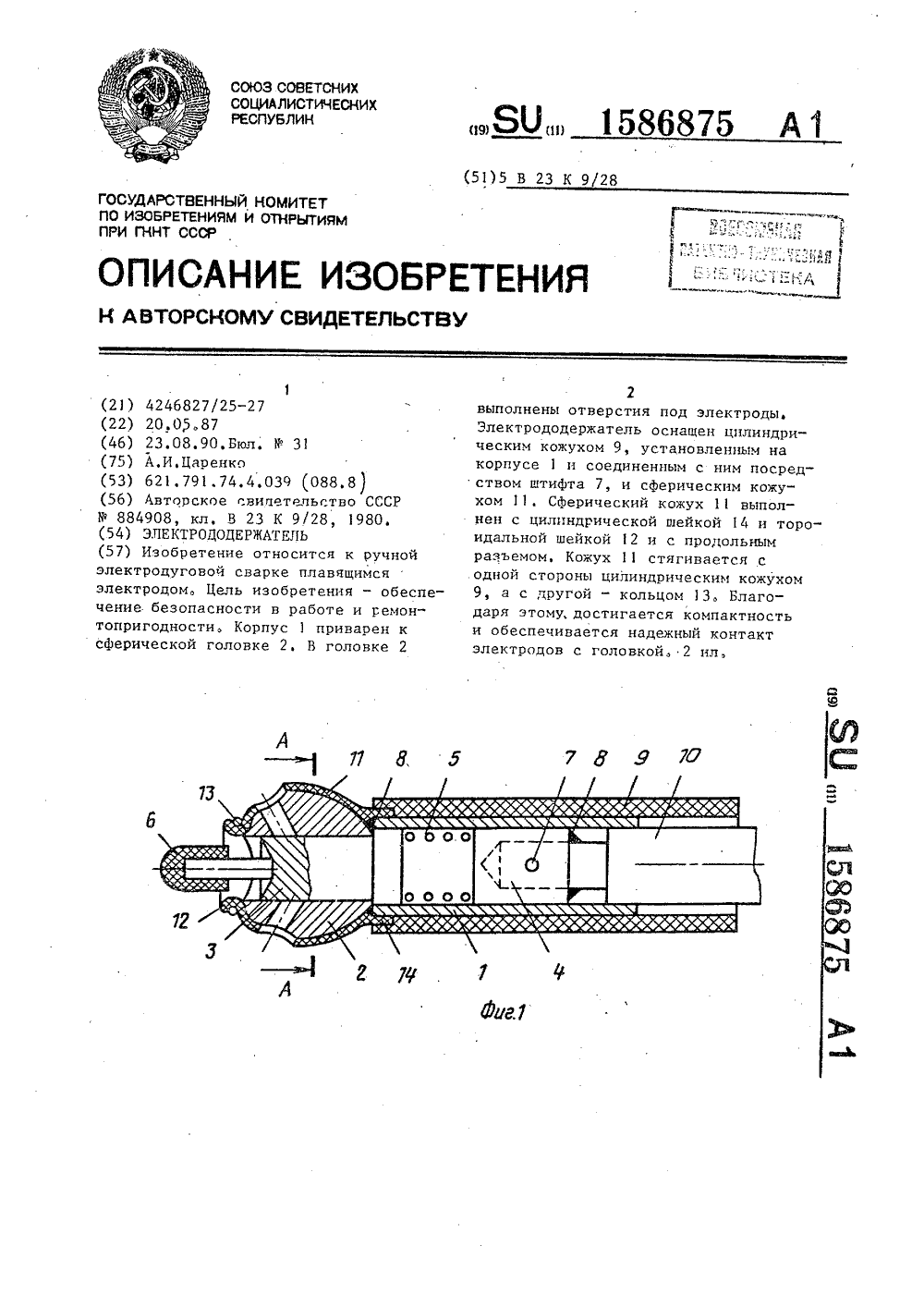
...питания вторым концом соецинен с источником сварочного тока. 30 Сферический кожух 11 выполнен с продольным разъемом из электроизоляционного теплостойкого материала и имеет две шейки - тороидальную35 и цилиндрическую, Первая шейка 12 стягивается снаружи кольцом 13 круглого профиля, а вторая шейка 14 имеет цилиндрическую форму и стягивается снаружи цилиндрическим кожухом 9. я 0 Продольный раз.ьем 15 предусмотрен для удобства сборки и демонтажа, а боковые отверстия в кожухе 11 соосны с отверстиями под электроды в сферической головке 2, но но размеру их 45 ,превьшают, чтобы не мешать надежному электрическому контакту конца электрода с головкой. При работе электррдодержателя токот кабеля 10 через вставку 4 и штифт7 подается к электроду....
Способ сварки давлением

Номер патента: 1586876
Опубликовано: 23.08.1990
Авторы: Андыбов, Бондарчук, Ващенко, Казымов, Кучук-Яценко, Никитин, Солодовников, Титус, Чередничок, Швец
МПК: B23K 11/04
...вся зона с температурой,при которой происходят структурныепревращения. Увеличение 1 ) 4 1 у повышает эффективность охлаждения,однако это приводит к чрезмерномуувеличению сопротивления вторичногоконтура, что отрицательно влияет напроцесс оплавления,После сварки разжимают подвижныйзажим и удаляют грат путем перемещения бандажа зажимом,Примером конкретного примененияспособа сварки давлением может служить контактная стыковая сварки трубдиаметром 114-325 нм с толщиной стенки 4-7 мм на сварочной машине К,серийно выпускаемой КЗЭСО, Первоначально на свариваемые концы трубустанавливают бандажи, на трубу, ус 1 тановленную в неподвижном зажиме, устанавливают обычный бандаж, а натрубу, устанавливаемую в подвижномзажиме, бандаж,...
Источник питания для контактной сварки с автоподстройкой режима

Номер патента: 1586877
Опубликовано: 23.08.1990
Авторы: Белозеров, Бравинский, Лапкин, Миронов, Щербаков
МПК: B23K 11/24
Метки: автоподстройкой, источник, контактной, питания, режима, сварки
...контакты 18 и 20и размыкаются контакты 23, Последними разрывается цепь подготовки программатора 21 и он своим выходомчерез контакты 20 подключается к интегратору 12.Пусковое устройство 19 синхроннос напряжением сети в начале каждогополупериода выдает управляющие импульсы тока 1 ; на симистор 2, через программатор 21 напряжения обеспечивается питание интегратора 12напряжения, величина напряжения на.котором в момент С 1 равна Уц - Уп(Фиг.2 б). Далее напряжение на интеграторе У - 11 возрастает повыбранной экспоненциальной зависимости, на выходе интегратора формируется пилообразное напряжение П, таккак в качале каждого полупериода напряжения сети ключ 13 открывается накороткое время и происходит сброс напряжения с емкости интегратора....
Устройство для нанесения металлических покрытий на ленту

Номер патента: 1586878
Опубликовано: 23.08.1990
Авторы: Белевский, Ошеверов, Смирнов, Титова
МПК: B23K 20/04
Метки: ленту, металлических, нанесения, покрытий
...работает следующим образом.Вращающаяся по направлению стрелки щетка 1 ворсом 2 контактирует с бруском 3, прижатым к ее периферийной поверхности 1. С бруска 3, выполненного иэ металла покрытия ( например, медного), металл покрытия переходит на ворс щетки и в месте 11 45 рабочего контакта переносится на поверхность 14 ленты 8, образуя на ней слой 16 меди. Ленту перемещают, разворачивают на обводном ролике 9 и через направляющий ролик 10 подают к месту 12 рабочего контакта поверхности 14 ленты с периферийной поверхностью щетки. Ворс щетки, перемещаясь от места 11 рабочего контакта к месту 12 рабочего контакта, контактирует с дополнительным бруском 4 из металла покрытия (например, алюминиевым), При этом на поверхность 14, уже покрытую...
Способ сварки трением

Номер патента: 1586879
Опубликовано: 23.08.1990
Авторы: Матвеев, Рыжков, Широков
МПК: B23K 20/12
...и смещеныодна относительно другой на длину поперечного сечения детали. Торцы дета- З 5лей 8 вводят в соприкосновение с плоскостями дисков 9, вращаемых электромоторами 10, так, чтобы ось диска 9совпадала с осью разогреваемой детали8. Гидроцилиндрами 11 производят поджатие деталей в. осевом направленииЪдля увеличения силы трения между торцами деталей 8 и плоскостями дисков 9.После достижения торцами деталей 8температуры сварки производят проковку, для чего подвижный суппорт 2по направляющим 4 смещают вправо доограничителя 6. В результате этогоплоскости вращающихся дисков начинают смещаться с торцов деталей, но 5 Оодновременно торец одной детали надвигается на торец другой, Послетого как плоскости дисков полностьюсдвигаются с...
Устройство для диффузионной сварки

Номер патента: 1586880
Опубликовано: 23.08.1990
Автор: Коблов
МПК: B23K 20/16
Метки: диффузионной, сварки
...торцы всех штанг расположены в плоскости сварки и имеют гнезда для крепления распыляю. шихся электрическим взрывом фрльгУстройство работает следующим об разом.1;После установки механизма 2 зажима со сварщаемыми изделиями:3, например из феррита ЗОСЧ-.6, и теплоизоли рующими прокладками 9 в вакуумнойкамере на подвижные ферромагнитные вкладьппи 4 в гнездах торцов токопро-,водящих штанг 10 и 11 закрепляют фоль- гу 6 толщиной 0,025 мм, например, 25 из никеля, Камеру 1 герметизируют:иф .вакуумируют,например, до давления ; 110 Па,. Затем П-образные пуансоны 7с индуктором 5 и рабочий стол 8 подводят к ферромагнитным вкладышам 4 вакуумной камеры, прикладывают давление с целью создания,неразветвленной магнитной цепи высокочастотного индуктора...
Устройство для сжатия деталей при диффузионной сварке

Номер патента: 1586881
Опубликовано: 23.08.1990
Авторы: Беляков, Бердов, Матюшкин, Ротарь, Шкроб
МПК: B23K 20/26
Метки: диффузионной, сварке, сжатия
...13 откачивают воздух, наполняют ее нейтральным 25 газом и герметизируют сваркой при помощи шва 11.При нагревании устройства с деталями на воздухе из-за разности термических расширений материалов составных стяжек и свариваемых деталей 22 и 23 между плитами 1 и 2 возникает сдавливающее усилие, которое через шарики 7 сепаратора 6 и плиту 4 передается на свариваемые детали 22 и 23. 35 В то же время в результате термическо. го расширенияудлинениятолкателей 10 осуществляется угловое перемещение сепаратора 6 с шариками 7 вокруг оси симметрии устройства. При этом шари ки 7, перекатываясь с одной стороны по кольцевой .проточке 5 плиты 4, а с другой стороны по поверхности торцовых кулачков элементов 19, преобра - зуют угловое...
Машина для контактной сварки

Номер патента: 1586882
Опубликовано: 23.08.1990
Авторы: Бойченко, Меркулов, Полуян, Поляченко
МПК: B23K 11/06, B23K 31/02
Метки: контактной, сварки
...11 подвески механизма давленияпутем вращения винта 15 посредствомрукоятки 17,г 0Для получения сварочного швавоздух подается в правую полостьпневмоцилиндра 14, шток 1 б перемещаетвинт 15 и узел 11 подвески совместно со сварочной головкой 4 относитель 55но основания 12 по направляющим 13,при этом электроды 1 О прижимаются ксвариваемой поверхности детали 2,Твключается приводвращения свариваемой детали и от сварочного трансфарматора подается напряжение.Кольцевой шов образуется при вращении детали. При взаимном перемещении электродов и поверхности детали в направлении ее оси на поверхности свариваемой детали получают ряд кольцевых швов с заданной степенью перекрытия, Сварочные электроды-ролики могут быть расположены один относительно...
Устройство для сварки круговых швов

Номер патента: 1586883
Опубликовано: 23.08.1990
Авторы: Гедрович, Калюжный, Черноморов
МПК: B23K 31/02, B23K 37/02
...имеет продольное рифление для взаимодействия спродольным рифлением 19, имеющимсяна штоке 13,Ведомая шестерня 18вращается посредством привода 20 вращения, который может быть размещен непосредственно на диэлектрическом корпусе 1 или выполнен вынесенным. Надведомой шестерней 18 установлен электромагнит 21, который закреплен на корпусе 1 и не связан с ведомой шестер-.ней 18. Сварочный ток подводится ккорпусу 3 посредством подпружиненной 20щетки 22. Защитный газ подводится вустройство через отверстие 23 в щетке22,Устройство работает следующим образом. 25 Перед началом использования устройства на нижний торец центратора 5 на"винчивают насадку 6, соответствующуюдиаметру ввариваемой трубки 7, Насадка 6 имеет диаметр (большее...
Электродный узел для сварки и резки

Номер патента: 1586884
Опубликовано: 23.08.1990
Авторы: Лихинин, Маркевич, Медведков, Петрочук
МПК: B23K 35/02, B23K 9/16
Метки: резки, сварки, узел, электродный
...металла, длину обоймы, выбирают из со- отношения 30 длина полого участка обоймы, мм;величина вылета электродногоузла, которая определяется,длиной рабочего участка соплаи типом сварного соединения,выполняемого с помощью данного электродного узла, мм;наружный диаметр обоймы,мм. где 1. -Составитель Г.ТютченковаРедактор И.Горная Техред М,дидык Корректор,М.Максимишинец Заказ 2389 Тирах 655 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб д. 4/5 Производственно-издательский комбинат "Патент", г,ужгород, ул. Гагарина,101 Изобретение относится к электроду-говой сварке и резке с использованием .защитных газов, в частности к устройствам неплавящихся электродов и моЪжет быть...
Флюс для низкотемпературной пайки

Номер патента: 1586885
Опубликовано: 23.08.1990
Авторы: Мусин, Самойленко, Слонимский, Супрун, Хорунов, Царев
МПК: B23K 35/363
Метки: низкотемпературной, пайки, флюс
...производной формамида ослабляет зависимость полного времени смачивания от температуры нагрева изделия.Флюс представляет собой бесцветную жидкость, имеющу слабый коричневый ,оттенок. Получают флюс смещением ука занных количеств триэтаноламина или ,его производной с Е100, например,Н-метилформамидом. Применяют флюс при пайке и лужении медных псверхнос,тей при температурах нагрева 160 о300 С. Флюс может использоваться при нагреве концентрированными источниками тепловой энергии, например лазерами, при этом разбрызгивания при- . поя и флюса не происходит. Удаление флюсового остатка производится промывкой в деионизованной воде в течение 5 мин..Пределы содержания триэтаноламина во флюсе следующие. При значениях 25 менее 10 и более 80%...
Электрод для сварки

Номер патента: 1586886
Опубликовано: 23.08.1990
Авторы: Глушкова, Земляков, Марсунов, Носов, Феофанов
МПК: B23K 35/365
...железа,Содержание в покрытии электрода плавикового шпата от 18 до 22 снижа- ет пористость в наплавленном металле за счет более полного связывания водорода и удаления его из зоны дуги. При содержании плавикового шпата меньше 18.в наплавленном металле возникает водородная пористость. При содержании плавикового шпата больше 22 нарушается устойчивость дуги, так как из-за снижения скорости затвердевания шлака он мешает процессу сварки.Содержание в покрытии ферротитана в количестве 5-7 и исключение двуокиси титана обеспечивают необходимое раскисление наплавленного металла и исключают нежелательное легирование5 1586886 6титаном, позволяют улучшить уровеньсопротивления хрупкому разрушению,При содержании ферротитана менее 57возникает...
Сварочная головка

Номер патента: 1586887
Опубликовано: 23.08.1990
Авторы: Кудин, Кутузов, Ластовецкий, Литовченко
МПК: B23K 37/02
...коромысло 8, закреплен 1 Оупор 17, отстоящий от поверхности коромысла на величину зазора Я - максимально допустимого отклонения соединения от номинального, в пределахкоторого допускается коррекция траектории перемещения,Сварочная головка работает следующим образом.На позицию сварки подается предварительно собранное под сварку впахле 50стку соединение, например корпус подвески автомобиля. Сварочная головка,установленная на руке робота илидругого автоматического устройстваие показано, подводится к началушва и после возбуждения дуги осуществляет сварку плавящейся электроднойпроволокой 7 с постоянным ее вылетом 1 и заданным углом наклона Ы,сварочной горелки 2. При этом горелка 2 и копирный ролик 6, прижатый куглу нахлесточного соединения...
Устройство для наплавки на торцы заготовок

Номер патента: 1586888
Опубликовано: 23.08.1990
Авторы: Водолазский, Галинский, Замков, Катая, Куцанкин, Мошкин, Сапрыкин, Скрыпка, Тарханов, Топольский, Чепига
МПК: B23K 37/04
Метки: заготовок, наплавки, торцы
...газа.Устройство работает следующим образом,При помощи приводных роликов 18 наплавляемая заготовка 25 подается до откидного упора 12 и замыкает датчик 13, По сигналу датчика 13 система управления подает команду на подачу воздуха в и ривод 15. пластин 21 к подпружиненным упорам, которые обеспечивают плотное прилеганиепластины 21 к заготовке, 1 з,п. ф-лы, 4 ил,Заготовка 25 фиксируется захватами 14, замыкается датчик 16, по сигналу которого отводится упор 12,Поворотную раму 10 поднимают в вертикальное положение, контролируемое датчиком 20, При этом деталь 25 взаимодействует с охлаждающими пластинами 21. Последние, расположенные на направляющей 2 и поворотной раме 10, под воздействием подпружиненных упоров 24 прижимаются к детали 25, при...