Фурса
Способ управления процессом лазерной сварки труб и устройство для его осуществления

Номер патента: 1839135
Опубликовано: 30.12.1993
Авторы: Бобылев, Бродягин, Бродягина, Гладков, Емцев, Киселев, Панчев, Пономарев, Солдатов, Феофилактов, Фурса
МПК: B23K 26/00
Метки: лазерной, процессом, сварки, труб
...тз возникает отклонение луча от стыка, связанное, например, с разьюстировкой резонатора лазера 1, При этом возникает отличный от нуля разносгный сигнал правой и левой половин квадра турного фотоприемника 11, привод 17вращения зеркала начинает его перемещать до тех пор, пока разностный сигнал не станет вновь равным нулю, На интервале тз.тд коррекции луча сигнал с первого дат чика скорости также отключает электронный ключ 28 и система стабилизации глубины проплавления отключается от сигнала обратной связи. Таким образом синхн гл кл и эл чи ге ка кр ел де СО мо ст на 30 Элементы 19 - 25 образуют первый конуправления, назначение которого состово вращении трубной заготовки на 4 босварочном стыке до тех пор, пока плость стыка не совпадает с...
Смеситель кормов

Номер патента: 1824170
Опубликовано: 30.06.1993
Авторы: Борзило, Павленко, Серов, Фурса
МПК: A23N 17/00
...свод. На отражательном козырьке 3 установлен трубопровод 27 сфорсунками 28 для ввода в корм жидкихдобавок.Рабочие органы и узлы установлены нараме 8, привод осуществляется от электродвигателя 7,Смеситель кормов работает следующимобразом, Корм подается транспортером 1 квращающемуся битеру 2, лопасти 25 которого отбрасывают корм на крышку 9, заднюю10 и боковые 6 стенки камеры 4 предварительного смешивания.Отраженный от этих поверхностей камеры 4 корм движется по встречным траекориям.Качество измельчения кормов и пропускная способность регулируется степенью погружения противореэов 12 в корм и перекрытия лопастей 25 битера 2. Последнее достигается перестановкой противорезов 12 на оси 24 с помощью отверстий 26, Степень погружения противорезов...
Способ изготовления прямошовных сварных труб конечной длины

Номер патента: 1816525
Опубликовано: 23.05.1993
Авторы: Бендер, Вавилин, Верещагин, Калинушкин, Мельник, Рыбаков, Фурса
МПК: B21C 37/08
Метки: длины, конечной, прямошовных, сварных, труб
...вфиксированное положение соосное с осьюсварки, к ним синхронно с двух сторон специальными роликами прижимают кромкитак, чтобы зазор между ними был минимальным и соответствовал толщине дисковогоножа и располагался симметрично относительно вертикальной плоскости, проходящейчерез ось сварки, и в таком заневоленномположении заготовку подают в тянущую, азатем и сварочную клети стана. При этомзаневоленное в двух центрирующих устройствах положение заготовки сохраняют допотех пор,пока не будет сварено около 150 ммстыка, после чего конец заготовки можетвыйти из зоны действия первого из них походу заготовки,В результате проведенных патентныхисследований технических решений, имеющих признаки, сходные с оптимальнымипризнаками формулы, не...
Индуктор для нагрева перемещаемых изделий

Номер патента: 1815811
Опубликовано: 15.05.1993
Авторы: Алпатов, Канов, Мясоед, Новицкий, Россинский, Стома, Фурса
МПК: H05B 6/36
Метки: индуктор, нагрева, перемещаемых
...с длиной прямых участков 115 мм.Секции магнитопровода шириной 35,0 мм собраны на активных участках токопровода из пластин трансформаторного железа толщиной 0,3 мм без изоляции и зазоров между ними с длиной набора Лмм при высоте полюса 8=18 мм и ширине Бмм, а каждая иэ пластин приварена у корня полюса швом высотой К=2,0 мм, сечением 10 мм 2,Количество активных участков индуктора и секций магнитопровода установили равным 22 при общей длине магнитопровода 875 мм и зазорами между секциями Г=5,0 мм.Секции магнитопровода совмещены в пространстве боковыми гранями как по высоте, так и по длине с точностью до 1,0 мм. С такой же точностью выдержана параллельность осей между активными участками токопровода, т.е. колебания размеров Г и Д по длине...
Способ производства сварных прямошовных труб большого диаметра

Номер патента: 1812026
Опубликовано: 30.04.1993
Авторы: Афанасьев, Бучацкий, Винникова, Гутман, Калинин, Коломенский, Лючков, Машинсон, Райчук, Родионова, Рыбаков, Рябов, Ткач, Фурса, Шайтан
МПК: B23K 31/00, B23K 9/23
Метки: большого, диаметра, производства, прямошовных, сварных, труб
...В,Г.Фурса, В,Ф.Рябов, Г,ПБучацкий, А,Б.Калинин, А.А,Рыбаков, В.Н,Ткач, Э.М,Гутман и В.П,Афанасьев з(56) Авторское свидетельство СССР М 1294846, кл. С 21 О 9/08, 1987.Технологическая инструкция ТИ 25201.018 - 86 по производству электросварных газопроводных труб в ТЭСЦХарцызского трубного завода. Изобретение относится к трубному производству, в частности, к способам производства электросварных прямошовных труббольшого диаметра и может быть использовано при изготовлении газопроводных труб,стойких к.сероводородному растрескиванию,Цель изобретения - повышение качества труб путем обеспечения высокой ударнойвязкости и стойкости против сероводородного растрескивания шва при изготовлениитруб из стали, легированной ниобием и...
Способ моделирования на прессе процесса продольной горячей раскатки шва сварного соединения трубы

Номер патента: 1794568
Опубликовано: 15.02.1993
Авторы: Галкина, Горбунов, Машинсон, Потапов, Рымов, Самусев, Смирнова, Стома, Фурса, Шайтан
МПК: B21H 8/00
Метки: горячей, моделирования, прессе, продольной, процесса, раскатки, сварного, соединения, трубы, шва
...в поперечных от плоскости сварного шва на правлениях, и анализ напряженно-деформированного состояния образца после деформирования, при деформировании ограничители лимитированно перемещают в направлении перемещения деформируемо го материла с приложением к деформируемому материалу расчетных усилий сжатия в направлениях, противоположных направлениям его перемещения, через посредство ограничителей. 25На фиг,1 изображено начало деформирования моделирующего образца; на фиг,2 его окончание.Из моделирующего материала (свинца) изготавливают образец 1 околошовной зо ны сварного соединения прямоугольной формы с утолщениями 2, имитирующими валики усиления шва. Образец 1 осаживают между пуансоном 3 и матрицей 4, имеющими профиль прокатных валков, в...
Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок

Номер патента: 1792773
Опубликовано: 07.02.1993
МПК: B21D 37/16, B21J 1/06
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...в материал пуансонов, а глубина плавно изменяется в осевом на правлении до максимального значения, определяемого из соотношения1 макс = Яп Кр а.а, где макс - максимальная глубина паза;Яп - толщина пуансона; 15 Ь- глубина проникновенйя электромагнитного поля в материал пуансонов;Кр- коэффициент пропорциональности, определяющий степень прозрачности пуансона для электромагнитных волн в рэдиаль ном направлении, величина которогоменьше 1,0(Кр1,0): при этом пазы размещены с угловым шагом, определяемым из соотношения 25 В + КтЬ с = 2 агсз 1 пЮ где - ширина паза;акс - максимальная глубина паза; 30 г - радиус внутренних поверхностей пуансонов;Ь- глубина проникновения электромагнитного поля в материал пуансонов;К, - коэффициент...
Штамп для вытяжки полых деталей

Номер патента: 1784354
Опубликовано: 30.12.1992
Авторы: Рудковская, Сушко, Фурса
МПК: B21D 22/20, B21D 37/16
...2, и подпружиненные снизу 15 выхода из полости 8 в сторону рабочей зоны. упругими элементами 14. В каждом проме- матриц 2, а смазочная жидкость, заполнивжуточном кольце 4, по крайней мере, две шая упомянутую полость 8 в процессе выцилиндрическиеполости 13 сообщенысси-тяжки через матрицу первого перехода,стемой смазочных каналов, а установлен- устремляется на вытяжную кромку матрицуные в этих полостях плунжерЫ 10 и 11 имеют 20 второго перехода. Вместе с тем, плунжерыкольцевые канавки соответственно 15 и 16 10 и 11, на которых установлена матрицана боковых поверхностях, 8 отводящем го- второго перехода, пропускают смазочнуюризонтальном канале 7 установлен перепу- жидкость в распределительную кольцевуюскной клапан 17. Для съема...
Линия для производства сварных прямошовных труб большого диаметра

Номер патента: 1754260
Опубликовано: 15.08.1992
Авторы: Бронфен, Иванов, Негляд, Таничев, Фурса
МПК: B21C 37/06
Метки: большого, диаметра, линия, производства, прямошовных, сварных, труб
...швов, установленныхпараллельно им станов 7 наружной сваркирабочих. швов, установки 8 для неразруша- ющего контроля .качества сваренных труб,установок 9 плазменной резки концов труб,обжимного валкового закрытого калибра10, правильных калибров 11, гидромеханического зкспандера 12 и транспортныхсредств 13-20. Обжимной валковый закрытый калибр 10 образован валками 21 и профилирован. ными насадками 22, закрепленными на каждом траке 23 трэковой цепи 19. предназначенной для транспортирования трубы через обжимной вэлковый закрытый калибр 10 и калибры 11, Профилированные насадки 22 имеют возможность регулируемого перемещения перпендикулярно перемещению траковой цепи 19 посредством механизма24, выполненного например, в виде пары винт-гайка...
Способ производства сварных труб большого диаметра

Номер патента: 1750902
Опубликовано: 30.07.1992
Авторы: Бронфен, Высокосов, Горбунов, Машинсон, Потапов, Рымов, Самусев, Смирнова, Стома, Фурса, Шайтан
МПК: B21C 37/08, B23K 31/02
Метки: большого, диаметра, производства, сварных, труб
...где происходйт раскатка зоны сварного соединения. Одновременно с прокаткой сварного шва, изнутри кстенкам трубы в диаметральной плоскости,перпендикулярной плоскости шва, прикладывают дополнительное растягивающееусилие, при этом отношение указанногоусйлий к Усилию прокатки шва недолжновыходить за рамки диапазона 0,07-0,4.Дополнительное растягивающее усилие прикладывается за счет раздающихподпружиненных валков, оси которых расположены в диаметральной плоскости трубы, Валки закреплены на штанге,Возможнь 1 и другие варианты приложениядополнительного растягивающего усилияПосле прокатки трубу охлаждают соскоростью 1,5-2,5 С в интервале температур 800 - 400 С.Конечная форма и размеры поперечного сечения зоны свэрного...
Приспособление для моделирования процесса раскатки шва сварного соединения

Номер патента: 1727973
Опубликовано: 23.04.1992
Авторы: Галкина, Горбунов, Машинсон, Потапов, Рымов, Самусев, Смирнова, Стома, Фурса, Шайтан
МПК: B23K 31/12
Метки: моделирования, процесса, раскатки, сварного, соединения, шва
...ширина матрицы и пуансонв должна быть больше ширины образца с целью создания замкнутого калибра, Таким обрезом, образец может деформироваться только в направлении, перпендикулярном 25 30 35 40 направлению шва, так как движение металла в направлении шва запрещается сопротивлением упорных шаек, При этом под давлением металла перемещаются продольные ограничители 2, заставляя растягиваться пружину 7,Таким образом, перемещение металла в направлении, перпендикулярном плоскости шва, не свободно, а ограничивается сопротивлением пружины 7 и имитирует в этом случае воздействие контура трубы (не нагретой части трубы) на нагретую зону сварного соединения при ее деформации в реальном процессе. Жесткость пружины подбирается расчетным путем,...
Устройство для прессования плит

Номер патента: 1706870
Опубликовано: 23.01.1992
Авторы: Козлов, Леонтьев, Маринич, Резников, Троценко, Фурса, Черкашин
МПК: B28B 3/02
Метки: плит, прессования
...Цз.,ЕЛИЕ ВЫПРЕССЭВг,ВгОТ ПРИ Г 1 Оиоц, в 1 "алкиггющего пуг 1 сонд 2 и ндГ 1 РОВЛг ".2,ДЭЛЬЬЕйШС 1 О ИСПОЛ ЬЭОЯОЧИЯ.Использ 2:запив полимерного материэЛ; В ЬРЧЕСТВЕ ласаРК 2 ПУаНСОНг СУЩ 4 СТВЕННО ПОВЬШРО; ЕГП КоррОЗИОННУЮ СтойКОСть.Пр 1 ВЫСОте ЧасгдКИ Э, раВНОй ВЫСОТЕ Матриц 2 г 2, о рессовгчнэя вода., че э 2:1 ер.:,21 ггясь. Удаляется эа пределы формы прилюбом О" 1 е пресгуемого материала, ЕсЛИ ОЫ ОТВ Чзсгдхи ." О 26 ЕТ МЕНЬН 1 Е ВьССГЫ: 2 атг 2:1 цы Ь, тс прц малом Объеле прес 1,уемого матерчала для по"учения издегнй небок; В 2;1 Ол;.:1 чы) верх дл часть насад.иОхажЕТГ:Я; И; 1 ЕУОСВНЯ ЗЕОХНЕГО КРгя МгтРИ.цы, что фу"е препят.",твсвать удггенигп во 10 15 20 25 30 35 40 45 50 55 ды, Увеличивать в 2 соту насадки а больше высоты...
Состав электродного покрытия

Номер патента: 778037
Опубликовано: 15.07.1991
Авторы: Веретенников, Добкин, Евдокимов, Рюмин, Савченков, Фурса, Штангей
МПК: B23K 35/365
Метки: покрытия, состав, электродного
...4-4,535Слюда.1,5-2,0Плавиковйй шпат , 9-11Феррохром .: : 4,2-5Хромомолибденоваялигатура 1,8-2 40Окисьхрома,8-1Ферроуитан:5,3-6Ферроалюминий-цирконий 1,0-1,2Сода кальцинированная 0,5-0,7Мрамор ,: , Остальное 45Стержейь электрода изготавливается йз проволоки маркй Св.- 06 НЗ(ГОСТ 2246-60),"на которуюметодомопрессовывания йайосится электрод йоепокрытие.-: .:,: .:- .,; .:; 50Введение в состав покрытия Феруо Хрома и хромомолибденовой лигатурыспособствует повышению износостойкости,7 4причем хромомолибденовая лигатура со-, держит минимальное количество серы и фосфора,.что способствует повышению качества наплавленного металла.ферроалюмнний - цирконий способствует хорошему раскислению жидкого металла, уменьшает разбрызгивание и...
Токарно-револьверный автомат

Номер патента: 1636132
Опубликовано: 23.03.1991
Автор: Фурса
МПК: B23B 7/00
Метки: автомат, токарно-револьверный
...на упор 20. Упор 20 по роликам, установленным в пазах корпуса 21 фиксации, перемещается вниз на величину, соответствующую разности максимального и миниглального радиусов выступа кулачка 16. Вместе с упором 20, сжимая пружину 23, передвигается ось 22, нд котсрй по пазу перемещается коромысло 24, вращаясь вокруг неподвижной оси 25. При повороте коромысла и установке его оси параллельно вверхней горизонтальной плоскости станины 2 ролик коромысла выходит из контакта с торцовой плоскостью толкателя 27, Оставшееся вре 10 15 20 25 30 35 40 45 50 55 мя цикла ролик коромысла 24 контактирует с горизонтальной плоскостью толкателя. Корпус револьверного суппорта кинематически разъединяется с кулаком 35 рабочей подачи, Под усилием пружины 11,...
Устройство для контроля поверхностных дефектов изделий

Номер патента: 1582099
Опубликовано: 30.07.1990
Авторы: Деленковский, Прохоренко, Фурса
МПК: G01N 24/10
Метки: дефектов, поверхностных
...экспериментально и зависящей от материала (пористая керамика, металл и т. п.) и размеров детали, за счет центробежных сил обеспечивается извлечение раствора с нитроксильными радикалами из поверхностных дефекто в.Извлеченный раствор попадает затем на стенки также вращающейся камеры 3 в индикаторную жидкость. После извлечения раствора с радикалами из дефектов увеличивают угловую скорость камеры 3. При этом вся индикаторная жидкость попадает в приемный резервуар 6 и далее в датчик-резонатор 2 спектрометра 1,Таким образом, при использовании спектрометра 1 обеспечивается контроль интенсивности спектра электронного парамагнитного резонатора объема индикаторной жидкости и степени дефектности изделия. В качестве индикаторной жидкости ис...
Автоматическое устройство для дозирования сыпучих материалов

Номер патента: 1556844
Опубликовано: 15.04.1990
Авторы: Космацкий, Опальчук, Тывончук, Фурса
Метки: автоматическое, дозирования, сыпучих
...материала в нужную точку сварочной ванньь Конусный приемник крепится к мундштуку наплавочной головки 25, подающему электродную проволоку 26 к наплавляемой детали 27.Устройство работает следующим образом. Приводной вал 18 механизма подачи электродной проволоки, вращая ролики 19, одновременно вращает шкив 12. Посредством ремня 14 вращения передается шкиву 13, валу 21 и шестерне 16, которая находится в зацеплении с шестерней 17, вращающей вал 7 с дозирующим барабаном 1. Таким образом, независимо от изменения скорости подачи электродной проволоки осуществляется кинематическая связь между подачами проволоки и сыпучего материала. Подача сыпучего материала с необходимым расходом в заданную точку сварочной ванны автоматически начинается...
Двухшаговая червячная передача с выборкой зазора

Номер патента: 1521966
Опубликовано: 15.11.1989
Авторы: Вовк, Гольберг, Рожко, Фурса
МПК: F16H 55/28
Метки: выборкой, двухшаговая, зазора, передача, червячная
...дополнительного вала 4 может быть выполнено в виде шпонки 8 и пазов 9 и10 на обращенных друг к другу торцах валов, а шпонка 8 размещена вэтих пазах (фиг,4),Передача работает следующим образом.Осевое перемещение вала 2 червяка, например, влево и регулированиезацепления двухшаговой червячнойпередачи производится заворачиванием расконтренной стяжкой муфты 5 наоба сопряженных конца соосных валов 2 червяка и дополнительного 4при удержании вала 2 червяка в угловом положении ключом, вставленным вего свободный торец, Увеличивающиеся по толщине витки двухшагового черняка входят в зацепление с зубьямичервячного колеса 3, уменьшая боковой зазор между ними и повышая темсамым точность зацепления передачи.При износе червячной передачи в про1521 цессе...
Смеситель кормов

Номер патента: 1508995
Опубликовано: 23.09.1989
Авторы: Дешко, Кобец, Тенщук, Фурса
МПК: A01F 29/00, B01F 9/08
...ного комитета по изобрете Москва, Ж - 35, Рауш тельский комбинат Патеагарина,Изобретение относится к сельскому и лесному хозяйству, в частности смесителям для смешивания измельченных кормов.Цель изобретения - упрощение изготовления и монтажа смесителя.На фиг, 1 схематически изображен смеситель, вид сбоку; на фиг, 2 - сечение А - А на фиг. 1.Смеситель содержит раму 1 с передней 2 и задней 3 роликовыми опорами, на которых расположены цилиндрический барабан 4, состоящий из задней 5 и передней 6 основных секций и промежуточной секции 7, снабженных беговыми дорожками 8 для роликовых опор. Между собой секции соединены с помощью фланцев 9, имеющих расположенные внутри барабана 4 выступы 10, при этом штифты 11 закреплены на рабочих гранях...
Хонинговальная головка

Номер патента: 1502278
Опубликовано: 23.08.1989
Авторы: Ваньчик, Павлюк, Сорина, Танклевский, Фурса
МПК: B24B 33/08
Метки: головка, хонинговальная
...13, которые перемешаются, сжимая пружину 16 и сообщая радиальное перемещение толкателям 18, колодкам 20, несущим мелкозернистые бруски 22, до соприкосновения с обрабатываемой поверхностью. Усилие прижима мелкозернистых брусков зависит от давления масла, подаваемого в центральную полость цилиндра 10, а его величина-от типа и структуры применяемых брусков. После окончания обработки поступает в систему сигнал, золотник 24 становится в среднее положение, все полости цилиндра 10 соединены со сливом,выталкиватели 5 и 6 пружиной 9 за поводок 8 поднимают штоки 11 и 12 в верхнее положение, освобождая кодсообразные5 ,15 О оси 13 и 14, при этом бруски 22 и 21 возвращаются в исходное положение и головка выходит иэ обрабатываемого отверстия.В...
Формирователь линейно-частотно-модулированных сигналов
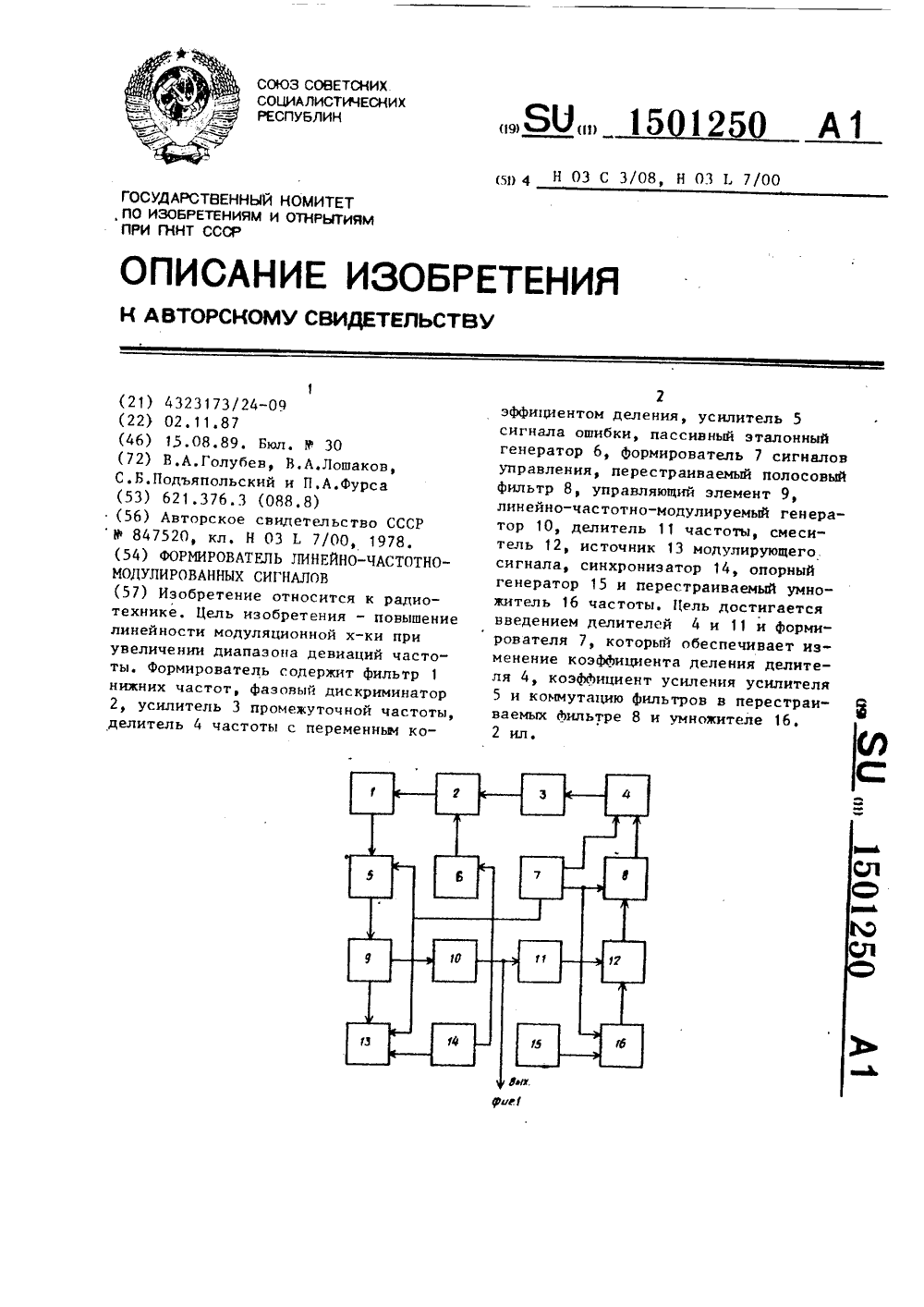
Номер патента: 1501250
Опубликовано: 15.08.1989
Авторы: Голубев, Лошаков, Подяпольский, Фурса
Метки: линейно-частотно-модулированных, сигналов, формирователь
...6. На входы фазового дискриминатора 2 необходимо подавать сигналы с одинаковыми значениями начальной частоты и девиацией частотыПоэтому колебания ПЧМ генератора 1 О подаются на делитель 11 частоты с фиксированным коэффициентом деления, равным ш. Выходной сигнал делителя 11 частоты преобразуется по частоте в смесителе 12 и поступает на перестра, иваемый полосовой фильтр 8. В зависимости от того, на какой из ключей 17 (фиг.2) подан управляющий сигнал от формирователя 7 сигналов управления, входной сигнал проходит на один из и полосовых фильтров 18, который выделяет колебание с частотой 10 Ь Г ( 1:) отклонения От линейногозакона модуляции частоты(Т) = Г (1) /т - Г (п),где Г (п)=(1-п) Г, - частота колебаний на выходеумножителя 16...
Инструментальная револьверная головка

Номер патента: 1484457
Опубликовано: 07.06.1989
МПК: B23B 29/32
Метки: головка, инструментальная, револьверная
...осуществляется электрической схемой.Исходное, нулевое положение револьверной головки следующее.Зубчатые венцы находятся в зажатомсостоянии, Два ролика 17, закрепленные в 30 корпусе, находятся на вершине двух выступов шестерни-кулачка 15. Ролик 13 поводка 14 мальтийского механизма находится в среднем положении вращения (вне зацепления с пазом мальтийского креста), Вращение от вала через зубчатые колеса 26 и 25 по лучает поводок 14. При вращении поводка 14 и некотором начальном угле поворота шестерни-кулачка 15 профиль его двух выступов, контактирующих с роликами 17, остается постоянным. При дальнейшем вращении шестерни-кулачка постоянная величина профиля выступов сменяется кривыми спада.Высота выступов шестерни-кулачка 15должна быть не...
Способ калибровки сварных труб

Номер патента: 1459752
Опубликовано: 23.02.1989
Авторы: Вдовин, Калинушкин, Ковика, Коломенский, Лебедь, Стома, Фатеев, Фурса
МПК: B21C 37/30, B21D 41/00
Метки: калибровки, сварных, труб
...фаски на трубах не обеспечивается требуемая нормативно-технической документацией величина наружного усиления сварного шва 2.При величине угла снятия усиления наружных сварных швов 2 более 4 О при высоте усиления Ь, близком к предельному значению (3,5 мм), не обеспечивается закрытие штампов 4 гидравлического экспандера.При снятии наружного усиления доуровня поверхности на торце, соответствующей толщине стенки без учетаплюсового допуска, также не обеспечивается требуемое усиление на торце готовых труб 1, а при меньшей величине снятия усиления не закроются .Ф штампы 4 пресса,(Предлагаемый. способ калибрования сварных труб большого диаметра на , гидравлических экспандерах опробован в условиях промышленного производства сварных...
Способ калибрования сварных двухшовных труб большого диаметра

Номер патента: 1454537
Опубликовано: 30.01.1989
Авторы: Андреев, Дейнека, Иванов, Коломенский, Котов, Осоченко, Соболевский, Стома, Таничев, Фурса
МПК: B21C 37/06
Метки: большого, двухшовных, диаметра, калибрования, сварных, труб
...степени раздачи меньше 0,4 величины общей (заданной) остаточной,деформации, то это приводит к увеличению степени деформации при окон,чательном калибровании, неравномер. ности укорочения продольных волокон,и, следовательно, к увеличению кривизны трубы. В случае, если в начале калибрования величина степенираздачи больше 0,6. величины общей(заданной) остаточной деформации,то при окончательном калиброваниииз-за малой степени раздачи не проходит выравнивания продольных деформаций и труба сохраняет кривизну,полученную в начале калибрования.Предлагаемый способ калиброваниясварных двухшовных труб опробованв условиях трубного завода при изготовлении труб размером 1420 мм с толщиной стенки 16,8 мм, длиной 11,5 миз стали 09 Г 2 ФБ на...
Смеситель кормов

Номер патента: 1442173
Опубликовано: 07.12.1988
Авторы: Борзило, Серов, Фельдман, Фурса
МПК: A23N 17/00
...вертикально и лежит в плоскости 14, касательной к окружности, описанной вокруг лопастей 12 битера 6. Задняя стенка 3 выполнена из гибкого материала и имеет вид вертикально установленного над транспортером 1 фартука, нижняя сторона 15 которого лежит в горизонтальной плоскости, проходящей через ось 16 битера 6. Задняя стенка 3 шарнирно соединена с большим основанием трапеции, образующей крышку 5. Первая часть боковой стенки 4, образованная двугранным углом 8, имеет длину, равную не менее двум с половиной диаметрам окружности, описанной вокруг лопастей 12 битера 6, На отражательном козырьке 7 установлен трубопровод 17 с форсунками 18 для ввода в корм добавок.Смеситель кормов работает следующим образом. Корм подается транспортером...
Пресс для калибровки труб

Номер патента: 1433528
Опубликовано: 30.10.1988
Авторы: Буксбаум, Бученкова, Калинин, Калинушкин, Кукушкин, Меркулов, Родионов, Сергеев, Стома, Фурса
МПК: B21C 37/30
Метки: калибровки, пресс, труб
...гидроцилиндра 28, установленного в поперечине 8. Пресс работает следующим образом, В исходном положении уплотнительные головки б и траверса 19 отведены в исходное положение, а полуматрицы 12 раскрыты. Труба 29 подается на ось пресса податчиком (не показан), Под действием давления жидкости в гидроцилиндрах 9 на штоки 10 уплотнительные головки б вводятся в трубу 29. Вместе со штоком 10 перемещается поперечина 8 с плунжером 5, кольцом24 и траверсой 19, а полуматрицы 12под действием гидропривода 14 закрываются и замыкаются механизмом 15Фиксации. Кольца 24 перемещаются поддействием гидроприводов 28, двигаяпри этом траверсы 19 по направляющим20 и 21, устанавливая сегменты 16над концами трубы по обе стороны обжимного блока с допустимым...
Формирователь линейно-частотно-модулированных сигналов

Номер патента: 1424112
Опубликовано: 15.09.1988
Авторы: Батурин, Лошаков, Лукьяненко, Фурса
МПК: H03C 3/08
Метки: линейно-частотно-модулированных, сигналов, формирователь
...влия:ие снижается. Лля уменьшения уровня медленных отклонений частоты от линейного закона, обусловленных нелинейностью характеристик ЛЧМ-генератора 1 и неточностью предмодуляции сигналом генератора 7, на второй вход суммирующего усилителя 3 подается напряжение ошибки, формируемое цепью автоматической подстройки скорости мдуля12 ратора, с первым и вторым входамитриггера, и генератор модулирующихсигналов, выход которого соединенс вторым входом управляющего элемента, о т л и ч а ю щ и й с я тем,что, с целью повышения линейностимодуляционной характеристики, в неговведены послеповательно соединенныевторой фазовый модулятор и второйполосоной фильтр, выход которогосоединен с первым входом первого фазового дискриминатора, последовательно...
Способ неразрушающего контроля прочности изделий

Номер патента: 1415116
Опубликовано: 07.08.1988
Авторы: Гордеев, Малышков, Пак, Саттарова, Фурса
МПК: G01N 3/00
Метки: неразрушающего, прочности
...всесозможных контактных электрических явлений при периодическом схлопывании и раскрытии дефектов. Вибрация приводит к частичному или полному сдуванию экранирующей шубы, покрывающей заряженные дефектные поверхности твердого тела, что также усиливает сигнал, генерируемый изделием. Под действием этой нагрузки давлением в обьеме материала возникают механические напряжения. Однако их распределение по объему существенно неравномерно. Напряжения концентрируются преимугцественно в дефектных областях материала. Под действием этих напряжений возникает движение дислокаций и других заряженных дефектов структуры. Движение начинается прежде всего в дефектных областях материала в области наиболее опасных дефектов структуры, так как именно в этих...
Способ калибрования труб

Номер патента: 1400696
Опубликовано: 07.06.1988
Авторы: Андреев, Дейнека, Заплаткин, Иванов, Калинушкин, Кирюхин, Князев, Коломенский, Негляд, Соболевский, Стома, Таничев, Фурса
МПК: B21C 37/30, B21D 41/02
Метки: калибрования, труб
...по овальности эа счет устранения влияния внеконтактньк эон деформации, при этом максимальное значение 1ограничивается длиной инструмента.Таким образом, использование предлагаемого способа калибрования обеспечивает изготовление сварных двухшовных труб большого диаметра для магистральных газопроводов с высокойточностью геометрических размеров.Предлагаемый способ калнброваниясварных двухшовных труб опробован вусловиях ТЭСЦ. Калибруют трубы размером 1420 мм с толщиной стенки15,7 им нэ стали на гидромеханическом экспандере фирмы "Тоггапсе" (США),калибрующая головка которого состоитиз 10 раздвигающихся в радиальном направлении сегментов, длиной рабочейчасти, равной 1370 мм, н имеющем надвух противоположньк сегментах пазы,расположенные в...
Сборочно-сварочная клеть трубоэлектросварочного стана

Номер патента: 1384353
Опубликовано: 30.03.1988
Авторы: Волков, Земченко, Калинин, Калинушкин, Кокорев, Кузьмин, Мандельберг, Несмеянов, Петров, Разин, Райчук, Семенов, Сергеев, Фурса, Ярмыш
МПК: B21C 37/08
Метки: клеть, сборочно-сварочная, стана, трубоэлектросварочного
...давление на стенку трубы и, следовательно, ее деформацию по периметру. Это гарантирует точность сборки кромок под сварку без выпучивания стенки трубной заготовки 13. После соединения кромок в зоне сварки производится их сварка.Регулирование степени обжатия трубной заготовки 13 и сборка кромок производится при помощи привода 12, действующего через винты 11 и балки 10 на обоймы 3. При этом наличие единой общей оси 4 поворота обойм, расположенной в плоскости симметрии калибра, исключает возможность заклинивания какой-либо из обойм 3 и тем самым также способствует равномерному распределению по периметру давления и деформации. 2Последующие после зоны 14 сварки обоймы удерживают трубную заготовку в сваренном состоянии до полного остывания...
Способ производства сварных труб большого диаметра

Номер патента: 1371832
Опубликовано: 07.02.1988
Авторы: Буксбаум, Калинин, Калинушкин, Лючков, Машинсон, Медников, Петров, Райчук, Севостьянов, Сергеев, Фурса, Шайтан
МПК: B23K 28/00, B23K 31/06
Метки: большого, диаметра, производства, сварных, труб
...приводит к снижению пластичности сварного соединения и сопротивления хрупкому разрушению. Охлаждение концевых участков труб после горячей деформации с меньшими скоростями неприемлемо, так как требует термостатирования, что практически неосуществимо на действующих трубосварочных станах. При сварке низкоуглеродистой проволо. кой, легированной марганцем типа Св - 08 ГА или Св - 1072, и охлаждении после горячей деформации со скоростью ниже заявленного предела (режим 3) ударная вязкость также низкая из-за образования крупнозернистого феррита и грубопластинчатого перлита. С повышением скорости охлаждения до значений, превышающих заявленный интервал, ударная вязкость также имеет значения ниже уровня основного металла (режим 7) из-за...