Полосков
Устройство для подачи сварочной проволоки
Номер патента: 1760700
Опубликовано: 15.11.1994
Авторы: Агеев, Белоусов, Ефанов, Полосков
МПК: B23K 9/12
Метки: подачи, проволоки, сварочной
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ, содержащее прижимной и приводной зубчатые ролики, на рабочей поверхности каждого из которых выполнена кольцевая проточка, отличающееся тем, что, с целью повышения долговечности роликов за счет снижения усилия прижима проволоки к роликам, в каждой кольцевой проточке выполнено по крайней мере одно отверстие симмтерично продольной оси зубьев, и с диаметром d = (0,5 - 1,2) m, где m - модуль зубчатого ролика, мм.2. Устройство по п.1, отличающееся тем, что отверстия в проточке выполнены через зуб.
Устройство для дуговой многопроходной сварки
Номер патента: 1743111
Опубликовано: 15.06.1994
Авторы: Агеев, Букаров, Полосков, Рябцев
МПК: B23K 37/02
Метки: дуговой, многопроходной, сварки
1. УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ преимущественно неплавящимся электродом с подачей присадочной проволоки, содержащее корпус, на котором с возможностью перемещения во взаимно перпендикулярных направлениях закреплена сварочная горелка с электродом и мундштук подачи присадочной проволоки, закрепленный с возможностью поворота на оси, перпендикулярной оси горелки, отличающееся тем, что, с целью повышения качества сварки и производительности процесса преимущественно при сварке в затесненных монтажных условиях, оно снабжено Г-образным элементом, поводком и дополнительной осью, дополнительная ось жестко закреплена параллельно оси поворота мундштука, на ней с возможностью поворота установлена длинная полка Т-образного элемента, конец...
Горелка для дуговой сварки

Номер патента: 1389133
Опубликовано: 15.11.1993
Авторы: Белоусов, Величко, Кирсанов, Полосков, Просвирин
МПК: B23K 9/12
Метки: горелка, дуговой, сварки
...же угол будет больше 95, то жесткость пружины будет так велика, что невозможно будет сдвинуть насадку с места и изменить величину зазора на малую,Устройство работает следующим образом,Перед началом сварки насадку 5 устанавливают нэ опоре 4 и винтом б укрепляют в требуемом положении, Зазор 8 устанавливают по окружности таким образом, что со стороны направления сварки он вдвое меньше, чем с противоположной стороны, Затем начинают процесс сварки (между изделием и электродом 2),В начальный момент наблюдают за удалением сварочных аэрозолей (в виде дыма) из эоны горения дуги, Сварочные аэрозоли ,0 должны равномерно уходить в полость зазора 8 со стороны торца насадки 5. Если сварочные аэрозоли 10 с передней части насадки 5 уходят...
Горелка для дуговой сварки в среде защитных газов

Номер патента: 1441622
Опубликовано: 15.11.1993
Авторы: Белоусов, Кара-Ушанов, Полосков
МПК: B23K 9/167
Метки: газов, горелка, дуговой, защитных, сварки, среде
...зажатие неплавящегося электрода 5 с необходимымвылетом за срез сопла В в электрододержателе 2 (фиг. 1). Затем обеспечивают через15 токогазопровод 3 подачу защитного газа Аг(аргона) к,месту сварки и подвод тока сь отисточника сварочного тока.В процессе работы происходит нагреввсех элементов горелки от тепла Джоуля20 при прохождении сварочного тока и лучистой энергии дуги, приводящей к возникно,вению деформаций этих элементов.Лепестки 10, 12 (фиг, 3) цанги 4 также испытывают термодеформацию, что приводит кослаблению зажима электрода 5 и нарушению токового контакта, то есть о - средняявеличина диаметра конуса рабочей частицанговогозажима - изменяется на Г (фиг.1):30 о=20,0 ммА= о(1+ а (11 -ЮВгде а - коэффициент линейного...
Устройство для сварки в узкую разделку деталей больших толщин

Номер патента: 1078756
Опубликовано: 30.07.1993
Авторы: Агеев, Белоусов, Букаров, Полосков
МПК: B23K 9/173
Метки: больших, разделку, сварки, толщин, узкую
...6 и сопло 7. Вбоковых стенках токоподводящего мундш 20 тука 2 со стороны рабочего торца 8 на высоте, равной высоте сопла 7, выполненонесколько дополнительных отверстий 9, создающих при сварке корневых швов шлейфовую защиту. Дополнительные отверстия9 выполнены под углом а = 30 - 60 к осигорелки, Для управления истечением защитного газа и перераспределения его истечения через мундштук 2 и сопла 7 взависимости от глубины разделки в полости30 10 основного сопла 7 выполнено дополнительное сопло 11, которое закреплено накорпусе 1 горелки концентрично токоподводящему мундштуку 2 и сообщается с основным соплом 7 через отверстия 12 в его35 верхней части, В полости 4 токоподводящего мундштука 2 установлен с возможностьюповорота вокруг оси...
Неплавящийся электрод для дуговой сварки и способ его изготовления

Номер патента: 1341871
Опубликовано: 23.07.1993
Авторы: Агеев, Букаров, Кирсанов, Полосков
МПК: B23K 35/02, B23K 9/16
Метки: дуговой, неплавящийся, сварки, электрод
...этапе сваркипроисходит частичное оггчдвлениеконечцикя 1, При этом вводная частьстолба дуги препятствует эаплавлецию вставгссгй 2. Под действием столба дуги полость 4 приобретает формутора, а диаметр с 1 к ее критического сечения становится равным0,3 - 0,6 диаметра вставки сЗатемпроисходит расплавлениелегкоплавкого кольца 3 и стеканиерасплавленного металла этого кольцана графитовую пластину с образованием у рабочего торца тугоплавкойвставки 2 дополнительной. полости 5торовой формы подобной торовой форме основной полости 4 с идентичнымиразмерами. Анодная часть дуги и вэтом случае препятствует смьгканиюполости и заплавлению торца вставки2, После расплавления кольца 3электрод готов к работе,Неплавящийся электрод работаетследующим...
Горелка для дуговой сварки в среде защитных газов

Номер патента: 1478525
Опубликовано: 30.06.1993
Авторы: Белоусов, Ефанов, Полосков
МПК: B23K 9/167
Метки: газов, горелка, дуговой, защитных, сварки, среде
...Благодаря своей форме спираль перемещается в сторону входного отверстия для защитного газа на длину, равную 1, которую вычисляют по формулев 3Е Д 1,ф3где 3 1 = 1,5-2,0 мм. Тогда 1 = Е 1,52,0=4,5-6,0 мм, т.е спираль 9 с конической пробкой 11 на конце переместится на величину 1 = 4,5-б,ч мм,достаточную для того, чтобы перекрытьсвободный поток защитного газа, по"ступающий в токогазоподводящую трубку 10.Спираль 9 выполнена из биметаллажелезо-медь. Этиматериалы имеют раз-,. ные коэффициенты теплопроводности и 35разные коэффициенты линейного расширения. У меди более высокие коэффициенты, благодаря чему медная полови"на ленты испытывает большие температурные деформации. В результате этого лента спирали изгибается в сторону большей...
Устройство для сборки и центрирования труб под сварку

Номер патента: 1215252
Опубликовано: 30.06.1993
Авторы: Белоусов, Гроссман, Полосков
МПК: B23K 31/02
Метки: сборки, сварку, труб, центрирования
...винта 6 на осях качания 9закренлецы тяги 10, которые пропущенычерез опорную плиту 2.в основную призму 1,с которой связаны по резьбе через гайку 11.Гайка 11 имеет возможность поперечного пе.рсмещецця относительно основной призмы 1 ,Поюижцье прцзмы 12 размещены внутри ос.цовцой призмы 1 параллельно ее граням 13и 14 и связаны с ней и тягамн 1 О черезшаровые опоры, две иэ которых 15 и 16закреплены ца концах тяг 10, а две другие17 и 18 ца противоположных гранях 19подвижных призм 12. Шировыс опоры 17 и 4518 расположены на одинаковом расстоянииот продольной оси основной призмы, причемлиции 1 - 1 и 11 - 11, проходящие через центры каждой пары шаровых опор 15, 17 и 16,18, перпендикулярны продольной оси основ.50цой призмы 1 и стыкуемых труб...
Устройство для сборки и центрирования труб под сварку

Номер патента: 1363658
Опубликовано: 23.06.1993
Авторы: Белоусов, Полосков
МПК: B23K 31/02, B23K 37/04
Метки: сборки, сварку, труб, центрирования
...жесткостью, то при прохождении через пазы 12 и 13 оц не может сохранить свое строго вертикальноеположение и отклоняется на некоторыйугол р, под которым и действует сила Г,расклалываясь на составляющие силы Гькоторая прижимает трубу 15 к призме 5,и Рр, которая перемещает заготовки трубы 15вдоль ее продольной оси в направлениидруг к друу. После окончания процессастыковки и центрирования заготовок трубы45 15 стык контролируют с помощью шаблонов, а затем на нее устанавливают сварочный автомат (на чертеже не показан)и начинают процесс сварки,Оптимальный угол а наклона пазов 12и 13 относительно штацг определен экспериментально, для чего с помощью данного устройства стыковали трубы диаметром 100 мм. При этом использовали гибкий бесконечный...
Способ сварки стабилизированной дугой

Номер патента: 1431193
Опубликовано: 23.06.1993
Авторы: Агеев, Букаров, Полосков
МПК: B23K 9/16
Метки: дугой, сварки, стабилизированной
...качественнув широкослойную нап" лавку, колебания дуги 1 поперек стыка 26 осуществляют попеременным перекрытием половины рабочего сечения внутреннего потока 5, при этом пря перекрытии рабочего сечения слевой стороны дуга 1 под воздействием охлаждающе" Зб го действия потока 5 (см.Лиг.4) отклоняется в правую сторону. При последующем перекрытии рабочего сечения .правой стороны (см. Фиг,5) дуга .1 под охлаждающим действием внутреннего потока 5 отклоняется в левую стоЗб рону. При этом плазмадуги со стороны высокоскоростного потока 5 охлаждается интенсивнее, и размеры дуги 1 с этой стороны относительно оси сим 40 метрии уменьшаются. С другой стороны дуги 1 пограничные слои плазмы имеют более высокую температуру, а следовательно, и...
Электрододержатель для ручной дуговой сварки

Номер патента: 1603654
Опубликовано: 23.05.1993
Авторы: Белоусов, Ефанов, Полосков, Типикин
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...6 попадает на скос 14 (см. Фиг. 6 и 7), который выполнен под острым углом д- 45" с целью плавного нарастания усилия зажима электрода 6 и сокращения мышечных усилий сварщика. Продолжая поворачивать электрод 6 в том же направлении, сварщик преодолевает суммарную силу трения см. фиг.5), возникающую между электродом 6, прижимным элементом 3 и поверхностью тора ложемента 4, и устанавливает электрод 6 (см,фиг.2), когда электрод 6 касается рабочей поверхности упора 11 (см,фиг.5). При необходимости изменить угловое положение электрода 6 его разворачивают вокруг центра тора ложемента 4 и устанавливают в пазах 12 ложемента 4, При перемещении электрода 6 вокруг упора 10 по торовой поверхности ложемента 4 в контактных точках возникает суммарная...
Электрододержатель для ручной дуговой сварки

Номер патента: 1520762
Опубликовано: 30.04.1993
Авторы: Белоусов, Ефанов, Лавраков, Полосков
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...курок В создают устойчивое положение электроде в электрододержетеле в процессе сварки. На противоположных концах двупвечих рычагов 2 и 3 эа осью 4 их поворота закреплена пружина 11 поджима рычагов 2 и 3 относительно друг друга.Устройство работает следующим образом.Сварщик сжимает ладонью рычаги 2 и 3 электрододержатеяя, пружина 11 сжимается и опорные элементы расходятся.Электрод 8 устанавливают на диаметрально противоположные ложементы 9 тора 5, после этого сварщик только удерживает в руке электрододержетель, не сжимая пружину 11. Электрод 8 считается установленным правильно, если он касается свободным от покрытия участком средней части рабочей поверхности курка 6.Электрический ток на плавящийся электрод 8 подается через тооподвод...
Центратор для одновременной сборки стыков двух параллельно расположенных труб
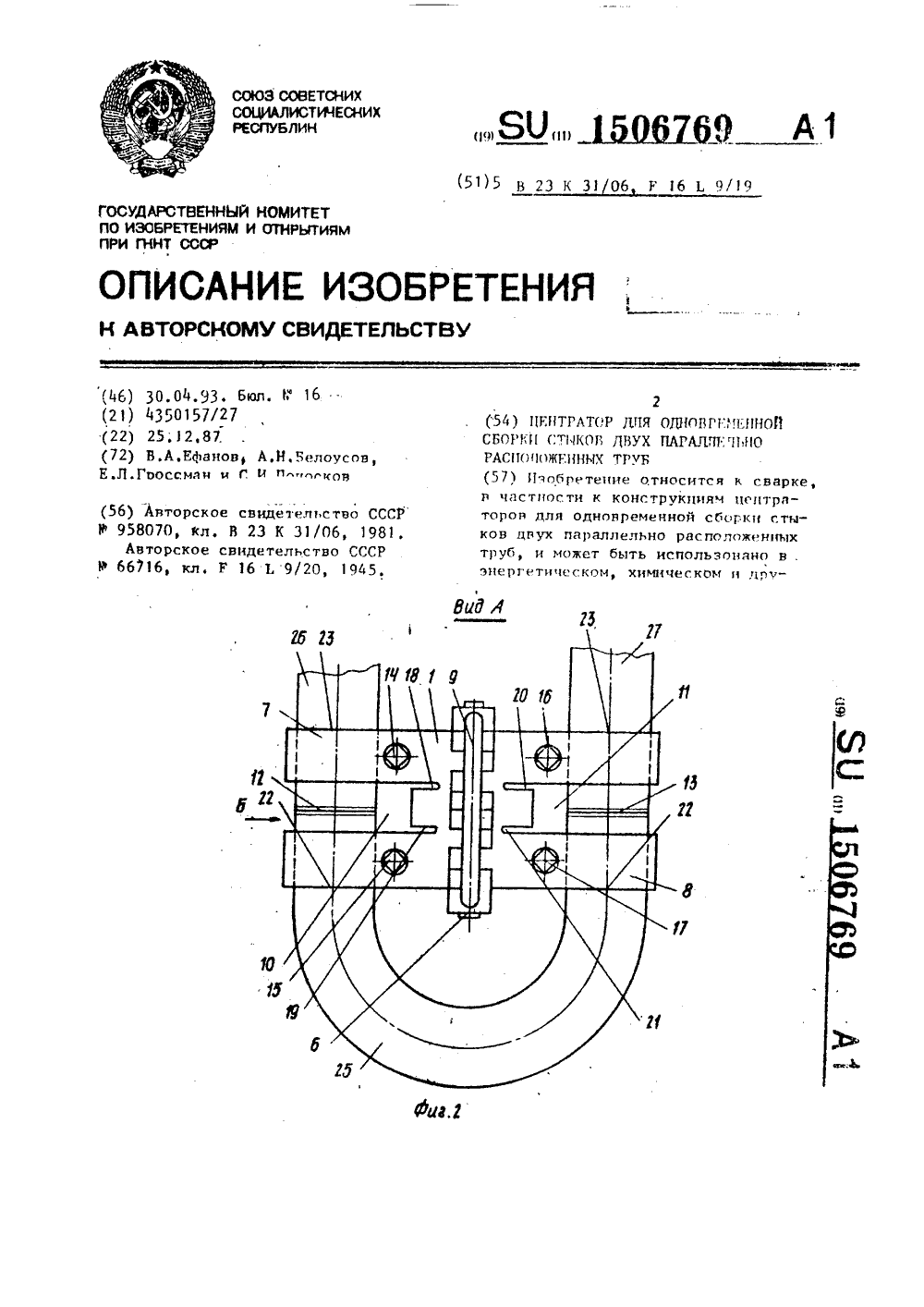
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Горелка для дуговой сварки

Номер патента: 1383629
Опубликовано: 23.08.1990
Авторы: Белоусов, Величко, Курицын, Полосков, Просвирин
МПК: B23K 9/16
Метки: горелка, дуговой, сварки
...отверстия определены экспериментальным путем нз условий захвата и эффективного от 1 соса наибольшей по окружности рабочего торца насадки эоны наиболее плотной по высоте части потока .вредных для здоровья человека выделений иэ места сварки. Так, 5 если 11,5 А, то часть потока аэрозолейвысокой плотности не попадает в отсасы.вающий канал, Если 12,0 А, то силы тяги значительно уменьшаются, т. е. в обоих случаях снижается эффективность отсоса. Угол конуса а 20 значительно снижает зону захвата аэрозольного потока у основания насадки, а угол 22 неоправдано его расширяет в, результате чего насадка теряет требуемую жесткость. Увеличению эффективности отсоса способствует и размещение вы реза С-образной опоры со стороны конусообразного...
Устройство для импульсного дозирования порошковых материалов

Номер патента: 1224591
Опубликовано: 15.04.1986
Авторы: Кадыров, Панамарчук, Полосков, Терехов
МПК: G01F 11/00
Метки: дозирования, импульсного, порошковых
...объема мерной полости ."а", выполненным в виде винта 14.Устройство работает следующим образом.Б емкость бункера 1 засыпается порошок и закрывается гаэопроницаемой крышкой 2. Включается орган управления доэатора (не показан), который по заданной программе. приводит шток 4 в возвратно-поступательное движение. 15 20 25 30 35 40 45 50 55 о мере движения штока 4 в сторонуверхнего крайнего положения происходит доэаполнение порошком объема доэирующего отверстия "о". Одновременно с началом движения штока 4 стержни 12 своими концами входят в проточку "8" и перемещаются в сторону оси штока 4, следовательно, кулисы 11 получают возможность для поворо.та относительно оси вращения, а газовый б и газопорошковыйтрубо" проводы под действием пружин 9...
Способ дуговой сварки

Номер патента: 1165540
Опубликовано: 07.07.1985
Авторы: Агеев, Букаров, Полосков
МПК: B23K 9/16
...уменьшают (фиг.6) . носительно оси электрода 1 увеличиПри увелич нии м, более 50 заметно вают до 80 , проволока 5 плавится снижается скорость плавления приса- медленнее и если скорос ь Чдочной проволоки 5 и заполнение раз подачи еще не уменьшить в нерасплав делки происходит медленнее, т.е. рез ленном виде утыкается в от я в кромки разко падает производительность процес- делки. При изменении Ч б ольше, са, а это невыгодно при выполнении чем в два раза возможновозможно нарушение первых проходов в губине разделки. процесса сварки: плавленива лен в присадоч- В момент, когда разделка кромок за ной проволоки 5 в электрической (сваполнена и необходимо выполнять двапоследних облицовочных прохода, нос в сварочную ванну 4, что значи-...
Способ регулирования процесса дуговой сварки

Номер патента: 1134327
Опубликовано: 15.01.1985
Авторы: Агеев, Букаров, Бутылкин, Корнеев, Полосков
МПК: B23K 9/10
Метки: дуговой, процесса, сварки
...или время изменения ее размеров, с.Момент касания присадочной проволокой поверхностей кристаллизации сварочной ванны регистрируют по изме- д нению ее кривизны.Выполнение перечисленных операций позволяет зарегистрировать конфигурацию сварочной ванны и обеспечить стабилизацию ее геометрических размеров в процессе сварки по сигналам о времени колебаний проволоки в сварочной ванне в двух взаимно перпендикулярных направлениях. 35Скорость подачи присадочной проволоки в хвостовую часть ванны выбрана равной Мом +(Оэ 4-Оэб) ("цахес ном) из условия плавления конца йрйсадочной проволоки относительно поверхности сварочной ванны на глубине, равной 50-707 глубины ванны. При этом значение Чом определено для случая плавления проволоки на поверхности...
Горелка для дуговой сварки в среде защитного газа

Номер патента: 1076230
Опубликовано: 28.02.1984
Авторы: Агеев, Белоусов, Полосков
МПК: B23K 9/16
Метки: газа, горелка, дуговой, защитного, сварки, среде
...в дне для про-.хода защитного газа, оси которых расположены под углом к оси стакана,внутри стакана расположен электродный узел с трубкой и токоподводящимэлементом с каналом для электрода,горелка снабжена вторым стаканом,охватывающим с зазором первый стакан10 и установленным на токоподводящем элементе, и втулкой, выполненной на одном конце со сферической головкой, обращенной к дну первого стакана, а в другом - с выступами для крепления на трубке электродного узла, наружный диаметр втулки равен диаметру окружности, на которой расположены центры отверстий в дне первого стакана со стороны его внутренней поверхности, сферическая головка втулки соединена с токоподводящим элементом посредством резьбы, а на трубке электродного узла...
Способ дуговой сварки плавящимся электродом в узкую разделку

Номер патента: 1061956
Опубликовано: 23.12.1983
Авторы: Букаров, Игумнов, Курбатов, Полосков, Рощин, Хаванов
МПК: B23K 9/16
Метки: дуговой, плавящимся, разделку, сварки, узкую, электродом
...проволоки 12 в образом. дуге 6 в 4-6 раз выше, чем в хвосПредварительно на стыках тРУб 1 50 товой части 11 ванны 7. разброс обувыполняют разделку шириной В, рав- Словлен флюктуациями теплового изной (3-5) Й ., где Й д - диаметр лучения дуги б и конвективных потоплавящегося электрода 2. Необходи- ков в хвосте ванны 7, от которыхмость выбора подобной ширины раз- зависит теплопередача к проволокеделки связана с тем, что при шиРине 55 12, ее нагрев и плавление. меньшейЗйэ возрастает вероятностькороткого замыкания электрода 2 с При достижении критических разкромками 3 и 4 разделки, а при ши- меров ванны 7 за времяскачкомрине разделки большей 5 с 1невоз- изменяют скорость подачи проволоки можно одновременно оплавлять дно 5 12 до...
Устройство для импульсной подачи сварочной проволоки

Номер патента: 1061952
Опубликовано: 23.12.1983
Авторы: Белоусов, Ковешников, Павлов, Полосков
МПК: B23K 9/12
Метки: импульсной, подачи, проволоки, сварочной
...этих операций включают привод 2, вал 3 которого приводит во вращение ползушку 13 и через кулачок 7 - ползушку 14, установленную в подшипнике 16 подвижного основания 10. Кулачок 7 при этом не только вращается совместно с ползушками 13 и 14, но и совершает колебательные движения из-за несоосности расположения пол 50 Изобретение относится к машиностроению, в частности к производству сварочного оборудования, и может найти применение в сварочных автоматах и полуавтоматах, используемых в различных машиностроительных 5 отраслях промышленности.Известно устройство для импульсной подачи электродной проволоки, содержащее корпус, электродвигатель, на валу которого закреплены два экс центриковых кулачка, смещенные относительно друг друга на...
Способ испытания на прочность резиновых оболочек шлангов и устройство для его осуществления

Номер патента: 1000838
Опубликовано: 28.02.1983
Авторы: Белоусов, Воскресенский, Полосков
МПК: G01N 3/08
Метки: испытания, оболочек, прочность, резиновых, шлангов
...4 с активным захватом 5, зубчато-реечный меха низм перемещения подвижной траверсы 4, рейка 6 которого установлена на раме 1 параллельно оси АА. захватов 3 и 5, а также червячный привод поворота ф активного захвата 5, который установлен на червячном колесе 7, причем на червяке 8 привода размещено зубчатое колесо 9 зубчато-реечного механизма. Кроме того, устройство содержит установленный на червяке фиксатор 10, взаимодействующий с зубчатым колесом 9, рукоятки 11 и 12 поворота зубчатого колеса 9 и червяка 8 и закрепленную на раме 1 с возможностью поворота вокруг шарнира 13 и перемещения вдоль оси АА измерительную пластину 14, выполненную из оптически прозрачного, материала с нанесенными на ней рисками 15, соответствующими направлениям и...
Устройство для сборки и центрирования труб под сварку

Номер патента: 988510
Опубликовано: 15.01.1983
Авторы: Белоусов, Полосков, Шарко
МПК: B23K 37/04
Метки: сборки, сварку, труб, центрирования
...если Ь 0,4 В, то точка контакта гибкогоэлемента с крюком мала и возникаютчрезмерные усилия на гибком элементе, приводящие к излому последнего,Исходя из зависимости - = - , находим,ЬЬ 12что В щ 1,2 Ь, где Ь - высота трапеции.Эта зависимость выводится из опыта работы, так как высоту трапеции берем в пределах от 1 до 1,2 д ., где д. - диаметр центрируемых труб Если Ь с астр то угол сх ата трубы тросом меньше 170 и трос в месте контакта трубы с крюком работает на излом. Если же Ьдт, то угол охвата трубы тросом больше 180 и трос касается трубы только на малом участке, что при сборке и центрировании тонкостенных труб может привести к деформации последних. 52025из расчета В=1,2 Ь потому, чтобы витки троса Длина большего- основания трапеции...
Устройство для измерения тягового усилия подачи проволоки

Номер патента: 935726
Опубликовано: 15.06.1982
Авторы: Белоусов, Полосков
МПК: G01L 5/13
Метки: подачи, проволоки, тягового, усилия
...сместится выше канала. 5 и произойдет ее изгиб и заклинивание. Если смещение внутреннего центра втулки 3 больше 0,6, то проволока 6 окажется ниже какала 5, т.е. останется в вырезе 11, в результате чего равномерное движение проволоки будет нарушено и точность измерения уменьшится.Устройство работает следующим образом.В вырез 11 помещают проволоку 6, захватом 12 фиксируют устройство на стенке корпуса механизма подачи проволоки, а эксцентриковым захватом 13 ее плотно прижимают к стенке втулки 3, Перемещаясь, проволока 6 тянет за собой втулки 3 и 7, которые заставляют продольно двигаться тарельчатые пружины 10. Вместе со втулкой 3 перемещается и стрелка 15, указывая на оттарированной шкале 16 действительное тяговое усилие механизма подачи...
Устройство для исследования истечения защитного газа из сварочной горелки

Номер патента: 903021
Опубликовано: 07.02.1982
Авторы: Белоусов, Воскресенский, Полосков
МПК: B23K 9/16
Метки: газа, горелки, защитного, исследования, истечения, сварочной
...втулкой с расположенными равномерно по окружности отверстиями, в которых жестко закрепленыодним концом тонкие упругие лепестки, ориентированные радиально, приэтом втулка имеет длину, меньшуюдлины экранов, а экраны выполненыцилиндрическими и установлены концентрично, причем непрозрачный экран выполнен с ребрами, образующимисовместно со стенками прозрачногоэкрана полости для лепестков, и ус -тановлен внутри прозрачного экрана,На фиг, 1 схематически показано дпредлагаемое устройство; на Фиг, 2сечение А-А на фиг. 1 ф на фиг. 3сечение Б - Б на Фиг. 1.Устройство содержит приемный конус 1, цилиндрические прозрачный 2и непрозрачный З.экраны, между которыми установлена втулка 4, имеющая/длину, меньшую длины экранов. Вовтулке 4 выполнены...
Устройство для подачи электродной проволоки

Номер патента: 863232
Опубликовано: 15.09.1981
Авторы: Воскресенский, Полосков
МПК: B23K 9/12
Метки: подачи, проволоки, электродной
...поджимного ролика,оСхема устройства представлена на Устройство для подачи присадочной проволоки содержит корпус 1, в котором установлены двигатель 2, приводящий во вращение подающий ролик 3, На корпусе 1 также расположены эксцен триковый механизм 4 поджатия с рычагом 5 и эксцентриком 6. В рычаге 5 на оси 7 шарнирно установлено равноплечее коромысло 8. Установка коромысла 8 на оси 7 позволяет передать рав ные усилия на поджимные ролики 9, которые размещены на коромысле 8 на равных расстояниях от оси его симметрии 2яа неподвижных осях 1 О. Если же поджимные ролики 9 установить на равныхрасстояниях от оси симметрии коромысла 8, в зависимости от длины плеча,один из подвижных роликов 9 прижимаетпроволоку к подающему ролику 3, вплотьцо ее...
Устройство для централизованного управления строительным производством

Номер патента: 481903
Опубликовано: 25.08.1975
Авторы: Колесниченко, Полосков
МПК: G05B 19/409, G06F 17/00
Метки: производством, строительным, централизованного
...отправку. При зтои из схемы 15 выбора номера обьекта поступает сигнал в блок 11 программ поставок, Из последнего значения интервалы времени между очередными отправками (или прибытиями транспорта под погрузку), равные средним (нормативным) затратам времени на монтаж комплектов изделия, двоичным кодом поступают в схему 17 формирования значений времени, Одновременно с этим сигнал со схемы 15 выбора номера обьекта поступает в схему 16 коррекции ритма поставок, которая вырабатывает сигналы коррекции интервалов времени между очередными отправками, поступающими в схему 17 формирования значений времени. Величина сигналакоррекции в схода. 16 коррекции ритма Фпоставок может быть задана обслуживающим персоналом по входу б" с учетомконкретных...
Устройство для контроля наполнения ковша

Номер патента: 388108
Опубликовано: 01.01.1973
Авторы: Долотов, Кириенко, Полосков, Севериновский, Чаплыгин
Метки: ковша, наполнения
...1 и копируя контурпорции материала, набранного ковшом. Высота слоя материала под загрузочным, скребкомклапаном 2 определяется выражением:388108 Фиг Составитель ысенко Редакт айч Техред А. Камышинорректор Е, Михеева графин, пр. Сапунова, 2 3Сигнал от датчика 8 угла отклонения загрузочного скребка-клапана от вертикали поступает на вход функционального блока 9, выходной сигнал которого, пропорциональный 1 - сова (1), перемножается в умножителе 11 с сигналом от датчика 10 скорости ковша, Выходной сигнал умножителя 11, пропорциональный ю (г) 1 - сова(1) интегрируется,интегратором 12.После того, как ковш 1 полностью проходит за загрузочный скребок-клапан 2, его вновь подают в приемную камеру 7. При этом загрузочный скребок-клапан...
Резьбонакатный ролик и фреза для его изготовления

Номер патента: 105320
Опубликовано: 01.01.1957
Авторы: Лукоянов, Полосков
МПК: B21H 3/02
Метки: резьбонакатный, ролик, фреза