B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Инверторный источник питания для дуговой сварки

Номер патента: 1704976
Опубликовано: 15.01.1992
Авторы: Воронков, Малченко, Метелев, Худяков
МПК: B23K 9/09
Метки: дуговой, инверторный, источник, питания, сварки
...ключа 10, а второй вход ГУН О подключен к зэдатчику среднего тока, третий вход модулятора ЙИМ 9 подключен к задатчику размера капли, вторые входы первого 10 и второго 15 ключей соединены соответственно с задатчиками тока паузы и тока импульса. Инверторный источник питания для дуговой сварки работает следующим образом.Задэтчиками (не показаны) в зависимости от вида материала, толщины сваривэемых деталей устэнэвлиьается ток импульса, ток паузы, размер капли, средний ток, при этом ГУН 8 формирует иипувьсы с периодом Т 1 и на дуге формируется импульс тока заданной амплитуды 1 фиг.2 б), длительностью ть определяемой напряжением 01 фиг.2 в), поступающим на модулятор ШИМ 9 с пере- множителя 14. Если во время следующего импульса напряжение...
Устройство для дуговой сварки

Номер патента: 1704977
Опубликовано: 15.01.1992
Авторы: Глущенко, Дудко, Потапьевский, Худяков
МПК: B23K 9/095
...а также зд счет задержки второй временной цепочкой отключения механизма подачи проволоки или снижения скорости подачи проволоки после подачи сигнала на прекращение сварки и снижение напряжения сварлиЭто обеспечивает уменьшение длины дуги и размера капель электродного металла, образующихся нд электроде. В результате снижается разбрзгивдцие за счет выброса капель и на конце электрода после обрыва дуги осгается небольшая слабо окисленная капля.При содркс с повышенным вылетом электродд и сварка нд фсрл(ирооацных режимах устройство, дополненное третьей цепочкой временной задержки, задерживающей включение механизма подачи проволоки. обеспечивает зд счет слабого прижатия проволоки к издалию быстрый перегрев проволоки у иэдел(гя и предупреждает...
Способ автоматической сварки угловых швов и швов с разделкой

Номер патента: 1704978
Опубликовано: 15.01.1992
Автор: Габрусенок
МПК: B23K 9/10
Метки: автоматической, разделкой, сварки, угловых, швов
...стыка 2. Изменение расстояния Н гриоодит к изменению фактической скорости подачи электрода Чпэ относительно заданной скорости подачи Чл на величину Таким образом. эффективная скоростьподачи электрода раона ЬНЧ., =Ч. -Ч=Ч. -- (2)а 1 Следовательно, эффектионая скорость подачи электрода Чл, отличается от заданной скорости Чп (обычно Чп = сопя), что приводит к пульсации сварочного тока в процессе сварки с колебаниями и, как ре 1704978зультат, к повышению разбрызгивания и ухудшению формирования шва. Для сохранения равенства эффективной и заданной скоростей, из выражения (2) вычитают вы ражение (1). Например; при треугольных колебаниях горелки(фиг.2, график 5) скорость Чи изменения вылета электрода имеет вид, представленный на графике Чи...
Источник постоянного тока для дуговой сварки

Номер патента: 1704979
Опубликовано: 15.01.1992
Авторы: Ермолин, Кошелев, Парамонов
МПК: B23K 9/10
Метки: дуговой, источник, постоянного, сварки
...ицвсртора (первичной обмотки 5 трацсформатоира 4) имеет колсбательцый характер (диаграмма 44 на фиг.2) и изображается отрезками синусоиды с час.тотой2 л ЕС 42 где . - индуктивность коммутирующего контура;С - его емкость;В - активное сопротивление нагрузки инвертора,В момент т 1, отстающий от начала управляющего импульса на время 5 10 Ь т 1/21 о,(на один полупериод резонансной частоты) полярность тока инвертора изменяется, что приводит к изменению полярности напряжения на выходе датчика 15 тока инвертора 15 и к изменению состояния первого триггера 18 с "1" на "0" (диаграмма 45 на фиг,2).Положительный перспад с выхода триггера попадает на вход дифференцирующей цепи 20 и на второй вход второй схемы И 24Последнее обстоятельство...
Сопло для сварочных горелок

Номер патента: 1704980
Опубликовано: 15.01.1992
Авторы: Барташ, Воличенко, Дмитрик, Запара, Момет, Поляков, Цебренко
МПК: B23K 9/16
Метки: горелок, сварочных, сопло
...сопла (фиг.2). Расстояние Ь (фиг.З) Глажду верхней торцовой поверхностью верхней кольцевой трубки 4 радиатора и нижней поверхнссть 0 верхнего торца рубашки со" тавляет 1/бс Расстояние Е 2 между нижней торцовой поверхностью ижней кольцевой трубки 2 радиатора и верхней торцовой поверхностью нижнего торца рубашки аосталяет 1/7 с (фиг.З).Нарушен 1 с по верхнему или нижнему пределу рдзрыод между наружным дцдетром верхней или никней горизонтальных трубок 01 и 02 и внутренним дидмстром рубашки Оз, сосгавляющего 1/7-, прводит к повышенио температуры нцжай рабочей части сопла (фиг.1 и 2), рдсположсной со стороны горящей дуги. Нарушение рдсстсяния О между верхней торцовой поверхностью осрхнсй кольцсобрдзной трубки и 1 и;кай подерхостьо всрхнец...
Горелка для дуговой сварки неплавящимся электродом

Номер патента: 1704981
Опубликовано: 15.01.1992
Авторы: Дергачев, Лысенко, Родионов, Смирнов
МПК: B23K 9/167
Метки: горелка, дуговой, неплавящимся, сварки, электродом
...геометрические параметры влилот на качестоо сварки ипи наплаоки. Результаты исследований сведены о таблицу.Каждая из горелок изготовлллась следующим образом. Корпус 3 горелки оыполнен из латуни марки ЛС 59-1 и по ГОСТ 15527-70 с наружной резьбой М 18 х 1,5 для сопла 10. В стенке корпуса о месте припайки газоподоода 11 выполнено отверстие диаметром 3 мм. По наружной поверхности корпуса 3 для размещения рубашки 1 охлаждения выполнена кандока шириной 7,5 мм и диаметром 16 мм (дг 1 аметр корпуса 3 равен 19 мм). На внутренней поверхности корпуса на глубине 4,7 мм от торца шириной 1,5 мм выполнен поясок 15, через который просверлены осевые каналы 6 диаметром 1,1 мм о количестве 20 шт., равномерно расположенные по окружности. Внутренний...
Способ дуговой сварки мартенситных сталей

Номер патента: 1704982
Опубликовано: 15.01.1992
Авторы: Грошев, Павлов, Панкеев, Синякин, Якушин
МПК: B23K 9/18
Метки: дуговой, мартенситных, сварки, сталей
...5, коцтактируемой с дном ванны 3 осугдестпляется косвенно, путегл измерения токовой цагрузги в цепи двигателя подачи присадочцой ггроволоки, покэзывагощей усилиецри котором контактное давлецие црисадочцой проволоки 5 с дном сварочной ванньг 3 равны прочности металла присадки при нагреве ее в месте контакта до температуры ггижцсй границы темпс Г атурцого интервала хруп кости.Для образования армирующей прослойкгг цеобходигло также, чтобьг пр,гсадочная проволока достигла дца саины и кристаллизовалась совместгго или быстрее, чем металл ванцы, Это достигается за счет примецеггия стальной присадочцой цроволоки, у которой температура солидуса не меньше температуры солидуса электрода.Нагревать присадку следует до температуры, которая...
Головка для электроконтактной сварки и наплавки

Номер патента: 1704983
Опубликовано: 15.01.1992
МПК: B23K 11/06
Метки: головка, наплавки, сварки, электроконтактной
...работает сладугощим образом.Сварочггую головку устанэвлиоэгот так,чтобы оси пращация соаро оных роликов 7 и12 лежали о плоскости, проходящей черезось оращеция де 1 али 15. В полости деталиразмещают привариоэемые заготовки илитуда подают наплавочные материалы в аидеметаллической ленты или проволоки 16,Прижатие сварочных роликоо к детали через заготовку или слой иаплавочггого материала производится пнаомоцилиндрэгл 2 и. 4. Сварка или наплэвка производится пцеоглоцилицдрагли пропусканием иглпульсоотока через ролики 7 и 12. привариоасмуюзаготовку или ггаплавочный материал 16 идеталь 15. При отсутствии относительцогоперемещения сварочной головки и деталипроиэоодится двухточечная сварка или наплавка, при ггаличии вращения детали - двумя...
Машина для контактной точечной сварки

Номер патента: 1704984
Опубликовано: 15.01.1992
Авторы: Ворона, Шинкаренко
МПК: B23K 11/10
Метки: контактной, сварки, точечной
...31,Регулирующий винт 17 нэ скобе 16 корпуса цилиндра 15 давления вьгстэвляется в положение, при котором тарелка 18 нэ штоке этого цилиндра упиралась бы в винт 17 в момент срабатывания механизмэ, При этом расстояние от подвижного электрода до сваривэемых деталей, уложенных на нижнем электроде, должно составлять 0.5 - 1,0 Дросселем 38 выставляется такая скорость поступления воздуха в цилиндр давления (т.е. такая скорость перемещения штока), при которой не наблюдается удара при соприкосновении верхнего электрола 5 со свэривэемылги деталями, уложенными на нижнем электроде 34. После указанных предварительных регулировок винтов и дросселя включается электрорэсцределитель 37 (воздуорэспределигель) и меха . рэбатывает: воздушная среда50...
Способ управления тиристорами последовательного инвертора источника тока для контактной сварки

Номер патента: 1704985
Опубликовано: 15.01.1992
Автор: Резников
МПК: B23K 11/24
Метки: инвертора, источника, контактной, последовательного, сварки, тиристорами
...первой и второй производным тока, которые поступают на входы перемцожитсля 1 О.На выходе компаратора 11 формируется сигнал высокого уровня - если знаки производных соопадаот, и сигнал низкого уровня - если знаки производных разные, Одцооибратор 15 задает контрольный интервал времени, формируя ца выходе импульс напряжения высокого урооця, длительностью не более половины полуоериода рабочего режима кцвсртора, при поступлении на один из оходоо импульса ца включецие очередного тиристора. При поступлении сигнала на включен ц 1 е сварочного тока ца один из входов триггера 13 на его выходе формируется сигнал высокогоуровня, разрешающий работу усилителя 14 импульсов управления тиристорали. В случае. если на контрольном интервале...
Установка для высокочастотной сварки

Номер патента: 1704986
Опубликовано: 15.01.1992
Авторы: Дмитриев, Злотин, Злотников, Стеганцев, Фролов
МПК: B23K 13/04
Метки: высокочастотной, сварки
...на разных поверхностях напраоллющих позволяет осуществлять независимое перемещение кронштейнов и корпусоо. При этом опорные элементы корпусоо кмеот максимальный размер, равный габаритному размеру корпуса, что повышает устойчивость корпуса при перемещении и снижает удельнуюагрузку а напраляощкс, Еронштс 1- ны, перслеща ющисся по другим поос 1 хОстлл направляющей, при этом от исыа отел в габариты корпуса и не уоел 1 к;з От рэссто 1 л сжду пр;о;ркоаемыл 11 рсбрамк,Указа 1 ые ко Структкоые прзна;и устаО;1 позоп;От, ап, 1 ср, при изго-, то лен 11 панелей о судостроении приваривать ребра высоток 150 мм на расстоя 1 и 250 мл друг от др, га, В то:ф:е 1,с 11 ачев установке дополнительных шовообжимных устройств гтоэволяет осуществлять...
Способ изготовления биметаллических труб из стали, плакированной медью

Номер патента: 1704987
Опубликовано: 15.01.1992
Авторы: Губинский, Кравченко, Попов, Резников, Хейфец
МПК: B23K 20/04
Метки: биметаллических, медью, плакированной, стали, труб
...соединения труб из углеродистой стали,плакирооанных медью или сплавами гга ееоснове. Оизичскийг смысл нижней границысоотношения заключается в том, что теплосодерждние трубы может оказаться такиглнизким, что диффузионное соединение уженевозможно, несмотря на высокие контактные давления, характерные для процессапрокатки нд стане ХПТ. 8 ерхняя границасоотношения определяется устойчиоостьютонкостенной цилиндрической оболочки,каковой является гледныг 1 плакирующийслой. Это подтверждается результаталгиопытной прока;ки труб из стали О, плдкировднной изнутри медью, на всех типоразмерах станов ХПТ. Результаты прокаткисведены о таблицу,При отношении произведения толщиныстенки здготоа.;и, осличини пода пг и температуры ндгрсод к диаметру...
Способ изготовления биметаллических деталей

Номер патента: 1704988
Опубликовано: 15.01.1992
Авторы: Богомольный, Веретник, Добринский, Кишиневский, Лещинский, Шмыголь, Шнейдерман, Яськевич
МПК: B23K 20/14
Метки: биметаллических
...полость с мсталлиэируеглой пооерхностью цилиндров, установку в цилиндрах формирующих стержней из металлд с температурой плавления большей, чем температурой плавления ндплдвлясмого металла, герметизацию зазора между стержнями и деталью о ее донной части, размещение о технологической полости ндплаоляемого металла, нагрев детали до температуры плавления наплдвллемого леталлз с последующим охлаждением, удалением формирующих стержней механической обработкой бметаллиэирооанной заготовки, формирующие стержни выполняют полыми, а по центральной оси детали о сс доннои части оыполнлют глухое отверстие,За счет изготовления формирующих стержней пус 1 отслыми и выполнения глухого отосрстил по центральной оси заготовки в ее донной чдсн, рдэгр:,"д...
Устройство для диффузионной сварки

Номер патента: 1704989
Опубликовано: 15.01.1992
Авторы: Бакланский, Воронкин, Гаргин, Мановицкий, Олдаковский, Рассказова, Харлашин
МПК: B23K 20/26
Метки: диффузионной, сварки
...стойки, он ие выдерживает рабочего давления. Происходит скол материала уголка паза, При глубигге паза больше 0,5 толщины стойки появляются микротрещины в районе паза. При расстоянии от опорного элемента до онутреннсй поверхности стяжки гленьше 1,5 их толщины, собранная рамка не оыдерживает рабочего даоления. Расстояние от опорного элемента до внутренней поверхности стяжки больше 1,7 толщины стяжки экономически нецелесообразно, так как это приводит к увеличению расхода материала рамки.Устройстоо снабжено стяжками с пазами, в которые оставляют концы стоек, Стяжки фиксиругот стойки строго параллельно относигельно друг друга, замыкая их. Это позволяет устройс 1 ну выдерживать в процессе сварки глаксимальные давления и получать качественное...
Способ лазерной гравировки

Номер патента: 1704990
Опубликовано: 15.01.1992
Авторы: Бобылев, Коваленко, Котляров, Мурзин, Свидерский, Сорокин, Царук
МПК: B23K 26/00
Метки: гравировки, лазерной
...изделия вы. бирают тип излучения по длине волны в зависимости от расчетного значения коэффициента поглощсция (Бугера):, 2 уупл0 о 4 ргде Р - мощность излучения; Оо - диаметр перетяжки;и выбирают линзу по требуемому фокуснолу расстоянию Р -ОЬГ --- до где Юl р - критическая плотность мощности лазерного излучения;бо - диаметр лазерного излучения о плоскости акустики;а- коэффициент поглощения лазерного излучения обрабатываемого материалом;Р - мощность лазерного излучения,Составитель В.Котляров Редактор М.Васильева Техред М.Моргецтал Корректор О.КравцоваЗаказ 153 Тираж Подписное ВНИИПИ Государстоеццого комитета по изобретешгям и откры 1 иял 1 при ГК 1 Т СССР 113035, Москоа, Ж, Раушскдя цаб., 4/5 Произоодстоенцо-издательский комбинат...
Способ сборки под сварку плавлением разнотолщинных деталей

Номер патента: 1704991
Опубликовано: 15.01.1992
МПК: B23K 31/00, B23K 33/00
Метки: плавлением, разнотолщинных, сборки, сварку
...слу)аях 1)всположсц цад посадочной частью тоцкост синей оболо к 1,Выпол)сцс посадочной части болеетолстой дстал в )дс конус пауз:)сляст создать в процессе гборкдст;.лей под сварку цх взвилнос коц)актнос дл.пьц)с по гссй согоягзелой поверхности. Это обсспсч;васт глотцос, без з зорэ, и р.лс з, ;,с цосздоч1704 п 01ной части оболочки к боле: толстой детали. кой кромке в процессе сварки, складывэютВ процессе сварки конта:тное давление ся с напряжениями, вызванными сборкой,предотвращает образование зазсрод, что что способствует плотнол 1 у прплегэнию сосоздэетусловиядля отвода тепла оттонкой прхгаемых поверх(стей и прер прэждэ 1к ромки,уменьшэетес перегрев, Этоумень возникн ление зээоэ между,. ми, Однакомеж л,1 и,шает вероятность...
Способ изготовления образца для испытаний на термоусталость сварных соединений из разнородных сталей

Номер патента: 1704992
Опубликовано: 15.01.1992
Авторы: Боринцев, Штейнцайг, Юдин
МПК: B23K 31/12
Метки: испытаний, образца, разнородных, сварных, соединений, сталей, термоусталость
...и втулке до момента полного выбора всех зазоров. В тех случаях, когда повышение давления о реальной конструкции происходит одновременно с повышением температуры, предварительный натяг устднаолиоают минимальным, достаточным лишь для выбора всех зазороо,От диаметра центрального отверстия о злслстс э материала с а зависит величина осевого усилия при мзксил.дльой температуре. рдзогрсоа сл 1,с. Максил 1 дльую тел,псрдтуру разогрева обрдзцд устанавливают рдоой тс:".пердтуре л,д рсдльного изделия, Чтобы оссоос усилие в обрдзцс гри этой температуре было равно возникающему усилию в элементе 2 и втулке 4 реального изделия необходимо, чтобы элемент 1 был определенной жесткости. Изменение диаметра центрального отверстия позволяет изменять...
Способ подготовки под сварку труб с внутренним защитным покрытием

Номер патента: 1704993
Опубликовано: 15.01.1992
Авторы: Валовская, Загиров, Стеблецов, Хальфутдинов
МПК: B23K 33/00
Метки: внутренним, защитным, подготовки, покрытием, сварку, труб
...что при ширине подслоя из терморсдгирующего композиционного материала менее ширины шва дополнительно оыделснного тепла недостаточно для качественного формирования покрытия из салофлюсующегося сплава. П р и м е р. На трубе диалетром 114 мм и толщиной стенки 3 мм произоодили очистку торцовой и внутренней поверхностей дробеструйым способом. Далее трубу подавали по рольгангу на пост нанесения газотермцчсскцх покрытий. Пост укомплектован двулщ установками плазменного напыления типа УМП, усовершенствованными и имеощимц по доа дозатора порошка. В одном дозаторе содержался термореагцрующий комгозцционный мдтериал марки ПН 70030 ио ТУ 14-1-3288-81, а в другом - самофлюсующцйсл сплав марки ПР-Н 80 Х 13 С 2 Р по ТУ 14-1-3795-81....
Флюс для низкотемпературной пайки радиодеталей

Номер патента: 1704994
Опубликовано: 15.01.1992
Авторы: Горкер, Захарова, Назарова, Смирнов
МПК: B23K 35/363
Метки: низкотемпературной, пайки, радиодеталей, флюс
...полного растворения по=леднего в бутацдиоле, Полученную сл 1 есь выдерживают в течение 5 - 25 миц при максимальной температуре и охлаждают до "0- 80 С. Затем приготавливают раствор активной составляющей путел смешивания хлорпроиэводной уксусной кислоты (моно хлоруксусцой, дихлорулсуснсй или трихлоруксусцой кислоты) с уксусцыл 1 ацгидридол 1, Полученный раствор актвцо соааедющей смеш 1 оают с раст.аром свез,.ец,его до обрээолция однсродцо суспецэ. и, кото. рую используют в качес 1 ое флюса или с качестпе флюсуащей составлю огц 1 песты1704994 0,5-4 Таблица 1 Содержание компонентов, мас. Исходные компоненты флюса Состав 1 Состав 2 Состав 3 523611,5 53,5 34.6 9,75 Фталевый ангидрид Бутандиол Уксусцый ангидрид Хлорпроиэводцое уксусной...
Кольцевой кантователь

Номер патента: 1704995
Опубликовано: 15.01.1992
Авторы: Гурьев, Дон, Кравченко, Ларионов, Николюк
МПК: B23K 37/04
Метки: кантователь, кольцевой
...фиг.З - основцой зажим, общий вид; на фиг.4 - дополнительный зажим, общий вид.Кантователь содержит основание 1 с установленными ца цем роликоопорами 2, на которые огц 1 раются приводные цевочцые кольца 3, соединенные между собой продольными связями 4, которые служат как для обеспечения достаточной жесткости кацтователя,1 ак и рабочим местом сварщика. В нижней части кантователя смонтирован ложемецт 5, на который устацавливают полувагон 6, На противоположных концах ложемента 5 шарнирно закреплены основные зажимы (фиг,З), каждый иэ которых установлен зеркально к другому и выполцец в виде Г-образного эажимного рычага 7, взаимодействующего с колесом 8 тележки полувагона и связанного через паэ 9 с кривошипом 10,:лужащим для соединения...
Устройство для сборки и сварки обечаек из сегментов
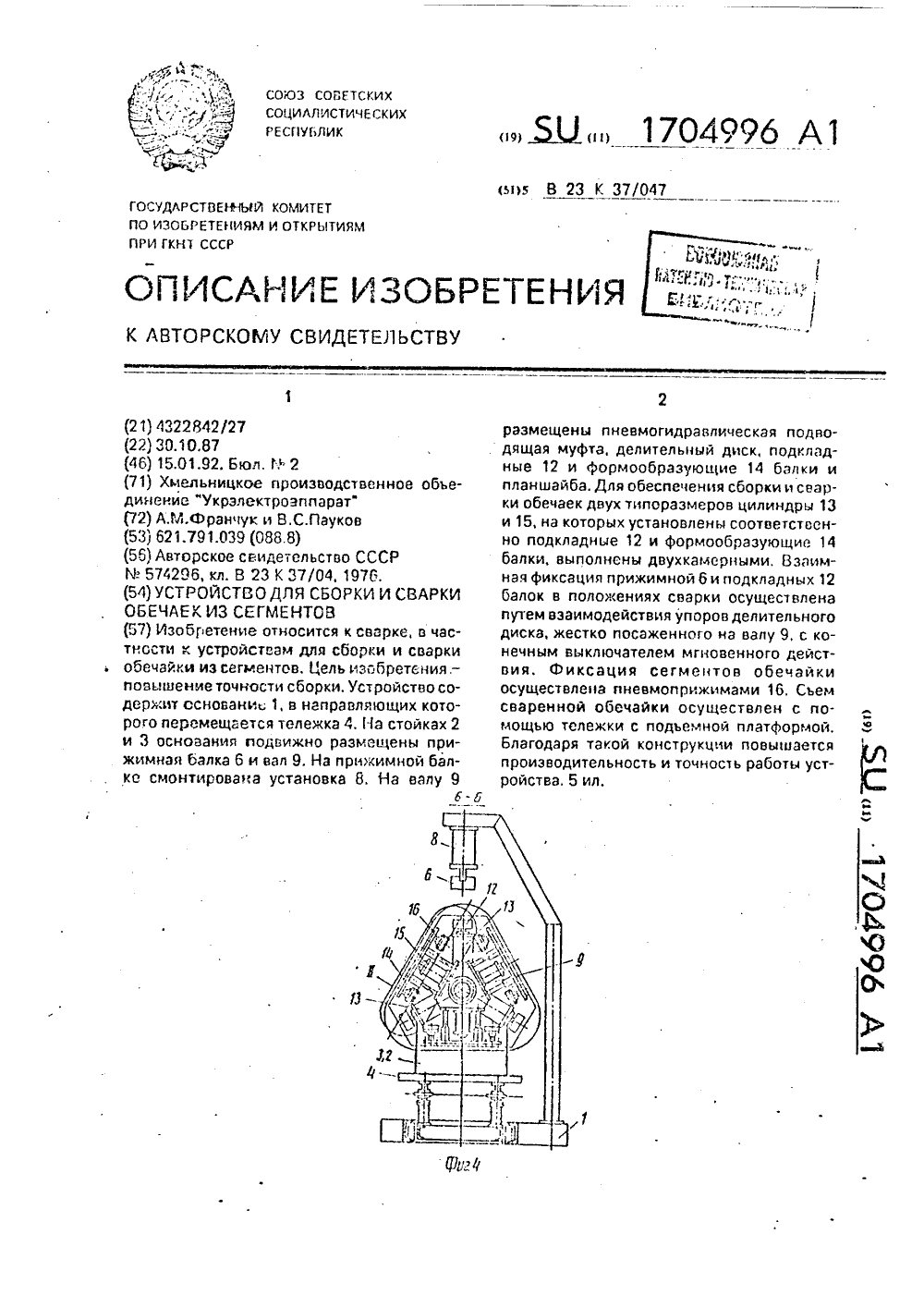
Номер патента: 1704996
Опубликовано: 15.01.1992
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
...к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и...
Способ сборки и калибровки обечаек

Номер патента: 1704997
Опубликовано: 15.01.1992
МПК: B23K 37/053
Метки: калибровки, обечаек, сборки
...3. Кольцо 3 располагают в плоскости, перпендикулярной продольной оси О обечайки, При этом обечдйкд имеет оси оедла разной длины: 01 мэлдл ось 02 большдя ось,По окружности кольца 3 устацовлены с равными промежутками здневоливающие рдспорцыо элементы (дол 1 крдть 1) 4, которыеил,сют созыв;кность одгговре генного рлв нол;ерного радиального геремещенил относг,тельно колг ца 3. В исходном положении (ггри установк;) кольцо 3 закре.гллетсл, опираясь о ггугр.:гггггою ловрхность обечэй;.и 1 (Фиг.1), гх, даматрэльный размер первоггачальгго выдгл;г гуты:с рэс орггьгх злег,;ентов 4 в кольце 3 опроделяетсл размером малой оси 01 свала обечайки, Знщит по малой оси Ог между рэспорггыци эле гантал 1 и и пнутренней йог.зрхггостьго об гайки зазора нет, ....
Способ соединение манометрических пружин с держателем

Номер патента: 1706787
Опубликовано: 23.01.1992
Авторы: Задорожный, Зверков, Кочурко, Пушкарев, Шляховой, Щербин
МПК: B23K 1/00
Метки: держателем, манометрических, пружин, соединение
...пружин с держателем,Поставленная цель достигается тем, что пайку манометрической пружины с держателем выполняют следующим образом; припаиваемый конец пружины расплющивают без изменения большой оси ее поперечного сечения, заполняют расплющенный конец припоем с температурой плавления выше температуры плавления рабочего припоя и погружают его в паэ держателя, предварительно заполненный расплавом рабочего припоя,Предлагаемый способ соединения манометрических пружин с держателем позволит испольэовать мягкий припой для пайки 5 10 15 20 25 30 35 40 45 50 55 узлов на основные пределы измерений давлений технических манометров (до 40 - 60МПа), так как предварительное плющениеконца манометрической пружины резко сокращает эффективную площадь...
Способ пайки германия

Номер патента: 1706788
Опубликовано: 23.01.1992
Авторы: Ахмадеев, Губарева, Костин, Лямин, Мусин, Пашинкина
...сцепление с германиегл, с другой обеспечивающий хорошее сглачивание поверхности припоем,Увеличение толщины покрытия свыше 6 мкм сопровождается его отслаиванием от подложки в процессе напыления из-за увеличения остаточных напряжений в напыленном слое.Выбор температуры и времени отжига напыленного покрытия определялся прочностью паяного соединения, При температуре отжига ниже 573 К при всех изотерглических выдержках прочность паяных соединений низкая, так как диффузионные процессы при данных температурах проходят лишь частично и не обеспечивают адгезионной прочности покрытия с подложкой.Повышение температуры отжига до 573-623 К при выдержках в течение 1,5-2 ч обеспечивает достаточную прочность паяного соединения монокристаллического...
Устройство для лужения выводов микросхем

Номер патента: 1706789
Опубликовано: 23.01.1992
Авторы: Полещук, Салов, Чулков, Якубович
МПК: B23K 3/00
Метки: выводов, лужения, микросхем
...в ванне для флюса с воэможностью периодического взаимодействия с подпружиненными пружинами 1 Ь роликами 19 толкателей 20 захвата и толкателей 21 сброса микросхем, которые посредством штоков 22 связаны с золотниками 23 подачи флюса в ванну и 24 сжатого воздуха дл50 55 сброса облуженных микросхем в тару и продувки каналов, сообщающих ванну для флюса с гнездами для микросхем, кроме того устройство имеет направляющие трубки 25 для подачи сжатого воздуха и трубки 26 для подачи флюса в ванну,Выполнение каналов 11, сообщающих ванну с флюсом с гнездами для микросхем с четырех сторон обеспечивает одновременное обволакивание корпуса микросхем сразу с четырех сторон, чем создается хорошая теплоэащита микросхем от воздействия температуры...
Устройство для лужения и пайки волной расплавленного припоя

Номер патента: 1706790
Опубликовано: 23.01.1992
МПК: B23K 3/06
Метки: волной, лужения, пайки, припоя, расплавленного
...между собой и снабженных окнами для прохода обрабатываемой жидкости.В этом устройстве взаимное расположение пластинчатых элементов, а также размеры и распределение окон в них способствуют повышению механической прочности конструкции в целом, практически не влияя на качество отделения примесей от основной массы жидкости. В предлагаемом же устройстве характер расположения пластинчатых элементов шламоотделителя, а также распределение зазоров обеспечивают свободное перетекание припоя в сливной полости по максимально удлиненному пути без изменения давления внутри потока, т.е, не влияя на скорость истечения припоя иэ расходной полости и на параметры волны в рабочей зоне. Тем самым создаются оптимальные условия для осаждения примесей из...
Устройство для пайки

Номер патента: 1706791
Опубликовано: 23.01.1992
Авторы: Назаров, Павлик, Панасенков
МПК: B23K 3/06, B23K 3/08, B23K 37/00 ...
Метки: пайки
...8 и 9. На другом конце оси (снизу) установлен двуплечий захват 10, жестко соединенный с подпружиненным фиксаторам 11. Каждый захват имеет три пальца: на одном плече пальцы 12 и 13, а на втором - палец 14, На приводной цепи захваты размещены так, что в нерабочем положении плечо с одним пальцем рас. полагается в зазоре между двумя пальцами соседнего захвата. Фиксатор 11 имеет С-образную форму и жестко закреплен на оси приводной цепи 15.На торцовых поверхностях фиксатора 11 выполнены канавки, взаимодействующие с фигурными пружинами 16 Я-образной формы.На позиции загрузки микросборок на опорной направляющей 4 установлен приемный лоток 17, выполненный в виде кронштейна с продольным пазом 18. На корпусе лотка 17 установлены датчики 19...
Установка для термической обрезки торцов труб изнутри

Номер патента: 1706792
Опубликовано: 23.01.1992
Авторы: Верещак, Новиков, Соловьев
МПК: B23K 7/00
Метки: изнутри, обрезки, термической, торцов, труб
...34, смонтированной внутри отсекателя 13 с установленным на ее свободном конце узлом 9 резака. Узел 9 резака состоит из корпуса 35, в ласточкином пазу 36 которого с возможностью перемещения установлен держатель 37. Для осуществления перемещения держателя 37 предусмотрен винт 38, закрепленный на корпусе 35, и гайка 39, смонтированная в держателе. Для фиксации держателя 37 относительно корпуса 35 предусмотрен винт 40, а через рычаг 12 и рычаг 33 свободно пропущен болт 41. Гайка 42 фиксирует положение рычага 33 относительно рычага 12 в требуемом положении, На корпусе 35 закреплена следящая опора 43, опорным элементом которой служит шар 44, На свободном конце отсекателя 13 закреплены шаровые опоры 45,Установка работает следующим...
Способ удаления заусенцев с изделий

Номер патента: 1706793
Опубликовано: 23.01.1992
Авторы: Алехин, Вахов, Кочнов, Маршавин
МПК: B23K 7/06
...Чистая поверхность Ф быстрого обновления поверхности горения, а обнаженная острая кромка или заусенец сгорают или расплавляются до того, как сгорит полностью слой нитрата целлюлозы, расположенный на ровной поверхности де тали. Горящий нитрат целлюлозы, расположенный вокруг заусенцев, препятствует распространению температуры более 200 С в материал обрабатываемой детали. в результате чего температура от горящего 10 заусенца проникает вглубь детали на узком, определенном размерами заусенца, участке, и распределяется равномерно по объему. Тем самым эа счет перераспределения температуры исключается повышение твер дости в месте расположения заусенцев, острых кромок.Кроме того,.по окончании процесса горения нитрат целлюлозы не дает твердого...
Способ автоматической дуговой точечной сварки

Номер патента: 1706794
Опубликовано: 23.01.1992
Авторы: Данилин, Небылицын, Юдин
МПК: B23K 9/007
Метки: автоматической, дуговой, сварки, точечной
...550 х 50 хЗ из ст.3 и прихвачены одна к другой под углом 45 О.Устанавливают их на стол сварочной установки для дуговой сварки. В качестве источника питания используют сварочный выпрямитель ВДУ. Сварку производят проволокой СвА диаметром 2 мм на постоянном токе обратной полярности, под флюсом ОСЦм ГОСТ 9087-81. Вылет электрода 25 мм, Электрод выставляется с углом наклона к горизонтальной плоскости пластины под различными углами для выполнения сварки углом вперед(табл.1.2), Устанавливают напряжение холостого хода источника питания 75 В, скорость подачи электрода устанавливается согласно табл,1 и 2, Скорость перемещения сварочной головки устанавливают согласно табл. 1 и 2.Включают установку и производят сварку, В момент касания электрода с...