B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Сварочное устройство

Номер патента: 1779505
Опубликовано: 07.12.1992
Автор: Сысоев
МПК: B23K 9/09
Метки: сварочное
...второго поста 11, Общая точка соединения анодов диода 3, тиристора б и катода диода 2 соединена с анодом тиристора (тринистора) 14, катод которого соединен с точкой соединения катода тиристора 9 и сглаживающего дросселя 10.Устройство может работать в двух режимах, т,е. работать одновременно с двумя или с одним постом сварки. При работе устройства на два поста сварки управляющие сигналы импульсной составляющей сварочного тока подаются с блока управления на управляющие электроды тиристоров 6, 9, а управляющий электрод тиристора 14 в этом режиме отключен. Импульсные составляющие сварочного тока каждого поста сварки протекают по двум независимым цепям. Для первого поста импульсный ток протекает по цепи: верхний (по схеме) вывод выхода...
Устройство для сварки

Номер патента: 1779506
Опубликовано: 07.12.1992
Авторы: Долгун, Князьков, Швалев
Метки: сварки
...последовательно соединенные вспомогательныйтиристор и коммутирующий конденсатор,соединенный параллельно с цепью из зарядного дросселя и второго диода и последовательно с тем же зарядным дросселем,третьим диодом и зарядным тиристором,дополнительно введен четвертый диод,анод которого подключен к катоду третьегодиода, второй обкладке фильтрующего конденсатора и аноду зарядного тиристора, акатод - к катоду силового тиристора,10 15 20 25 30 35 40 45 50 55 На чертеже показана схема устройствадля сварки,Устройство состоит из источника 14 постоянного тока, к положительному выводу которого подсоединены обкладка фильтрующего конденсатора 1, включенные последовательно коммутирующий дроссель 9 и силовой тиристор 10, зашунтированные резистором 12,...
Способ дуговой сварки циркония

Номер патента: 1779507
Опубликовано: 07.12.1992
Авторы: Гончаров, Нероденко, Оноприенко
МПК: B23K 9/167
Метки: дуговой, сварки, циркония
...причем скорость сварки в зависимости от концентрации азота определяют изсоотношения:8,315,4;где Чс - скорость сварки, м/ч, 15СЩ - концентрация .азота в аргоне,об %Способ реализуется, например, следующим образом: в баллонах предварительносоздают смесь аргона с 1,2 - 2,6 об.% азота 20или получают указанную смесь в редукторах-смесителях известной конструкции,Концентрацию азота в смесях определяютизвестным способом (хроматографией илиспектральным анализом), 25Кромки тонколистовых заготовок устанавливают без зазора и производят аргонодуговую сварку, преимущественноавтоматическую, неплавя щимся вольфрамовым электродом на прямой полярности 30со скоростью, которую определяют из приведенного.выше выражения, в зависимостиот содержания азота в...
Электрододержатель
Номер патента: 1779508
Опубликовано: 07.12.1992
Автор: Вассин
МПК: B23K 9/28
Метки: электрододержатель
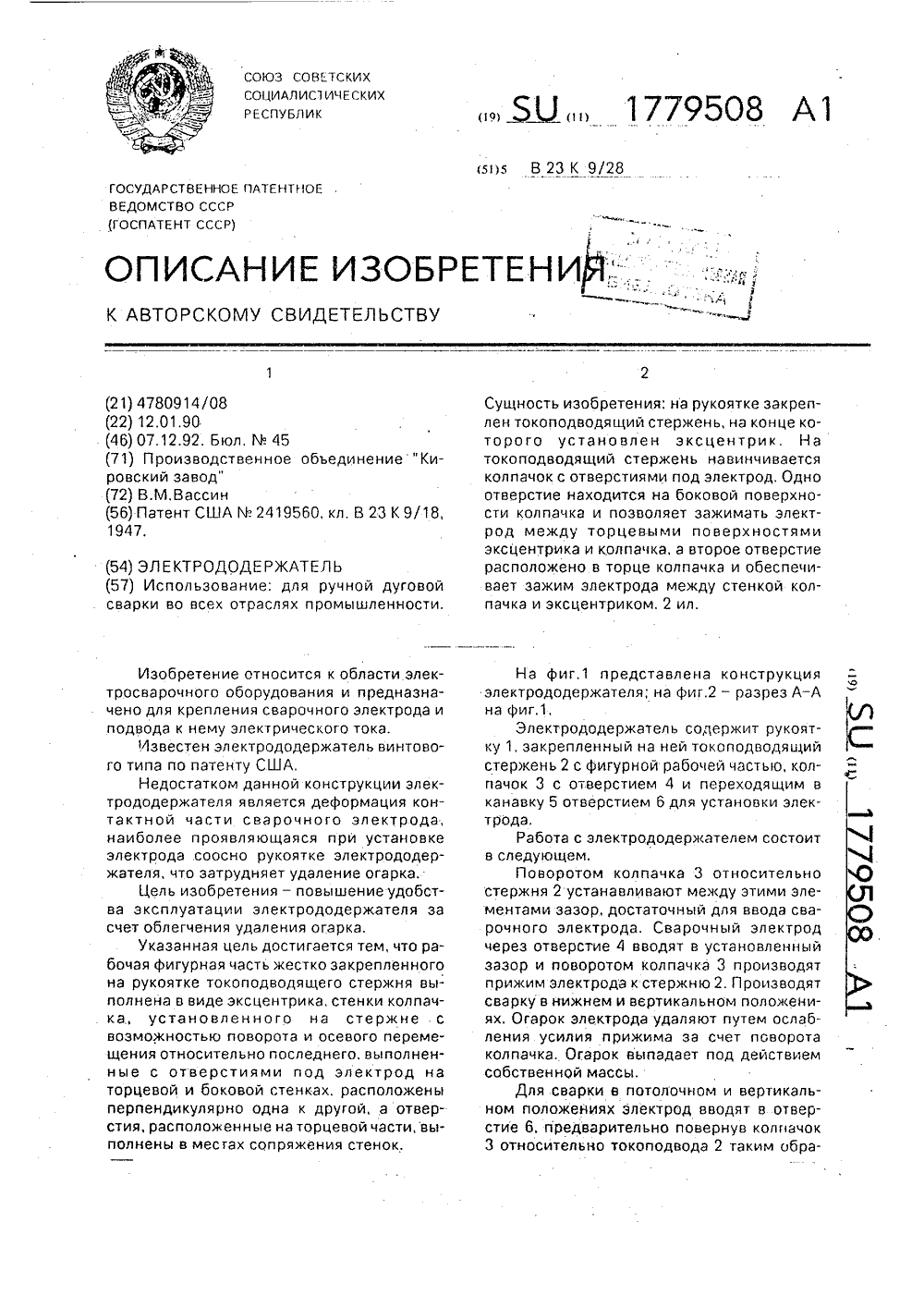
...зажим электрода между стенкой колпачка и эксцентриком, 2 ил,На фиг.1 представлена конструкция электрододержателя; на фиг,2 - разрез А- на фиг,1.Электрододержатель содержит рукоятку 1, закрепленный на ней токоподводящий стержень 2 с фигурной рабочей частью, колпачок 3 с отверстием 4 и переходящим в канавку 5 отверстием 6 для установки электрода,Работа с электрододержателем состоит в следующем.Поворотом колпачка 3 относительно стержня 2 устанавливают между этими элементами зазор, достаточный для ввода сварочного электрода. Сварочный электрод через отверстие 4 вводят в установленный зазор и поворотом колпачка 3 производят прижим электрода к стержню 2, Производят сварку в нижнем и вертикальном положениях. Огарок электрода удаляют...
Механизм сжатия контактной стыковой машины

Номер патента: 1779509
Опубликовано: 07.12.1992
МПК: B23K 11/04
Метки: контактной, механизм, сжатия, стыковой
...посредством которых внутренняя полость плунжера соединена с поршневой полостью тормозного цилиндра, корпус плунжерной пары жестко закреплен на крышке тормозного цилиндра, выполнен с расположенными по винтовой линии радиальными отверстиями и снабжен обратным клапаном, установленным в торце, и вентилями, посредством которых радиальные отверстия в корпусе соединены смосферой,иг.1 предст льн анизма сжат - вМеханизм сжатия состоит из рабочегопневмоцилиндра 1 с поршнем 2, тормозногопневмоцилиндра 3 с крышкой 4 и поршнем5, Поршни 2 и 5 жестко соединены однимштоком 6. По оси тормозного пневмоцилиндра смонтирована плунжеоная пара, полыйплунжер 7 которой жестко соединен с поршнем 5. В зоне закрепления на полом плунжере 7 выполнены...
Манипулятор

Номер патента: 1779510
Опубликовано: 07.12.1992
Автор: Орлов
МПК: B23K 15/00, B25J 21/00
Метки: манипулятор
...каждый из этих элементов содержит стакан 13, в который с минимально возможным боковым зазором введен шток 14, имеющий на одном конце шаровой шарнир 15, через который шток 14 соединен с плоским электромагнитом 16. Между штоком 14 и дном стакана 13 установлена пружина растяжения 17, поджимающая шток 14 к кольцевому упору 18 стакана 13. Эти фиксирующие элементы устанавливаются электромагнитами вверх нэ верхней раме 3 и вниз на платформе-основании 1,При оснащении манипулятора фиксирующими элементами с использованием винтовых штанг каждый из этих элементов содержит винтовую штангу 19 с пазом 30 гайку 21, оснащенную зубчатым венцом 22, в зацеплении с которой находится зубчатоеколесо 23 двигателя 24, На манипуляторе винтовая штанга 19...
Способ электронно-лучевой сварки

Номер патента: 1779511
Опубликовано: 07.12.1992
Авторы: Ковбасенко, Кострубатов, Куцан, Морочко, Новиков, Токарев, Фролов, Якушин
МПК: B23K 15/00
Метки: сварки, электронно-лучевой
...луча. Наиболее распространенными методами являются размагничивание свариваемых деталей или компенсирование остаточного магнитного поля дополнительными электромагнитными источниками, Однако полностью устранить намагниченность деталей не удается, т,к, она зависит от многих факторов и наводится непосредственно в процессе сварки. Если свариваемые детали отличаются размерами и формой, то метод размагничивания малоэффективен.Основной характеристикой магнитного поля является вектор магнитной индукции В, определяемый через силу Е, действующую на заряд в магнитном поле, Индукция магнитного поля в вакууме называется напряженностью магнитного поля Н, Если намагниченные детали установить с зазором Л то Н ослабевает обратно пропорционально квадрату...
Способ соединения хрома с никелем и никелевыми сплавами

Номер патента: 1779512
Опубликовано: 07.12.1992
Авторы: Беляков, Григорьева, Лямперт, Разуваев, Сергеев, Сысоев
МПК: B23K 20/02
Метки: никелевыми, никелем, соединения, сплавами, хрома
...окиси алюминия и чистого хрома, Длительная жаропрочность равна или ниже чем при изготовлении по способу, взятому за прототип (5 ч),Способ заключается в следующем.Поверхность сплава хрома окисляют любым известным способом термическим, химическим или др.) до.образования пленки окисла толщиной 0,1 - 2 мкм, Помещают соединяемые детали из сплава хрома и сплава никеля с размещенной мекду ними промежуточной прокладкой из фольги алюминия толщиной 5 - 100 мкм в камеру установки диффузионной сварки, Создают в камере разрежение 1 - 10 Па и нагревают соединяемые детали до 1100 - 1250 С, сдавливают с усилием 8 - 30 МПа и проводят изотермическую выдержку в течение 20 - 60 мин. Затем охлаждают соединенные детали до 2060 С, развакуумируют камеру...
Способ термитной сварки в горизонтальной плоскости

Номер патента: 1779513
Опубликовано: 07.12.1992
Авторы: Вареных, Васендин, Емельянов, Жуков, Серов, Силин, Хутыз
МПК: B23K 23/00
Метки: горизонтальной, плоскости, сварки, термитной
...плавления железа =1750 С окиси алюминия =2350 К.В результате сгорания ТСС получается жидкое железо, подогретое до 3000 С и распределенное в расплаве окиси алюминия,При контакте продуктов сгорания ТСС с кромками свариваемого материала происходит частичное подплавление и сварка кромок. Для качества получаемого в процессе термитной сварки соединения решающее значение имеет разделение продуктов реакции, Как известно, скорость разделения, т,е, скорость движения капли жидкого металла через слой расплавленных шлаков, зависит от размеров капли, плотности, вязкости металлической и шлаковой фаз. Время разделения также зависит от поверхностного свойства металла и шлаков, Следовательно, время нахождения продуктов сгорания ТСС в жидком состоянии...
Состав термитной смеси

Номер патента: 1779514
Опубликовано: 07.12.1992
Авторы: Абдуллин, Бадриев, Валеев, Давлетшина, Мадякин, Новцов, Урманов
МПК: B23K 23/00
Метки: смеси, состав, термитной
...изделия имеют низкиефизико-механические характеристики (разрушаются при транспортировке и эксплуатации, 35Целью изобретения является повышение прочности сварных соединений и улучшение эксплуатационных свойств за счетулучшения воспламенявмости и формуемости состава. 40Поставленная цель достигается тем, чтотермитный состав, содержащий железнуюокалину, магний и натриевое жидкое стекло,дополнительно содержит политетрафторэтилен при выбранном соотношении входящих в состав компонентов (в Омас,),Использование в термитном составе политетрафторэтилена совместно с магнием,железной окалиной и натриевым жидкимстеклом при выбранном соотношении компонентов придает ему новые свойства, аименно: повышение прочности сварных соединений, улучшение...
Способ изготовления пластинчатых и трубчатых электродов для электрошлаковой сварки и наплавки

Номер патента: 1779515
Опубликовано: 07.12.1992
Автор: Ерегин
МПК: B23K 25/00, B23K 35/40
Метки: наплавки, пластинчатых, сварки, трубчатых, электродов, электрошлаковой
...заданный состав напл ленного металла, рассчитывается по фмулам.В случае сварки пластинчатьдом: в случае наплавки цилиндрическим электродом: где Сн - заданное содержание химического элемента в наплавленном металле, %;Сж - содержание химического элемента в литом металле электрода, %;Со - содержание химического элемента в основном металле, подвергаемом сваркеили наплавке, %;С - содержание химического элемента в металле листового проката оболочки каркаса электрода, %;Ь - ширина наплавки или шва а проплавления, см;г - глубина проплавления основного металла, см;д - толщина свариваемого металла, см:М - 1 олщина электрода, см;а - толщина литой части электрода, см;О, К - ширина и величина усиления со стороны формирующего устройства...
Способ соединения изолированного провода с контактной пластиной

Номер патента: 1779516
Опубликовано: 07.12.1992
Автор: Егорова
МПК: B23K 31/02
Метки: изолированного, контактной, пластиной, провода, соединения
...выполняют прямоугольные углубления, наматывают в них несколько витков, располагают пластину между электродами, обжимают пластину в осевом направлении и подают напряжение с последующим осаживанием, согласно изобретению, на торце пластины со стороны верхнего электрода выполняют радиусное углубление. которое размещают напротив перемычки,1779516 Составитель Н, ЕгороваРедактор С. Кулакова Техред М.Моргентал Корректор Н. Милюкова Заказ 4408 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород. ул.Гагарина 101 Сопоставительный анализ с прототипом показал, что заявляемое решение отличается тем, что на торце...
Электрод для наплавки

Номер патента: 1779517
Опубликовано: 07.12.1992
Авторы: Голуб, Зайченко, Лупачев
МПК: B23K 35/10
...Сварочная ванна охлаждается, Уменьшается доля основного металла в наплавке. Высокая производительность наплавки. 1 ил,талла в процессе наплавки, а это ведет красходу энергии и ухудшению конструкционных свойств основного металла,Целью изобретения является увение производительности процесса наки и уменьшение доли участия основногометалла в металле наплавки.Поставленная цель достигается тем, чтов известном электроде, включающем электродный стержень, навитую на него тонкуюприсадочную проволочку и обмазку, присадочную проволоку выполняют в форме сжатой цилиндрической . пружины,закрепленной на электроде с помощью второго слоя обмазки.На чертеже изображен электрод,Электрод состоит из электродного стержня 1, внутреннего слоя 2 обмазки,...
Припой для пайки жаропрочных никелевых сплавов

Номер патента: 1779518
Опубликовано: 07.12.1992
Авторы: Кочуров, Кулешов, Кулик, Курачко, Николаенко, Юлдашев
МПК: B23K 35/32
Метки: жаропрочных, никелевых, пайки, припой, сплавов
...свойств паяного соединения. 10При введении галлия менее 0,02 мас, /равномерного выделения галлия по границам зерен не наблюдается, а следовательно, не происходит снижение коррозионнойактивности, 15Ниобий, алюминий, титан являются Кобразующими элементами и вводятся в композиции припоя для повышенияпрочностных характеристик паяного соединения, Однако их присутствие в припое в 20больших количествах существенно затрудняет формирование аморфной ленты в процессе быстрой закалки, При концентрациив данном припое ниобия более 1,20/, алюминия более 2,2%, титана более 0,5/, а 25суммарно МЬ+ А 1 + ТО 3,9%, формированиеприпоя в виде аморфной ленты на воздухеневозможно.Комплексное выражение МЬ, А, Т, Сг,Явыбиралось таким образом, чтобы обесопечить...
Флюс для низкотемпературной пайки и лужения

Номер патента: 1779519
Опубликовано: 07.12.1992
Авторы: Мироненко, Панарин, Солосенкова
МПК: B23K 35/363
Метки: лужения, низкотемпературной, пайки, флюс
...мас.%:Канифоль 1047,5 Хлористый аммоний 37- 45Спирт этиловый Остальное Хлористый аммоний в приведенном соотношении компонентов обеспечивает флюсу высокую флюсующую активность, т.к, хлористый аммоний усиливает адсорбцию органического катапинз на поверхности паяемаго металла и расплавленного припоя, в результате чего скачком) уменьшается поверхностное натяжение на границе припой - основной металл, т.е. улучшаются условия смачивания, что особенно важно при пайке и лужении деталей, имеющих на поверхности гальваническое покрытие с переводам оксидов металлов в их хлориды, которые с хларидам аммония образуют легкоплавкие летучие или легко растворяющиеся соединения.Предлагаемый флюс приготавливают путем растворения канифоли в этиловом спирте...
Автомат для изготовления металлического обода из ленты

Номер патента: 1779520
Опубликовано: 07.12.1992
Авторы: Дубовой, Каширцев, Филистеев
МПК: B23K 37/04
Метки: автомат, ленты, металлического, обода
...элемента шаблона со сварочным электродом, а также спаренных прижимно-обкатных механизмов, благодаря которым отмеряется мерная заготовка и сводятся ее концы перед соединением их сваркой, механизма для резки мерной заготовки, состоящего из неподвижного упора с захватом для ведущего конца ленты, и отрезного механизма, установленных вне пределов контура неподвижного шаблона и управляемых по циклу с помощью электро- пневматической кулачковой системы,На фиг,1 изображен предлагаемый автомат, вид сбоку; на фиг,2 - то же, вид сверху; на фиг.3 - схема механизмов размотки ленты, подачи ленты получения мерной заготовки, сведения ее концов; на фиг.4 - вид А на фиг.1; на фиг,5 и б - получаемый обод,Автомат для .изготовления металлического...
Устройство для формирования кольцевых сварных швов

Номер патента: 1779521
Опубликовано: 07.12.1992
МПК: B23K 37/06
Метки: кольцевых, сварных, формирования, швов
...штоков И относительно ступицы 10, в последней в месте крепления каждого подпружиненного штока выполнен радиальный паз 14,Пазы 14, ограничивая отклонение подпружиненных штоков 11, регламентируют величину смещения формирующих звеньев 9 в радиальном направлении при контакте их с.поверхностями свариваемых изделий, определяя при этом необходимую длину удержание сварочной ванны, при этом обеспечивается нормальное перекатывание подкладного кольца по поверхности свариваемых изделий,Каждый из подпружиненных штоков содержит стакан 15, пружину 16, стержень 17, направляющий палец 18,При этом отверстия (на фиг,2 не обозначены) в стаканах 15 под пальцы 12 выполнены, например, переменного сечения, которое обеспечивает возможность перекоса в них...
Способ изготовления коробов-модулей понтонного кольца плавающей крыши резервуара

Номер патента: 1779545
Опубликовано: 07.12.1992
Авторы: Габидуллина, Капин, Каравайченко, Паперно, Садыков, Шнейдер
МПК: B23K 37/047, B23Q 41/00
Метки: кольца, коробов-модулей, крыши, плавающей, понтонного, резервуара
...фиг. 1 показана принципиальная 35схема поточной линии; на фиг. 2 - разрезА - А на фиг. 1; на фиг, 3 - сварочный стендкантователь.Предлагаемая поточная линия состоитиз листораэреэной установки 1, например 40ножниц, листогибочной машины 2, роликовых транспортеров 3, кондуктора 4 длясборки коробов-модулей 5, который снабжен двумя смежными ячейками "а" и "б",каждый из которых имеет основание 6, 45опорные ложементы 7, контурные фиксирующие элементы 8, сварочного стенда-кантователя 9, имеющего основание 10, стойки 11и 12, раму 13, привод 14, фиксаторы 15,герметизирующую пластину 16 со штуцером 17 для присоединения к источнику давления, прижимы 18, кондуктора 19 длясборки и сварки монтажного блока 20, который имеет основание 21, опорные...
Болт

Номер патента: 1779820
Опубликовано: 07.12.1992
Авторы: Гусевской, Левиков, Лисовский, Роот, Сорвилов, Трубников
МПК: B23K 11/14, F16B 35/06
Метки: болт
...недопустимой концентрации гелия отбор проводят из каждой трубки и определяют место течи в топливной системе. После проведения контроля герметичности систем насадок 19 течеискателя отстыковывают от платы 17, сообщая полости камер 6 через трубки 10 с атмосферой. В этом случае трубки 10 выполняют роль дренажных, отводящих рабочий компонент при эксплуата, ции изделия из полости камеры (в случае егопротечки) за пределы отсека. 15 20 25 30 35 40 45 Применение предложенного способа по сравнению с известными позволяет повысить чувствительность при контроле топливных систем, размещенных в замкнутых отсеках и отборе проб также иэ отсека, Причем использование трубок как дренажных при эксплуатации изделия позволяет повысить его...
Способ изготовления сварных ребристых конструкций

Номер патента: 1780521
Опубликовано: 07.12.1992
Авторы: Двуреченский, Ляпин
МПК: B23K 28/02
Метки: конструкций, ребристых, сварных
...при любой кривизне 5ребер, в отличие от известных способовснижения сварочных деформаций, приложением к панелям нагрузки вдоль или поперек шва,Предложенный способ опробован на 10панелях с параллельными ребрамий на ро-торах вентиляторов. состоящих из плоскихдисков и непрямолинейных ребер(лопаток).На фиг. 1 изображена схема нагружения при сварке плоской панели с параллельными ребрами; на Фиг, 2 - схеманагружения при сварке роторов вентиляторов.На фиг, 1 изображена плоская панель изАМг 6 толщиной 4 мм с ребрами 2 иэ АМгб 20толщиной 3 мм, 3 - технологический припуск, к которому прикладываются растягивающие силы Р с шагом 125 мм.На фиг, 2 - материал оболочки 1 и лопаток 2 Ст,З толщиной 2 мм, 25Изобретение осуществляется следующим...
Кассета для групповой пайки выводов высоковольтных приборов

Номер патента: 1780953
Опубликовано: 15.12.1992
Авторы: Лысенко, Малица, Сачков
МПК: B23K 3/08
Метки: выводов, высоковольтных, групповой, кассета, пайки, приборов
...формы, на ножках имеющие кольцевые канавки для крепления кассеты при разгрузке спаянной арматуры высоковольтных приборов нижней крышкой, выполнены составными.На фиг. 1 изображен общий вид кассеты; на фиг. 2 - одно рабочее место для пайки арматуры в сечении; на фиг. 3 - вид сверху блока 2; на фиг, 4 - разрез А-А на фиг. 3.Кассета состоит из двух горизонтальныхтонкостенных крышек - верхней 1 и нижней 3, и блока 2, выполненных из дюралюминия, соединенных по краям фиксирующими стойками 4, состоящими из двух частей.Блок 2 для соосного ориентированиявыводов и высоковольтных приборов в процессе пайки выполнен из двух расположенных на расстоянии друг от друга горизонтальных пластин 5 и 6 со ступенчатыми отверстиями 9 и кварцевых трубок...
Устройство для нанесения покрытий из порошковых материалов

Номер патента: 1780954
Опубликовано: 15.12.1992
Автор: Ульянов
МПК: B23K 5/18
Метки: нанесения, покрытий, порошковых
...пронумерованным секциям 2,4,6 и производят наплавку верхнего слоя.Нанесение меток на боковую поверхность бункера позволяет точно определить положение границ отверстий, через котового материала 5 эа счет частичного 30 рые пропускаются порошковые материалы, что обеспечивает достаточную и приемлемую для практики наплавки точность дозирования при перекрытии донными, отверстиями бункера выемок канавок доза- тора, а выполнение этих меток термокрасками позволяет отследить по изменению их цвета критическую температуру перегрева мундштука горелки, при которой проявляется обратный удар, хлопки, что безусловно повышает безопасность работы сварщика, уменьшает непроизводительные затраты рабочего времени на устранение последствий обратных ударов,...
Стабилизированный источник переменного напряжения

Номер патента: 1780955
Опубликовано: 15.12.1992
Авторы: Андреев, Исхаков, Кораблев, Лапин
МПК: B23K 9/06
Метки: источник, переменного, стабилизированный
...предлагаемого стабилизированного источника переменного напряжения,Регулирующий орган 1 стабилизированного источника состоит из трансформатора со вторичной силовой обмоткой 2, основной первичной сетевой обмоткой 3 и обмотками 4-14-п чольтопонижающих секций 5-15 - и соответственно. Каждая из вольтопонижающих секций состоит из Обмотки с последовательно включенным полупроводниковымключом 6-1 , 6-п и шунтирующим их электронным ключом 7-17-п.: Вольтопонижающие секции 5-15-и соединены между собой и относительно сетевой обмотки 3 последовательно. Число витков основной первичной Обмотки 3 выбирается из условия минимального допустимого напряжения сети при максимальной допустимой нагрузке для 25 этого стабилизатора. При этом напряжениена...
Способ автоматической электродуговой сварки неплавящимся электродом

Номер патента: 1780956
Опубликовано: 15.12.1992
Авторы: Вецпер, Зубриенко, Петрованов, Эйдельштейн
МПК: B23K 9/167
Метки: автоматической, неплавящимся, сварки, электродом, электродуговой
...дефектов.Целью предлагаемого изобретения яв- л ляется повышение качества сварки за счет исключения замыканий дугового промежут- р ка в период подачи проволоки в зону сварки.Указанная цель достигается тем, что в известном способе автоматической электродуговой сварки неплавящимся электродом с периодической подачей присадочной О проволоки в зону сварки, в период подачи проволоки длину дуги увеличивают на значение, равное 1 - 1,5 диаметра присадочной д проволоки,и таком способе исключаются зам кания проволокой дугового промежутка,На фиг. 1 показана схема сварки по предложенному способу в период паузы в подаче присадочной проволоки; на фиг. 2 - схема сварки в период подачи присадочной проволоки; на фиг. 3 - циклограмма процесса...
Устройство для сварки и наплавки

Номер патента: 1780957
Опубликовано: 15.12.1992
Автор: Ульянов
МПК: B23K 9/18
...Включают подачу транспортирующего газа и источник колебаний 12; Рукояткой 7 в соответствии с градуировочными метками 23 поворачивают стержень 6 так, чтобы совпали соосные отверстия 5 и 8. Полное или частичное совпадение, перекрытие этих отверстий позволяет дозировать подачу порошковых материалов из секций питателя 3 в осевой канал. Порошковые струи из отверстий 8, пересекаясь в осевом канале стержня 6 и перемешиваясь колеблющейся упругой цилиндрической спиралью 13, падают на конический наконечник 11, стекая затем в межвитковое пространство пружины 9. Сжатый газ по спирали обжимает расходящиеся многочисленные порошковые струи в один сплошной непрерывный поток и по направляющей трубке 16 подается в зону горения дуги. Именно под...
Устройство для дуговой сварки

Номер патента: 1780958
Опубликовано: 15.12.1992
Авторы: Горлов, Майорова, Резкий, Смоляр
МПК: B23K 37/02, B23K 9/30
...горелки в траверсе на опорах-центрах, ось которых расйоложена в одной плоскости с осью соосных подшипников и перпендикулярно ей, а также выполнение регулировочного винта со сферической пятой, гайки-муфты в виде цилиндра, а резьбовое отверстия в гайке перпендикулярно оси цилиндра и установка сферйческой пяты и гайки-муфты соответственно в горелке и в траверсе позволяют создать универсальный шарнир, т.е. осуществить шарнирное соединение винта как с горелкой, так и с траверсой,При этом работа винтовой передачи - винта и гайки-муфты позволила осуществить вращение сферической пяты в горелке и разворот винта с цилиндрической гайкой в траверсе, что обеспечивает перемещение шаровой пяты с горелкой относительно траверсы.Таким...
Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления

Номер патента: 1780959
Опубликовано: 15.12.1992
Авторы: Зяхор, Казымов, Кучук-Яценко, Мосендз, Чередничок, Швец
МПК: B23K 11/00
Метки: брызг, защиты, искр, контактных, машин, металла, расплавленного, стыковых, узлов
...постоянно обновляемый слой. Направляющие планки, установленные по краям щитка, формируют направление течения слоя жидкости.На фиг, 1 и 2 представлено схематическое изображение защитйого устройства.Устройство содержит. 1 - щиток; 2 - , трубопровод для подачи жидкости; 3- водо- сборный. кожух; 4 - щелевое отверстие; 5 - направляющие планки,На щитке 1 со стороны нерабочей поверхности закреплен трубопровод для подачи жидкости 2, который закрыт водосборным кожухом 3, Между кожухом 3 и рабочей поверхностью щитка 1 выполнено щелевое отверстие 4. По краям щитка 1 установлены направляющие планки 5.. Способ защиты от искр и брызг расплавленного металла с помощью предлагаемого устройства реализуется следующим образом. Перед сваркой между зоной...
Электрод для рельефной сварки

Номер патента: 1780960
Опубликовано: 15.12.1992
Авторы: Мазаник, Павловский
МПК: B23K 11/14, B23K 11/30
Метки: рельефной, сварки, электрод
...положительный эффект, он является существенным,На фиг. 1 изображен предлагаемыйэлектрод с упором в виде втулки, общий вид;на фиг. 2 - то же, в рабочем положении; нафиг. 3 - электрод с упором-втулкой, опирающейся в процессе сварки на нижний электрод; на фиг. 4 - электрод с упором,смонтированным на держателе токоподводящего стержняЭлектрод содержит токоподводящийстержень 1 с охлаждающим каналом 2, установленный в держателе 3. На резьбу стержня 1 навернуты упор 4, выполненный из нетокопроводящего (диэлектрического) ма. териала в виде втулки и фиксирующая его гайка 5. Упор 4 может быть установлен не только на стержне 1, но и на держателе 3 и выполнен, например, в виде ушек с регулировочными винтами 6 (фиг, 4), взаимодействующими...
Способ диффузионной сварки деталей из разнородных материалов

Номер патента: 1780961
Опубликовано: 15.12.1992
Авторы: Воронкин, Зусин, Куцын, Лаврентик, Олейников, Рассказова, Харлашин
МПК: B23K 20/14
Метки: диффузионной, разнородных, сварки
...детали вставляют другую деталь и производят их нагрев с изотермической выдержкой, вначале нагревают корпус в зоне его соединения с пластиной до температуры, превышающей температуру диффузионной сварки на 300 - 400 С, после установки в нем пластины осуществляют охлаждение до температуры диффузионной сварки, а изотермическую выдержку производят при этой температуре в течение 2 - 3 часов,Способ осуществляют следующим образом.Крепление режущих пластин к корпусу инструмента проводят в двухкамерной универсальной установке. Каждая камера имеет свою независимую систему откачки, позволяющую получить вакуум в рабочем пространстве не ниже 1,33 10Па и систему сжатия, обеспечивающую получение необходимой величины давления сжатия.Вначале...
Фокусирующий узел лазерной технологической установки

Номер патента: 1780962
Опубликовано: 15.12.1992
Авторы: Ивановский, Котляров, Сорокин, Царук
МПК: B23K 26/00
Метки: лазерной, технологической, узел, установки, фокусирующий
...На наружной боковой поверхности конуса изготовлены лопасти 8 для забора окружающего конус газа, причем они каналами 7 соединены с внутренней полостью конуса. На корпус узла устанавливается кожух 10, охватывающий конус 6 и имеющий на боковой стороне патрубок 11 для подачи газа в полость кожуха,Фокусирующий узел работает следующим образом.При помощи резьбового элемента корпус устанавливается на оптическую систему лазерной. технологической установки соосно с ее оптической осью. В соответствии с решаемой технологической задачей выбирается фокусирующая линза и величина эксцентриситета ее смещения с оси оптической системы. Расчетным или экспериментальным путем устанавливается тип, расход и давление газа, необходимого для реализации...