Патенты с меткой «моделям»
Суспензия для изготовления литейных оболочковых форм по выплавляемым моделям

Номер патента: 1109238
Опубликовано: 23.08.1984
Авторы: Агафонов, Гудова, Лобанова, Шкурская, Щелкунов
МПК: B22C 1/00
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...цв зкт,сик 1)емнин В кремиезо)е коррек-. т,зпразбавлением водойриц с)1 с СИЛИКЯ. (Я ПО О)СС) гтгтс( В ЦЕГог т г. С) .110при р 1 9-11 значительн.) (.иокйнее.НЕТ В КИСЛОЙ Т ПЕЦЕ 11 р-(утНТ, Пг. УК 1 ГТ(ПРОЛИЗЯ 10 ВЫШЯЕТ МЕХЯИнгС свойства оболочек, Щелотныз кат:иНзаторы сиасобс 1)ут.: стабилизации ии.(росуток.Сушат каждый ОЛОЙ 000)поткние 120 мин при 25-27 0. по: 29- 23 0 -относительной впяхсности з(оз г ),я )р.с)0/бостязы с, спеТзий )т се ой с ча 1 т;,неданы В тяол.2,1(ак СЛР-ует из т;(бл)111 2;1-Ог;.,Обо)ОЧЕК ИЗ СЧС,.Г., ЗИ С Г НОВТ(г)ткремнезо(пем,-,ьше В 2 -.: 1,;",;иИСПОЛЬЗОВЯНТИ КИСЛОГО КРС МСТОЛ:"1 КИВгЧЕСТЬ Суе;-ЕНЗИИ ув(Р., ТГВя(т(;.:, ече:тир т 0 мин тр,.- 28-29 0 и влаж;(Гс-и З 0 -.07, иит;нсинности обцува 2lи Огс; зывяет, что...
Смесь для изготовления литейных форм по выплавляемым моделям

Номер патента: 1109239
Опубликовано: 23.08.1984
МПК: B22C 1/08
Метки: выплавляемым, литейных, моделям, смесь, форм
...извести на более мелкие частицы в процессе гидратации позволяет обеспечить хорошее качество поверхности форм,Составы и свойства смесей Ф 1-4 приведены в табл. 1 и 2, в которых приведены также состав и свойства известной смеси.Смесь приготавливают следующим образом.Динас, природный ангидрит с.удельной поверхностью 400-450 м/кг, негашеную известь перемешивают в лабораторной фарфоровой мельнице 10- 15 мин, после чего вводят раствор сульфитна-спиртовой барды в воде. Сосуд с жидкой смесью помещают на вибровакуумную уставку и вцбровакуумируют 3 мин. Затем смесь заливают в опоку, установленную на модельной плите с выплавляемай моделью или блоком моделей и вторично вибровакуумируют. Затвердевание смеси происходит при комнатной...
Смесь для изготовления литейных форм по выплавляемым моделям

Номер патента: 1115835
Опубликовано: 30.09.1984
Авторы: Голуб, Политова, Рогоцкая, Ференц, Черпакова
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, смесь, форм
...до 0,06-0,08 мм, что соответствует удельной поверхности 40004500 см 2/г. Силы сцепления комковатыхобразований при попадании в воднуюсреду ослабевают, они распадаются.Величина зерен трепела в затвореннойформовочной смеси составляет 5-20 мк,что значительно ниже размера кварцевых зерен. Сочетание более крупнойи мелкой фракции в формовочной смесизначительно увеличивает ее прочностные характеристики. В состав трепелавходит низкотемпературный кристобалит, который при нагревании в диапазоне температур 80-260 С переходит3 1115835 4 в высокотемпературный кристобалит. кучести, во-вторых, направленно реПри этом происходит. возрастание объем- гулируют гидратацию гипса.ного расширения минерала Этиленгликоль и ацетон выполняютфункцию...
Способ изготовления многослойных комбинированных форм по выплавляемым моделям

Номер патента: 1129014
Опубликовано: 15.12.1984
Авторы: Бочаров, Вавинская, Зоркина, Москаленко, Семененко, Туровский
МПК: B22C 9/04
Метки: выплавляемым, комбинированных, многослойных, моделям, форм
...форм и снижению трудоемкостиих изготовления, а также снижениюрасхода пылевидного кварца.Оптимальной плотностью жидкогостекла является 1100-1350 кг/м,Предложенный предел плотности обусловлен обеспечением необходимойтехнологической прочности форм(5,0-9;0 МПа) и сокращением времени сушки до 2,0-2,5 ч. Последовательность операций при формообразовании следующая: из приготовленной суспензии на основе3 1129 этилсиликата на блок моделей наносят первый слой покрытия и обсыпают его либо шаматом марки ШЗ 0315, либо кварцевым песком 1 К 016; обсыпанный слой сушат при 24-26 С в течение 2,0-2.5 ч при относительной влажности 60-80Затем блок моделей с высушенным этилсиликатным слоем погружают на 2-3 с в водный раствор жидкого стекла с...
Смесь для изготовления литейных форм по выплавляемым моделям

Номер патента: 1133014
Опубликовано: 07.01.1985
Авторы: Голуб, Матийчук, Рогоцкая, Ференц, Черпакова
МПК: B22C 1/06, B22C 1/08, B22C 1/16 ...
Метки: выплавляемым, литейных, моделям, смесь, форм
...въсполня ет (эункци( связующего. 1 зло 1(гяя кислота является элек .",эолитам, Водный раствор с.ульфировянного нафтялинформяльдегидного о;ИГОмР 1 эа с сопе 1 эжа 1 зием гэ 1 мяс,7. яе.- 1.:ного вс:шества (в пересчете э сухое вещество) с пргзмесями карбос(букли:еского сульфированного продукта и сульфата натрия илеет рН 7-9 (1 У 16-1( в -252(-80) суггерпластифнкятор С-З,. Он выполняет функцию в смеси поверхностно-яктивцоГО вецествя За счет со(.мост:.Ого содеэжания молочной кислоты и суперпластифика ора СпроцР(,с твердеьИя харяктеризу ется след(1 лвц(ими особенн эстями: ня первой стад;и твердения проявляется действие суперпластификатора С- зямедлителя схватываят, пок.гмнеземя - (эпока и карц.0 чокя ГчУ 17 УССР 27 чт - 79) твертгяя гэгКо(11...
Способ получения комбинированных керамизированных форм по постоянным моделям

Номер патента: 1135525
Опубликовано: 23.01.1985
Авторы: Горин, Иванова, Каркин, Оболенцев, Савченко
МПК: B22C 9/00
Метки: керамизированных, комбинированных, моделям, постоянным, форм
...в отличие от массивного гипсового куска, стабилизирующего своиразмеры после эатвердевания,Целью изобретения является улучшение качества Формы за счет предотвращения ее подрыва при выеме модели путем уменьшения сил сцепления между затвердевшим керамизированным облицовочньсч слоем и моделью,Эта цель достигается тем, что согласно способу получения комбиниро"ванных керамиэированных Форм по постоянным моделям, включающему изготов"ление опорной части формы, смазкумодели разделительным слоем, сборкуопорной части формы и модели, заливку суспензии в зазор между опорнойчастью формы и моделью для формирования керамиэированного слоя. затвердевание облицовочного слоя и удаление модели, заливку суспензии в зазор между опорной частью формы...
Способ изготовления литейных форм по выплавляемым моделям
Номер патента: 1135528
Опубликовано: 23.01.1985
Метки: выплавляемым, литейных, моделям, форм
...Па в течение 45 мин - 2 ч.Вследствие вакуумирования гипсовых форм при нх нагреве от 200 до300 С происходит смещение в указанную область температур процесса превпревращения обезвоженного полугидрата в растворимый ангидрит, чтопозволяет совместить кристобалитовый эффект расширения наполнителяи эффект усадки гипсовой связки.Подвергнутые вакуумированию формыизменяют свою структуру. без резкихизменений объема, что обеспечиваетих целостность и отсутствие трещинпосле прокаливания.Верхний предел давления 210 фПаявляется границей осуществления эффекта снижения температуры перестройки кристаллической решетки ангидрита, нижний предел не ограничен; Однако целесообразно ориентироваться на недефицитные и простые в эксплуатации механические насосы с...
Раствор для упрочнения форм по выплавляемым моделям

Номер патента: 1135529
Опубликовано: 23.01.1985
Авторы: Артеменко, Гречко, Ежов, Шистерова
Метки: выплавляемым, моделям, раствор, упрочнения, форм
...раствора 1,48-1,80 г/см , рН 10 -12. Содержащиеся в этом продукте гидро- окись алюминия и гидроокись натрия при взаимодействии с ортофосфорной кислотой образуют в растворе алюмофосфаты и натрийфосфаты, которые в процессе пропитки формы оседают на отдельных частицах материала формы, увеличивают связку между частицами материала формы и обеспечивают тем самым повышение ее прочности и термостойкости.При содержании в предлагаемом растворе ортофосфорной кислоты11355 3менее 13,5 Х и продукта гидролизащелочно-алюминатных растворов менее8,5 Х прочность форм после прокалкии их термостойкость становятся ниже технологически допустимого предела (статическая прочность приизгибе должна быть не менее 25 кг/сми термостойкость не менее 10 теплосиен)....
Способ изготовления многослойной оболочковой формы по выплавляемым моделям

Номер патента: 1136883
Опубликовано: 30.01.1985
Авторы: Березовский, Розовский, Сезганов, Сухарева, Хохлова
Метки: выплавляемым, многослойной, моделям, оболочковой, формы
...размер, сплошную внешнюю оболочку при пористой внутренней структуре. Указанные свойства и характеристика шлака позволяют использовать крупные гранулы до 6 мм и тем самым значительно увеличить толщину формы, повышая ее прочностные свойства. Кроме того, гранулированный шлак от выплавки ферросплавов с содержанием МдО 35,0-49, мас/о хорошо смачивается связующими - как этилсиликатом, так и жидким стеклом, В результате этого на поверхности гранул образуются тонкие и прочные пленки связующего, хорошо удерживающие гранулы обсыпочного материала, так как крупные и легкие гранулы, размеры которых увеличиваются от слоя к слою, внедряются в слои суспензии. Нижний предел зернистости связан с требованиями к качеству поверхности отливок и не должен...
Суспензия для изготовления керамических форм по выплавляемым моделям

Номер патента: 1138228
Опубликовано: 07.02.1985
Авторы: Перевозкин, Ривина, Синюшин, Шилина
Метки: выплавляемым, керамических, моделям, суспензия, форм
...реакций, приготавливаютсяразличные по содержанию составы огнеупорной суспензии и проводятся сравнительные испытания свойств с известным составом.Суспензию приготавливают следующимобразом,Готовый водный раствор хлоридг кальция плотностью с 1 = 1,16 г/см, что соответствует 17,8 с/с концентрации (мас) в объеме1 л, К полученному раствору добавляют1,5 л АХФС и перемешивают 5-7 мин. Получаемая смесь растворов имеет плотность1,34 - 1,36 г/см .В смесь растворов вводят расчетное количество 10 - 1/-ного водного раствора шелочи (1 МаОН) марки х 4, ГОСТ 4326-47,огнеупорного наполнителя - маршалита марки ПК-З, ГОСТ 9077-59, расчетное количество которого составляет 4,5 кг и 4 мл ПАВ.Суспензию перемешивают при водяном охлаждении мешалки в течение...
Способ изготовления оболочковых форм, получаемых по выплавляемым моделям
Номер патента: 1139560
Опубликовано: 15.02.1985
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочковых, получаемых, форм
...и возможностьюседиментационного подъема пузырьковинертного газа в суспензии, Это значение является. минимальным, при котором возможно образование пузырьков. Оно лишь на незначительнуювеличину превышает статическоедавление,Верхний предел ограничения давления (0,20 ИПа) обусловлен возможностями (с учетом техники безопасности) использования емкостей, содержа 40щих инертные газы - баллонов, имеющихограничения по давлению выпускаемогоиз них газа в условиях его транспортировки по шлангам от специальнооборудованных мест к участкам нанесения покрытий,Суспензию продувают инертньпки газами для Формирования второго и последующих после третьего слоев оболочки,Изготавливают образцы и опытные оболочковые формы. Прочность при изгибе определяют...
Смесь для изготовления литейных форм по выплавляемым моделям

Номер патента: 1142213
Опубликовано: 28.02.1985
Авторы: Матийчук, Павлив, Синенькая, Смирнова, Шпынова
МПК: B22C 1/06
Метки: выплавляемым, литейных, моделям, смесь, форм
...схватывания цемента должнонаступать не ранее 45 мин, а конец -не позднее 10 ч от начала затворения,Тонкость помола цемента должна бытьтакой, чтобы при просеивании пробыцемента сквозь сито У 008 проходило 10не менее 85 Х массы просеиваемойпробы.Разжижитель С(суперпластиФикатор) - смесь натриевых солей полиметиленнаФталинсульФокислот, сульФата 15натрия и натриевой соли лигносульФоновых кислот - это жидкость коричневого цвета. Содержание активноговещества в пересчете на сухой продукт не более 687. Содержание зоны 20в пересчете на сухой продукт не более 38 Х рН 2,57.-ного водного раствора 7-9.Свыбранв связи с тем, чтоон является более эФФективным пластиФицирующим средством. Применениев качестве пластиФицирующей добавкиСв количестве...
Суспензия для изготовления литейных форм по выплавляемым моделям

Номер патента: 1154027
Опубликовано: 07.05.1985
Авторы: Антипенко, Бондарев, Кривенко, Лунева, Макаровский, Петренко, Синица
МПК: B22C 3/00
Метки: выплавляемым, литейных, моделям, суспензия, форм
...пыли содержат15-20 металлического железа,остальное - карбид кремния Я .45Недостатком этой суспензии является то, что в отходах наждачной пылисодерзжтся до 15-20 металлическогожелеза. Во время обжига Форм металлическое железо окисляется до РеО или 50Ге 04 а в присутствии Ма О и ЯО2ообразует жидкий расплав уже при 500 Са при нагреве до 976 С образуется целый ряд эвтектических расплавов. Эти.Расплавы пропитывают полностью Форму 55и при заливке металлов взаимодействуют с последнии, образуя при остывании различного состава твердые раст 10,0-25,0 Содержание отработанного катализатора ИИ 2201 в суспензии менее 3 мас.практически не связывает железо и окислы железа в более туго. плавкие соединения, железистый расплав формы взаимодействует с...
Керамическая смесь для изготовления литейных форм и стержней по постоянным моделям

Номер патента: 1156801
Опубликовано: 23.05.1985
Авторы: Евдокимова, Кузнецов, Липес, Новожилов, Раткевич, Тимофеев, Царевский
МПК: B22C 1/02
Метки: керамическая, литейных, моделям, постоянным, смесь, стержней, форм
...поверхность, хромит магния,введенный в керамическую смесь,повышает химическую инертность еек металлу и его окислам,Так, закись железа РеО, неизбежно появляющаяся на границе разделаметалл-форма, в результате окисленистали парами-воды и кислородом воздуха взаимодействует в первую очередь с мелкодисперсным хромитоммагния, и, минуя жидкую фазу, образует твердые растворы замещения пореакцииРеО + М 80 Сг, Ор"РеСкО + МяОРеО + МяО (М 8, Ре )ОПродукты взаимодействия РеО схромитом магния тугоплавки (Тя2000 С), не растворяются в окислахжелеза и не смачиваются жидкой стаолью (угол смачивания О 90 ), снижаятем самым силы сцепления между отливкой и формой.Кроме того,. в результате объемныхизменеиий, имеющих место в случаевзаимодействия между...
Суспензия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1156803
Опубликовано: 23.05.1985
Авторы: Абадаев, Иванова, Кириллова, Кондратьев, Соловьева, Танкелевич
Метки: выплавляемым, многослойных, моделям, оболочковых, суспензия, форм
...рН 2-6.Снижение рН менее 2 и повышение более 5 ведет к помутнению раствораАИСР и к выпадению хлопьевидного25 осадка геля кремневой кислоты врастворе. Такие растворы являютсятехнологически непригодными к использованию,Содержание в суспензии 153-ногоЗО водного нейтрализованного раствораАИСР менее. 1,9 мас.7. неэффективно,а более 2,5 мас.7 экономически нецелесообразно. Так как гаэопроницаемость .керамических оболочекстабилизируется, процент дефектовотливок по поверхностным раковинамне уменьшается.Оптюальное содерхание 15 -ноговодного нейтрализованного раствораАИСР с рИ 2-6 находится в пределах1,9-2,5 мас.Ж.П р и м е р. АМСР (ТУ 6-02-700-76)имеет рН 10. ИспользованиеАИСР в исходном состоянии длявведения в суспензию технологически...
Способ приготовления жидкостекольной суспензии для изготовления литейных керамических форм по выплавляемым моделям

Номер патента: 1158281
Опубликовано: 30.05.1985
Авторы: Васин, Копылов, Логиновский, Лонзингер
Метки: выплавляемым, жидкостекольной, керамических, литейных, моделям, приготовления, суспензии, форм
...сжатым воздухом или инертным газом в принятыхрежимах н течение менее 10.мин неприводит к заметному повышению прочности и термостойкости форм; обработка более 60 мин по тем же причинам нецелесообразна. Снижение удельного расхода сжатого воздуха менее0,2 мз/кг не приводит к заметномуповышению прочности керамическихформ, а его увеличение свыше0,5 и /кг также неэффективно из-эавыброса суспензии из емкости. Этиже закономерности характерны длясоответстнующих значений линейнойскорости, которая определяетсяотношением расхода воэпуха Й м/с)к площади сечения 5 м , через кото 2рое он Фильтруется, Это позволяетучесть влияние применения площадисечения рабочей емкости на качествообработки суспенэии воздухом.На чертеже схематически представлена...
Устройство для обработки воздухом нагретых форм по выплавляемым моделям “инжакт

Номер патента: 1174150
Опубликовано: 23.08.1985
Авторы: Голованов, Почкарев, Серебряков
МПК: B22C 9/12
Метки: воздухом, выплавляемым, инжакт, моделям, нагретых, форм
...патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасывающего патрубка. Здесь соосность достигается 5 регулированием положения гибких лепестков, выполняемых за одно. целое с воздухораспределительной коробкой.На фиг. 1 представлено устройст" во, общий вид; на фиг.2 - разрез А-А 2 О на фиг.1.УстРойство состоит из подающего 1 и всасывающего 2 патрубков, присоединенных к воэдухораспределительной коробке 3. Соосно с всасывающим пат рубком, укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 и сопла 5 достигается регулированием положения лепестков (фиг.2).Устройство работает следующим образом.....
Огнеупорная суспензия для изготовления керамических оболочковых форм по выплавляемым моделям

Номер патента: 1178529
Опубликовано: 15.09.1985
Авторы: Карцева, Кудрявцева, Омельченко, Пуренков
Метки: выплавляемым, керамических, моделям, оболочковых, огнеупорная, суспензия, форм
...гаэообразующего вещества выше верхнего предела, указанного в формуле изобретения, приводят к слишком значительному падению прочностных свойств при незначительном улучшении технологических. Огнеупорную суспензию готовятследующим образом,В установку для приготовлениясуспензии с числом оборотов мешалки2800-3300 в минуту заливают связующее и водно-бетонитовую суспензию,предварительно обработанную ультразвуком, и перемешивают в течение3 мин. В полученную смесь загружают равномерно перемешанные между 9собой огнеупорный наполнитель истеколоволокно, перемешивают 15 минвводят порошок гидроперита, перемешивают еще 25-30 мин, после чегоогнеупорная суспензия готова купотреблению.В таблице приведены конкретныесоставы огнеупорной суспензии...
Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям

Номер патента: 1180150
Опубликовано: 23.09.1985
Авторы: Буйновский, Заварцев, Оконнишников, Шилкин
МПК: B22C 23/02, B25J 11/00
Метки: выплавляемым, изготовлении, крупногабаритных, литейных, манипулятор, моделям, нанесения, огнеупорных, покрытий, форм
...материалом выполняет ся в зависимости от типа пескосыпа.При применении пневматического пескосыпа после удаления излишков суспензии из внутренних глухих полос- тей модели и равномерного распределения слоя суспензии на поверхности выключается вращение шпинделя, и блок ходом тележки перемещается на позицию пескосыпа, Повторяются все движения, происходящие при об" мазке модели суспензией. Слой огнеупорного покрытия нанесен. Отключается вращение модели относительно штанги. Манипулятор отходит на позицию передачи блока в камеру сушки непосредственно либо через промежуточное устройство, например, с помощью приводной тележки.В случае использования механического пескосыпа блок вводится в рабочую камеру при вращении как штанги модельного...
Способ получения в литейной форме по газифицируемым моделям отливок

Номер патента: 1186360
Опубликовано: 23.10.1985
Авторы: Бураков, Василенко, Нетес, Никитенко, Сагура, Серебро
Метки: газифицируемым, литейной, моделям, отливок, форме
...заключаетсяв том, что металл в процессе литьяпо газифицируемым моделям подаетсяв форму порциями, причем первуюпорцию сливают из полости формы вспециальную бобышку, а вторую заливают для получения отливок,Массу жидкого металла, идущую напервую порцию (М о ), определяют из1следующих соображейий: количествотепла, отбираемого у металла на нагрев и оплавление модели массой Млл ,составляет мод ( ( + т (1 де Ям,- теплота плавления модели;См- удельная теплоемкость модели;Ьтм - интервал температуры нагрева модели до ее оплавленияЯ мо берется у заливаемой порции жидкого металла, имеющей искомую ассу Г 1 ео , причем необходимо обесечить условие, чтобы после оплавлеия модели температура порции жидкоо металла была достаточной для ее...
Устройство для контроля размеров форм литья по выплавляемым моделям

Номер патента: 1186361
Опубликовано: 23.10.1985
Авторы: Белов, Емельянов, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, размеров, форм
...преобразователи 10 переЭмещений соединяют с керамическойоболочковой формой 19 кварцевымистержнями 13, которые перед установкой для измерения пропускают черезотверстия в заслонках 6.После включения измерительногои регистрирующего устройств производится установка нуля на регистрирующем приборе 22. Это выполняется перемещением преобразователей 10 перемещений в горизонтальном направлениипри совместной работе с преобразова-,телями 12 перемещений, предварительно выставленными на ннольС помощью механизма 2 перемещенияверхняя подвижная часть печи 1 понаправляющим колоннам 3 опускаетсявниз до соприкосновения с поддоном 5,Заслонки при этом перекрывают проемыв печи 1. В результате образуетсянагревательная камера, закрытая совсех сторон...
Способ получения многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1205986
Опубликовано: 23.01.1986
Авторы: Боровинская, Деев, Ершов, Мержанов, Тимохин, Торопов, Юхвид
Метки: выплавляемым, многослойных, моделям, оболочковых, форм
...18 ч (в известномседиментационная устойчивость неприведена).Приготовленную суспензию наносятна поверхность стандартной оболочковой литейной формы с толщинойстенки 4 мм (в известном толщинастенки 25 мм). Стандартную оболочковую литейную форму изготавливаютиз корунда (в известном из цирконового песка). Смесь наносят послойнос сушкой каждого слоя в .сушильномшкафу при атмосферном давлении итемпературе 100- 150 С (в известномсушку проводят при разряжении380 мм рт.ст. при 60 в 1 С) в тече -ние 20-30 мин (в известном 10-14 мин).Толщину слоя термитной смеси постепенно доводят до 3 мм (в известномтолщину защитного покрытия доводятдо О, 15 - 0,40 мм, на этом приготовление защитного слоя заканчивается).Полученный на поверхности стандартной...
Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1207627
Опубликовано: 30.01.1986
Авторы: Владов, Данилевский, Калинин, Клюкин, Орлов, Стафеев, Троицкий, Шумилов
МПК: B22C 9/04, B22D 47/02
Метки: автоматическая, выплавляемым, линия, многослойных, моделям, оболочковых, форм
...5 (фиг, -4) включает основание 29, на котором сверхуразмещены ложемент 30 для модельногоблока с односторонними прорезямиокнами 31, а снизу - направляющие32 для перемещения кассет-спутниковпо роликам 33, размещенным на поддоне вакуумно-аммиачной сушильной камеры и транспортных ветвях автоматической линии,6.ф", /Автоматичекая линия работаетследующим образом,Модельные блоки 3 устанавливаются в кассеты-спутники 5, которые загружаются ца поддон 6 вакуумно-аммиачной сушильной камеры 7 и транспортное средство Я (фиг, 7), например,по три ца. каждую позицию (на транспортном средстве 8 фиг,две кассеты-с-.утцика условно не показаны),включается система управления автоматической линии ка пульте. 16 и транспортные средства 8 и 9...
Способ изготовления оболочковых форм по моделям из вспененного материала
Номер патента: 1210955
Опубликовано: 15.02.1986
Автор: Померанец
МПК: B22C 9/04
Метки: вспененного, моделям, оболочковых, форм
...давлением 0,2-С,б ИПа с деформацией моделидо образования зазора между модельюи оболочкой, После образования междумоделью и оболочкой зазора давлениеснимают. Удаление модели производятнагревом до температуры полной еегазификации при нормальном давленииили в вакууме для ускорения процессаи снижения температуры газификации.Оболочки с полистироловыми моделями,плотностью до 0,03 г/см, обжимаютгазом или жидкостью давлением 0,5 О,б ИПа при нормальной температуре.Оболочки с полистироловыми моделями,плотностью 0,08 г/см (высокой прочности), для снижения давления обжатия одновременно с обжатием газомили жидкостью давлением 0,2-06 ИПаподвергают нагреву до температурыразупрочнения (размягчения) - 70120 С.Изготавливаются керамические оболочки по...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Оболочковая форма, получаемая по выплавляемым моделям методом электрофореза

Номер патента: 1212687
Опубликовано: 23.02.1986
МПК: B22C 9/24
Метки: выплавляемым, методом, моделям, оболочковая, получаемая, форма, электрофореза
...М,В 16 и 40)Каолин технический марки КР 4(сверх100%)5 Полученные формы сушат 20 ч кон-.вективным способом. На оболочковыхформах определяют величину потенциала, толщину оболочки по высотеблока, а также механические и тех 10 нологические свойства оболочки.Характеристики оболочковой формы приведены в табл. 1 и 2,П р и м е р 2. Выплавляемаямодель, составы суспензий, способы15 их нанесения и отверждения те же,что и по примеру 1, кроме составараствора для получения пленки изхрома,Применяют раствор состава, г:20 ХлористоеоловоТрилон БЛимоннокислыйнатрий 3525 Магниеваяпудра 10Вода До 1000 млНа ОС образуется ПВС иэ пленкиолова толщиною 3-5 мкм,30 П р и м е р 3. Выплавляемаямодель, составы суспенэий, способыих нанесения и отверждения те...
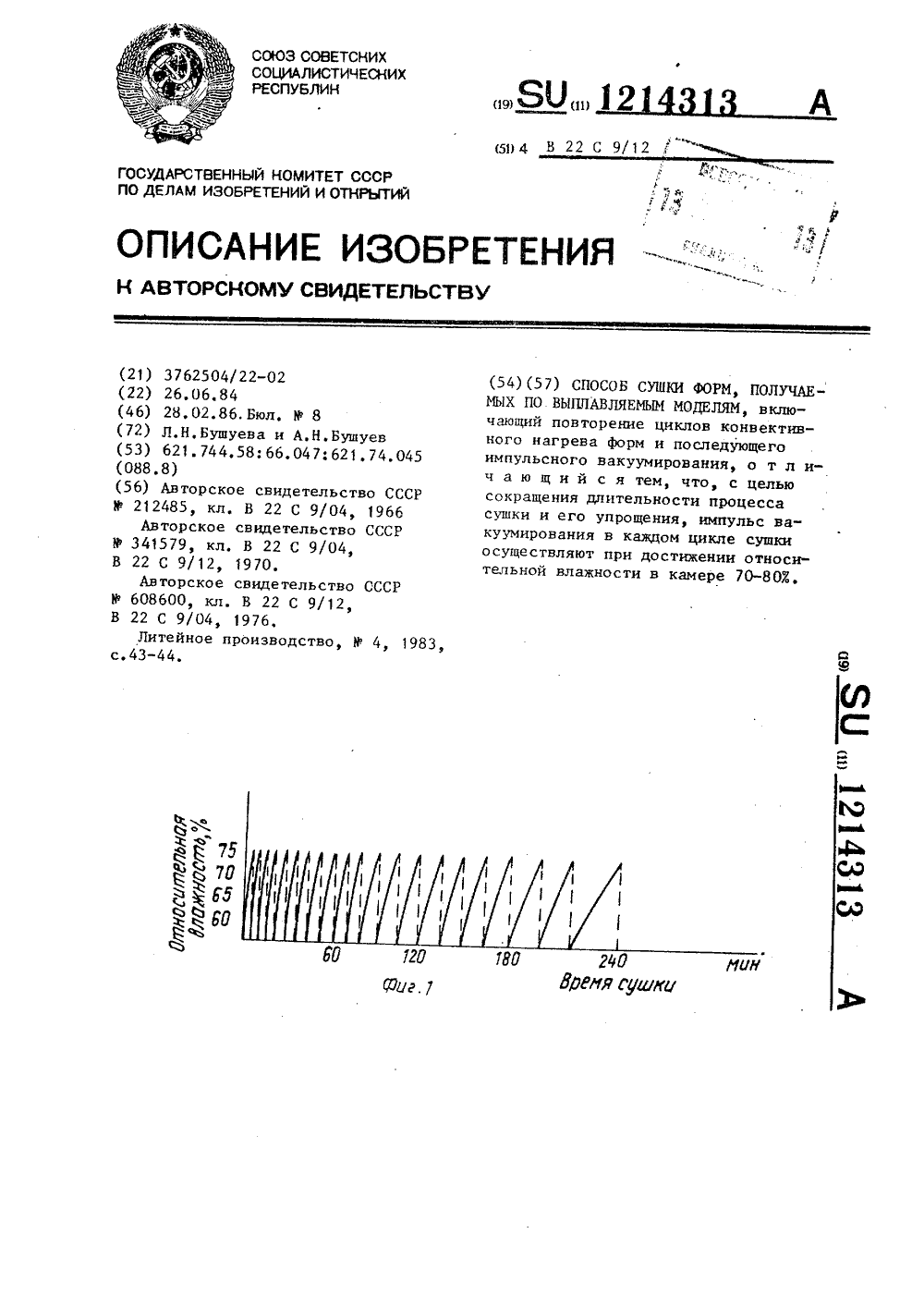
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Пресс-форма для литья по выплавляемым моделям

Номер патента: 1215839
Опубликовано: 07.03.1986
Авторы: Анашкин, Кудрявцев, Лаюров
МПК: B22C 7/02
Метки: выплавляемым, литья, моделям, пресс-форма
...1 подпружинена пружинами 8 относи. тельно матрицы 3 и оснащена выступами 9 замкового механизма, центрирующей втулкой 10, а неподвижная матрица 2 снабжена втулкой 11 и имеет пазы 12 с перемещающимися по ним левой и правой боковыми полуматрицами 13 и 14, снабженными жесткими рамками 15, взаимодействующими с выступами 9 матрицы 1, и ползунами 16 с направляющими пластинами. Прессформа содержит также опорную плиту 17, выталкивающую плиту 18 с толкателями 19 и колонки 20.Пресс-Форма работает следующим образом.Исходное положение - форма закрыта (фиг. 1-3). Подвижная дополнительная матрица 3, несущая литниковую втулку 4, ограничители 5 и наклонные клинья 6, сжимает пружины 8 и опирается в матрицу 1, ограничители 5 задвигают боковые полуматрицы...
Способ литья по выплавляемым моделям

Номер патента: 1215841
Опубликовано: 07.03.1986
МПК: B22C 9/04, B22D 27/09
Метки: выплавляемым, литья, моделям
...Формыконтролируют повышением температурыформы по ее высоте. Для подъема жидкой стали на 500 мм достаточно разрежения 0,04 ИПа.После этого отсос воздуха прекращают и сразу включают нагнетательное устройство, например компрессор, и над зеркалом металла в литниковом ходе создают избыточное давление. Что обеспечивает слив металла из стояка и действие избыточногодавления на жидкий металл отливок.,Площадь сечений питателей должнарасполагаться на уровне более высоком по сравнению с уровнями полостейотливок и прибылей,На фиг. 1 представлена литейнаяформа продольный разрез; на фиг. 2 сечение А-А на Фиг. 1.Форма состоит из полостей отливок 1, питателей 2, прибыпей 3 и центрального литникового хода 4,выполненного сквозным и имеющимнижнее открытое...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1224089
Опубликовано: 15.04.1986
Авторы: Воздвиженский, Добродеев, Кудрявцева
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...в суспензию пороооразователь - карбонатаммония. При содержании в суспензииграфитового наполнителя меньше21 мас,Е, толщина пленки связующего 5 больше верхнего оптимального предела, при этом увеличивается коробление форм при карбонизации, уменьшается прочность форм вследствие повышения относительного количества 10 связующего, падает размерная точность форм. Если суспензии наполнителя больше 25 мас.Е, образующаясятолщина пленки связующего меньшенижнего оптимального предела, т.е. 5 снижается прочность форм, их размерная точность, усадка нестабильная.Прц содержании в суспензии меньше19 мас.% связующего прочность формпадает, усадка нестабильная, так 20 как толщина пленки связующего меньше нижнего оптимального предела.. Если связующего больше...