Патенты с меткой «моделям»
Суспензия для изготовления оболочковых литейных форм по выплавляемым моделям

Номер патента: 1238880
Опубликовано: 23.06.1986
Авторы: Александров, Бородовицын, Корнеев, Круглов, Кулаков, Солодянкин
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...форм составляет 8 - 9 мас,Я, а для дистенсиллиманитовых 11 - 13 мас.Я, Вязкость электрокорундовой суспензии по вискозиметру ВЗ - 4 для 1-го слоя 45 - 50 с, для 2-го 30 - 35 с и для остальных 15 - 20 с, для дистенсиллимантовой суспензии соответственно 60 - 70 с, 35 - 40 с и 25 - 30 с.В качестве присыпки используют электрокорунд белый фракции20 для 1-го слоя и фракции50 для остальных.Сушку слоев осуществляют вауумноаммиачным способом, выгонку моделей - в горчей модельной массе, прокалку форм - в окислительной атмосфере (на воздухе) при 980 - 1000 С в течение 4 - 5 ч.Изготавляют 5-ти слойные стандартныекерамические образцы и 9-ти слойные формы - электрокорундовые для отливок из титанового сплава ВТ 9 Л и дистенсиллиманитовые для...
Смесь для изготовления гипсовых литейных форм по выплавляемым моделям

Номер патента: 1242286
Опубликовано: 07.07.1986
Авторы: Горенко, Плющ, Шадрин, Шадрина
Метки: выплавляемым, гипсовых, литейных, моделям, смесь, форм
...формы, для чего смесьвакуумируют при остаточном давлении1,333 кПа в течение 2-3 мин и заливают в оснастку, Затем опять вакуумируют для удаления газов, попавших всмесь при заливке, После снятия вакуума форма затвердевает в течение 2540 мин, затем "провяливается" на воздухе 10-24 ч. После этого форму термообрабатывают по ступенчатому режи 42286 2му при 150-800 С 8-9,5 ч, Прокаленные формы после охлаждения заливаютметаллом.Составы смесей приведены в табл . 1,5причем составы 3-5 соответствуют изобретению, а в составах 1, 2, 6 содержание компонентов выходит за оптимальные пределы, Состав 7 являетсяизвестным. Он, а также формы из этого состава, изготовлены тем же способом, что и по изобретению.Результаты испытаний приведеныв табл....
Подвеска для керамических блоков форм и отливок по выплавляемым моделям

Номер патента: 1242289
Опубликовано: 07.07.1986
Авторы: Нагорный, Савкин, Фомин, Шубников
Метки: блоков, выплавляемым, керамических, моделям, отливок, подвеска, форм
...г. Ужгород, ул.Проектная роиэводс Изобретение относится к литейному производству, а именно .к агрегатам обжига, заливки и охлаждения залитых блоков при производстве литья по выплавляемым моделям.Цель изобретения - повышение производительности конвейера и улучшениеусловий эксплуатации.На фиг. 1 изображена подвесКа,общий вид; на фиг. 2 - то же, видсбоку с залитым блоком; на фиг. 3 -вид А на фиг. 1.Подвеска для керамических блоковформ и отливок литья по выплавляемыммоделям состоит нз несущей,1 и рабочей 2 частей кронштейна, основания 3,на котором установлены керамическиеблоки 4, зафиксированные колпачком 5,укрепленным на обечайке 6, или залитый блок 7, установленный наклонночашей к кронштейну,Подвеска работает следующим...
Способ регенерации огнеупорных материалов из отходов форм, используемых в производстве литья по выплавляемым моделям и установка для их регенерации

Номер патента: 1245395
Опубликовано: 23.07.1986
Авторы: Деркач, Есаков, Никольская, Чарнецкий
МПК: B22C 5/00
Метки: выплавляемым, используемых, литья, моделям, огнеупорных, отходов, производстве, регенерации, форм
...линию непрерывной обработки отходов керамических Форм и стержней, используемых в производстве литья по выплавляемым моделям. Установка содержит бункер 1 для загрузки отходов керамических форм, электровибрационный питатель 2, ком. бинированную дробилку 3, ленточный конвейер 4 с электромагнитным сепаратором для отделения металлических включений, элеватор 5, бункер 6 для загрузки порошков огнеупорных материалов, электровибрационный питатель 7, мерную тару 8 с подвесным путем 9 для ее перемещения, реакторы 10 для обработки порошков огнеупорных материалов щелочью, напорные трубопроводы с насосами 11 для подачи щелочной суспензии в напорный аппа 3. Установка по п,2, о т л и ч а - ю щ а я с я тем, что, с целью более полного отделения зерен...
Устройство для литья по выплавляемым моделям направленной кристаллизацией

Номер патента: 1252036
Опубликовано: 23.08.1986
Авторы: Брагин, Власов, Стукалов, Фролов
МПК: B22D 27/04
Метки: выплавляемым, кристаллизацией, литья, моделям, направленной
...4.Устройство работает следующимобразом.Поддон-холодильник 1 заполняютпорошкообраэным материалом с высокойтеплопроводностью и толщиной Слоя 6равной 1,0-1,5 толщины стенки формы.Затем на слой порошка устанавливаютопредварительно нагретую до 1300 С Как видно из таблицы, оптимальное значение толщины слоя порошка составляет 1,0-1,5 толщины дна литейкой формыеНизкое качество структуры отливки при толщине слоя порошка 1,0 мм вылитейную форму. После охлаждениядна установленной на холодильникформы до 700-900 С в форму заливается расплав магнитотвердого сплава ина поддон-холодильник устанавливаюткожух-крышкуу.По завершении кристаллизации расплава в форме снимают кожух-крышку4 и литейную форму с поддона-холодильника 1 и производят выравнивание...
Суспензия для форм в литье по выплавляемым моделям

Номер патента: 1253707
Опубликовано: 30.08.1986
Авторы: Ласкин, Усов, Хорошилов
МПК: B22C 1/16
Метки: выплавляемым, литье, моделям, суспензия, форм
...литейной формыводорода, фтористого водорода, трехФтористого бора, что способствует нетолько созданию защитной атмосферы,40но и снятию ранее образовавшихся окислов на твердосплавной пластине с приприпоем. После прокаливания в керамическую форму заливается жидкий металл, за счет его тепла припой, нане 45сенный на твердосплавную пластину,расплавляется, и пластина надежноскрепляется с образовавшейся державкой. Между твердосплавной пластинойи металлом державки образуется диффузионное сцепление.В табл, 1 приведены составы суспензий . В табл. 2 приведены параметры суспензии формы и отливок,П р и м е р. На поверхность твердосплавной вставки наносится слой медно.-никелевого сплава, например константана, обладающего хорошей диффузией как со...
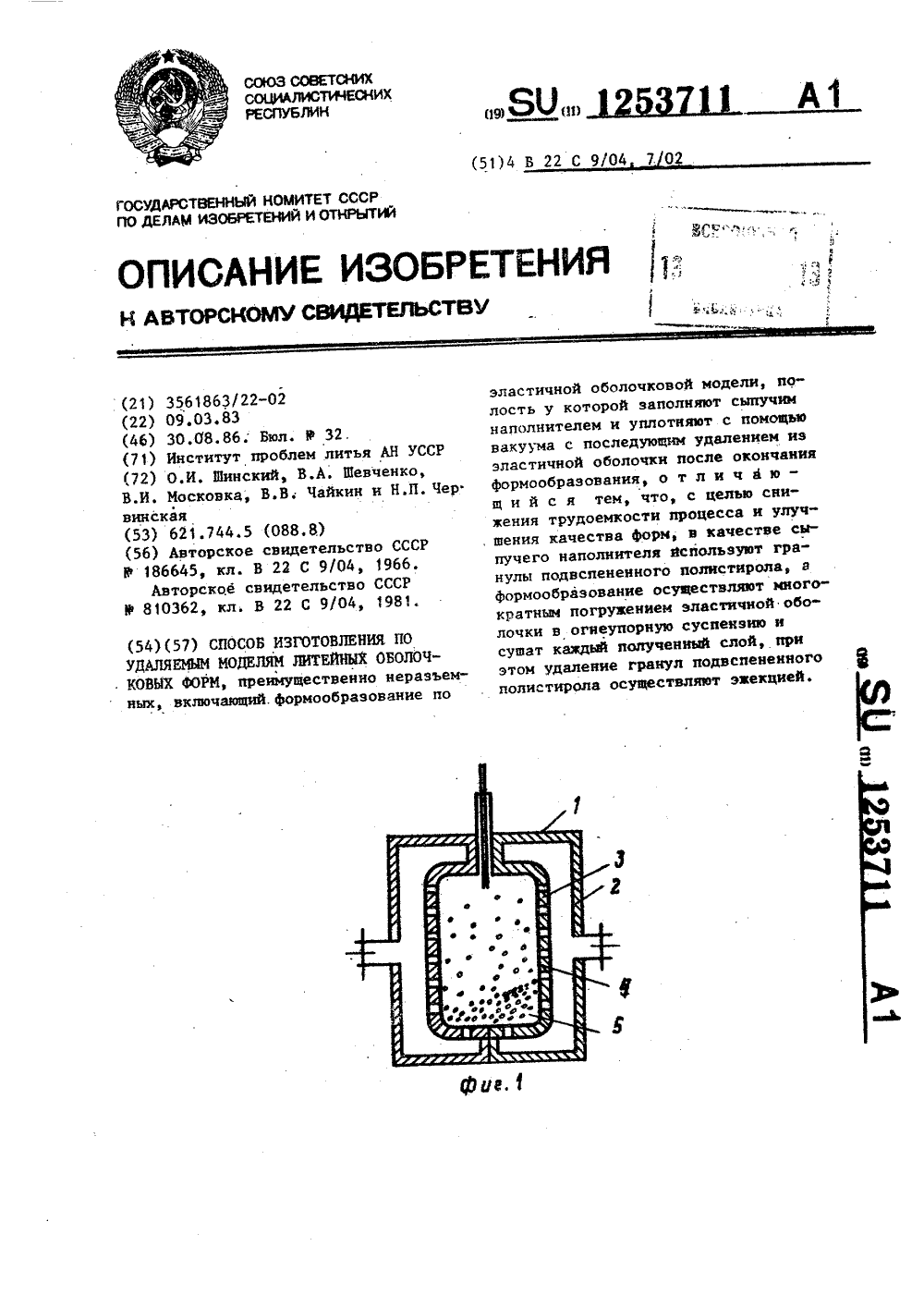
Способ изготовления по удаляемым моделям литейных оболочковых форм
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Суспензия для керамических форм и стержней по постоянным моделям и способ их изготовления

Номер патента: 1256845
Опубликовано: 15.09.1986
Авторы: Грищенко, Кукуй, Мельников, Уваров, Уварова, Чернышов
Метки: керамических, моделям, постоянным, стержней, суспензия, форм
...перекиси лаурила по первому этапу с выделением активных перекисных радикалов, с образованием поперечных связей в полимере и упрочнением керамики, При дальнейшем нагреве и выдержке при 80-100 С наступает второй этап разложения перекисй лаурила с выделением СО и повышением газопроницаемости керамики, Показатели прочности ее при этом снижаются незначительно и остаются выше соответствующих показателей физико-механических свойств прототипа,Технология приготовления суспензииВ емкость лопастной мешалки вли вают связующее - гидролизованный раствор этилсиликата (ГРЗ) и технологическую добавку " ацетоновый раствор перекиси лаурила, Далее при переме-. шивании вводят огнеупорные материалы, например кварцевый песок 1 К 02 А, и.пылевидный кварц...
Суспензия для изготовления литейных оболочковых форм по выплавляемым моделям

Номер патента: 1256846
Опубликовано: 15.09.1986
Авторы: Иванов, Медведкова, Петров, Фролов, Чулкова, Шабанова, Шинкар
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...приготовления суспензии аналогичен примеру 1,но вместо смеси НС 1 и НРО(водятсерную кислоту (плотность 1,83 г/мл).В качестве поверхностно активноговещества использован сульфанол.П р и м е р 4, Проводят аналогично примеру 1. В качестве разбавителя использована смесь воды и ацетона в соотношении по массе 1:4. Порядок приготовления суспензии: вбак смесителя вводят 2,0 л ацетона,5 г жирных спиртов фракции С-С 8(ПАВ), 849 мл этилсиликата, 6,9 кгогнеупорного наполнителя (плавленного кварца). Затем в суспенэию вводят400 мл воды, в которой предварительно диспергировано 150 г пасты коллоидного кремнезема и введено 29,7 млсоляной и 8,2 мл серной кислоты,П р и м е р 5, Проводят по примеру. 1Иллюстрирует повьппение прочности форм по сравнению с...
Огнеупорный материал для изготовления форм по выплавляемым моделям

Номер патента: 1278104
Опубликовано: 23.12.1986
Авторы: Артюшин, Волков, Гаранин, Муркина, Озеров, Пятигорский, Шприц
МПК: B22C 1/00
Метки: выплавляемым, материал, моделям, огнеупорный, форм
...3,48 - 3,55 г/смз, твердость 5 - 6 по минералогической шкале, химический состав, мас./и. ТО 29 - 30; 8 О 30 - 31; СаО 25 - 26: АЬ.Оз 1 - 3; Р 0 0,8 - 1,0; Ге,О 4 - 5; (хЬ, Та),0 0,4 - 0,9; коэффициент термического пинейного расширения составляет 5,1 10 1/С.В качестве основы суспензии используют пылевидный сфеновый концентрат зернистостью не более 50 мкм и с удельной поверхностью 4000 - 6000 см /г. В качестве обсыпочного материала используется сфеновый концентрат зернистостью О,- 0,2 мм для первого и второго слоев суспензии, а для остальных слоев зернистостью 0,315 - 0,4 мм.Изготовление опытных образцов для определения прочности на изгиб величины относительного удлинения, коэффициента термического линейного расширения и термостой...
Смесь для изготовления литейных керамических форм и стержней по постоянным моделям

Номер патента: 1281334
Опубликовано: 07.01.1987
Авторы: Корнюшкин, Кузин, Максимков, Романов, Тихомирова
МПК: B22C 1/00
Метки: керамических, литейных, моделям, постоянным, смесь, стержней, форм
...В результате этого на рабочих поверхностях снижается содержание такихвредных элементов,как натрий и фосФор.Предлагаемую смесь готовят следующим образом,Этилсиликатили этилсиликат смешивают с водой, подкисленной0,37.-ной соляной кислотой (от массыгидролизованного раствора этилсиликата), до получения связующего с условным содержанием диоксида кремниясоответственно 24,60-25,60 или 32,0032,707., которое разбавляют водой дополучения гидролизованных растворовэтилсиликата, содержащих условно2-67. диоксида кремния. ГРЭ смешивают согнеупорным наполнителем в соотношении 1:3,5. Соотношение пылевидного кварца марки КПи формовочного песка марки 1 К 02 А в огнеупорном наполнителе,входящем в составы смеси, составляет 60:40, при этом соотношении...
Модель фильтра литейной формы для получения отливок по выплавляемым моделям

Номер патента: 1284676
Опубликовано: 23.01.1987
Авторы: Иванов, Стефанюк, Фролов
Метки: выплавляемым, литейной, модель, моделям, отливок, фильтра, формы
...стояками.Площадь сечения заливочного стояка диаметром 20 мм равна 314 мм. Суммарная площадь сечения ребер последних от заливочного стояка рядов больше площади сечения заливочного стояка в 1,15 - 1,60 раза в зависимости от количества рядов, щелей и вязкости расплава. Для случая с тремя рядами фильтров и магнитного сплава этот коэффициент принимаем равным 1,4. Тогда площадь сечения одного ряда ребер равна 220 ммгПлощадь сечения ребер второго от заливочного стояка ряда должна быть больше площади сечения ребер последнего ряда в 1,2 - 1,8 раза, а площадь сечения ребер первого от заливочного стояка ряда в зависимости от марки и чистоты расплава. Для случая технологии выплавки магнитного сплава в открытых индукционных печах этот...
Суспензия для изготовления керамических форм по выплавляемым моделям
Номер патента: 1304975
Опубликовано: 23.04.1987
Авторы: Аппилинский, Деуля, Дорошенко, Дубровский, Мельников, Сумин
МПК: B22C 9/04
Метки: выплавляемым, керамических, моделям, суспензия, форм
...качестве наполнителя используют дистенсиллиманит или электрокорунд, обсыпку 5 2производят электрокорундом В 50 или9 63,Трещиноустойчиность керамики присушке определяется для каждого состава на дисковых образцах диаметром80 мм и толщиной 2 и 4 мм. Образцыизготовляют заливкой в ванночки свысотой стенок 2 и 4 мм. После естественной сушки в течение 1-1,5 ч образцы проходят цикл вакуумно-аммиачной сушки, выдерживаются на воздухе12-16 ч. Для каждого состава суспензии изготавливают по 5 образцов. Приналичии трещины хотя бы на одном образце керамику из данной суспензиисчитают неудовлетворительной по трещиноустойчивости.Вязкость суспензий определяют повремени истечения из вискозиметра сдиаметром отверстия 1 О мм.В табл.1 приведен...
Способ изготовления гипсовых литейных форм по выплавляемым моделям
Номер патента: 1308424
Опубликовано: 07.05.1987
Авторы: Поликарпов, Полонникова, Цымбал, Юдешко
МПК: B22C 9/04
Метки: выплавляемым, гипсовых, литейных, моделям, форм
...моделей попадает на верхние, что приводит к воздушным дефектам на их поверхности Кроме того, при заливке металл по каналам, выходящим на поверхность формы, вытекает из нее, что приводит к недоливу отливок.При выдержке модельных блоков с гипсовыми стержнями перед установкой их в опоку в жидкой среде (в воде или30 в растворе поверхностно-активных веществ - ПКВ) воздух из пор заранее вытесняется указанной жидкой средой.Время выдержки блоков в жидкой среде зависит от их пористости и ве личины. В каждом конкретном случае оно определяется экспериментально.Если в качестве жидкой среды используют раствор ПКВ, то помимо удаления воздуха из стержней, происходит обезжиривание моделей.П р и м е р. Сухие гипсовые стерж" ни устанавливают в...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1310090
Опубликовано: 15.05.1987
Авторы: Болотникова, Волков, Ежов, Устюгова
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...брак отливок по засорам и газовым раковинам и меньше становится глубина поверхностного слоя металла отливок повышенной твердости, Для получения форм и образцов изготовлены суспензии, составы которых приведены в табл, 1.В раствор предварительно гидролиэованного этилсиликата при постоянном перемешивании добавляли смолу,затем глинозем и перемешивали в течение 0,5-0,6 ч до получения однородгой суспензии и замеряли ее вязкостьвискоэиметром ВЗ. Вязкость суспензии доводили добавлением гидролизованного раствора этилсиликата. Полученную суспензию выдерживали в течение О, 17-0,25 ч до полного удаления из нее пузырьков газа, после чего суспензия готова к употреблению,Формовку по выплавляемым моделямосуществляли окунанием моделей,изготовленных по...
Способ изготовления форм при литье по выплавляемым моделям

Номер патента: 1310098
Опубликовано: 15.05.1987
Авторы: Аверьянов, Васин, Евсеева, Лонзингер, Розовский, Сезганов, Хохлова
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
...в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це...
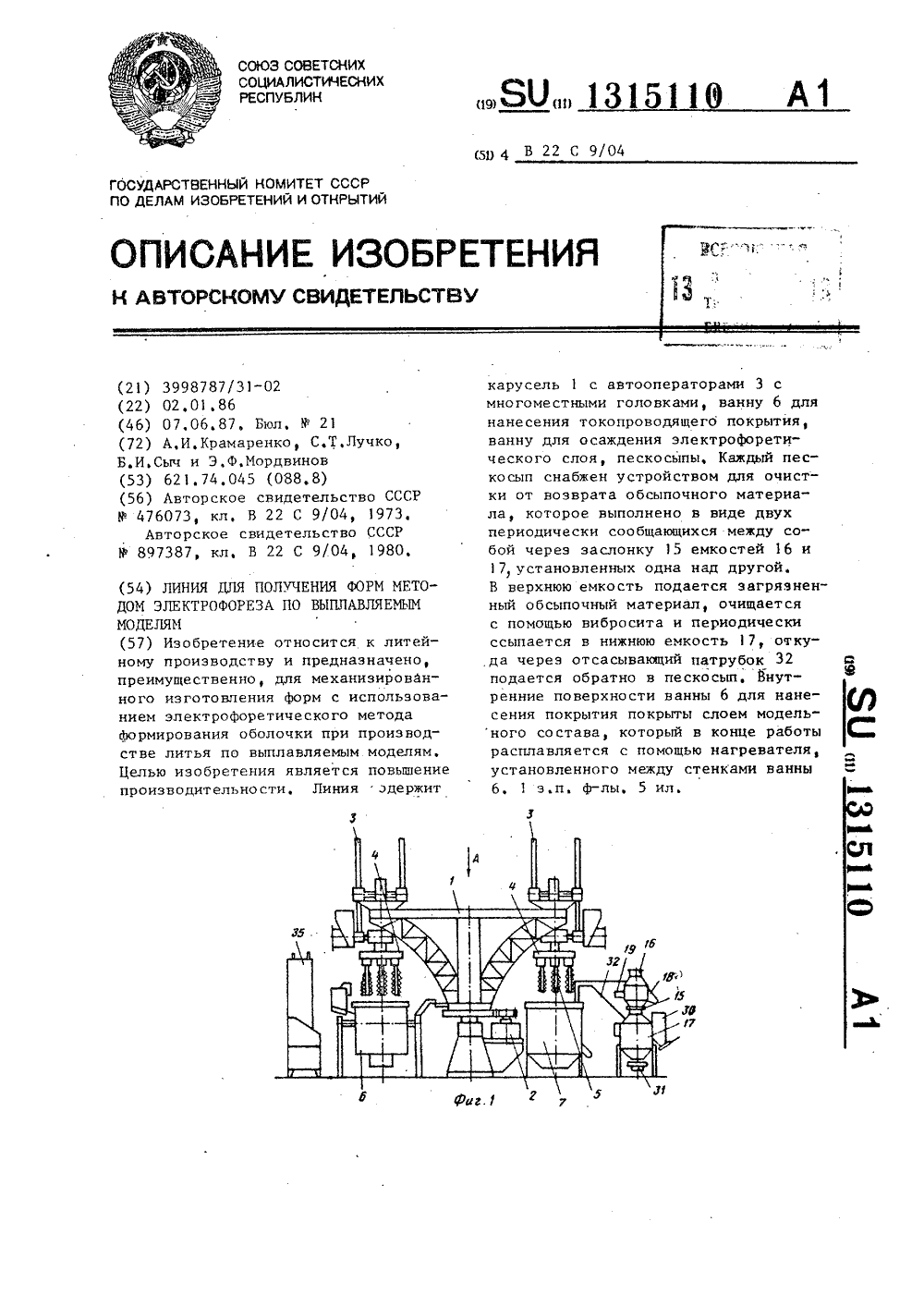
Линия для получения форм методом электрофореза по выплавляемым моделям
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Смесь для изготовления форм по выплавляемым моделям
Номер патента: 1323204
Опубликовано: 15.07.1987
Авторы: Гордиенко, Кремнев, Пиевский, Шпильский
МПК: B22C 1/06
Метки: выплавляемым, моделям, смесь, форм
...постоянного электрического тока в зоне полонлтельного (кислотного) электрода униполярного электроактиватора за счет ионно-обменных процессов между объемами воды, разделенными проницаемой перегородкой.Активированная вода с рН 2,5 - 2,8 способствует снижению растворимости в смеси гипса-полугидрата и тем самым тормозится его схватывание, а также нейтрализует щелочные окислы, присутствующие в виде примесей в кремнеземистом наполнителе. Присутствие в 35 смеси лигносульфонатов в сочетании с активированцой водой дает эффект пластифицирования и разжижения суспензии, что и обеспечивает повышение текучести смеси нижецие ее вязкости 0 водопотребности наливной смеси до 0,33-0,37 л/кг при одновременном повышении содержания гипса в сухой смеси до...
Устройство для формовки керамических блоков, получаемых по выплавляемым моделям

Номер патента: 1324747
Опубликовано: 23.07.1987
Авторы: Аничин, Макаровский, Муравьев, Санников
МПК: B22C 15/10
Метки: блоков, выплавляемым, керамических, моделям, получаемых, формовки
...керамических блоков, используемых для получения литья по выплавляемым моделям.Цель изобретения - увеличение срока службы рольганга за счет исключения на него вибровоздействий.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же,вид 10 сверху.Устройство для Формовки керамических блоков состоит из опор 1, на которых установлен рольганг 2, одной стороной рольганг 2 опирается шарниром 15 3 на опору 1, а другой - опирается на шток ч пневмопривода 5. Между роликами б рольганга 2 располагаются стойки 7 вибрационного механизма 8, Для перемещения опок 9 по рольгангу 20 2 между роликами 6 установлена штанга 10, совершающая возвратно-поступательные движения при помощи пневмоцилиндра 11. Над вибрационным столом 8 установлен бункер...
Суспензия для получения форм по выплавляемым моделям

Номер патента: 1328059
Опубликовано: 07.08.1987
Авторы: Воздвиженский, Голубева, Добродеев, Колотило, Кудрявцева
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...сплавов в оболочковыхформах по выплавляемым моделям.Цель изобретения - улучшение качества форм за счет повышения прочностных свойств и снижения усадки.Суспензия содержит в качестве связующего фенолформальдегидную смолуСФЖ 30 16, в качестве огнеупорногонаполнителя коллоидный графитовыйпрепарат Сили С, в качестверастворителя связующего этиловыйспирт, в качестве кислотного отвердителя - соляную кислоту,В суспензию введены дополнительноацетон и фурфуриловый (в соотношении1:3) спирт, между которыми пройсходит взаимодействие, благодаря чемупроисходит увеличение поверхностнойпрочности оболочки, при пониженномсодержании связующего и растворителя. Кроме того, сокращается величиналинейной усадки форм и время сушкикаждого слоя,Предварительно...
Установка для изготовления огнеупорных оболочек по выплавляемым моделям

Номер патента: 1329888
Опубликовано: 15.08.1987
Авторы: Богоявленский, Веденьев
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочек, огнеупорных
...6 подъема, а другое плечо 34 рычага 29 посредством шатуна 35 связано шарнирно с круглой штангой 36 и подвижной штангой 37 шахты 7 опускания. Проход круглой штанги Зб в шахту 7 опускания герметизирован уплотнением 38, круглая штанга Зб состокт из двух частей жестко соединенных в одно целое размыкаемым элементом 39, например электромагнитной муфтой.Установка работает следующим образом.Установка для изготовления огнеупорных оболочек по выплавляемым мо-" делям, содержащая установленные в технологической последовательности ванны для нанесения суспензии и устройство для обсыпки моделей в псевдокипящем слое наполнителя, камеры воздушной и вакуумно-аммиачной сушки с окнами загрузки и выгрузки и трайспортные средства с приводом, о т - л и ч а ю...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1331610
Опубликовано: 23.08.1987
Авторы: Макеев, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...и частичное или полноевыплавление модели, в зависимости отсложности или массы формы. П р и м е р, При проведении эксперимента используют модель детали гидроаппаратуры. Модель и литниковую систему выполняют из пористого модельного состава (30-402), например из модельного состава РЗ или МВС, Затем модель погружают в суспенэию, состоящую из гидролизованного малым количеством воды этилсиликата и пыпевидного кварца. В качестве растворителя используют эфироальдегидную фракцию. После погружения блоки обсыпают кварцевым песком зернистостью 0,2 и затем сразу помещают в камеру с парами аммиака на 2-3 мин, Это время достаточно для удаления иэ нанесенного слоя небольшого количества растворителя (10-153), затем слой обдувают воздухом 1-2 мин, в...
Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям

Номер патента: 1335366
Опубликовано: 07.09.1987
Авторы: Гращенко, Сорокин, Тимашкова, Трубченко
Метки: выплавляемым, керамических, литейных, моделям, приготовления, связующего, форм
...М г/см Силикатный Плотмодуль М ность,/ж 3,45 20 1,29 10 1,48 2,6 1,48 10 1,30 3,30 2,6 1,48 20 3,60 2,8 1,30 1,48 3,45 2,8 1,30 3,40 1,48 2,8 10 1,29 Изобретение относится к литейному производству, а именно к способам приготовления жидкостекольных связующих для получения отливок методом точного литья,Целью изобретения является интенсификация процесса изготовления керамических форм за счет сокращения продолжительности приготовления связующего.Подготовку связующего по предлагаемому способу производят следующим образом.Выбор исходной концентрации ортофосфорной кислоты производят путем расчета ее по формуле За счет использования предлагаемого способа процесс подготовки жидкостекольного связующего сокращается в 9 - 12 раз, Это позволяет...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1337183
Опубликовано: 15.09.1987
Авторы: Мартынюк, Ривина, Синюшин
МПК: B22C 1/16
Метки: выплавляемым, моделям, суспензия, форм
...магния, гидроксида алюминия, оксида железа.Общая формула 2 МдСг О МоА 10 хх МуГеОили иначе можно представитьпродукт после термообработки в видеформулы 2 МдО 2 СгО; МдО А 0,МуО ГеО (Мц, ге") СгО,СХШ (хромшпинелиды, хромиды) относятся к группе шпикелидов. 20Состав хромшпинелидов представленв табл. 1,83 2Аналогичным образом были приготовлены 2 других состава.В табл. 2 представлены составы в 3, а в табл. 3 - свойства образцов, полученных из суспензии по изобретению. На основе предлагаемых составовсуспензий были изготовлены 4-слойныеобразцы для испытания керамики наизгиб по известкой методике,Живучесть суспензии определялипосредством измерения ее вязкости.Как только вязкость суспензии резковозрастала, отсчетвремени живучестипрекращался....
Модель фильтра для литейной формы по выплавляемым моделям

Номер патента: 1338960
Опубликовано: 23.09.1987
Автор: Строганов
Метки: выплавляемым, литейной, модель, моделям, фильтра, формы
...ребрами 4, внешние поверхностикоторых имеют конфигурацию внешнейповерхности пластин и 2, а внутренние - конфигурацию пазов 3,Для свободного проникновения суспензии при обмазке модели необходиморазмещать центры пазов от края верхней и нижней пластин 1 и 2 на расстояние (3/4-1/2) радиуса этих отверстий. Это смещение позволяет в широких пределах изменять ширину открытой части пазов 3.Изменение толщины верхних и нижних ребер 4 позволяет учитывать условия фильтрации для конкретных условий.Расстояние между верхней и нижнейпластинами 1 и 2 должно быть не менее 10-15 мм, а самое тонкое месторебра 4 может быть выполнено в пределах, обеспечивающих условия фильтрации сплава,Модель фильтра позволяет изготовить методом литья по...
Состав суспензии для форм по выплавляемым моделям

Номер патента: 1353563
Опубликовано: 23.11.1987
Авторы: Жданов, Зоркина, Конторович, Лунева, Семененко, Тагиль
МПК: B22C 1/02
Метки: выплавляемым, моделям, состав, суспензии, форм
...за счет того, что ионоактивная добавка покрыта жидким стеклом рассредотачиваясь на поверхности зерен мертеля и огнеупорного наполнителя, во время обжига форм взаимодействует с эвтектическим рааплавом, образует новообразования, расположенные в межзеренных пространствах, которые, соединяясь с зернами мертели и наполнителя, образуют ячеистую структуру. При этом образуется пористая структура, а поры являются компенсационными элементами, снижающими напряжение, что повышает термостойкость форм.В таблице приводятся конкретные примеры составов суспензии, подтверждающие граничные пределы составляющихИз приведенных данных таблицы видно, что, если мертели ввести в суспензию менее 15%, не достигается эффект получения термостойкой структуры, если...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1386355
Опубликовано: 07.04.1988
Авторы: Бегак, Демидова, Крутиков, Можаев
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...цвета,. химическая Формула(И 1 д) э Ге(СО) э 3110, предельнаярастворимость в воде 250 г/л, температура разложения 16.з С), разлагаясьпри нагреве, выделяют пары ИН, Н,СОи металлическое железо. Перечисленные газы создадут в печи, где формы нагревают перед заливкой, восстановительную атмосферу, которая предохранит образовавшееся мелкодисперсное железа от преждевременного окисления, После извлечения формы из печи и заливки ее металлом мелкодисперсное железо, равномерно распределенное в Форме, активно взаимодействует с кислородом воздуха, предотвращая тем самым обезуглероживания поверхности отливок.П р и м е р, На модельный блок наносят шесть слоев суспензии на основе электрокорунда и гидролизованного этилсиликата, Каждый слой обсыпают...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1397102
Опубликовано: 23.05.1988
Авторы: Завьялов, Звездин, Зеленин
МПК: B22C 1/22
Метки: выплавляемым, моделям, суспензия, форм
...в суспензии керосинового кон такта Петрова.Суспензию готовят следующим образом. Растворяют связующее в 2/3 ч растворителя, загружают наполнитель и перемешивают, затем при перемешивании вводят разбавленный 1/3 ч. растворителя отвердитель и окончательно перемешивают суспензию.Формы и образцы для испытаний изготовлялись по выплавляемым моделям путем последовательного нанесения слоев суспензий, которые затем обсыпались. Наносили девять слоев, затем после сушки выплавляли модель и производили обжиг в течение 2 ч при 750 о800 С, Вторая стадия обжига - в вакууме при 1600 С в течение 2 ч. После окончательного обжига производили испытание образцов на прочность при изгибе. Живучесть определяли по началу желатинизации суспензии.Для получения...
Смесь для формовки оболочковых форм в литье по выплавляемым моделям

Номер патента: 1400758
Опубликовано: 07.06.1988
Авторы: Иванцов, Кириллов, Крапивина, Морозов, Осинский, Паповян, Соловьев
МПК: B22C 1/18
Метки: выплавляемым, литье, моделям, оболочковых, смесь, форм, формовки
...35 40 45 50 55 повышенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне о = 1,1 - 1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидкогекучесть до 160 170 мм.Введение в состав смеси ПК снижает пористость керамики. Перемещение ПК (ЯО) и гидроокиси алюминия (АГ(ОГ после затворения КАЦ водой повышает плотность сырой формовочной смеси. 1)осле прокалки форм при 900 950"С А 0 (ОН)з переходит в АГОз и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, повышает плотность керамики,...
Устройство для обработки воздухом нагретых форм для литья по выплавляемым моделям

Номер патента: 1400764
Опубликовано: 07.06.1988
Авторы: Голованов, Новиков, Пиралишвили, Серебряков, Чеканов
МПК: B22C 23/00, B22C 7/02
Метки: воздухом, выплавляемым, литья, моделям, нагретых, форм
...6 (фиг.3) представляетиз себя перегородку, в центральнойчасти которой выполнено отверстие,Отверстие спрофилировано так, что состороны торца диафрагмы, примыкающегок соплу эавихрителя, оно имеет сужа644В центральной части камеры образуется разрежение, что способствует инжектированию эасора со дна стояка.Часть подаваемого сжатого воздуха через зазор между всасывающим патрубкоми перфорированной трубкой (труба активатора) отводится в питатели формы,окисляя остатки модельной массы ипредупреждая брак отливок. Другаячасть воздуха отводится по перифериипрофильного канала диафрагмы, усиливая разрежение в приосевой зоне га-зораспределительной коробки, и выбрасывается в окружающую среду. Капельная влага и масло, практически всегда...