Способ изготовления оболочковых форм, получаемых по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
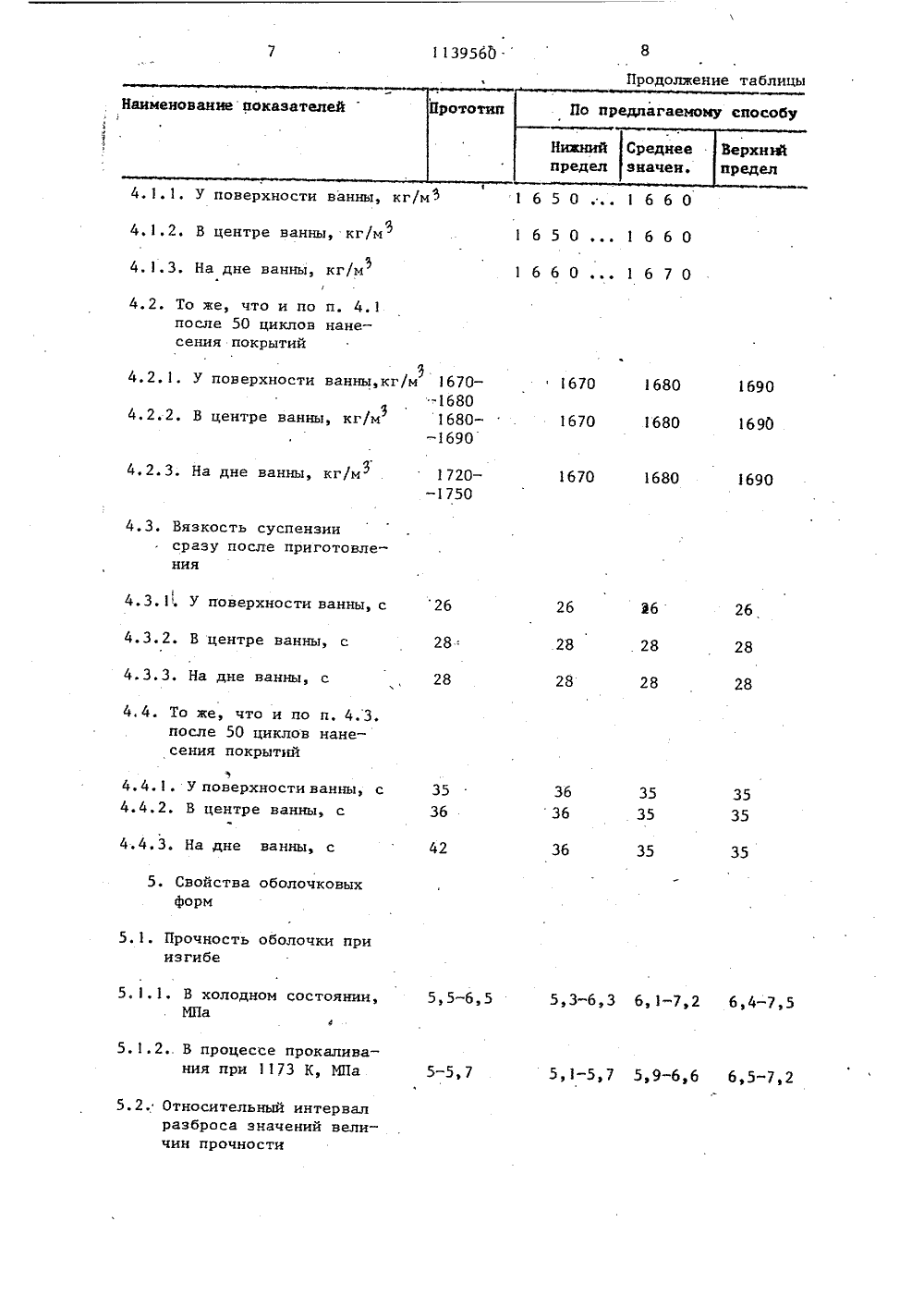
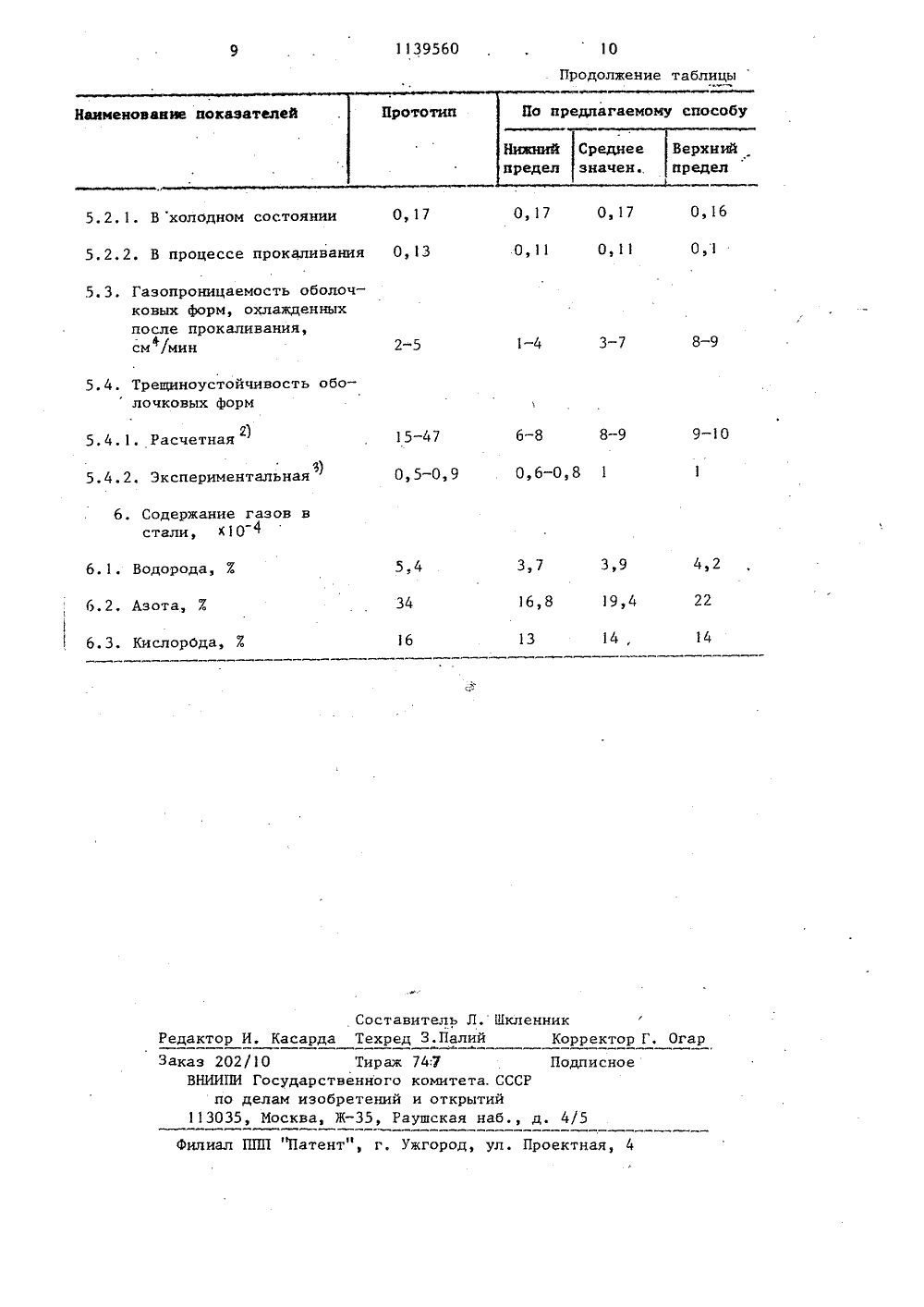
-стро моде а В.Ф.с. 250. дя Е ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЭОБРЕТЕНИЙ И ОТНРЫТй 4ОПИСАНИЕ ИЗС(71) Волгоградский инженернотельный институт(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧ КОВЫХ ФОРМ, ПОЛУЧАЕМЫХ ПО ВЫПЛАВЛЯЕ- . МЬМ МОДЕЛЯМ, включающий нанесение на модельный блок многослойного покрытия, причем третий слой наносят погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим воздухом, обсыпку огнеупорным материалом, сушку оболочки, выплавление из нее моделей и прокаливание оболочки, о т л и - ч а ю щ и й с я Фем, что, с целью стабилизации прочности и газопроницаемости Форм, а также снижения расхода связующего, суспензию вспенивают, инертным тазом при нанесении ее дО формирования второго и последующих после третьего слоев оболочки.10 Цель изобретения - стабиЛизация прочности и газопроницаемости форм, 55 а также снижение расхода связующего. Указанная цель достигается тем,что согласно способу изготовленияИзобретение относится к литью по выплавляемым моделям, в частности к формированию оболочковых форм при послойном нанесении покрытий.Известны способы изготовления 5 оболочковых форм, получаемых по выплавляемым моделям, включающие операции послойного нанесения покрытий на модельный блок, чередование опе.раций ввода модельного блока .в суспензию, извлечения его из последней и обсыпки блока со слоем суспензии огнеупорным материалом. При этом для уменьшения трещин в оболочке и повышения .ее газопроницаемости в 15 суспензию или в оболочный материал вводят добавки 11 и 121,Однако известными способами не обеспечивается получение достаточной газопроницаемости оболочковой формы, 20 что препятствует наиболее эффективному удалению воздуха из оболочки в процессе заливки расплавом.Оболочки склонны к образованию трещин, а их прочность при изгибе не 25 превышает й 5 МПа, что недостаточно для восприятия силовых и температурных нагрузок, действующих на оболочку, Кроме того, из-за неоднородности суспензии по высоте ванны и, З 0 как следствие, оболочки имеет место высокий процент брака по разрушению оболочки, что является причиной повышенного расхода связующего.Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изготовления оболочковых форм, получаемых по выплавляемым моделям, включающий нанесение на модельный блок много слойного покрытия, причем третий слой наносят погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим воздухом, обсыпку огнеупорным материалом, 45 сушку оболочки, выплавление из нее моделей и прокаливание оболочки 3 .Однако нанесение на блок вспененной суспензии только для третьего слоя незначительно улучшает проч ность формы. При этом нет ее стабильности, а газопроницаемость оболочкипрактически не повышается. оболочковых форм, получаемых по выплавляемым моделям, включающему нанесение на модельный блок многослойного покрытия, причем третий слойнаносят погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим воздухом, обсыпку огнеупорным материалом, .сушку оболочки, выплавление из неемоделей и прокаливание оболочки,суспенэию вспенивают инертным гаазом при нанесении ее,для формирования второго и последующихпосле третьего слоев оболочки.Сущность .способа состоит в том,что для формирования второго и последующих после третьего слоев оболочки суспензию продувают инертнымигазами, Последняя барботирует, что .способствует предотвращению седиментационного разделения компонентов,повышению однородности и стабилизации свойств суспенэии. Кроме того,пузырьки инертных газов, поднимаясь,осаждаются на модельном блоке вместесо, слоем суснензии, несмотря на.тб, что при обсыпке блока и сушкеслоя значительная часть газов из порудаляется.увеличение пор хотя и .уменьшаетчисло контактов междузернами, од-:нако прочность оболочки в горячемсостоянии не падает, так как увеличение количества пор препятствуетразвитию трещин в оболочке при еепрокаливании, что является существенным для повышения прочности при уменьшенин разброса значений прочности,т.е. увеличение количества пор приводит к стабилизированию прочностных свойств оболочки.Кроме того, имеет место повышениегазопроницаемости за счет того, чтоне все поры оказываются закрытыми,а иэ осажденных пузырьков газов образуются в дальнейшем поры, часть изкоторых сообщается, благодаря чемуи происходит повышение газопроницаемости при нанесении всех слоев, кроме первого, из вспененной суспенэии,Повышение пористости оболочки способствует-созданию во время заливки наилучших условий массопереноса газа по сечению оболочковой формы, что в свою очередь, способствует эффек- тивному отводу газов от поверхности кристаллизующегося металла на грани3 1139це с поверхностью формы и позволяетснизить газосодержание металла отливок.Пористая структура оболочки припрочих равных условиях обеспечиваеттакже повышение прочности оболочкиза счет увеличения толщины слоя,При этом сокращается, расход связующего за счет снижения брака по разрушению оболочки. Пористая струк Отура оболочки повьппает ее трещиноустойчивость, поскольку в процессераспространения трещин поры вызываютинтенсивное ветвление трещин и ихпоследующую остановку. 5Исследуют "войства суспензий иоболочек из нее с вспениванием суспензии прад избыточным давлением0,02-0, 2 ИПа инертным газом припогружении модельного блока для формирования третьего слоя (прототип 1и для формирования второго и последующих после третьего слоев оболочки.Нижний предел ограничения избыточного давления (Ор 02 ИПа) обусловлен возможностью создания избыточного давления инертного газа вобъеме связующего и возможностьюседиментационного подъема пузырьковинертного газа в суспензии, Это значение является. минимальным, при котором возможно образование пузырьков. Оно лишь на незначительнуювеличину превышает статическоедавление,Верхний предел ограничения давления (0,20 ИПа) обусловлен возможностями (с учетом техники безопасности) использования емкостей, содержа 40щих инертные газы - баллонов, имеющихограничения по давлению выпускаемогоиз них газа в условиях его транспортировки по шлангам от специальнооборудованных мест к участкам нанесения покрытий,Суспензию продувают инертньпки газами для Формирования второго и последующих после третьего слоев оболочки,Изготавливают образцы и опытные оболочковые формы. Прочность при изгибе определяют на образцах - пластинках размером 65 ю 20 рб 4 мм, а газо- проницаемость - на круглых пластииаах :ббхб мм, схрепляемых с гильзой стандартного прибора с помощью модельного состава. Полученные ре 560 В зультаты газопроницаемости используют для оценки содержания газов (002,Н," в металле. Стабилизацию свойств суспензии оцейивают по величине относительного интервала разброса значений одного из главных свойств оболочки - ее прочности при изгибе (см. таблицу). Расход связующего оценивают по проценту брака, по раэрулению и дефектности оболочковых форм, пренебрегая при этом естественным ростом трудоемкости как следствием повышения расхода связующего.Данные таблицы показывают, что вспенивание суспензии инертным газом под избыточным давлением 0,02-0,2 ИПа при нанесении ее для формирования второго и последующих после третьего слоев оболочки дает эффект по стабибилиэации свойств суспензии, т.е. плотность ее остается постоянной после 50 циклов погружения моделей, уменьшается разброс в прочности обо- лочки при испытаниях на изгиб в горячем состоянии, так как повышается трещиноустойчивость; повышается с 2-5 до 8-9 ед. газопроницаемость оболочки, что приводит к снижению газосодержания в отливках, например кислорода с 13.10" до 14.10"17Повьппение прочности и трещиноустойчивости оболочки обусловлено равномерным распределением пор по сечению оболочки, что останавливает развитие микротрещин, размеры которых соизмеримы с зерном обсыпочного кварцевого песка. Повьппение газо- проницаемости оболочки обусловлено увеличениемпористости оболочки. Способ изготовления оболочковых форм., получаемых по выплавляемым моцелкм, осуществляется следующим обл.",зом.Первый, облицовочный слой суспензии наносят на блок моделей по извест: ной технологии, т,е. погружают в суспензию, затем извлекают, снимают избыток суспензии и затем обсыпают кварцевым песком,после чего сушат. При нанесении второго и последующего слоев оболочки модельный блок погружают в емкость с суспензией, в которой смонтировано приспособление в виде трубки с отверстиями для подачи инертного газа. Одновременно с погружением модельного блока в суспензию подают инертный газ, благо1139560 Прототип Среднее Верхнийзначен. предел Нижнийпредел 1000 200 1200 1200110 110 1200 110 1,35 кг/л), мл 3,0 Кварцевый песок 3,0,02 0132-0,152 даря чему суспензия барботирует.Инертный газвводимый в суспензию,локализуется в виде пузырьков, кото-рые поднимаются, вступают в контакт,с модельным блоком, оседая на нем. 5Момент выхода пузырьков на поверхность (онкак правило, соответствует моменту времени через 1-2 с после подачи газа в суспензию под давлением 0,02-0,2 МПа) соответствуетсигналу прекращения барботированиясуспензии.Давление отключают, блок извлекают и обсыпают песком, затем сушат1-3 ч на воздухе. Третий, четвертый 5и все последующие слои суспензиинаносят по указанной технологии, т.е.аналогичной второму слою. Величинаприкладываемого к инертному газудзвления может быть как постоянной, 20ак и переменной, но во всех случаях она укладывается в интервал 0,020,2 МПа. После завершения формирования слоев блок направляют на дальнейшие операции: выплавление, прокаливание и т.д,Опробование способа продувки суспензии аргоном в литье по выплавляемым моделям для формирования второго и последующих после третьего 3 Наименование показателей. Составы покрытий1.1. Этилсипикат 32 мл 1.2. Спирт этиловый мл 1. 3, Вода дистиллированная, мл 110 1.4. Кислота азотная 1,5. Кварц пылевидный ПК, кг 3,0 2. Обсыпочный матсриал Величина прикладываемого давления, МПа 4. Параметры суспензии 4.1. Плотность суспенэии сразу после приготовленияслоев оболочки с целью повышенияоднородности суспензии, газопроницаемости оболочковой формы и ее трещиноустойчивости и прочности, снижения газосодержания отливок показывает, что плотность и вязкостьсуспензии стабилизируются во времени, повышаются и стабилизируютсяпрочность оболочки и трещиноустойчивость, увеличивается газопроницаемость последней, .снижается газосодержание отливок, а также умень-,шается поломка оболочек, так какповышается пористость последних,Реализация предлагаемого способа изготовления оболочковых форм при литье па выплавляемым моделям со вспениванием суспензии инертным газом при нанесении ее для формирования второго и последующих после третьего слоев оболочки позволяет сохранить свойства суспензии после 50 циклов нанесения покрытия, стабилизировать прочностные свойства оболочек, что уменьшает брак по разрушению форм на 2-28%, повышает в 1,5-2 раза газопроницаемость оболочковой формы, снижает затраты на связующее на 24- 36 руб. По предлагаемому способу 1000 1000 1 1000-1750 670 8 690 3. Вязкость суспензии сразу после приготовлеи верхности ванны, с 2 8.2 ентр нны,.3.3. Н 28 2 2 дне ва 4.4. Т что 0 ц посл ения покрыт 4.4 3 35 35 У поверх В центр ости ванны,ванны, с 6 4.4.3. На дн 6 3 анны,оболочковы Своистформ 1. Прочность оболочки п изгибе 5,3-6се прокалива1173 К, МПа 5-5,7 6,5.2. Относительный интервал разброса значений величин прочности.3.2. что и по па0 циклов нанокрытий по п. 4.лов наней г/м 16703.2.2. В процессе прокалива 0 5.3. Газопроницаемость оболо ковых форм, охлажденных после прокаливания, см/мин.4. Трещиноустойчивость обо лочковых форм 1, Расчетная4.4.2. Экспериментальная Содержание газов встали, АЙ 0 4 4,2 3 7 5,.4 6.1. Водо 16,8 6 Составитель Л, Шкленник И. Касарда Техред З.Т 1 алий Корктор Г. Ога е каз 202/10 Тир ВНИИПИ Государственнопо делам изобретени 113035, Москва, Ж,Подписное Филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 6.2. Азота, 7 6.3. Кислорода аж 747о комитета, СССРй и открытийРаушская наб., д. 4/5
СмотретьЗаявка
3607964, 17.06.1983
ВОЛГОГРАДСКИЙ ИНЖЕНЕРНО-СТРОИТЕЛЬНЫЙ ИНСТИТУТ
ПИСАРЕВ ИГОРЬ ЕВГЕНЬЕВИЧ, РОГОЖКИН ВАСИЛИЙ МИХАЙЛОВИЧ, ПИСАРЕВ ОЛЕГ ИГОРЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочковых, получаемых, форм
Опубликовано: 15.02.1985
Код ссылки
<a href="https://patents.su/6-1139560-sposob-izgotovleniya-obolochkovykh-form-poluchaemykh-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления оболочковых форм, получаемых по выплавляемым моделям</a>
Устройство для формирования слоев сигарет в группы, подлежащие упаковке

Номер патента: 1291024
Опубликовано: 15.02.1987
Автор: Йоахим
МПК: B65B 19/10
Метки: группы, подлежащие, сигарет, слоев, упаковке, формирования
...со стороны поступления сигарет 7, Транспортер 9 выполнен ременным и охватывает шкив 20, расположенйый на валу 21 и приводимый 91024 2посредством роликовой звездочки 22,которая смонтирована на валу 21,приводимом глобоидным червяком 23.Привод толкателя 6 имеет дисковый 5 кулачок 24, взаимодействующий по окружности с роликом 25. Ролик 25 расположен на удаленном от воронки 1конце. Кроме того, толкатель 6 связан с направляющей штангой 26, про ходящей в стационарной относительно машины направляющей 27, на которую опирается пружина 28, прижимающая несущий ролик 25 и конец толкателя 6 в направлении к дисковому ку лачку 24, так что ролик 25 удерживается на дисковом кулачке 24.формирование слоев сигарет вгруппы, подлежащие упаковке осуществляют...
Устройство для формирования слоя штучных предметов

Номер патента: 688375
Опубликовано: 30.09.1979
Авторы: Маринский, Хорол, Янишевский
МПК: B65B 35/40
Метки: предметов, слоя, формирования, штучных
...зону 12, а также щупа 13 с выключателем 14.15 Устройство работает следующим образом.Каретка 3 шагового транспортера 1 с помощью собачек 4 поштучно подает изделия 2 в накопительную зону 11 приемного стола 6, После накопления в зоне 11 несколь ких изделий 2 (на фиг. 3 показаны четыреизделия) у упора 9 первое изделие нажимает на щуп 13, который подает сигнал на выключатель 14.Выключатель 14 включает сталкиватель 2 З 7, поводки 8 которого перемещают сформированный у упора 9 слой изделий 2, освобождая при этом накопительную зону 11 для приема очередного слоя. Прн этом каретка 3 шагового транспортера 1 стоит в 30 крайнем правом положении.Если сформированный у упора 9 слой изделий 2 не убран поводками 8 сталкивателя 7, либо собачки 4...
Способ определения состояния и форм связи влаги в тонких слоях дисперсных материалов

Номер патента: 198036
Опубликовано: 01.01.1967
Авторы: Агрофизический, Лискер, Орехова
МПК: G01N 27/02, G01N 33/24
Метки: влаги, дисперсных, связи, слоях, состояния, тонких, форм
...константами почвы, При этом для построения термограммы сушки производят непрерывное взвешивание и определение температуры образца и окружающей среды. Это требует значительных затрат времени и сложной аппаратуры,Предлагаемый способ, с целью повышения точности измерений, осуществляет контроль за влажностью почвы в процессе сушки путем непрерывного измерения электрического сопротизления почвы, которое быстро реагирует на всякое изменение влагосодержания.Сущность описываемого способа заключается с следующем,Образец исследуемой почвы произвольной влажности в виде тонкого слоя помещают между двумя электродами. Один из электродов представляет собой тонкую металлическую чашку, другой - тонкое металлическое кольцо, О состоянии и формах...
Способ приготовления суспензий для получения форм по выплавляемым моделям
Номер патента: 521060
Опубликовано: 15.07.1976
Авторы: Бочаров, Клемчук, Конотопов, Лакеев, Макаровский, Парыгин, Пепенко, Семененко, Солонский
МПК: B22C 9/04
Метки: выплавляемым, моделям, приготовления, суспензий, форм
...5 с 1, затем стабилизируют егос войсва путеме к;ивно о ие ремешивация в тен,ии 0,5-3,0 ч и для получениясусивЭци ввоттят связующее.Ств.или,зац 5 химико-физических свойствлшсера при интенсивном перемешиванииОб ъ 5 тс ця тс я следу 01 цт 1 л 4 аСлачивсе поверхности кварца водойявляется экзотермическим процессом. С повышетИем температуры, которая при,дацныхоусловиях перемедптвания достигает 50-60 С,резко уменьшается количество связаннойводы, что является следствием увеличенияподвижности ионов, и увеличивается количество свобопиой воды,Увеличение количества свободной водыснижает вязкость шликера, за счет чегоможно увеличить содержание в шликере цаполцителя. Пониженно вязтсости шликера способствует также образуюцаяся 1 в...
Состав суспензии для форм по выплавляемым моделям

Номер патента: 1650319
Опубликовано: 23.05.1991
Авторы: Антипенко, Вавинская, Зоркина, Минкин, Песчанский, Севастьянова, Семененко, Синица, Скаженник, Удалов
МПК: B22C 1/16
Метки: выплавляемым, моделям, состав, суспензии, форм
...в течение 20 - 30 мин доводится до однородной консистенции. При необходимости улучшения смачиваемости за 5 мин до конца перемешивания вводится поверхностно-активное вещество (ПАВ).П р и м е р 2. Жидкое стекло разводится водой до плотности 1180 - .1250 кг/м . Необходимое количество кислоты быстро (одной порцией) вводится в непрерывно перемешивающийся водный раствор жидкого стекла, При появлении хлопьев геля перемешивание следует продолжить в течение 10 - 15 мин. Затем в этот раствор вводятся в любой последовательности пылевидный кварц и продукт пылеуноса производства шамота, обожженного при 1450 - 1750 С - пыль электрофильтров, и перемешивается 20-30 мин до получения однородной консистенции, При необходимости за 3 - 5 мин до окончания...
Предыдущий патент: Смазка для пресс-форм литья преимущественно медных сплавов с кристаллизацией под давлением
Следующий патент: Способ разливки кипящей стали
Случайный патент: Аналоговое делительное устройство