B29C — Формование или соединение пластиков; формование веществ в пластическом состоянии вообще; последующая обработка формованных изделий, например ремонт
Устройство для разъема матриц клиновых пресс-форм

Номер патента: 1687441
Опубликовано: 30.10.1991
МПК: B29C 33/20, B29C 45/64
Метки: клиновых, матриц, пресс-форм, разъема
...щее о центр отл ных смо тов АВТОРСКОМУ СВИДЕТЕЛЪСТВУ(56) Авторское свидетельство СССМ 331909, кл, В 29 С 33/20, 1969,(54) УСТРОИСТВО ДЛЯ РАЗЪЕМА МАТРИЦКЛИНОВЫХ ПРЕСС-ФОРМ Изобретение относится к устроиствам я разъема клиновых матриц пресс-форм, еющих вертикальную плоскость разъема редназначено для разъема формообразущих изделий съемных пресс-форм, . Приспособление содержит основание 1 с установленным на нем на оси 2 эксцентриковым кулачком 3, взаимодействующим с ползуном 4 посредством штифтов 5 и планкой 6, последняя снабжена захватами 7, имеющими возможность перемещения относительно планки б и фиксации винтом 8 в определенном положении, настраивая на определенный типоразмер. В основании 1 выполнен паз 9 для крепления сменвставок -...
Устройство для ультразвуковой сварки полимерных материалов

Номер патента: 1687442
Опубликовано: 30.10.1991
МПК: B29C 65/08
Метки: полимерных, сварки, ультразвуковой
...К 844 УД 2.Полоса пропускания паласовых ров определяется максимальным уход эонансной частоты преобразовате +70 от номинальной,При таком включении полосовых фильтров с полосой пропускания равной1 ре. (1+0,07) фазометр измеряет фазовый сдвиг между первыми гармониками, так как частота гармоники равна 1 ре, и, а субгармо 1 ЕЗ.ЕЗ.ники-- , т,е,- - - 1 рез(1:+ 0,07) 1 реэ. и,иигде и = 1, 2, 3,. - номер гармоники или субга рмоники,Устройство работает следующим образом,В процессе сварки сигналы с делителя напряжения 3 и токового шунта 4 через дифференциальные усилители 5 и б поступают на паласовые фильтры 7 и 8. На дифференциальных усилителях 5 и б происходит компенсация наводок. С помощью полосовых фильтров 7 и 8 происходит выделение...
Устройство для сварки труб из термопластов

Номер патента: 1687443
Опубликовано: 30.10.1991
МПК: B29C 65/18
Метки: сварки, термопластов, труб
...таким образом, что зубчатое колесо 27 обладает возможностью взаимодействия с шестерней 21. Кроме того, на свободный конец 15 вала 7 может быть установлена ножовка ЗО с рукояткой 31 и режущим полотном 32, В паре винт-гайка каретки 4 приведенного устройства винт 7 является ведомым элементом, а гайка 9 - ведущим, Возможен и другой вариант; винт 7 - ведущий и установлен с возможностью вращения без возможности перемещения относительно станины 1, а.гайка 9 - ведомая и установлена с возможностью вращения без возможности перемещения относительно каретки 4, При этом фиксатор 16 должен быть соединен с гайкой 9 и поочередно взаимодействовать с винтом 7 и кареткой 4,Устройство работает следующим образом.Для резки трубу,33 в требуемом положении...
Смесительная головка для получения заливочной смеси

Номер патента: 1687444
Опубликовано: 30.10.1991
Авторы: Бадьев, Буданов, Сивухин, Тимохин
МПК: B29C 67/20
Метки: головка, заливочной, смеси, смесительная
...цилиндра 9 соединены трубопроводами 31 и 32 с входом одного и выходом другого обратных клапанов 12 и 13,Голонка работает следующим образом, При включении смесительной головки оба обратных клапана 12 и 13 закрыты, электромагнит 25 перемещает золотник (не показан) гидрораспределителя 24 влево и рабочая среда поступает по трубопроводу 28 в штоковую полость первого гидроцилин,",ра 8, в результате чего происходит подьем его поршня 15 с штоком 10 и вытеснение рабочей среды из бесштоковой полости первого цилиндра 8 по трубопроводу 30 через открытый запорный клапан 16 и по трубопроводу 29 на слив рабочей среды в систему. Горшень 15, достигнув верхнего положения. касается своей поверхностью штоков обратных клапанов 12 и 13 и открывает их,...
Устройство для обработки пленочных материалов

Номер патента: 1687445
Опубликовано: 30.10.1991
Авторы: Белышева, Брауде, Кавера, Свитка, Файдель, Фрейдлин
МПК: B29C 71/00, B29D 7/01
Метки: пленочных
...на фиг, 1, Конец пленки 16 и сетки 17 прикрепляют с помощью планкл 10 к фисирующей штанге 7 Затем, вращая вал 4 рстора 2, наматывают гленку 16 и сетку 17, одноьременно надевая на спицы 6 фиксирующие штанги 7 и втулки 8. Таким образом, пленка 16 и сетка 17, подго 1 авливаемые к обработке, укладываются на роторе по спирали, Причем плен:а 16 при намотке подаетс навстречу вращению. ротора 2 снизу под углом не менее 30" от вертикали, в резултате чего происходит самонатяжение пле;ки 16 при намотке, а фиксирующие штачги 7 и втулки 8 не сголзают со спиц (фиг, 3).После полной заправки ротора 2 обрабатваемой пленкой 16 и сеткой 17 на спицы 6 навинчиваются гайки 9, Второй конец обрабатываемых материалов остается свободным с целью компенсации его...
Способ соединения внахлестку трубчатых деталей из полимерных материалов

Номер патента: 684834
Опубликовано: 07.11.1991
Авторы: Бондарь, Гисер, Новиченко
МПК: B29C 65/34
Метки: внахлестку, полимерных, соединения, трубчатых
...тока через оставшийся металлический слой.Недостаток указанного способа заключается в том, что одновременно" металлизацией соединяемой поверхности одной из деталей металлизируют и торцовые ее поверхности, образуя тем самым токоподводящие элементы. Поэтому для сварки длинномерных деталей или деталей криво 684834линейной формы известный способ не может быть применен.Целью изобретения является обеспечение возможности соединения длинномерных деталей и деталей криволинейной 5формы,Укаэанная цель достигается тем, что поспособу соединения внахлестку трубчатыхдеталей из полимерных материалов, включающему выполнение на соединяемой поверхности одной иэ деталей спиральнойканавки, металлизацию этой и торцовой поверхностей, срезание с соединяемой...
Способ соединения деталей из полимерных материалов

Номер патента: 630799
Опубликовано: 07.11.1991
Авторы: Бондарь, Гисер, Новиченко, Шестопал
МПК: B29C 65/34
Метки: полимерных, соединения
...в нагреве соединяемых деталейпропусканием электрического тока через Изобретение относится к Облас ки пластмасс, а именно к способам динения внахлестку труб и фитингов из полимерных материалов.Известен способ соединения деталей из полимерных материалов, заключающийся в нагреве соединяемых деталей пропусканием электрического тока через электроп роводный металлический элемент, который завальцовывают в двухзаходную канавку спиралеобразной формы, выполненную на поверхности одной из соединяемых деталей,Недостатком способа является высокая трудоемкость и низкая производительность подготовительных операций.Наиболее близким из известных является способ соединения деталей из полимерных материалов, заключающийся в нагреве соединяемых...
Пресс-форма для изготовления массивных шин

Номер патента: 1689091
Опубликовано: 07.11.1991
МПК: B29C 35/02, B29D 30/02
Метки: массивных, пресс-форма, шин
...из пресс-формы,На чертеже изображена предлагаемая пресс-форма, разрез (слева - в открытом положении, справа - в закрытом положении).Пресс-форма для изготовления массивных шин содержит неподвижную нижнюю 1 и подвижную 2 полуформы и формирующий посадочную часть шины центральный элемент. Паследний выполнен по высоте, состоящим из двух тарелок 3 и 4, Тарелки 3 и 4 установлены с возможностью аксиального перемещения относительно одна другой и неподвижной полуформы 1 и имеют соответственно механизмы 5 и 6 управления.Полуформа 1 имеет формообразующую поверхность 7 для формовгния протекторной части шины и формообразующую поверхность 8 для формования боковины, Верхняя подвижная полуформа 3 имеет формообразующую поверхность 9 для формования...
Линия для изготовления резинотехнических изделий

Номер патента: 1689092
Опубликовано: 07.11.1991
Авторы: Зуб, Наталевич, Рабкин, Скойбеда, Соловьев
МПК: B29C 35/02, B29C 43/04, B29D 29/08 ...
Метки: линия, резинотехнических
...линии при работе, в результате которого реализуется указанный рабочий процесс, происходитследующим образом.Прогретые до заданной температурыпорожние барабаны, размещенные в прессформах 6, извлекаются попарно из каждого 50пресса (нажатием кнопки на пульте управления), например из пресса 1, При нажатиикнопки происходит выталкивание барабанов из сомкнутых пресс-форм 6 при помощитолкателей 26 рамки 25, которая получает 55перемещение от реечного механизма 34 и35, редуктора 33 и электродвигателя 32,Хвостовики 14 барабанов находятся в гнездах 27 рамки 25, поэтому барабаны перемещаются вместе с последней. По мере перемещения барабаны укладываются наружной поверхностью на поддерживающие вращающиеся ролики 37 и далее двигаются до конечного...
Пресс-форма для изготовления резиновых уплотнительных колец
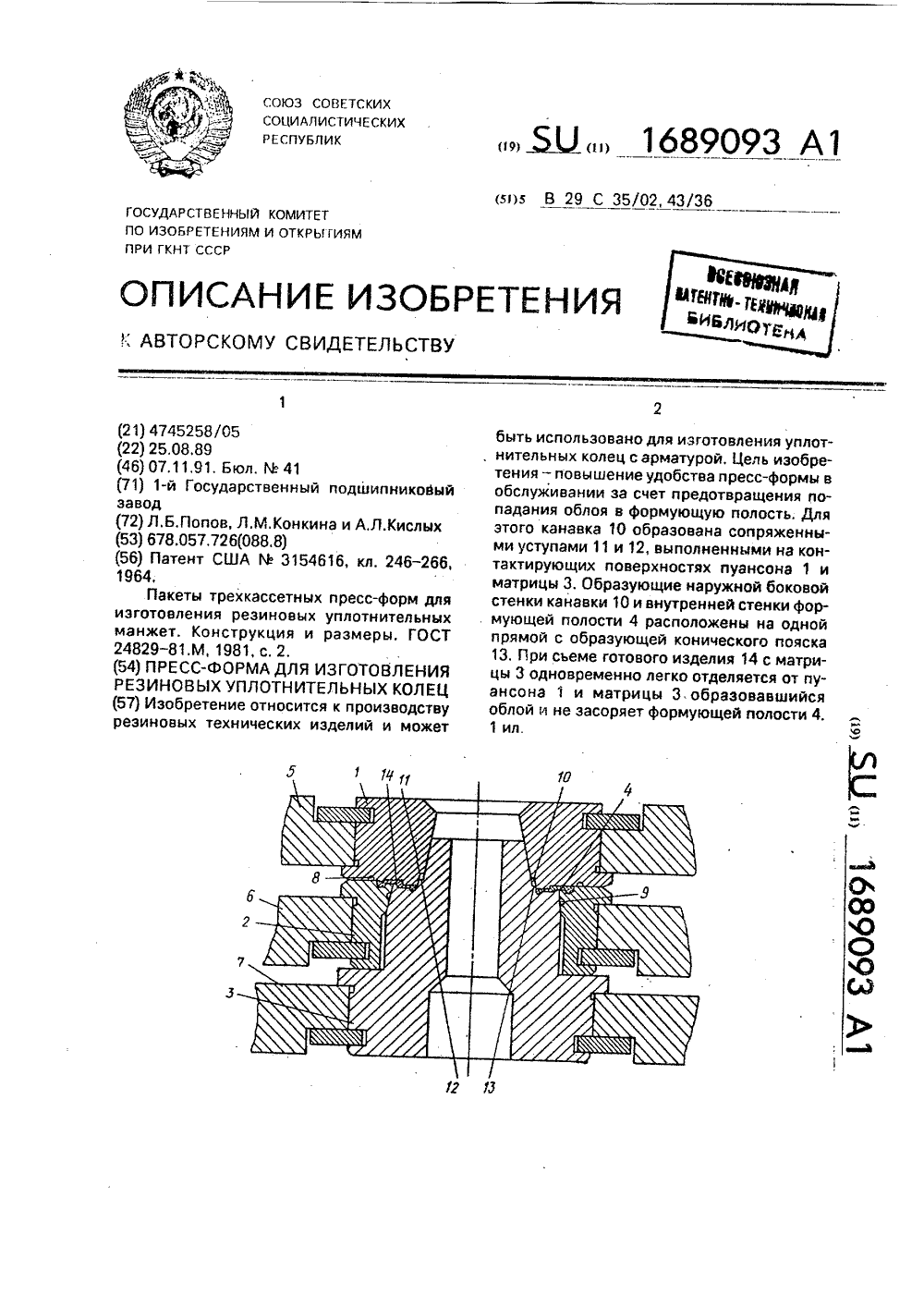
Номер патента: 1689093
Опубликовано: 07.11.1991
Авторы: Кислых, Конкина, Попов
МПК: B29C 35/02, B29C 43/36
Метки: колец, пресс-форма, резиновых, уплотнительных
...для изготовления резиновых уплатнительных колец содержит пуансон 1, обойму 2 и матрицу 3, образующие кольцевую формующую полость 4 и монтажные плиты 5-7 соответственна для их установки, На плоскостях разъема пуансона, обоймы и матрицы размещены облойные канавки 8-10,Размещенная на плоскости разъема пуансона и матрицы облойная канавка 10 образована сопряженным уступами 11 и 12, выполненными на контактирующих поверхностях пуансона 1 и матриц:,1 3 соответственно. Канавка 10 расположена выше формующей полости и отделена от нее коническим пояском 13, выполненным на поверхности контакта матрицы 3 с пуансонам 1. Образующие наружной боковой стенки канавки 10 и внутренней стенки кольцевой полости 4 расположены на одной прямой и образующей...
Способ термообработки тороидальных оболочек

Номер патента: 1689094
Опубликовано: 07.11.1991
Авторы: Касухина, Николенко, Розенталь
МПК: B29C 35/04, B29D 24/00
Метки: оболочек, термообработки, тороидальных
...в течение заданного периода, После этого с помощью транспортирующего элемента 2 выворачивают оболочку 1, перекатывая ее вдоль камеры 3 на расстояние, равное длине наружной стенки оболочки. Осуществляют вулканизацию следующего участка стенки оболочки, находящегося в контакте с камерой 3,В процессе термообработки давление сжатого воздуха в оболочке 1 увеличивают, Причем на каждом цикле перекатывания оболочки в обогревземой камере с одного конца до второго увелиение давления определяют по соотношению Р = (Р - Рн)/(М - 1), где Рн - давление в оболочке на первом цикле перекатывания, МПа; Р - давление в оболочке на конечном цикле перекатывания, МПа; М - количество циклов перекатывания оболочки. П р и м е р, Гехнопогическим ре ламентом...
Устройство для обработки полимерных изделий

Номер патента: 1689095
Опубликовано: 07.11.1991
Автор: Копаев
МПК: B29C 37/02
Метки: полимерных
...устанавливается в захват и подается конвейером в ванну 1, где под действием. охлажденной жидкости 2 облой доводится до хрупкого состояния. Далее изделия транспортируются в промежутке между установленными с одной стороны электродами 3 и 4 импульсноо разряда и экраном 5. В момент прохождения деталями электродов 3 и 4 происходит разряд и электрогидравлическим ударом производится зачистка облоя или грата.Для интенсификации процесс.", в ванне осуществляется ба рботирование жидкости под действием поступающего из трубапоовода 10 сжатого воздуха. При достаточной для охрупчивания изделия температуое подача хладагента отключается,При движении детали 13 в жидкости она может поворачиваться на оси 14, при этом облегчается процесс очистки от облоя и...
Узел соединения литьевой формы с упором термопласт-автомата

Номер патента: 1689096
Опубликовано: 07.11.1991
Авторы: Зак, Кацеленбоген, Мелькумов, Уманец
МПК: B29C 45/40
Метки: литьевой, соединения, термопласт-автомата, узел, упором, формы
...в одной с прорезью 9 плоскости, а противолежащие им канавки 8 - параллельно ей.Винтовые участки представляют собой часть, меньшую половины витка, расположенную вдоль хвостовика между параллельными его оси прямолинейными канавками 7 и 8. Штифты 2 размещены в канавках хвостовиков 5, а в конце прорези 9 выполнено сферическая выборка для взаимодействия с выполненным на упоре 10 элементом в виде шарового слоя.Узел работает следующим образом.При раскрытии формы и перемещении ее подвижной части в сторону упора 10 хво 1689096стовик 5 прорезью 9 надевается на элемент в виДе шарового слоя и останавливается совместно с плитой 3 выталкивателей. а подвижная опорная плита 1, взаимодействуя штифтами 2 с прямолинейными канавками 7, продолжает...
Устройство для блокировки обратного потока материала узла пластикации литьевой машины

Номер патента: 1689097
Опубликовано: 07.11.1991
МПК: B29C 45/52
Метки: блокировки, литьевой, обратного, пластикации, потока, узла
...полусферой опирающиеся на конические фаски 11, а нижней полусферой скользящие по поверхности замкнутых поперечнцх каналов 6 и 7 цилин дрической насадки 4, Втулка 1, шнек 2 и наконечник шнека в сборе установлены в цилиндре 14 пластикации, К. цилиндру 14 пластикации прикреплено сопло 15 с помощью прижимной гайки 16.Устройство для блокировки обратного потока материала узла пластикации литьевой машины работает следующим образом. При наборе материала расплав пластмассы пластицируется вращением шнека 2 в цилиндре 14 пластикации. При этом кольцевая втулка 1 под действием движущегося материала поднимается торцом пазов к выступам головки 3, Расплав пластмассыпроходит в зазор между втулкой 1 и головкой наконечника 3, Проходя в зазор, расплав,...
Червячная машина для переработки полимерных материалов

Номер патента: 1689098
Опубликовано: 07.11.1991
Авторы: Багно, Бастрыгин, Коновалов
МПК: B29C 47/38, B29C 47/76
Метки: переработки, полимерных, червячная
...машина работает следующим образом.Перерабатываемый материал загружают через загрузочный бункер корпуса 1 и червяком 4 перемещают в сторону формующей головки 18. При подходе к разделительному участку 6 червяка 4 материал через перепускные отверстия 13 переходит в кольцевую полость 3. Проходя через перепускные отверстия 13, материал делится на множество мелких потоков, а при взаимодействии витков спиралей 14 и 15 с наружной поверхностью гильзы 12 потоки разделяются на отцельные куски (гранулы), подвергая при этом материал интенсивным деформациям сдвига и среза. Все это способствует интенсивному выделению газов из материала, которые под действием вакуум-насоса удаляются иэ полости 3 через отверстия 9 в вакуумную полость 8 и далее...
Оправка для изготовления оболочек из композиционных материалов

Номер патента: 1689099
Опубликовано: 07.11.1991
Авторы: Коробейников, Медведев, Норкин, Пичугин
МПК: B29C 53/82
Метки: композиционных, оболочек, оправка
...методом намотки и может быть использовано при изготовлении высоконагруженных сетчатых оболочек. Целью изобретения является обеспечение заданной структуры изделия эа счет исключения смещения арматуры при вытяжке, Для этого оправка содержит обечайку, центральный вал, торцевые диски с радиальными штифтами, механизм перемещения одного иэ дисков относительно вала и ряд дополнительных опорных радиальных штифтов, установленных на обечайке со стороны подвижного диска параллельно штифтам этого диска. 2 ил. Оп равка работает следующим образом.На оправку производят намотку оболочки, укладывая арматуру 14 на обечайку 1 согласно заданной структуре армирования, например, под углом + р к образующей оправки и обматывая штифты 5, 6 на торцевых...
Способ соединения арматурных прутьев

Номер патента: 1689100
Опубликовано: 07.11.1991
Авторы: Гальчун, Минеев, Мухаметшин, Репа
МПК: B29C 65/02
Метки: арматурных, прутьев, соединения
...стержнями должно быть равным 1 - 1,5 диаметрам прутка. Затем осуществляют фиксацию прутьев 1 в точке из пересечения путем оплавления свободных концов стержней 3 и соединения их. Для этого концы стержней 3 разогревают горячим воздухом с температурой 250-280 С в течение 15-20 с и опрессовывают формующим пуансоном 4, имеющим внутри форму усеченного конуса, с усилием 10 - 20 кг. Концы стержней свариваются, После опрессовки давление пуансона на снимают, а соединительный элемент охлаждают холодным воздухом или водой в течение 10 - 15 с, Вследствие охлаждения материал соединительного элемента дополнительно усаживается, обжимая перекрытие прутьев с давлением, равным 1 - 2 МПа, Соединительные элементы могут быть изготовлены на...
Устройство для разделки концов конвейерных лент под клиновидный стык

Номер патента: 1689104
Опубликовано: 07.11.1991
Авторы: Калугина, Попов, Хорпяков
МПК: B29C 37/00, B29D 29/06
Метки: клиновидный, конвейерных, концов, лент, разделки, стык
...по обработанной поверхности. 3 ил. Опора 5 представляет собой клин, угол а которого соответствует углу а клиновидного среза конца ленты. Режущий орган 8 выполнен в виде двух вращающихся навстречу друг другу режущих головок 10 с ножами 11. Для обеспечения ровной обработанной поверхности ножи головок перекрывают друг друга, образуя общую зону обработки Р,Для обеспечения качения катков 6 по обработанной поверхности ширина, захвата М режущих головок 10 превышает габариты Й, т,е. расстояния между катками по ширине рамы 7.разметку стыка и в зависимости от толщиныленты и длины стыка выбирают соответствующую опору 5, имеющую вид клина.Опору 5 укладывают в соответствии сразметкой, осуществленной ранее, и размещают на ней узле 4 обработки.Ножи...
Устройство для изготовления бесконечных приводных ремней

Номер патента: 1689105
Опубликовано: 07.11.1991
Авторы: Бондаренко, Никончук, Скойбеда, Шпилевский
МПК: B29C 33/14, B29D 29/10
Метки: бесконечных, приводных, ремней
...оси кольцевого гнезда стержней 7.Стержни 7 смонтированы на общемдиске 8, который установлен на центральном диске 1 с возможностью аксиального перемещения. Для прохода,стержней 7 в диске 2 выполнены отверстия 9. Диск 8 снабжен приводом 10аксиального перемегения,35Диски 2 и 3 зафиксированы на центральном диске при помощи. стопорныхколец 11. Устройство имеет также проФильньп 12 и глацкиц 13 валики, имеющие возможность перемещения в радиальном направлении относительно Формооб, разующих элементов .Устройство работает следующим образом.45В кольцевое гнездо 4 закладываетсярезиновая заготовка 14 для слоя сжатияремня (Фиг. За) . Подводится профильный,валик 12 и осуществляется формованиеслоя 15 сжатия ремня фиг.Зб),Валик 12 отводится, с...
Способ соединения кромок обрезиненного ленточного полотна

Номер патента: 698259
Опубликовано: 15.11.1991
Авторы: Горбановский, Филимонов
МПК: B29C 65/70, B29D 30/38
Метки: кромок, ленточного, обрезиненного, полотна, соединения
...что, с целью повышени стцкового соединения, перед на место стыка накладываю прослойку. няют чередующиеся по ширине коомки выступы и впадины со взаимозахватывающими контурами, соединяют кромки, укладывая выступы одной из них во впадинц другой и спресссвыва 1 ст стык, перед опресссвкой на место стыка накладывают резиновую прослойку,На фиг, 1 изображен вариант соединения кромок; на фиг. 2 - рарез А - А на фиг.1,Дан н цй способ осуществля ют следующим образом,Производят разделку кромок, приготовленных для соединения обрезиненных пенто.ных материалов, например заготовок 1 и 2 для брекера, Для зтого на указанных кромках каждой из заготовок, например, шгамповксй на барабане вырезают чередующиеся пс ширине. В заготовки выступы а 1 и а 2 и...
Устройство для загрузки канала горизонтального поршневого экструдера

Номер патента: 1691112
Опубликовано: 15.11.1991
МПК: B29C 31/04, B29C 31/08
Метки: горизонтального, загрузки, канала, поршневого, экструдера
...вертикальным поршнем 2, Подпрессованная заготовка 14 с оформленными боковыми и верхней поверхностями подается в канал пресса и основным поршнем 9 продавливается вместе с изделием 15 через нагреватели 7 и охладитель 8, где иэделие 15 спекается, охлаждается и приобретает требуемые свойства.Выполнение длины а основания вертикального поршня равной ширине Ь рабочего канала пресса, позволяет формовать полимерную заготовку по всей длине загрузочного бункера 1.Одна иэ возможных схем работы загрузочного устройства может быть следующая , (фиг.3).1, Основной поршень 9 находится вкрайнем положении и открывает загрузоч ное отверстие 5, Боковые поршни 3 и 4 сдвинуты, а вертикальный поршень 2 движется вниз и своим основанием замыкает камеру,...
Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение

Номер патента: 1691113
Опубликовано: 15.11.1991
МПК: B29C 39/34, B29C 45/26
Метки: буртиком, имеющим, коробчатых, литьевая, поднутрение, форма
...между касательными М и К к точкам в и М (на фиг.5 показана высота поднутрения 3), что ведет х потере деталью ее функционального назначения (защелки), тем самым ликвидируется цель создания такой литьевой формы, а прибольше 2 мм происходит поломка изделия 15 (а именно буртика) при снятии его с пресс-формы,Расстояние Т между образующей толкателя Н и наиболее удаленной от оси формы точки а выпуклой поверхности Б равно как минимум половине радиуса г выпуклой части Б. С уменьшением расстояния Т ухудшаются условия съема иэделия 15, так как взаимодействие между тол кателем 10 и снимаемым изделием происходит по плоскости, перпендикулярной направлению движения толкателя, Торец С толкателя 10 является формообразующим элементом, поэтому его...
Формующее устройство для изготовления изделий из пластмасс

Номер патента: 1691114
Опубликовано: 15.11.1991
МПК: B29C 43/04
...набором тарельчатых пружин, под которыми установлена регулировочная шайба, опирающаяся на пуансонодержатель.2 ил. крепление формующего устройства в роторной линии с нагревателями.Устройство содержит общий корпус 1, в котором расположены корпус пуансонодержателя 2, пуансон 3, закрепленный болтом 4, сборная матрица 5, опирающаяся на втулку б и удерживаемая гайкой 7 с ограничением ее вертикального перемещения стопорной шайбой 8, гайка расположена на выталкивателе 9 с ограничением его радиального перемещения штифтом 10.В торце стержня 11 установлена бобы шка 12, ограничивающая его вертикальное перемещение в корпусе пуансонодержателя 2, при этом на нижней его части установлен набор тарельчатых пружин 13.1691114момент прямоугольные...
Пресс-форма для напрессовки порошкового слоя на поверхность детали

Номер патента: 1691115
Опубликовано: 15.11.1991
Автор: Финаев
МПК: B29C 43/18
Метки: детали, напрессовки, поверхность, порошкового, пресс-форма, слоя
...что они консольно выступают из них, а центральное отверстие опорного диска 9 располагается соосно стержню-игле 1. После этого на торцовую опорную поверхность 8 втулки 5 устанавливают нижнюю часть 11 разъемной матрицы, выполненную в виде полой ступенчатой крышки, у которой нижняя охватывает опорный диск 9, образуя нижнюю формующую полость 14, в которую засыпают расчетную нижнюю навеску порошка. Затем на верхнюю ее ступень устанавливают обрабатываемую деталь 3 с центральным сквозным отверстием, в частности переходный фланец, на которую сверху надевают верхнюю часть 13 разъемной матрицы, выполненной в виде полой ступенчатой крышки, При этом нижняя ступень крышки 13 охватывает деталь 3 сверху, а во внутренней полости верхней ступени над...
Линия для формования изделий из стеклопластика

Номер патента: 1691116
Опубликовано: 15.11.1991
Автор: Ульянов
МПК: B29C 43/20, B29D 9/00
Метки: линия, стеклопластика, формования
...звездочки 4 и 5 заторможены. Затем включают системы обогрева, вентиляции,циркуляции и рециркуляции горячих воздушных потоков и после завершения технологических операций при выходе иэ эоны движения конвейера включают привод 6, от которого через цепные передачи 7 и промежуточные валы 8 с тормозным механизмом 9, расторможенным при включении приводов, и далее через звездочки 10 и цепные передачи 11 движение передается на звездочки 4 и 5, которые приводят в движение тяговую цепь 12, в результате оснастка 17 перемещается с одной позиции на другую, с одного рабочего места на следующее и т,д. А.на вертикальных участках цепи 12 перед звездочкой 4 создается натяжение цепи 12 и оснастка поднимается, а за звездочкой 5 происходит обегание цепи 12 и...
Пресс-форма для изготовления полимерных изделий литьевым прессованием

Номер патента: 1691117
Опубликовано: 15.11.1991
Автор: Квасенков
МПК: B29C 45/02
Метки: литьевым, полимерных, пресс-форма, прессованием
...для многоразового использования (фиг.1).Далее опускается пуансон 6, после контакта которого с внешней стороной оформляющей части 9 матрицы начинает перемещаться нагнетающий плунжер 2. В результате рассекатель 3 приподнимается, образуя для полимерного материала проход в оформляющую полость (фиг.2),По мере заполнения пресс-материалом Возрастает давление, под воздействием которого оформляющая часть 9 матрицы опускается, деформируя расположенные в замкнутых полостях уплотнительные элементы 10, которыми при этом перекрывается зазор между сопряженными поверхностями матрицы и пуансона 6. матрицы и литьевой камеры 1. Это исключаетвытекание формуемого материала в зазорымежду ними, После чего начинают дальней 5 шее опускание пуансона 6,...
Пресс-форма для прецизионного литья под давлением

Номер патента: 1691118
Опубликовано: 15.11.1991
Автор: Ратафьев
МПК: B29C 45/26
Метки: давлением, литья, пресс-форма, прецизионного
...РС 42 88,8) новы конструированиятов, - М.: Машиностро ДЛЯ ПРЕЦИЗИОННОВЛЕНИЕМтносится к переработкбыть использовано дл(54)ПРЕСС-ФОРМА ГО ЛИТЬЯ ПОД ДА (57) Изобретение о пластмасс и может(56) Видгоф Н,Б. ОсФорм для термопласение, 1979, с.141. ательскии институт быной аппаратуры точечно-стержневого литья прецизионных негабаритных изделий иэ термопластов, Цель изобретения - упрощение конструкции пресс-формы, Литьевая пресс-фбрма содержит оформляющую полость 1, образованную подвижной частью 2 и неподвижной частью 3, разводящую литниковую систему 4 и подпрессовник 5, Подпрессовник 5 установлен с возможностью ограниченного перемещения в осевом направлении, причем площадь поперечного сечения части подпрессовника 5, находящейся в оформляющей...
Литьевая форма для изготовления плоских полимерных изделий с поднутрениями

Номер патента: 1691119
Опубликовано: 15.11.1991
Авторы: Головизнин, Кубашев, Ложкин
МПК: B29C 45/26, B29C 45/40
Метки: литьевая, плоских, поднутрениями, полимерных, форма
...ползуна. 2 ил. в ты торцового углубления в нем обознач соответственно Н, Н 1 и Н 2.Форма (фиг.2) работает следующим образом,После впрыскивания расплава полимера в оформляющую полость формы, выдержки его под давлением и охлаждения происходит раскрытие формы, При этом пуансон 2, плита 3 выталкивателей и опорная плита 4 начинают двигаться поступательно, одновременно выводя изделие 8 из поверхности матрицы 1. При дальнейшем движе-,нии под деиствием упора литьевои машины происходит останов опорной плиты 4, плиты 3 выталкивателей с выталкивателями 5 и 6, а также ползунов 7.Пуансон 2 при этом продолж движение. В результате ползуны 7 киватели 5 и 6, оставаясь неподввыводят изделие 8 из оформляющей плоскости пуансона.В момент, когда ползуны...
Способ автоматического управления пластификацией при литье пластмасс под давлением

Номер патента: 1691120
Опубликовано: 15.11.1991
Авторы: Кричевер, Николенко, Овруцкий, Суриков, Цыганский
МПК: B29C 45/76, G05D 27/00
Метки: давлением, литье, пластификацией, пластмасс
...в нужном направлении с требуемой скоростью.Последовательность работы термопластавтомата следующая, смыкание полуформ 6, подъем давления в цилиндре 8, подвод механизма 1 впрыска после смыкания полуформ 6 или по команде, формируемой. по пути перемещения механизма 7 смыкания, контроль смыкания полуформ 6 с необходимым, усилием, окончание подвода механизма 1 впрыска, завершение набора необходимой объемной дозы расплава, впрыск материала в сомкнутые полуформы, выдержка под давлением (формирование изделия), охлаждение, пластикация новой порции материала, размыкание полуформ после окончания охлаждения, декомпрессия (при необходимости - после пластикации), пауза между циклами для удаления изделия и подготовки поверхности полуформ к новому...
Машина для получения заготовок из высоконаполненных полимерных композиций

Номер патента: 1691121
Опубликовано: 15.11.1991
Авторы: Алексеев, Вещев, Шанин
МПК: B29C 47/38
Метки: высоконаполненных, заготовок, композиций, полимерных
...йЙпр =й д -- = Й Л,Чмакс45 Видно; что скорость вращения пробкиЙпр в нарезке червяка меньше скорости вращения. цилиндра,Следовательно, для устранения дефор. мации сдвига между материалом в нарезкечервяка и материалом в головке последнююнеобходимо вращать со скоростьюЧЙг = Йпр = -Й,ЧмаксПоскольку Чмакс известна иэ конструкции машины, а Ч может быть измерена, тойг легко может быть рассчитана и при наличии соответствующей автоматизированнойсистемы управления задана приводу вращения головки, 6Наиболее вероятным и приемлемым спрактической точки зрения является режим,при котором пробка материала в нарезкечервяка 4 имеет угловую скорость, меньшуюугловой скорости червяка, а ее величина определяется многими факторами (температурой и...