B29C — Формование или соединение пластиков; формование веществ в пластическом состоянии вообще; последующая обработка формованных изделий, например ремонт
Устройство управления линией для непрерывного изготовления обшивок панелей с перфорацией и поперечными, периодически повторяющимися гофрами

Номер патента: 1646883
Опубликовано: 07.05.1991
Автор: Прудков
МПК: B29C 39/44
Метки: гофрами, линией, непрерывного, обшивок, панелей, периодически, перфорацией, повторяющимися, поперечными
...45 совпадений, поскольку навтором его входе присутствует сигнал Ь от задатчика 46 длины. По сигналу элемента 45 включается триггер44, и его сигналом открываются элементы И 48 и 49, давая возможностьпоступления к счетным входам "-" и"+" цифрового интегратора 47 сигналов датчиков 3 и 13 соответственно,При остановленном прессек входу цифрового интегратора-" поступают только импульсы датчика 3 мерительных роликов 2, число которыхпропорционально пути перемещенияполосы 1, В цифровой интегратор 47предварительно (в качестве начальныхусловий) было введено число Ь отзадатчика 50, кинематически связанного с задатчиком 46 через редуктор,изменяющий масштаб числа Ь. посколь"ку задатчик 46 выражает число Ь в ко-2.личестве межгофровых промежутков,...
Устройство для непрерывного формования ленточного полимерного материала

Номер патента: 1646884
Опубликовано: 07.05.1991
Автор: Маляренко
МПК: B29C 43/22, B29C 43/48
Метки: ленточного, непрерывного, полимерного, формования
...бесконечные ленты 1 и 2 20 по стрелке. В зазор между барабанами3 и 5 подают Аормуемый материал 22, который прогревается, уплотняется и вместе с лентами перемещается между прессующими плитами 10 верхней 7 и 25 нижней 8 камер давления. Через латрубки 14 в полости 9 верхней и нижней камер давления подают сжатую смазочно-термостатирующую жидкость (эмульсию, масло, силиконовую жидкость и 30 др. ), очищенную в Аильтре от инородных частиц и подогретую в теплообменнике до температуры прессования. Давление соответствует давлению прессования.Поступающая в полости 9 камер давления жидкость перемещает прессующие плиты 10 к лентам и давление ее передается на прессуемый материал.Часть смазочно-термостатирующей жидкости проходит через дросселирую щие...
Устройство для непрерывного формования ленточного полимерного материала

Номер патента: 1646885
Опубликовано: 07.05.1991
Автор: Маляренко
МПК: B29C 43/22, B29C 43/48
Метки: ленточного, непрерывного, полимерного, формования
...дросселирующих элемент".в сделаны выборки 23. Верхняя 7 и нижняя 8 камеры могут иметь две и больше последовательно расположенные полости. В полостях могут быть смонтированы теплообменники, снабженные системой подачи теплоносителя.Устройство работает следующим образом.Нагревают приводные барабаны 1 и 3 до температуры прессования, включают привод и перемещают барабаны по стрелке, В зазор между лентами 5 и 6 подают исходный материал 24, который нагревается, деформируется, уплотняется и в виде листовой заготовки вместе с лентами перемещается между верхней 7 и нижней 8 камерами давления. От нагнетателя в полости 10 И 11 камеры 7 и 8 давления через каналы 12 поступает сжатая смазочно-термостатирующая жидкость, давление которой передается...
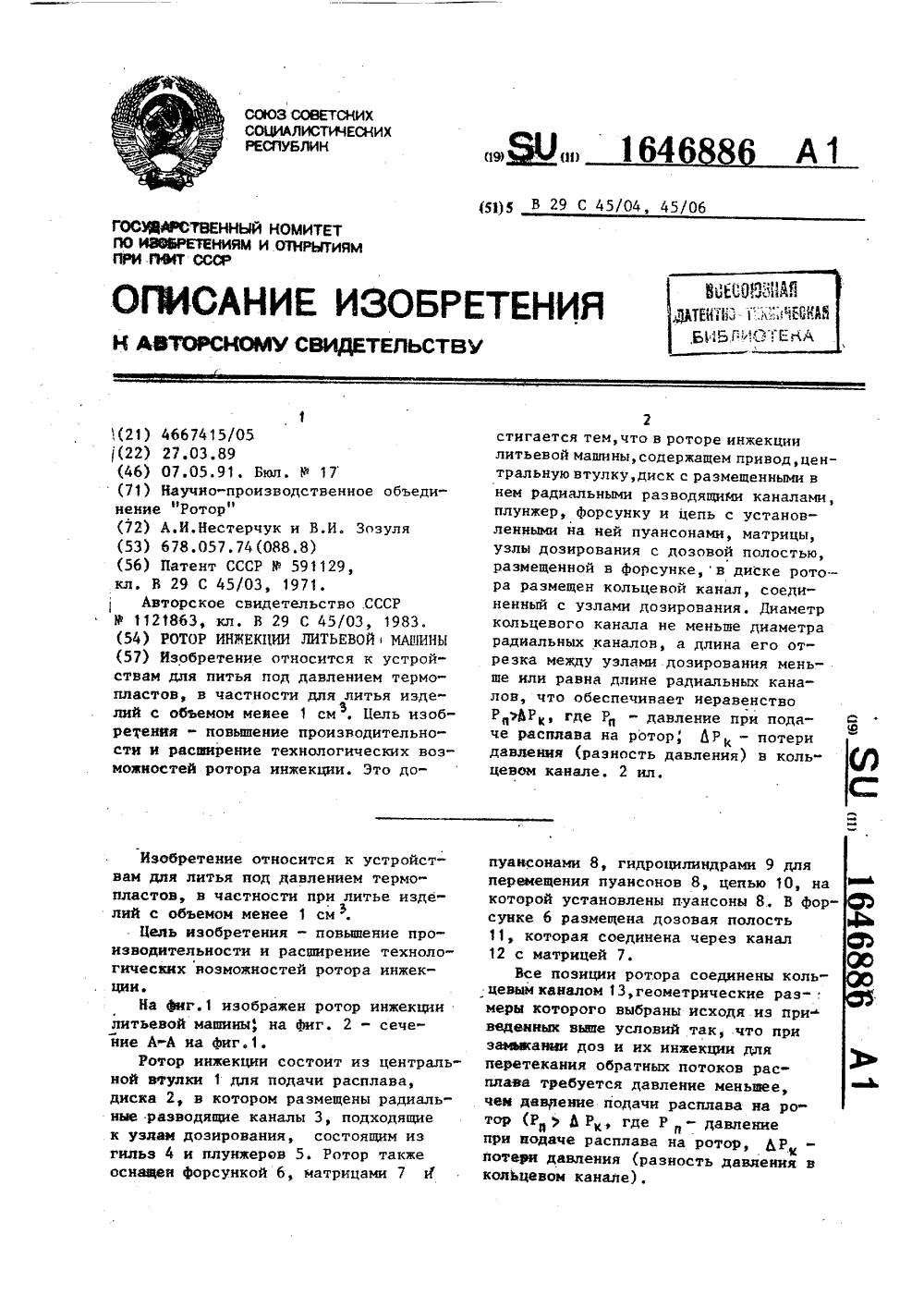
Ротор инжекции литьевой машины
Номер патента: 1646886
Опубликовано: 07.05.1991
МПК: B29C 45/04, B29C 45/06
Метки: инжекции, литьевой, ротор
...на которой установлены пуансоны 8 В фор сунке б размещена дозовая полость 11, которая соединена через канал 12 с матрицей 7.Все позиции ротора соединены кольцевым каналом 13, геометрические размеры которого выбраны исходя из при веденных вьппе условий так, что при заикании доэ и их инжекции для перетекания обратных потоков расплава требуется давление меньшее, чем давление подачи расплава на ротор (РЙ 1 Ь Р, где Р и - давлениепри подаче расплава на ротоР, ЬРкпотери давления (разность давления в кольцевом канале).1646886 10 15 20 25 Составитель Е.Гаврилякактор Е, Папп Техред Л.Олийнык ор А,Обруча о 372 аж 4 Подписноеениям и открытиям при ГЕНТ СССРкая наб., д. 4/5 ударственного комитета по иэоб 113035, Москва, Ж, Ра...
Фильтрующее устройство к экструдеру

Номер патента: 1646887
Опубликовано: 07.05.1991
Авторы: Алтайская, Демин, Одинец, Чубовский
МПК: B29C 47/68
Метки: фильтрующее, экструдеру
...шпилек 21на торцовой крышке 22 корпуса 1. Канал 9 для поочередного сообщения сообшен с кольцевым каналом 23. Площадка 12 образует с корпусом зазор 24.Устройство работает следуЮщим образом,Расплав из входного отверстия 2через радиальный канал 9 и кольцевой канал 23 распределительного крана 8 с помощью продольных выемок 10опоры 5, а также проемов 17 внутренних колец 13 поступает в полость 18,где, проходя Аильтрующие элементы 7,очищается и через проемы 17 внешнихколец 16, полость 11, зазор 24 распределительного крана 8 выводитсячерез выходное отверстие 3. По мерезасорения Аильтрующих элементов 7(о чем, судят по повышению давлениярасплава перед фильтрующим устройством) кольцо 20 освобождают от шпилек 21, поворачивают блок из...
Способ изготовления разъемной оболочки

Номер патента: 1646888
Опубликовано: 07.05.1991
МПК: B29C 51/04, B29C 59/02
...59/О(57) Изобретение относится к механической обработке полимерных изделийи может быть использовано для получения оболочек для защиты резиновыхколец. Пель - возможность полученияоболочек с радиальным разъемом,Рляэтого в качестве заготовки используют подрезанную в радиальном направлении шайбу, Перед воздействием калибром края надреза раздвигаютконусом. Конус и калибр неподвижны,заготовку закрепляют в Аорме непрорезанной частью и придают Аорме вращение. 7 ил. орезанной частью в Аорме 3, выенной в виде двух полуформ 4 идержателе 6 установлены конус профильный калибр 8. Сначала на у 2 воздействуют конусом 7, при щи которого раздвигают (развают) края подреза. Затем проАиль алибром 8 развальцовывают разутые края до Формы получаемой...
Способ вытяжки пленок из термопластов

Номер патента: 1646889
Опубликовано: 07.05.1991
Автор: Иванов
МПК: B29C 55/04, B29C 55/12
Метки: вытяжки, пленок, термопластов
...100 С и затем подвергают растяжению со скоростью вытяжки, возрастающей от Уд1,2 м/мин до Ч, = 2,4 м/мин. При этом градиент скорости уменьшается по зависимости1,2 И= - 1 - 1 1/мин.1. 1,2Растянутую пленку охлаждают до комнатной температуры.П р и м е р 9. Двухслойную пленку ПЭТФ-ПЭ толщиной 150 мкм нагревают до 90 С и затем подвергают растяжению со скоростью вытяжки, возрастающей от И= 0,6 м/мин до М 1 = 2,1 м/мин. Пои этом градиент скорости уменьшается по зависимости( - ) 1/мин.0,6 у1, 0,6Растянутую пленку охлаждают докомнатной температуры.164 П р и м е р 10Двухслойную пленку ПА-ПЭ толщиной 110 мкм , нагревают до 100 С и затем подвергают растяжению со скоростью вытяжки, возрастающей от = 0,6 м/мин до М = 1,8 м/мик, При этом градиент...
Способ двухосного ориентирования листов термопластов

Номер патента: 1646890
Опубликовано: 07.05.1991
МПК: B29C 55/14
Метки: двухосного, листов, ориентирования, термопластов
...Чем больше расстояние между захватами по кромке листа, тем больше дуги и стрелы их прогиба.При величине линейной вытяжки ли ста больше Э/2 стрела прогиба дуги между тянущими захватами превышает размер головки захвата и выходит из захвата с отключенной системой охлаждения. При величине линейной вы тяжки листа меньше П/2 количество этапов увеличивается, снижая производительность процесса.Экс ерименты показали, что при величине линейной вытяжки на одном этапе Э/2 прогиб дуги к центру достаточно мал и надежное удержание листа в захватах гарантируется. Поэтому оптимальной величиной линейной вытяжки является В/2. 40Величина диаметра головки захвата на выход полезной площади листа не влияет и выбирается с учетом конструктивных особенностей...
Устройство для контактной стыковой сварки деталей из термопластов

Номер патента: 1646891
Опубликовано: 07.05.1991
Автор: Асташкин
МПК: B29C 65/18
Метки: контактной, сварки, стыковой, термопластов
...пружина 20 сжимается и наконечник 18 стопорится от обратного хода защелкой 24, фиксируя нагреватель 7 в рабочем положении, При этом упор 21 опускается и через тягу 22 вводит стопор 11 во взаимодействие с зубьями рейки 8. Затем включают рабочий ход привода 10, при этом рейка 8 перемещается вправо и через пружину 9 толкает стол 3 вправо, прижимая детали 28 к нагревателю 7, При этом рама нагревателя пружинами 16 самоцентрируется по центру между столами 2 и 3 и деталями 28. При движении рейки 8 вправо собачка стопора 11 свободно перескакивает зубья рейки, не мешая деформации пружины 9. При движении рей ки вправо собачка датчика 12 обратного хода рейки 8 поворачивается нижним концом вправо, перескакивая через зубья рейки 8, ее...
Пресс-форма

Номер патента: 1646895
Опубликовано: 07.05.1991
Авторы: Буликова, Евстратова, Мац, Филимонов
МПК: B29C 43/36, B30B 11/00
Метки: пресс-форма
...каркасы с приформованной к ним при нормальных условиях фрикционной смесью, Пуансонодержатель 9 занимает крайнее заприкреплены к обогреваемому пуансоно днее положение (фиг.3), так что пуансоны 8 расположены над гнездами матрицы 6, а втулки 15 над колонками 4 соосно с ними (фиг.2),Пресс-форма закрывается, гнезда матрицы 6 по периметру опираются на каркасы заготовок 26, пуансоны 8 ложатся на верхнюю плоскость заготовки, несколько выступающую над матрицей 6, а выталкиватели 25 прижимаются к пуансонодержателю 9 и передают усилия пресса, Происходит горячее формование изделий (фиг,2,4 и 5). По завершении процесса формования производится подготовка пресс-формы к выталкиванию сформованных изделий 27 (фиг.6 - 8). При этом сначала поднимаются...
Способ изготовления резино-трикотажных перчаток

Номер патента: 1647010
Опубликовано: 07.05.1991
Авторы: Васьковская, Зубова, Козина, Кулешова, Майзелис, Попов, Твердохлеб
МПК: B29C 67/06, C08J 5/02
Метки: перчаток, резино-трикотажных
...состава, (в расчете на сухое вещество), мас.ч,:Неопрен100,0Вулканизующая группаокись цинка 5,0сера1"тиокарбанилидДиспергатоо НФМетил целлюлоза 0.2Вода 12,4Форму извлекают из смеси, погружаютв 8%-ный водный раствор азотнокислогокальция, а затем снова в смесь на основелатекса "Неопрен" для наращиваниязащитногооя, После извлечения из смеси, образовавшейся на форме с трикотажной заготовкой, гель подвергаютсинерезису в воде при 40 С в течение40 мин, суш" т при 70 С 3 ч и вулканизуютпри 120 С 40 мин, после чего готовые изделия снимают с форм.П р и м е р 2, Процесс ведут по примеру 1, однако форму с надетой на нее трикотажной заготовкой после обработкикоагулянтом макают в вулканизованный натуральный латекс и осуществляют промежуточное...
Экструзионная головка

Номер патента: 1648243
Опубликовано: 07.05.1991
Автор: Инго
МПК: B29C 47/12, B29C 47/16
Метки: головка, экструзионная
...прилеганияэкструзионной головки 1.Подготовка к работе экструзионнойголовки осуществляется следующим образом.Для замены только чистовой планки5 цилищры 19 нагружаются сначалатак, чтобь 1 передние ответвления 13давили через ролики 12 на кассету 3и крепко удерживали ее в экструзионной головке 1, После этого зажимныеклинья 6 отводятся назад и производится замена чистовой планки 5. Послеповторного прижатия зажимных клиньев6 к (новой) чистовой планке 5 гидравлические цилиндры 19 можно сноваразгрузить,Для замены чистовой планки 5 и кассеты 3 зажимные клинья 6 снова ослабляются и отводятся назад.Для вытал-,кивания кассеты 3 гидравлические цилиндры 19 нагружаются так, что задниеответвления 14 рычагов 11 упираютсяв заднюю стенку кассеты 3 и...
Устройство для изготовления труб с поперечными ребрами из термопластичного полимера

Номер патента: 1648244
Опубликовано: 07.05.1991
Авторы: Вильхельм, Ральф-Петер
МПК: B29C 53/30, B29D 23/18
Метки: полимера, поперечными, ребрами, термопластичного, труб
...дорна 45 к охлаждающей оправке 55 имеется расширявщаяся в рабочем направлении 4 коническая насадка 56, которая образует с осью ч 1 угол Й величиной 3-4 . Остальная часть охлаждающей оправки 55 выполнена в виде цилиндра. Калибрувщий дорн 45 плоско примыкает к кольцеобразной торцовой стороне 57 литьеного сердечника Зб. Охлаждающая оправка 55 сопряжена торцовой поверхностью со смежной торцовой поверхностью 58 внутреннего калиорующего дорна 45,Таким образом, передача тепла осуществляется от питьевого сердечника 36 через калпбрующий дорн 45 к охлаждающей оправке 55, и поток тепла задерживается вогнутой тепло- изоляцией 47 н калибрувщем дорне 45, поскольку обеспечивающее передачу телла поперечное сечение в кольцевой цилиндрической части...
Устройство для изготовления изделий из композиционных материалов

Номер патента: 1648789
Опубликовано: 15.05.1991
Автор: Протасов
МПК: B29C 43/20, B29C 65/78
Метки: композиционных
...б с ползуном 5, обеспечивающимих одинаковое перемещение по направляющим 3, Лолзун 5 смонтирован нацентральной опоре 1 с возможностьюперемещения по высоте. Движение ползуна 5 осуществляется приводом (непоказан), в качестве которого, например, можно использовать шток гидро- и пневмоцилиндра, толкатель срейкой, приводимый в движение через 50редуктор электродвигателем и т.д.Устройство работает следующимобразом,На центральной опоре 1 жестко закрепляют Формообразующую поверхность2 с направляющими 3, На них устанавливают торцовые элементы 4 и соединяют их тягами 6 с ползуном 5,Затем на неподвижном валике 8 одного торцового элемента 4 закрепляют ленту материала и протягивают ее к вращающемуся валику 7 другого торцового элемента 4,...
Пластырь для ремонта пневматических шин

Номер патента: 1648807
Опубликовано: 15.05.1991
Авторы: Бахметова, Привалов, Тимошенко, Хоменя
МПК: B29C 73/10
Метки: пластырь, пневматических, ремонта, шин
...что при любом взаимном расположении поврежденного участка 4 шины ирисунка пресс-Формы 5 предотвращает каквыдавливание резины диафрагмой из полости, образовавшейся после обработки повреждения, так и натекзние резины впроцессе формования под пластырь, его отрыв от кромок отверстия и образование выпуклости, Положение выступов рисункапресс-Формы для этих случаев изображенына схеме соответственно сплошной и пунктирной линиями,Пример конкретного исполнения предлагаемого пластыряиспользующего приремонте шины 33.00-51 при размере повреждения до 150 мм, представлен на фиг.2.Пластыри предлагаемой конструкциииспользовались при восстановлении аинЗЗ 00-51.Размеры и количество резинокордныхполос представлены в таблице, Полосы изготавливались из...
Способ изготовления резинометаллических изделий

Номер патента: 1650452
Опубликовано: 23.05.1991
Авторы: Губин, Комарова, Тахтуев
МПК: B29C 35/02, B29C 43/38, B29C 67/18 ...
Метки: резинометаллических
...на форму предварительно снижают. 2 ил,мощью гидравлического привода в виде си- С лового цилиндра 7 и плунжера 8, связанногос нижней плитой б, и создают заданное давление на форму. Происходит формование изделия и вулканизация резиновой смеси. В а процессе формования и вулканизации обра- О, зуется облой 9, заполняющий облойную ка- у навку 10. После вулканизации давление на форму снижают и поворачивают горячее из-, делие относительно формы вокруг его про- фф дольной оси с помощью рычага 11, воздействующего на арматуру 3 иэде- Ы лия, При повороте изделия облой 9 отделяется от изделия, Затем форму раскрывают и выгружают готовое изделие, При удалении облоя давление на форму будет достаточным, чтобы предотвратить раскрытие формы, но не...
Форма для изготовления бесконечных зубчатых ремней

Номер патента: 1650453
Опубликовано: 23.05.1991
Авторы: Косырев, Наталевич, Скойбеда, Холмовский
МПК: B29C 35/02, B29D 29/08
Метки: бесконечных, зубчатых, ремней, форма
...бабки сборочного станка шток 15 переме щается влево и воздействует на обращенные к продольной оси формы плечи двуплечих рычагов 14, поворачивая их, при этом обращенные наружу плечи рычагов 14 действуют на крышку 6, Крышка 6 перемеш".;.тся вправо, сжимая пружину 18 и обра,тя зазор между коническими поверхностями 9 и 10. Облицовочная ткань укладывается на корпус 1 формы, а ее край размещается на конической поверхности 10 основания 7 так, что нахлест ткани располагается на подпружиненном сегменте 11, Там же размещается и конец несущего слоя. После этого центр задней бабки станка отводится в исходное положение, и под действием пружины 18 сжатия крышка 6 перемещается влево. При этом происходит сопряжение конических поверхностей 9 и 10...
Способ вулканизации покрышек пневматических шин

Номер патента: 1650454
Опубликовано: 23.05.1991
Авторы: Воробьев, Литвин-Седой, Милкова, Муратов, Пороцкий, Савельев, Яковлев
МПК: B29C 35/04
Метки: вулканизации, пневматических, покрышек, шин
...мм, максимально допустимая температура со стороны пресс-Формы всечении Н фм макс составляла 185 С, а всечении ИН 1 (т/ъ 2) макс 177 С,Допускаемые (с учетом довулканизации изделия на воздухе) диапазоны изменения показателей степени вулканизации резин различных точек сечений (Н, И-И) в окончании режима: Го=18-90, Ге=21-85, Рг=21- 106, ГО=21-120 эквивалентных минут при 143 ОС, Местоположение точек с координатами Хв сечениях: между брекером и протектором (сечения Н) и внутри боковины (сечения- И).В табл. 1 представлены данные, необходимые для определения коэффициентов к 12 (Х), зависящих от местоположения внутренних точек с координатами Х в обоих сечениях: граничные температурные условия, расчетные температуры во внутренних точках иэделия и...
Устройство для формования и вулканизации резинокордных изделий

Номер патента: 1650455
Опубликовано: 23.05.1991
Авторы: Доманцевич, Колмаков, Пшинник
МПК: B29C 35/06
Метки: вулканизации, резинокордных, формования
...16 трубопроводэми, гибкие шланги 17 и 18 с разъемными соединениями 19 и коллектор 20 с отводами 21 по количеству опрессованных элементов 7.Коллектор 20 размещен внутри котла 1 на каретках 6 и посредством гибких шлангов 17 и 18 связан со штуцерами 13 и 14, а отводы 21 непосредственно связаны с эластичнцми камерами, На трубопроводе 15 имеется клапан 22, а на трубопроводе 16 - клапан гЗ,Устройство работает сведующим обраеьомО исходном положении байонетный замок 4 открцт, крышка 2 отведена от котла 1,а на цеховом рельсовом пути (не показан) перед котлом находятся каретки 6 с опрессовочиыми элементами 7, предиазначенными для формоваиия изделия заданного типоразмера, и коллекторами 20, На барабанные пресс-формы 8 помещаются заготовки 24...
Устройство для обработки линз френеля

Номер патента: 1650456
Опубликовано: 23.05.1991
Авторы: Жданов, Захаров, Обухов
МПК: B29C 37/00
...9 закреплены на столе 18, который имеет механизм дискретного перемещения вдоль заготовки перпендикулярно направлению оси шпинделя, состоящий из ходового винта 19, приводимого в движение электромотором.20.Устройство работает следующим образом. Первоначально резец 5 устанавливается вершиной в оси вращения салазок 4 и центр вращения шпинделя 1, при этом ре 1650456жущая кромка располагается параллельно плоскости вращения шпинделя 1. Включаются привод 3 вращения шпинделя 1 и электромоторы 16 и 20, имеющие свой блок управления, ходовой винт 19 передает по.ступательное движение столу 18 относительно упора 14 и заготовки 2, гибкая линейка 13, опираясь на упор 14, разворачивает поворотный рычаг 8 относительно оси 9 и через тягу 10 и рычаг 11...
Многогнездная литьевая форма для изготовления полимерных изделий

Номер патента: 1650457
Опубликовано: 23.05.1991
Автор: Южновецкий
МПК: B29C 45/26
Метки: литьевая, многогнездная, полимерных, форма
...в изделии поднутрения, расположенные под углом друг к другу и входящие в пазы 18, выполненные в опорной плите 8. Знаки 16 выполнены с поводками в виде выступов 19, взаимодействующих с пазами 20, выполненными в знакодержателях 2, Наклонные колонки 4 взаимодействуют со знакодержателями 2. Перемещение знакодержателей осуществляется вдоль направляющих 21, жестко закрепленных на опорной плите 8, Пазы обработаны в опорной плите 8 под углами, соответствующими углам расположения поднутрений в иэделии 18.Литьевая форма работает следующим образом.В закрытую форму через литниковуювтулку 6 впрыскивается расплав полимерного материала. После технологической выдержки и охлаждения Форму раскрывают.5 При этом подвижная часть отодвигается отнеподвижной,...
Плоскощелевая экструзионная головка

Номер патента: 1650458
Опубликовано: 23.05.1991
МПК: B29C 47/02
Метки: головка, плоскощелевая, экструзионная
...сним канал 6 и снабженную по всей ширинеопорными спицами 12, расположенными состороне выхода из канала, Спицы служат 10для предотвращения деформации вставкитогда, когда формируется верхний слой пластмассы, накладываемой нэ ленту (основу),Учитывая гидравлическое сопротивлениесквозного рабочего канала 9 для наложения 15верхнего слоя расплава на ленту, расплавдолжен поступать иэ червячного пресса поддавлением, превышающим сопротивлениеукаэанного выше канала и обеспечивающим пропитку ленты расплавом, воздействуя на вставку 11 только с одной стороны доначала поступления расплава на ленту 11 сдругой ее стороны, что может привести кдеформации вставки 11, если не снабдить ееспицами, 25Плоскощелевая головка работает следующим...
Фильера для изготовления плоских пленок и листов из расплавов полимеров

Номер патента: 1650459
Опубликовано: 23.05.1991
Авторы: Антипов, Кондратенко, Моисеенко
МПК: B29C 47/16
Метки: листов, пленок, плоских, полимеров, расплавов, фильера
...с подающим каналом 9 в нено отверстие 10 для ввода расп полимера в фильеру, В крышке 4 выпо соединительный канал 11, сообщающидающий канал 9 с распределительным каналом 6, Полуформа 1 имеет упругодеформируемую губку 12 в зоне выходной формующей щели 8, 8 полуформе 1 установлены регулировочные винты 13 и 14. Между полуформами 1 и 2 установлена шпанка 15.Фильера работает следующим образом.Расплав полимера из фильтра в Фильеру подается через отверстие 10, откуда посту- ;ает е подающий канал 9, где происходит выравнивание температуры расплава с рабочей температурой фильеры, Затем расплав через соединительный канал 11 подается в распределительный канал 6, занимает весь его обьем и, пройдя выравнивающий канал 7, попадает в выходную Формующую...
Смеситель для полимерных материалов

Номер патента: 1650460
Опубликовано: 23.05.1991
Авторы: Мясников, Полонский, Пристайлов, Рябинин, Сивецкий, Сидоров
МПК: B29B 7/40, B29C 47/38
Метки: полимерных, смеситель
...интенсивного смешения, которое осуществляется при сдвиговом деформировании расплава полимера при вращении ротора 2 относительно корпуса 1, При вращении ротора 2 углубления 5 на поверхности 3 и углубления 6 на поверхности 4 взаимно перекрывают друг друга, обеспечивая течение расплава полимера в направлении коллек- . тора 9, Сплошной участок 7 препятствует перетеканию расплава полимера в углубления 5 и 6 участка 8. Расплав полимера задерживается в коллекторе 9, где происходит его смешение и релаксация напряжений. Из коллектора 9 расплав полимера по каналам 12 поступает в углубления 6 участка 8, В последнем, проходя через углубления 5 и 6, расплав полимера интенсивно перемешивается. Повышенное сопротивление в зоне последующего сплошного...
Двухшнековый экструдер

Номер патента: 1650461
Опубликовано: 23.05.1991
Авторы: Гайнуллин, Кузнецов, Тябин, Уютова, Ящук
МПК: B29C 47/40, B29C 47/60
Метки: двухшнековый, экструдер
...в направлении оси шнека, выбрано равным двум диаметрам каналов. Выход-. ные отверстия каналов 8 находятся во впадине винтовой нарезки 5,Двухшнековый экструдер работает следующим образом.Перерабатываемый материал загружается через загрузочное отверстие 2 а корпусе 1 и перемещается по винтовой нарезке 5 взаимозацепляющихся шнеков 4, которые образуют замкнутые С-образные камеры (фиг. 2). Материал в каждой С-образной камере изолирован от остальной массы и его перемешивание осуществляется лишь за счет циркуляции внутри камеры, Изолированность С-образных камер позволяет развивать значительный перепад давления у разгрузочного отверстия 3 на выходе материала, что необходимо для формоваиия издлийМежду гребнями винтовой нарезки 5 одного...
Вакуум-формовочное устройство

Номер патента: 1650462
Опубликовано: 23.05.1991
Автор: Романов
МПК: B29C 51/02
Метки: вакуум-формовочное
...3, на которой закреплен элемент 2, оформляющий поднутрение, выполнена заодно с эластичной диафрагмой 5, т,е. образуется по периметру устройства эластичная присоска,Устройство работает следующим образом,В момент нагрева заготовки и вытяжки из нее иэделия плита 3 с элементами 2, оформляющими поднутрения в изделии, находится в крайнем нижнем положении фиг.1), при этом верхний торец элемента 2, оформляющего поднутрение в изделии, расположен заподлицо с формующей поверхностью корпуса 1. После вытяжки листовой заготовки 7 в короб герметичная полость 6 соединяется с системой вакуумирования, При создании в герметичной полости б разрежения плита 3 установленным на ней элементом 2, оформляющим поднутрение в изделии, преодолевая противодействие...
Способ пневмовакуумного формования изделий из органического стекла

Номер патента: 1650463
Опубликовано: 23.05.1991
Авторы: Виноградов, Песошников, Рубинчик
МПК: B29C 51/10
Метки: органического, пневмовакуумного, стекла, формования
...подходят жидкие эластомерные композиции, обладающие следующими свойствами: термостойкость отвержденной композиции должна быть выше температуры переработки полимера; максимальный уровень деформации отвержденной мембраны должен быть выше уровня деформации полимера при формовании; вязкость жидкой эластомерной композиции должна быть такой, чтобы1650463 Составитель И, ФроловаТехред М.Моргентал Корректор М . Максимишенец Редактор О. Головач Заказ 1575 Тираж 387 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина. 101 обеспечивалось ее равномерное растекание по поверхности листа.П р и м е р 1. Лист...
Способ формования бурта на трубах из термопластичных полимерных материалов

Номер патента: 1650464
Опубликовано: 23.05.1991
Авторы: Березнев, Бурдель, Дерюжко, Ощепков, Часовитин
МПК: B29C 57/00
Метки: бурта, полимерных, термопластичных, трубах, формования
...агрева настальномчэстке ПП 11 О 80 ф 10 70-18 олодные спа 170-180 00 - 210 чественныи бурт (отсутсвие холодных спаев) Выше 210 температуры вяэкотекучего состояния 170- 180 С. Нагрев осуществляют в нагревательной камере с температурой внутри камеры 280 + 10 С. В процессе нагрева трубы с помощью двух хромелькапелевых термопар 5 с диаметром спая 0,8 и осциллографа производят регистрацию температуры нагрева на участке до 1/3 1 н и остальном участке нагреваемого конца трубы, Качественный бурт (отсутствие холодных спаев) получает ся при условии, что температура на участке длиной до 1/3 1 н от торца равна 200 - 210 С, на остальном участке 170-180 С, Такое распределение температуры по длине нагреваемого концатрубы получено прит=4-5 мин. 15П р и...
Устройство для сварки полимерных материалов

Номер патента: 1650465
Опубликовано: 23.05.1991
Авторы: Аникеев, Бурымский, Гальчун, Рябоконь, Стеценко, Тарасенко, Шлотгауэр
МПК: B29C 65/18
Метки: полимерных, сварки
...концевик 37, который осуществляет размыкание электрической цепи питания (не показаны) приводов верхней и дополнительной траверсы при введении стержня 35 в отверстие 36.Устройство работает следующим образом.На опорную эластичную сварочную губку 8 с антиадгезионной прокладкой 9 вручную укладывают внахлест два свариваемых полимерных полотнища. Стержень 35 фиксатора 34 выводится иэ зацепления с отверстием 36, электрические цепи питания приводов верхней траверсы 2 и дополнительной траверсы с охлаждающей губкой 10 замыкаются, Поворотом оси 21 с помощью рычага 33 рамка 6 с антиадгеэионной прокладкой 7 устанавливается в положение между нагревателем 4 верхней траверсы 2 и сварочной губкой 8, блокирующие перемещение верхней траверсы...
Способ сушки восстанавливаемых покрышек

Номер патента: 1650466
Опубликовано: 23.05.1991
Авторы: Армалис, Гладченко, Иванов, Петров, Потапова, Потылицин, Рашковская
МПК: B29C 71/02, B29C 73/34
Метки: восстанавливаемых, покрышек, сушки
...осуществления сушки по предлагаемому способу; на фиг,2- график зависимости температуры воздуха и покрышки и влажности покрышки от времени процесса сушки,Способ осуществляют следующим образом. 02, 73/34//В 29 В 13/022. Способ по п.1, о т л и ч а ю щ и й с ятем, что в начале процесса сушки нагретый й 30 воздух и покрышка находятся в прямоточном движении в течение половины периода и . процесса сушки, а во второй половине перие- ода нагретый воздух и покрышка находятсяв противоточном движении.35 щейся в покрышке, влажность ее понижается примерно с 13 до 2. Прогрев покрышки достигает 85 ОС, начинается нормализация нитей корда (снятие напряжейий в каркасе). На этой стадии температура воздуха ниже 90 С недостаточна для прогрева покрышки до...