B29C — Формование или соединение пластиков; формование веществ в пластическом состоянии вообще; последующая обработка формованных изделий, например ремонт
Способ изготовления безосновного пенополифинилхлоридного полотна

Номер патента: 1212821
Опубликовано: 23.02.1986
Авторы: Крыштоб, Плотников, Поздняков
МПК: B29C 41/30
Метки: безосновного, пенополифинилхлоридного, полотна
...и крученые сетки из нержавеющей стали с глубиной ячеек 0,460 - 2,250 мм и живым сечением полотна 25 46 - 55%.Пример 1, Готовят композицию смешением при комнатной температуре следующих компонентов, мас,ч,;ПоливинилхлоридС - 7058 У 00Диоктилфталат 55Мел сепарированный 50Силикат свинца 1,4Стеарат кальция 0,2Окись цинка 1,0Стеарат цинка 3,0Стеариноваякислота 1,0Азодикарбонамидмарки 4 ХЗ - 21 3,0Формирование поливицилхлоридного полотна осугцествляют на вальцах при 145 150 С в течение 5 - 7 мин. Вдавливание полученного Г ВХ-полотна осуществляют на 1/3 глубины ячеек сетки- подложки, при этом отношение толщины материала, вдавленного в сетку, к общей толщине материала составляет 1/4,Г 1 олученцый полуфабрикат подвергают термообработке и...
Устройство для непрерывного формования листового материала

Номер патента: 1212822
Опубликовано: 23.02.1986
Автор: Маляренко
МПК: B29C 43/48
Метки: листового, непрерывного, формования
...среды. Опорные бруски выполнены цз изцосостойкого ацтифрцкциоцного материала цли имеют такое покрытие. Полости эластичных секций,расположенных в противоположных пазахплит 7 и 8, сообцаются между собой,образуя группы. Кякдяя группа соединенас источником скатой среды через редукционцые клапаны (це показаны). 35На плитах 7 н 8 установлены электро- нагреватели 12, я при необходимости плиты могут снабжаться змеевиками для охлаждения. Барабаны 1 и 3 снабжены электронагревателями 13, Эластичные секции могут быть смонтированы в пазах одной из плит (верхней илц нижней), тогда ца противоположной стороне опорный брусок 11 располагается в пазу плиты без эластичной секции или жестко крепится непосредственно к плите, однако место установки бруска...
Сопло литьевой машины для термопластов

Номер патента: 1212823
Опубликовано: 23.02.1986
Авторы: Зайцев, Некрасов, Фомкин
МПК: B29C 45/20
Метки: литьевой, сопло, термопластов
...(передним краем), а в торце цилиндрической защитной оболочки 5 - соответствующий угловой кольцевой паз1, которые при взаимодействии образуют соединение типа ласточкина хвоста. С противоположного конца цилиндрическая защитная оболочка 5 имеет кольцевое. расширение 12, выполненное с резьбовым участком по внутренней стороне, аналогичной резьбовому участку кольцевого выступа 8. Отверстие 9 предназначено для прохода присоединительного электрического провода 13, питающего нагреватель 4, другой провод которого заземлен через корпус 1 литьевой машины (не показано).Средства фиксации защитной цилиндрической оболочки 5 образованы со стороны головки 2 соединением типа ласточкина хвоста между фиксирующим кольцевым выступом 10 и кольцевым пазом...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1212824
Опубликовано: 23.02.1986
МПК: B29C 45/26, B29C 45/36, B29C 45/44 ...
Метки: литьевая, полимерных, форма
...плиты 5съема на наклонной колонке 3 больше илиравна величине г - высоте выступающейнад плоскостью разъема литьевой формычасти плиты 5 съема, что необходимо длябеспрепятственного перемещения плиты 5 с ьема по формующим отверстия знакам 6 в мо.мент сброса изделия 18,Литьевая форма работает следующим образом.После оформления изделия 18 литьевая форма раскрывается и подвижная плита 7 с полуматрицей 8 отходят от ползуна 4, удерживаемого наклонной колонкой 2 и прижатого к литниковой плите 1 вместе с формующими отверстия знаками 6, на которых размещены плита 5 съема и изделие 18, при этом последнее извлекается из полуматрицы 8 и удерживается на знаках 6.Подвижная плита 7, пройдя расстояние а равное высоте выступа ползуна 4, заплечиками...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1212825
Опубликовано: 23.02.1986
Авторы: Долгошеев, Кацеленбоген, Уманец, Шокуров
МПК: B29C 45/26, B29C 45/40
Метки: литьевая, полимерных, форма
...2, подвижное основание 3, несущее плиту 4 пуансона с пуансоном 5, толкающую плиту 6 с выталкивателями 7 подпружиненную упругими элементами 8 относитель но пуансона 5, и механизм перемещения толкающей плиты, Механизм перемещения толкающей плиты выполнен в виде парных закрепленных на матрице 2 подпружиненных одна к другой упругими элементами раздвижных планок 9 с гнездами 10 для взаимодействия со штифтами 11, закрепленными с помощью кронштейнов 12 на толкающей плите 6, и скосами 13 на внутренней поверхности. Для смыкания раздвижных планок 9 предусмотрены прижимные ролики 14, оси 15 которых установлены в пазах 16 рычагов 17, установленных на осях 18 на подвижном основании 3. При этом прижимные ролики 14 подпружинены один к другому, а...
Литьевая форма для изготовления полимерных изделий с поднутрением

Номер патента: 1212826
Опубликовано: 23.02.1986
Авторы: Бакуменко, Водолажский
МПК: B29C 33/00, B29C 45/26, B29C 45/36 ...
Метки: литьевая, поднутрением, полимерных, форма
...является расширение технологических возможностей формы и повышение надежности ее работы.На фиг, 1 показана .форма в закрытом положении; на фиг. 2 - "; разрез А - А на фиг. 1; на фиг. 3 - форма в момент неполного раскрытия; на фиг. 4 - . вид Б на фиг. 3; на фиг. 5 - разрез В - В на фиг. 3; на фиг. 6 - форма со стороны копира.Форма содержит неподвижную плиту 1, подпружиненную относительно нее полуматрицу 2, связанную с ней тягами 3 для ограничения перемещения, подвижную полуматрицу 4, знак 5, хвостовик 6 которого выполнен с зубчатым участком, выталкивающую систему и механизм перемещения знака, включающий зубчатую рейку 7, кинематически связанную (через двухступенчатую шестерню) с зубчатым участком хвостовика 6, закрепленный на конце...
Литьева форма для изготовления полых полимерных изделий

Номер патента: 1212827
Опубликовано: 23.02.1986
Авторы: Пекарь, Славинская, Штейнберг
МПК: B29C 45/33, B29C 45/36, B29C 45/44 ...
Метки: литьева, полимерных, полых, форма
...знак 5, основание 6, выталкиваюгцую систему, включающую выполненный со стороны основания 6 со скосом 7 на конце хвостовика 8, вкладыш 9, установленный в основании с возможностью перемещения параллельно плоскости разъема и выполненный с выступом 10 на одном конце и со скосом 11 на другом для взаимодействия со скосом 7 на конце хвостовика 8. Ползун 4 выполнен с направляющими штифтами 12 и с выступом 13 для взаимодействия с выступом 1 О вкладыша 9, а в подвижной полуматрице 3 выполнены копирные пазы 14 для направляющих штифтов 12. Хвостовик 8, установленный в основании 6 с возможностью осевого перемещения, зафиксирован от поворота шпонкой 15.В подвижной полуматрице 3 выполнен паз 16 под выступами 13 и 1 О соответственно ползуна 4 и...
Шнековый пресс для переработки наполненных материалов

Номер патента: 1212828
Опубликовано: 23.02.1986
Авторы: Андреев, Васев, Кондрашов, Пащенко, Романов
МПК: B29C 45/46, B29C 45/54
Метки: наполненных, переработки, пресс, шнековый
...закреплен на корпусе 4, снабженном загрузочным бункером 5, внутри корпуса 4 размещен шнек 6. Литьевой цилиндр 1 и корпус 4 смонтированы соосно друг другу с образованием накопительной камеры А. Между матрицей 2 и шнеком 6 в накопительной камере А установлен полый двухступенчатый поршень 7, торец которого представляет собой ступицу 8, соединенную с поршнем 7 спицами 9. В ступице 8 свободно перемещается обратный клапан 10, закрепленный гайкой 11. Пружинный кольцевой нож 12 и уплотнительные элементы 3 и 13 установлены на поршне 7 и конце корпуса 4, пружинный кольцевой нож 14 - на конце поршня 7, Ступень меньшего диаметра поршня 7 размещена в накопительной ка мере А с возможностью контактирования и перемещения по наружной поверхности...
Червячная машина для переработки полимерных материалов

Номер патента: 1212829
Опубликовано: 23.02.1986
Авторы: Лукач, Петухов, Радченко, Семенец, Сенатос
МПК: B29C 31/04, B29C 45/18, B29C 47/10 ...
Метки: переработки, полимерных, червячная
...3материального цилиндра 4, снабженногозагрузочной воронкой 5, В загрузочной воронке 5 смонтирвана заслонка 6, снабженная направляющей планкой 7, установленнойс образованием со стенками загрузочнойворонки 5 подающего канала а для материала, Заслонка 6 выполнена с проходным окном б и соединена с приводом ееперемещения параллельно продольной осичервяка 2 для изменения проходного сечения загрузочной воронки 5 с увеличением его в направлении входного отверстия3 материального цилиндра 4. Привод перемещения заслонки 6 выполнен в виде винта 8 имаховичка 9.Червячная машина работает следующимобразом.ЗОЗапуск производится от привода 1 переменного тока на номинальную частоту вращения червяка 2 при голодном питании,обеспечиваемом таким положением...
Экструзионная головка для переработки полимерных материалов

Номер патента: 1212830
Опубликовано: 23.02.1986
Авторы: Бойченко, Геренрот, Жданов, Мехед
МПК: B29C 47/20
Метки: головка, переработки, полимерных, экструзионная
...угол 1,град 90 1 го зо 210 гдо ззо 270 300 180 150 60 360 Длина радиус-вектораУ, см 17,69 17,69 17,65 17,57 17,65 17,73 17,72 17,74 17,75 17,72 17,73 17,75 17,74 Высота подпорногоканала Ь, см 0127 0128 0,26 0,25 О,З 1 0,35 0,35 0,43 О,З 1 0,26 0,28 0,27 0,25 Предварительно определяют средний тангенс угла а наклона на кривой течения,для чего ее аппроксимируют прямой линией(отрезок СХ на фиг. 3).Находят, чтои =да= - -Д - = 0,61,Длины ЧУ и СМ определяются непосредственно по фиг. 3. Указанная аппроксимация является возможной, поскольку кривые течения пластмасс, используемых припроизводстве изделий методом экструзии, 1 Ово многих случаях совпадают с прямымилиниями или хорошо аппроксимируются ими.Подставляя исходные значения в приведенное...
Экструзионная головка для переработки полимерных материалов

Номер патента: 1212831
Опубликовано: 23.02.1986
Авторы: Геренрот, Лахненко, Трофимяк
МПК: B29C 47/20
Метки: головка, переработки, полимерных, экструзионная
...навходном участке 13 с увеличивающейсяглубиной в сторону участка 8 повышенногосопротивления, достигающей максимума(фиг. 4) на указанном участке, затем уменьшающейся до нуля на выходном участке 14.Н 1 ирина каждой канавки 12 па входномучастке 13 больше ширины спицы 5 в 1,в1,3 раза, а на участке 8 повышенного сопротивления соответствует ширине спицы 5 40(фиг. 3),На участке 8 повышенного сопротивлениярасположено выпуклое в сторону канавки 12кольцо 15 с эллптическим сечением, причемвысота кольца 15 и канавки 12 соответствует длине спиц 5 дорнолержателя 4 (фиг. 4) .Экструзионная головка работает следующим образом.Расплав из экструдера (не показано) поступает во входное отверстие 3 переходнойвтулки 2 и через кольцевой конусный канал...
Шнековый экструдер для переработки полимерных материалов

Номер патента: 1212832
Опубликовано: 23.02.1986
Авторы: Извеков, Кондратюк, Малкин, Пристайлов, Семеновский, Сивецкий, Федоткин
МПК: B29C 47/36, B29C 47/38, B29C 47/60 ...
Метки: переработки, полимерных, шнековый, экструдер
...поверхности конической выемки г к наружной поверхности второй секции 9. Последняя снабжена опорными шаами 16 для центрирвания ее в корпусе , установленными со стороны первой секции 8 и на входе из корпуса 5. Для предотвра 5 О 15 20 25 ЗО 35 4 О 45 50 5 э Рцения радиального перемещения первой сек)дии 8 могут быть установлены центрируюгцие шары7. Зубчатое зацепление снабжено дополнительными промежуточными шестернями 12, равномерно распределенными по окружности конического выступа б, например под углом 20 (фиг. 6 - -8). Первая секция 8 может иметь продольные пазы на коническом выступе б.Шнековый экструдер рабогает следующим образом.Полимерный материал попадает из загрузочной воронки 6 на враща)одцу)ося первую секцию 8 шнекового экструдера,...
Червячно-дисковый экструдер

Номер патента: 1212833
Опубликовано: 23.02.1986
МПК: B29C 47/38, B29C 47/52
Метки: червячно-дисковый, экструдер
...Нри А==3,44 и постоянной степени сжатия полимера К=1,5 (график В, фиг. 3) максимальная частота Врапсени 5 червяка 2, при которой получается качественный рас. плав, 250 миц и, соответственно, максимально достипутая при этом производительность экструлера 29 кг, .При увеличении часто; ы п Вращения червяка 2 свьшс 250 мин качесгно распла- В;. (с.,ко , хх,пает 5 Рб)Н) стя нелоп,аВленцый пр)дукт. Г 0,елнес вязаО с х Р л ы х Б 1) с м е ц с х ио . Р, а н н я),с г) а В дисковой зоне. Прп умсцьп спн:, Л ло 2),8 прелл частоты вранения червяка 2 снижае;ся до 175 мин , а производите,ьнось экструдера - ло 14,4 кг (график а, фцг. 3)При увеличении А ло 6 частоту и вращения червяка 2 возможно увеличить ло 400 мин ц, соответственно, производительность...
Установка для изменения размеров полимерной пленки

Номер патента: 1212834
Опубликовано: 23.02.1986
Авторы: Губанов, Дьяченко, Жирный, Ковтун, Константинов, Рязанцев
МПК: B29C 55/00, B29C 61/02
Метки: изменения, пленки, полимерной, размеров
...по направляющим дорожкам-шинам 6 вдоль установки. Шины 6 установлены на опоры 7 и могут сближаться с помощью приспособления 8 для изменения рас.стояно одна другой и расстояния между ними и направляющими О роликов 9 одинаковы, Оинхронный принад бесконечних клуппаных пеней 4 осуществляется от электродвигателя (не наказан).1 луппаные цепи 4 и клуппы 5 взоне нагрева смонтированы с равномерным уменьшением расстояний между ними к выходу из зоны нагрева на величины, составляющие 0,25-0,1 расстояний соответственно междуклуппоными цепями и смежными клуппами на входе в зону нагрева, адлина зоны охлаждения выбрана впределах 0,2-0,3 длины зоны нагрева,На выходе из зоны 3 охлажденияустановлена группа натяжных валиков 12, например, в количестве два/...
Способ стыковой сварки деталей из термопластичных материалов

Номер патента: 1212835
Опубликовано: 23.02.1986
Авторы: Болдуй, Матюха, Менжерес, Тарногродский
МПК: B29C 65/02
Метки: сварки, стыковой, термопластичных
...расплавляет торцы свариваемых дегалей. В результате происходит заполнение расплавом объема Ч -образной разделки, Вследствие этого создаются благоприятные условия длявзаимопроникновения макромолекул и элементарных объемов полимера через границу раздела поверхностных слоев ца торцах кромок.Нагрев заканчивается тогда, когда расплав заполняет весь объем -образной разделки. Как только расплавленный материал, который заполнил 11-образную разделку, переходит н твердое состояние, давление, с которым злектротермоизоляционные накладки б прижимались к поверхностям деталей 1 и 2, сбрасывается. Б результате этого свариваемые детали свободно термоусаживаются в направлении стыка 7. Зто позволяет избежать растягивающих объемных цапряжений н зоне...
Способ непрерывной сварки полимерных материалов

Номер патента: 1212836
Опубликовано: 23.02.1986
Авторы: Березин, Колесников, Кораб, Кушнирук, Тарасенко
МПК: B29C 65/02
Метки: непрерывной, полимерных, сварки
...нагрев соединяемых поверхностей полимерных материалов до темпеоратур на 5-15 С ниже температуры начала образования расплава полимера, что исключает налипание полимера на поверхностях контактных источников нагрева. При этом поверхности контактных источников нагрева и свариваемые поверхности полимерных материалов неподвижны одна относительнО другой, что исключает взаимное трение этих поверхностей, Окончательный нагрев свариваемых поверхностей полимерных материалов до температуры сварки осуществляется на втором этапе бесконтактными источниками 5 и 6 нагрева.На выходе бесконтактных источников 5 и 6 нагрева полимерные материалы 1 и 2 пропускаются через проковочные элементы 7. При нагревеП р и м е р. Пленку из полипропилена толщиной 1 мм...
Способ ультразвуковой сварки полимерных материалов

Номер патента: 1212837
Опубликовано: 23.02.1986
Авторы: Волков, Поваляев, Поваляева, Смирнов
МПК: B29C 65/08
Метки: полимерных, сварки, ультразвуковой
...кВт с водяным охлаждением, ультразвуковой генератор УЗГ 5-1,6 мощностью 1,6 кВт иконтурный экспоненциальный волноводс площадью выхода диаметром 55 мм.Основной режим; амплитуда колебанийрабочего торца волновода на частоте19,6 кГц составляет 30 мкм. Кпярегистрации температур используюттермопары группы хромель - копельдиаметром спая 0,3 мм, Температура текучести 600 К достигается через 0,7 с после начала сварки. Вэтот момент генератор переключаетсяна режим формирования сварного шва,в качестве которого принимают режимс частотой колебаний рабочего торца35волновода 14 кГц и амплитудой 47 мкм,Переключение генератора при достижении температуры 600 К производитсяс. помощью милливольтметра типаШ 4501 с двухпозиционным регулирующим устройством...
Волновод для шовной ультразвуковой сварки полимерных пленок

Номер патента: 1212838
Опубликовано: 23.02.1986
Автор: Яшин
МПК: B29C 65/08
Метки: волновод, пленок, полимерных, сварки, ультразвуковой, шовной
...экспериментальным путем(сплошная линия - для предлагаемого щволновода, пунктирная в .для известного; на фиг.4 - график, полученныйрасчетным путем.Волновоц для.шовной ультразвуковой сварки полимерных пленок выпол25нен в виде усеченного конуса 1 сднищем на малом рабочем основании,Толщина стенки 3 усеченного конуса 1 равна половине длины волныультразвуковых колебаний, т.е./2 , а угол при вершине усеченного конуса равен 1 Зб Г, Внутренняяповерхность днища усеченного конуса(рабочего торца волновода) выполнена ввиде трех расположенных последовательно в направлении сварки участков 2 - 4одинаковой длиныно различной акустической прозрачности, Участок 2 днища выполнен с толщиной стенкиравной ъ /2,И участок 3 - с толщиной стенки Е,=з/2 а участок...
Способ сварки экструдированных фторопластовых пленок

Номер патента: 1212839
Опубликовано: 23.02.1986
Авторы: Дмитриев, Заживихин, Мозговой, Соколов, Шестель
МПК: B29C 65/08
Метки: пленок, сварки, фторопластовых, экструдированных
...0,6-0,8 ширины рабочей поверхности ультразвукового инструмента 3, исходя из условия сплавления ее крамак с основным материалаМ(сагласно экспериментальным данным).,Температуру ультразвуковогоинструмента 3 и опоры 4 выбирают равной 0,8-0,9 температуры плавленияматериала пленок, исходя из условия исключения повышения температуры в зоне сварного соединения выше температуры деструкции материала. При значениях температуры ультразвукового инструмента 3 и опоры 4ниже указанного интервала не проис. ходит расплавления материала пленок. При этих значениях температуры можно добиться расплавления основного материала павьппением мощности ультразвуканых колебаний, но при этом происходит разрушение материала.юСДефармиранание зоны соединения...
Щелевая головка для нанесения фотослоев на подложку

Номер патента: 1214243
Опубликовано: 28.02.1986
МПК: B05C 5/02, B29C 47/14
Метки: головка, нанесения, подложку, фотослоев, щелевая
...установлены огра ничители 13 и 14 ширины наносимых слоев с кромками 15.Б щелях 9 и 10 поц ограничителями 13 и 14 помещены вставки 16 и 17, имеющие участки 18 и 19.ЗОШирина каждой вставки 6 и 17 выполнена переменной с плавным увеличением от нулевого значения на входев щели 9 и 10 цо максимального значения, пргвьш 1 ающего ширину ограничителей 13 и 14, с последующим плавнымуменьшением цо нирины на выходе изщелей 9 и 10, равной ширине Ограничителей 13 и 14,Щелевая головка работает слецу.сщим Образом.Наносимая жидкость поступает враспределительные каналыи Я, равномерно распределяется 1 о вссй ихдлине и через щели 9 и 10 поступаетна наклонные поверхности 11 н 12.,гце движется по ним, удерживаясьпо краям кромками 15 ограничителейЗи 14,1...
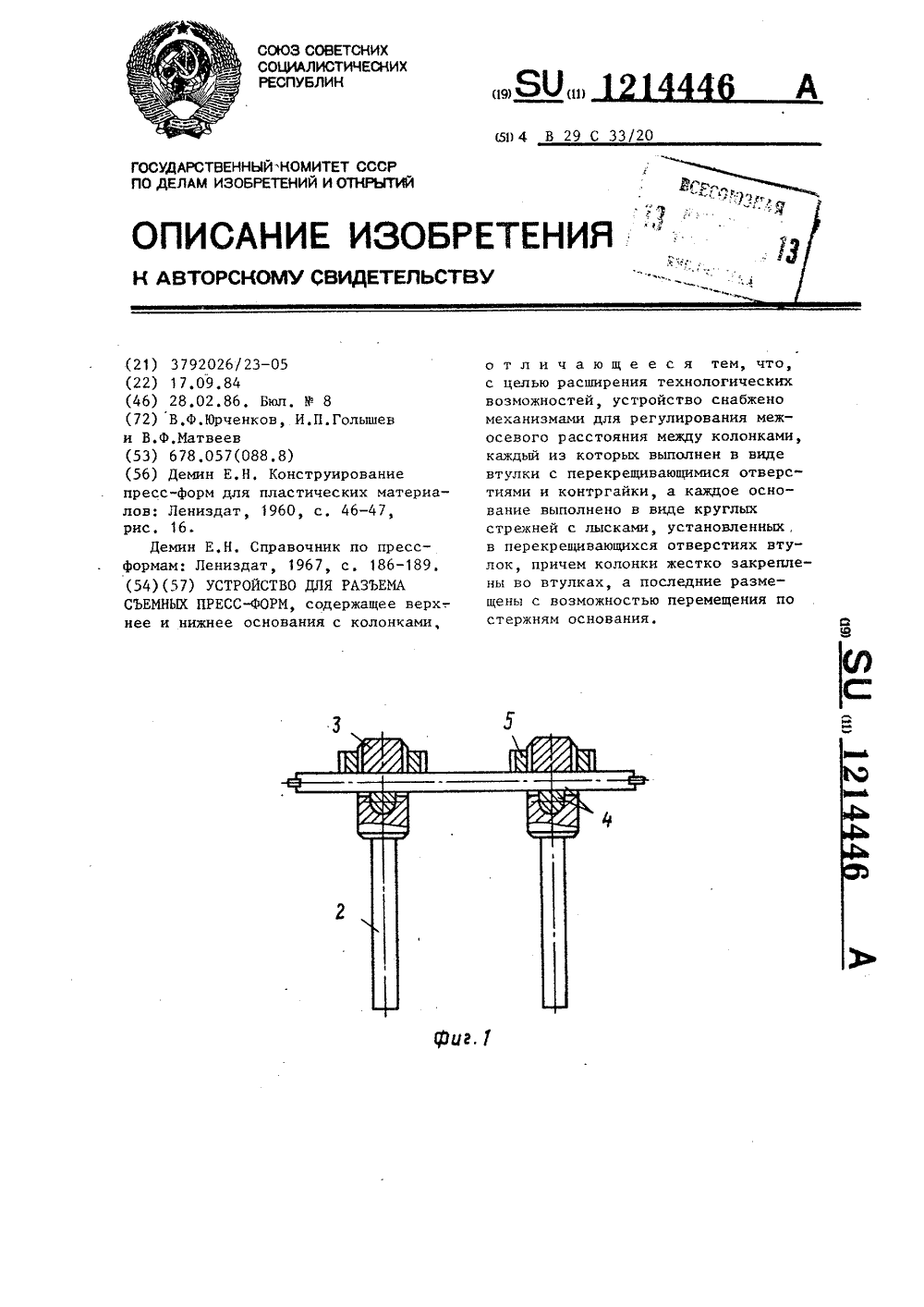
Устройство для разъема съемных пресс-форм
Номер патента: 1214446
Опубликовано: 28.02.1986
Авторы: Голышев, Матвеев, Юрченков
МПК: B29C 33/20
Метки: пресс-форм, разъема, съемных
...40 венного комитета С ретений и открытий Ж, Раушская наб аказ ВЗЗ/23 ВНИИПИ Государс по делам изо 113035, Москва, писное д, 4/5 Филиал ППП Патент", г,Ужгород, ул, Проектная,Изобретение относится к переработке полимерных материалов в изделия, в частности к технологии изготовления изделий методом прессования, и может быть использовано приработе со съемными пресс-Формами,Цель изобретения - расширениетехнологических возможностей устройства,На фиг. 1 изображено устройстводля разъема съемных пресс-форм; нафиг, 2 - то же, вид в плане,Устройство для разъема съемныхпресс-Форм содержит верхнее (нижнее) основание, выполненное в видекруглых стержней 1 с лысками, которые установлены в механизме для регулирования межосевого расстояниямежду колонками...
Устройство для выполнения -образных прорезей в полимерных материалах

Номер патента: 1214447
Опубликовано: 28.02.1986
МПК: B29C 37/00
Метки: выполнения, материалах, образных, полимерных, прорезей
...8 закреплен рычаг 9,На боковой поверхности ножей 2выполнена канавка 10, параллельнаярежущей кромке 11, Канавка 10 предназначена для Фиксации материала приразведении губок 1 и 5 после обработки, в случае одновременной вырезкипазов, например, в двух листах, которые в дальнейшем подлежат соединению, Листы после прореэания должныоставаться наложенными друг на друга, Если этого не произойдет, товозможно распадание листов и тогдадля последующего соединения следуетснова сложить их, чтобы прорези сов-"пали, затем отогнуть язычки в однусторону и растянуть ленты так, чтобыязычки одной ленты зацепились заотверстия другой. Все это приводитк потерям времени и снижению производительности,Устройство работает следующимобразом.Концы листов...
Инструмент для обработки волокнистых композиционных материалов

Номер патента: 1214448
Опубликовано: 28.02.1986
Авторы: Бондарев, Захарова, Кириллов
МПК: B29C 37/00
Метки: волокнистых, инструмент, композиционных
...внутри него вращающеесясверло 2, которые имеют режущие зубья соответственно 3 и 4, наклон зубьев сверл имеет противоположноенаправление,Инструмент работает следунюцим образом,Основное сверло 1 крепится в держателе - полом шпинделе станка (непоказаны) и вращается по часовойстрелке с заданной скоростью обработки. Сверло 2 приводится во вращениедополнительным приводом (не показан)и вращается с одинаковой скоростьюв противоположную сторону, Режущиезубья 3 и 4 одновременно врезаются 14448 2в обрабатываемый материал, Одновременно сверла подаются на врезаниев обрабатываемый материал и инструмент производит обработку отверстия5 в нем, Одновременная работа двухсверл с разнонаправленными режущимизубьями не позволяет вырывать волокна из...
Устройство для листовой штамповки

Номер патента: 1214449
Опубликовано: 28.02.1986
Автор: Тищиков
МПК: B21D 37/00, B29C 37/00
...по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП "Патент", г,ужгород, ул.Проектная, 4 Изобретение относится к устройст,вам для обработки листовых материалов и может быть использовано длямеханизации удаления деталей и отходов штамповки.Целью изобретения является упрощение конструкции и снижение энергозатрат при удалении деталей изустройства,На чертеже изображено предлагаемое устройствоУстройство содержит корпус 1 свнутренней кольцевой канавкой 2 ивоздуховодными каналами 3 и обратным клапаном 4,В корпусе 1 с возможностью возвратно-поступательного перемещенияустановлен пуансон 5 с наружнойкольцевой канавкой 6 и воздуховодными каналами 7, которые заканчиваются соплами 8 на режущей частипуансона 5.Корпус 1...
Установка для изготовления изделий из полеуретана

Номер патента: 1214450
Опубликовано: 28.02.1986
МПК: B29C 31/06, B29C 39/06, B29C 67/20 ...
Метки: полеуретана
...26 устанавливается на позицию литья, а путевые датчики определяют номер Формы и дают команду на блок управления (не показано), Блок управления переключает распределитель 32 и жидкость под давлением на насосной с";.анции 33 подается по трубопроводу 22 в верхнюю полость силового цилиндра 10 В штоковую полость клапана 23 и поршневую полость цилиндРа 24, а трубопровод 28 соединяется со сливом, При этом силовой цилиндр 24 перемешает смеситель 25 к Форме 26, После подходасмесителя 25 к Форме поднимаются штоки клапана 23, сжимая при этом пружину 29, и начинает опускаться шток силового цилиндра 10, Одновременно со штоком силового цилиндра 10 опускается шток силовога цилиндра 9, так как жидкость иэ нижней полости, вытесняясь, поступает по...
Установка для непрерывного изготовления слоистых изделий со средним слоем из пенопласта

Номер патента: 1214451
Опубликовано: 28.02.1986
Авторы: Белоусов, Прудков, Хейфец
МПК: B29C 39/20, B29C 67/20
Метки: непрерывного, пенопласта, слоем, слоистых, средним
...приводом 28 устройства 13 для сшива смежных обшивок 10.Установка работает следуюшим образом.После окончания размотки очередного рулона задний конец исходной заготовки 3 или 4 выходит из секции 5 узла формования верхней и ниж ней обшивок, что фиксируется датчиком 29 или 32 соответственно. Одновременно производится загрузка на разматыватель 1 или 2 последующего рулона, передний конец которого подается в секции 5 узла формования,По сигналу датчика 29 или 32, подаваемого в систему 35 или 36 управления, при отсутствии в секции 5 заготовки 3 или 4 соответственно, системой 35 или 36 управления подается команда на увеличение скорости привода 21 или 24, соответственно, для нагона передним концом последующей заготовки 3 или 4 уходящего заднего...
Приспособление для транспортирования кассет с формами для маканых изделий

Номер патента: 1214452
Опубликовано: 28.02.1986
Авторы: Кульков, Просветов, Сарнычева
МПК: B29C 41/14, B29C 41/34
Метки: кассет, маканых, транспортирования, формами
...подвижной беговой дорожке 1, подвеску 2 с опорными средст-,вами для размещения и Фиксациицапф 3,4 кассеты 5 с Формами 6,Опорные средства выполнены в нидесвязанных с подвеской 2 вертикальных ЗОсерег 7, 8 с продольными вертикальныж пазами и для размещения вних с возможностью возвратно-поступательного перемещения и вертикальной плоскости цапф 3,4 кассеты 5,причем по меньшей мере в пазу однойиз серег, например в пазу д серьги 7 выполнено гнездо (не обозначено) для посадки участка о цапфы 3,При этом посадочный участокимеющий длину 1, выполнен по Форме,аалогичной форе ида. Например, (как показано на фиг.3) посадочное гнездо может быть выпол 45 нено либо 1 -образной Формы, а посадочньй участок Ь - в Форме ромба, либо по форме полуцилиндра...
Устройство для закатки венчиков маканых изделий

Номер патента: 1214453
Опубликовано: 28.02.1986
Автор: Кикутс
МПК: B29C 41/20, B29C 41/42
Метки: венчиков, закатки, маканых
...на Фиг 2разрез А-А на фиг. 1.Устройство содержит основание 1,на котором смонтированы валы 2 и 3.На последних смонтированы рычаги 4,имеющие возможность качания в вертикальной плоскости, самоустановки иповорота относительно валов 2 и 3,На рычагах закреплены с возможностьюустановочных перемещений скалки 5,несущие опоры 6 валов 7,На каждом иэ валов 7 смонтированэлемент для закатки, выполненный подлине со ступенчатой наружной боковой поверхностью,например,образованный иэ набора спаренных капроновыхщеток 8 с разными диаметрами наружной3боковой поверхности,Щетки 8 связаны через валы 7,ременные передачи 9 и валы 2 и 3с приводом 10 для их вращения. Причем вал 2 связан с валом 3 через шестерни 11, Рычаги 4 подпружинены относительно основания...
Смесительно-литьевое устройство для изготовления изделий на основе термопластов

Номер патента: 1214454
Опубликовано: 28.02.1986
Авторы: Бойко, Гребенюк, Ермолов, Землин, Тихонов
МПК: B29B 7/16, B29C 45/53
Метки: основе, смесительно-литьевое, термопластов
...втулки 12 служит палец 20. Для введения полимерного материала и наполнителя предусмотречо загрузочное отверстие 21. Впускное отверстие 13 предназначено для сообщения камеры смешения 2 с нредкамерай впрыска 17.Смесительна-литьевое устройство оабстает следующим образом,Через загрузочное отверстие 21 полимерный материал и наполнитель подаются з камеру смешения 22, где он расплавляется и перемешивается з 5 10 15 20 25 30 40 0 55 вязком состоянии с наполнителем. Приэтом шток 10 и втулка 12 находятсяз нижнем положении. Нижний торецвтулки 12 упирается з торцовую поверхность плавильного цилиндра 1. Контакты 19 позволяют включить электродвигатель привода в направлении вращения, обеспечивающемперемешиванне смеси, После подготовки смеси(время...
Способ изготовления равноплотных рукавных пленок и устройство для его осуществления

Номер патента: 1214455
Опубликовано: 28.02.1986
МПК: B29C 47/00, B29C 47/90
Метки: пленок, равноплотных, рукавных
...силь 21445540 45 50 55 нее в месте минимальной толщины,чем в месте максимальной толщины всилу того, что время воздействия накаждый участок одинаково.Для того, чтобы толщина пленкипосле воздействия дополнительного локального потока в месте максимальной толщины не превышала верхнегопредела для толщины по ГОСТУ, дляданного номинального значения толщины пленки интенсивность дополнительного локального потока регулируют изменением сечения щели, формирующей локальный поток, соответственнокривой колебаний толщины пленки попериметру рукава. На фиг. 1 показано предлагаемое устройство, разрез; на фиг, 2 - конструкция цилиндра; на фиг, 3 конструкция .лопаток; на фиг. 4 - конструкция заслонки.Устройство содержит формующую головку 1, кольцо...