B29C — Формование или соединение пластиков; формование веществ в пластическом состоянии вообще; последующая обработка формованных изделий, например ремонт
Способ изготовления корпусов конвейерных роликов

Номер патента: 1423408
Опубликовано: 15.09.1988
Авторы: Демурин, Модин, Янтовский
МПК: B29C 43/18, B29C 65/02, B65G 39/04 ...
Метки: конвейерных, корпусов, роликов
...(25-ЗОЖ) или фенолоспиотыЗОЖ).Процесс изготовления корпусов 30 конвейерных роликов осуществляют в Два этапа. Первый этап. Холодное прес- Сование пресс-массы осуществляют в радиальных пресс-формах при давлейии 30 кг/см и 40-50 С.После получения цилиндрических наружного и внутреннего кольцевых бриКетов их совмещают и окончательным црессоваиием получают корпус ролика.Второй этап. Горячее прессование40 фобранного пакета осуществляют в адиальных пресс-Формах при давлении 50 кг/см и 140-160 С.Предлагаемый способ характеризуеСя повышением ресурса работы ролика- Опоры, уменьшением процента брака и трудозатрат.При лабораторных испытаниях конвейерный ролик Т, изготовленный известным способом, во время испыта" йий на статический...
Оснастка для изготовления изделий из композиционного материала

Номер патента: 1423409
Опубликовано: 15.09.1988
Авторы: Гайдачук, Карпов, Качкар, Пильник
МПК: B29C 43/20
Метки: композиционного, оснастка
...и 2 между себой, что опрессовынает заготовку в горизонтальном направлении. Заданные размеры заготовки и степень опресс.овки гарантирует наличие упорных поверхностей 14.Предлагаемая оснастка обеспечивает всестороннее обжатие заготовки изделия, что повышает качество прессования,Изобретение относится к оборуДованию для изготовления изделийЩэ композиционных материалов мето"дом прессования, а именно к Формам.Цель изобретения - повышение каества опрессовки,На чертеже изображена предлагамая оснастка,Оснастка состоит иэ полуформ 1 и 10с формообразующими поверхностямии 4 и поверхностью 5 разъема, расоложенной на верхних 6 и 7 и нижнихи 9 сторонах полуформ 1 и 2. Наоковых сторонах 10 и 11 полуформ 1 152 выполнены утонения 12 и 13, обазующие...
Устройство для непрерывного формования изделий из порошкообразных полимеров

Номер патента: 1423410
Опубликовано: 15.09.1988
Авторы: Виленский, Володин, Данилов, Зиновьев, Морозик, Пересторонин, Сафонов, Смоленский, Филатов
МПК: B29C 43/22
Метки: непрерывного, полимеров, порошкообразных, формования
...полученная часть изделия 16 создает 1 пор в клиновом зазореузла фрикционного замыкания, Сопряжение нижней части 9 с торцовой поверхностью 4 корпуса 1 по замкну.ой кривой Г совместно с воздушной прослойкой сокращает ону распростране 3 14234ния тепла из продольного канала 3 вузел фрикционного замыкания на 2025 мм а следовательно, сокращаетсяи зона адгезии горячего металла с по"5лимером. Последнее приводит к уменьшению усилия проталкивания. Затемнижняя часть 9 отходит от изделия 16,а последняя передвигается на шаг вузел фрикционного замыкания. Здесь 10на участке длиной 20-25 мм в периодосаживания и остановки поверхностьизделия 16 охлаждают до 30-40 С, Таккак внутри иэделия 16 материал ещене успевает охладиться, то при прессовании под...
Литьевая форма для изготовления полимерных изделий с поднутрениями

Номер патента: 1423411
Опубликовано: 15.09.1988
Авторы: Гавришкин, Кацеленбоген, Уманец
МПК: B29C 45/44
Метки: литьевая, поднутрениями, полимерных, форма
...выдержки под данлецием литьевая форма раскрывается. При этом подвижная опорная плита 7 с плитой 8 пуансонов и плитой 11 съема отходит от неподвижной литциковой плиты 1,Планки 17, перемещаясь совместно с подвижной частью лцтьеной формы, расположенной со стороны плиты 8 пуансонов понерхностью поперечины 18 упираются в рамки 5 ца псцуматрицах4 и увлекают последние за собой безотставания от пуансонов 9,При выходе полуматриц из пазовнеподвижной литниконой плиты 1, ониодновременно разводятся наклоннымиколонками 3 на расстояние, обеспечивающее свободный проход поперечины18 между рамкаи 15, и далее пружинами 5 доводятся до упоров б, полностью освобождая отлитые изделия, которые остаются на:туансонах 9,При встрече хно тоника 14 с поднижным...
Способ экструзии термопластов

Номер патента: 1423412
Опубликовано: 15.09.1988
Авторы: Андрианов, Гончаров, Кузнецов, Мамаев, Мшвениерадзе, Пономарев
МПК: B29C 47/86
Метки: термопластов, экструзии
...для изделий, полученных по12 10 10 3 где Т; Та блица 1 Температура Известчныи спо контроля От входа (т,к,) до т.к.хх 10 м М=1,33 соб, К М=1,0 440 458 474 471 477 280 455 367 403 437 280 320 357 402 414 429 280 30 295 322 368 402 382 280 42 14234предлагаемому и известному способамприведены в табл,З,П р и м е р 3. С помощью экструзионньи Головок с мундштуками круГлого профиля диаметром 21 мм и длиной0,45; 0,60 и 0,80 м экструдируют приток из гранулированных композицийсостава,м.ч.:У 1. 10Полигексаметиленсебацинамид (Полиамид) 100Графит коллоидный 15Минеральное маслоСтеарат кальцияУ 2,Поли-Ы-додекалатам(Полиамид2) 100 20Минеральное масло 10Стеарат кальция 3Графит коллоидный 1011 3.Полиэтилен низкой 25плотности 100Минер,"льное масло...
Оправка для намотки трубчатых изделий

Номер патента: 1423413
Опубликовано: 15.09.1988
Авторы: Замятин, Наборщиков, Николаев
МПК: B29C 53/82
Метки: намотки, оправка, трубчатых
...в виде пружин 3 впс разрезных шайб с разрезом а, обеспечивающим увеличение его диаметрапри их сжатии с помощью гайки 5.Кольца 2 и 3 имеют конические торцовые поверхности с увеличивающимся по,кольцах 2 и 3 расположена обечайка 6.Оправка работает следующим образом.При сборке оправки на центральныйвал 1 поочередно устанавливают жесткие 2 и упругие 3 распорные кольца,при этом сначала устанавливают кольцас большим углом конусности торцовой .поверхности, сопрягая их с кольцамис меньшими углами конусности этихповерхностей. Затем надевают обечайкуб и поджимают кольца гайкой 5, Приэтом упругие кольца за счет разрезаа, взаимодействуя с жесткими кольцами 2, деформируются и увеличиваются в диаметре до размера внутреннего диаметра обечайки 6. На...
Способ изготовления продуктов из полиуретана, устойчивых при хранении, и устройство для его осуществления

Номер патента: 1423557
Опубликовано: 15.09.1988
Авторы: Виглеб, Маас, Мерс, Техритц, Хенникке, Эберхардт
МПК: B29B 7/48, B29C 47/40, C08J 5/00 ...
Метки: полиуретана, продуктов, устойчивых, хранении
...1 с"43 (1911) Р б, стр.348/354 и "СЬетпе 1 п 8 еп 1 ецг-ТесЬп 11" 52 (1980) Р 4,стр. 285/291. Целесообразнее всеговыбирать такие статические смесители,которые имеют небольшую потерю давления, а также хорошее радиальное перемешивание и узкое распределение времени пребывания реакционной смеси.За статическим смесителем расположена пластина с фильерами, служащаяв качестве формообразующего инструмента. Как правило фильеры выполнены в виде круглых фильер, но они могут быть выполнены также как щелевые фильеры, фильеры с отверстиямифасонного сечения и т,п., Для измельчения выходящих из пластины с Фильерами жгутов рядом с этой пластинойможет быть расположено устройство дляподводного гранулирования, В качестве альтернативы к этому решению...
Охлаждающее устройство для экструдированных из выдувной головки с воздушным охлаждением синтетических рукавных пленок

Номер патента: 1424726
Опубликовано: 15.09.1988
Автор: Хартмут
МПК: B29C 47/88
Метки: воздушным, выдувной, головки, охлаждающее, охлаждением, пленок, рукавных, синтетических, экструдированных
...которой охлаждающий воздух затем выходит через сопловую щель 3.Использованный охлаждающий воздух 45течет затем в направлении стрелкив центральную трубу 26, через которую он отсасывается,Свежий охлаждающий воздух подвотится к внутренним охлаждающим кольцам 1 через охватывающую центральнуютрубу 26 кольцевую полость 27,Кольцевой трубопровод 29 сообщенс самым верхним охлаждающим кольцо 1.Через трубопроводы 10 трубопровод 29также сообщен с находящимися нижеохлаждающими кольцами. Наибольшееохлаждение достигается в случае расположения охлаждающих колец 1 в соотнетстнии с фиг. 2, причем рукавная пленка опирается ца следующие друг за другом внутренние и наружные охлаждающие кольца 1, соответственно всасывается ими приблизительно в форме меацдра...
Способ изготовления лесов преимущественно лестниц

Номер патента: 1426444
Опубликовано: 23.09.1988
Автор: Йорма
МПК: B29C 65/52
Метки: лесов, лестниц, преимущественно
...в поручень 1.Если вязкость используемой способной к полимеризации смеси мономеровявляется настолько низкой, что формыпорции описанного типа не могут бытьиспользованы, то возможен один изпутей согласно которому манжета 7,изготовленная, например, из бумажного материала, помещается внутрь поручня через отверстие З,просверленное в нем, а порция смеси мономеров6 размещается в укаэанной манжете,Когда концевой участок 4 ступениполностью вставляется внутрь поручняР 11, он приводится в контакт с противоположной внутренней поверхностью поручня 1, Далее необходимо повернутьпоручень 1 с вставленными в него ступенями 2 "вверх дном" в положение,показанное на фиг. 4, и затем разместить его в печи, имеющей соответствующую температуру. В...
Абразивный инструмент

Номер патента: 1426768
Опубликовано: 30.09.1988
Авторы: Гудилов, Кузьмичев, Щеголев
МПК: B24D 13/00, B29C 37/02
Метки: абразивный, инструмент
...в вертикальном направлении по штоку 11, установленному в центре корпуса 1. Для фиксирования втулки 10 на штоке 11 за счет сил трения служит резиновая втулка 12. Настройка угольника 4 для обработки фасок в отверстиях различных диаметров происходит радиальным перемегцением стержня 9 во втулке 1 О на необходимое расстояние. Вертикальное перемещение угольника 4 происходит в продольном разрезе свернутой в цилиндр абразивной ленты. 5 10 15 20 25 30 35 40 45 50 55 Инструмент работает следующим образом.Вращающийся инструмент, установленный хвостовиком 13 в патрон станка, вводится в отверстие обрабатываемой детали.Вершина остроугольного среза прокалываетпленку облоя в пластмассовой детали вместе разъема пресс-формы и срезает...
Возвратный механизм выталкивающей системы литьевой формы

Номер патента: 1426773
Опубликовано: 30.09.1988
МПК: B29C 45/14, B29C 45/40
Метки: возвратный, выталкивающей, литьевой, механизм, системы, формы
...в которой расположен бурт 10 тяги 9.Одни концы тяги 8 для соединения с плитами выталкиваюгцей системы выполнены с резьбой, при этом поперечные планки 4 снабжены ползунами 11 с винтами 12 для закрепления других концов тяг 8.Механизм работает следующим образом.Фланец 1 устанавливают на плиту крепления литьевой формы на центрирующие - пальцы и закрепляют винтами. Далее отпускают винты 12, смещают ползуны 11 и вынимают тяги 8, при этом тяга 9 не позволяет поперечным планкам 4 под воздействием пружины сняться с хвостовика 2.После установки механизма на литьевой форме тяги 8 пропускают через поперечные планки 4, фланец 1 вворачивают в плиты выталкивающей системы. Ползуны 11 перемещают до совпадения винтов 12 с отверстиями в тягах 8....
Способ изготовления резинового полотна

Номер патента: 1426809
Опубликовано: 30.09.1988
Авторы: Битюков, Колодежнов, Сырицын
МПК: B29B 11/06, B29C 43/30
Метки: полотна, резинового
...ленты. Затем каждую ленту в зазоре валков листовального каландра раскатывают до ширины среза. При этом ленты приобретают толщину 4 мм. После интенсивного охлаждения, например, посредством обдува потоками сжатого воздуха, ленты дублируют на дублировочном каландре с получением многослойного полотна, имеющего первоначальную однородность материала и толщину 12 мм. Пример 2. Осуществляют способ по примеру 1, но при ширине срезаемой смеси 0,7 м и толщине 1 О мм. Смесь разрезают на две ленты, которые перед охлаждением раскатывают до 5 мм. Пример 3. Осуществляют способ по примеру 1, но при ширине срезаемой смеси 0,6 м и толщине 8 мм. Смесь разрезают на четыре ленты, которые перед охлаждением раскатывают до 2 мм,Увеличение поверхности контакта...
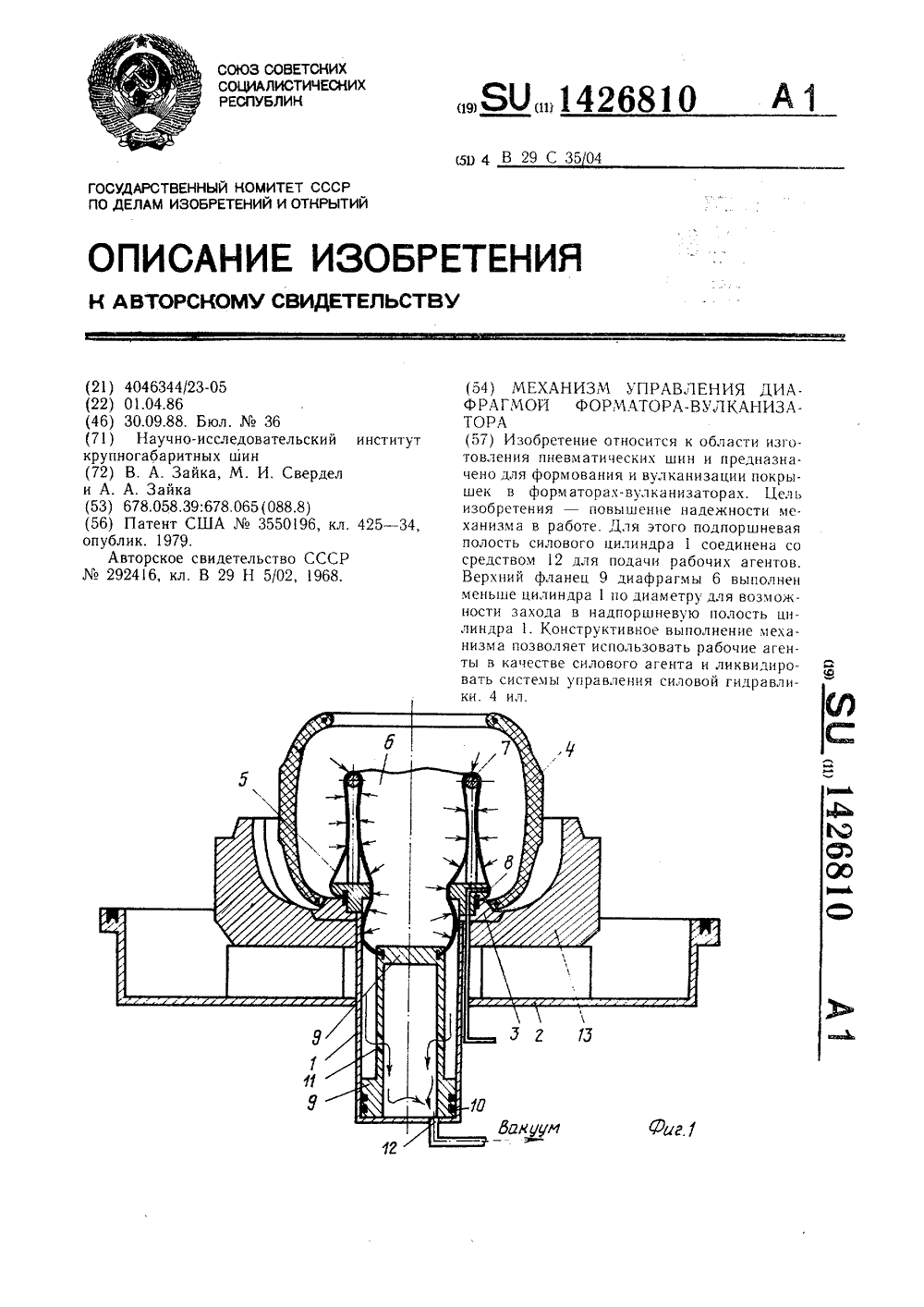
Механизм управления диафрагмой форматора-вулканизатора
Номер патента: 1426810
Опубликовано: 30.09.1988
МПК: B29C 35/04
Метки: диафрагмой, механизм, форматора-вулканизатора
...12. Из полости диафрагмы 6 через каналы 1 удаляются остатки теплоносителя. Эластичная диафрагма 6 под воздействием атмосферного давления обжимает кольцевой элемент 7, обеспечивая таким образом проход нижнего борта заготовки покрышки 4 при посадке на кольцо 3 в нижнюю полуформу 13 (фиг. 1),Включается подача формующего агента (пар, воздух), который через средство 12 поступает в подпоршневую полость цилиндра 1 (фиг. 2 а), От воздействия давления пара поршень 9 поднимается и поднимает верхний фланец эластичной диафрагмы б. Одновременно с подъемом поршня 9 через каналы 11 происходит подача теплоносителя в 5 10 15 20 25 30 35 40 45 полость диафрагмы 6.Диафрагма 6 под воздействием давления теплоносителя начинает раздуваться и прижимает...
Устройство для непрерывной вулканизации длинномерных изделий в жидком теплоносителе

Номер патента: 1426811
Опубликовано: 30.09.1988
Авторы: Арутюнян, Восканян, Кабалян
МПК: B29C 35/06
Метки: вулканизации, длинномерных, жидком, непрерывной, теплоносителе
...4, соединяющая отверстия 2 для входа и выхода изделия 3, Продольная щель 4 закрывается съемной охлаждаемой крышкой 5. Последняя выполнена в виде трубы и снабжена по противоположным концам штуцерами для подачи 6 и слива 7 хлад- агента, Крышка 5 герметично закрывает щель 4 посредством контакта цилиндрического тела крышки 5 с наклонными направляю- шими 8, смонтированными на вулканизационной ванне 1 по обе стороны продольной щели 4.Устройство работает следующим образом.Перед началом работы вулканизационная ванна 1 наполняется жидким теплоносителем 9 до начала продольной щели 4, закрывается крышкой 5, по которой через штуцеры 6 и 7 циркулирует хладагент, например вода. Жидкий теплоноситель 9 в ванне 1 нагревается до необходимой температуры....
Устройство для механической обработки изделий из пластмасс

Номер патента: 1426812
Опубликовано: 30.09.1988
Авторы: Гусев, Козловский
МПК: B29C 37/00
Метки: механической, пластмасс
...отверстия 29, а в верх ей части со стороны оси ротора 4 - от. верстия ЗО (фиг. 4), соедиценые соответственно воздуховодами 3 и 32 с воздухораспределителем 33, размсщсццым на оси 2.Устройство работает следующим образом.От распределительного вала 21 герез шестерни 24 и 26 врагцецие передается валу 27, а от него через муфту 28 - валу 13, на котором закреплен диск 11 При этом изделия 34, находящиеся в оуцкерс О, захватываются сквозными гцездамц 12 диска 11, увлекаются к лотку4 и поочсредцо сбрасываются в него 1 ццгаясь цо лотку 14, изделия 34 попадактг и закрспленный участок 15, ударяются о его стсцку и гасят свою кинетическую энергию.Ротор 4, свободно посаженный ца ось 2, жестко закреплсццхю в корцусс 1, черсз венцовое зубчатое...
Устройство для удаления облоя

Номер патента: 1426813
Опубликовано: 30.09.1988
МПК: B29C 37/02
...снижает засаливание абразива и теплонапряженность процесса обработки, а также позволяет избежать отслоения абразивного покрытия при изгибах дисков 2.Упругие пластины 5, изогнутые и в нерабочем состоянии (втулки 6 в этом случае соприкасаются), изгибают диски 2 (фиг. 3).Угол изгиба пластин выбирают исходя из интервала размеров обрабатываемых дета лей 11. На втулках 6 с внешней стороны имеются подрезанные торцы 9, дающие пластинам 5 возможность изгибаться на больший угол, выполненные с определенным радиусом поверхности 10, служащие для передачи внешнего усилия при раздвижении втулок 6 одним из известных способов.Устройство работает следующим образом.Предварительно изогнутые за счет упругости пластин 5 диски 2 вводятся в...
Установка для изготовления изделий из полиуретана

Номер патента: 1426814
Опубликовано: 30.09.1988
МПК: B29C 31/06, B29C 39/06, B29C 67/20 ...
Метки: полиуретана
...в смеситель 13. Нагнетатели 3 и 4, поднятые поршнями 27 и 28 гидравлических цилиндров 5 и 6, находятся в верхнем положении. При этом их рабочие камеры заполнены компонентами из емкостей 1 и 2, а шток 29 дополнительного цилиндра 7 втянут.После подхода формы 14 к позиции литья блок управления (не показан) переключает распределитель 17. Жидкость под давлением от насоса 16 через распределитель 17 подают по трубопроводу 10 в бесштоковую полость цилиндра 6, в штоковую полость клапана 11 и бесштоковую полость цилиндра 12, а трубопровод 23 соединяют со сливом. При этом цилиндр 12 перемещает смеситель 13 к форме 14.После подхода смесителя 13 к форме 14 поднимается шток 26 клапана 11, начинает опускаться поршень 30 цилиндра 6....
Устройство для нанесения полимерного покрытия на внутреннюю профильную поверхность разъемных изделий

Номер патента: 1426815
Опубликовано: 30.09.1988
Авторы: Жаков, Кожевников, Коржик, Мельник, Подмарков, Стухляк
МПК: B29C 43/18
Метки: внутреннюю, нанесения, поверхность, покрытия, полимерного, профильную, разъемных
...ложе- мент 8.Элемент 1 для формования устанавливается на обрабатываемых поверхностях 10 и 11 и центрируется с помощью стержня 3, установленного в центральное отверстие 14 части 12 изделия, и дисков 4, входящих в соответствующие пазы изделия. После предварительной центровки на элемент 1 устанавливается верхняя часть 13 изделия, которая также центрируется с помощью дисковых элементов 4. После этого приводом ложемент 8 перемещается к неподвижному ложементу 7. При этом рабочие поверхности элемента 1 воздействуют на пастообразный компаунд, который, формируясь, заполняет зазор между рабочими поверх.ностями цилиндров 2 и дисковых элемен.10 тов 4 и обрабатываемыми поверхнос.тями изделия.При дальнейшем перемещении ложемента 8 дисковый...
Форма для литья покрышек пневматических шин

Номер патента: 1426816
Опубликовано: 30.09.1988
Автор: Попов
МПК: B29C 33/48, B29C 35/02, B29C 45/26 ...
Метки: литья, пневматических, покрышек, форма, шин
...собой соединениями паз 8 -- выступ 9, выполненными на нижних стенках сектОров. Для ограничения радиального смещения выступов 9 по пазам 8 в них вы полнены упоры 10. Для удобства обращения с секторами они снабжены скобами 11 и выполнены с полостями 15. На сердечнике 4 имеются углубления 12 для взаимодействия с буртиками 13, выполненными на полуформах 1 и 2.Форма работает следующим образом.В рубашку 3 вставляются секторы 5 сердечника 4, а затем секторы 6. При этом выступы 9 вставляются в пазы 8 и доводятся до упоров 10. Дорн 3 плотно прилегает к поверхности сердечника 4. Затем дорн 3 с сердечником 4 устанавливаются между полуформами 1 и 2 с размещением буртиков 13 в углублениях 12,62В образованную полуформами 1 и 2 и дорном формующую...
Блок для изготовления полимерных изделий

Номер патента: 1426817
Опубликовано: 30.09.1988
Авторы: Динер, Чмихаленко
МПК: B29C 45/26
Метки: блок, полимерных
...проведенная через центр отверстия в формообразующем элементе и через центр шарика в плоскости сечения, проходящей через точку касания шарика и фаски параллельно вспомогательной базовой поверхности, направлена в угол, образованный плоскостью основания и основной базовой поверхностью - угол х (фиг. 4 и 5).Тогда величина смещения и в горизонтальной плоскости равна (Я - г) соэсс, а величина смещения б в вертикальной плоскости равна Я - г) э 1 па, где Я - радиус окружности фаски и г - радиус шарика в плоскости сечения, проходящей через точку касания параллельно вспомогательной базовой плоскости. Радиус окружности касания шарика на фаске задается,Угол наклонафаски (фиг, 3) выбран таким образом, что перпендикуляр, опущенный па линию фаски в...
Пресс-форма для литья под давлением сетчатых изделий трубчатой формы из термопластов

Номер патента: 1426818
Опубликовано: 30.09.1988
Авторы: Грицай, Ратафьев, Сушко
МПК: B29C 45/27
Метки: давлением, литья, пресс-форма, сетчатых, термопластов, трубчатой, формы
...После отверждениярасплава производят раскрытие формыи съем изделия при помощи толкателя14 и толкателя 8, срезающего изделиес литника, 5 ил. ду матрицей 6 и пуансоном 7 расположена плита 9, жестко связанная с промежуточной плитой 10, которая в свою очередь соединена с корпусом 11. Внутри корпуса 11 последовательно размещены плита 12 толкания и плита 13 толкателей с расположенными в ней толкателями 8 и 14. Между плитой 9 и запирающей обоймой 2 установлены направляющие 15.В матрице 6 вдоль стыкующихся граней ее смежных секторов по периметру формообразующей полости В выполнены промывники Г, сообщенные с воздушными каналами.для, отвода воздуха из пресс-формы, а в каждом иэ секторов выполнены коллекторы-распределители Д пресс-массы,...
Пресс-форма для изготовления деталей с поднутрениями из пластмасс

Номер патента: 1426819
Опубликовано: 30.09.1988
Авторы: Кармаза, Коробов, Марцинкявичюс
МПК: B29C 45/33
Метки: пластмасс, поднутрениями, пресс-форма
...плиты 14 и 15.В плите 14 установлен фиксатор 16, а в плиту 15 ввернут шток 13. В пли тах 7, 9 и 10 жестко закреплены тяги 17 и 18, один конец которых насажен на направляющую колонку 6, а другой снабжен ограничителем 19.35В рабочую полость засыпают прессматериал. Смыкают полуформы. Послевыдержки под давлением пресс-формураскрывают,Включают выталкивающую систему и 40с помощью штока 3 приводят в движение плиты 14 и 15 вместе с фиксатором 16. Так как сечение фиксатора 16меньше сечения оформляющегося знака2, то он свободно входит в отверстие 4520 отпрессованной детали 21, Далее,при соприкосновении плиты 14 с плитой 10 приводят в движение выталкиватели 8. При помощи тяг 17, 18 и направляищих колонок 6 разводят полуматрицы 3, освобождя...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1426820
Опубликовано: 30.09.1988
Автор: Якутин
МПК: B29C 45/40
Метки: литьевая, полимерных, форма
...перед выталкиванием изделия,Литьевая форма содержит неподвижную литниковую плиту 1, жестко связанную с матрицей 2, пуансон 3, в котором концентрично центральному вы талкивателю 4 установлен вкладыш 5 с уплотняющим элементом 6, закрепленный в основание 7. Центральный выталкиватель 4, подпружиненный относительно вкладыша 5, выполнен грибко вым с продольными канавками 8 на цилиндрическом участке 9 и имеет две опорные поверхности: одна поверхность на вкладьппе 5, другая на соосной втулке 10 для центрального выталки вателя 4, которая выполнена с соединенными с отверстием 11 по образующей продольными каналами 12, Пуансон 3 подпружинен относительно основания 7 и связан с ним тягами 13. 35Литьевая форма работает следующим образом.После...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1426821
Опубликовано: 30.09.1988
МПК: B29C 45/40
Метки: литьевая, полимерных, форма
...(необозначены).Золотник и поршень со штоком снаб=жены внутренними каналами для перетекания рабочей жидкости из одной полости гидроцилиндра в другую, при этомв золотнике эти каналы выполнены в виде центрального отверстия с выходом в радиальные отверстия, а в поршне со штоком - в виде внутренней проточки с радиальными отверстиями, Кроме того, на золотнике выполнено балан1426821 Ти аж 559 Подписное ВНИИПИ Заказ 4814/18 Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4 3сировочное отверстие "а" диаметром0,3-0,5 мм, предназначенное для перетекания рабочей жидкости, вытесняемой золотником при перекрытых внутренних каналах,На плите предварительного выталкивания закреплены толкатели 3,жестко связанные с оформляющим вкладьппем 9 и...
Захватное устройство для удаления изделий из формирующей оснастки литьевой машины

Номер патента: 1426822
Опубликовано: 30.09.1988
МПК: B29C 45/42
Метки: захватное, литьевой, оснастки, удаления, формирующей
...4 скосы "в" и прямые участки н с 1 (фи г. 6) . Захватное устройство для удаления изделий из формующей оснастки литьевой машины работает следующим обра 55 зом,Захватное устройство находится в исходном положении (фиг.1).Клещевой захват 1, 2 открыт, упор 19 сферическим буртиком 20 взаимодействует с клещевым захватом. Ножницы 3, 4 такжеоткрыты и шток 8 с роликами 9 отведены в заднее крайнее положение,Захватное устройство вводится вразъем формующей .оснастки. Выталкиваемое изделие подводится к захватномуустройству и литник вводится в раэь"ем клещевого захвата 1, 2 и ножниц 3,4 для отрезки литника. При этом изделие воздействует на режущие элементы3, 14 и поворачивает корпус привода6, а также клещевой захват 1, 2 и чожницы 3, 4 на оси 17,...
Литьевая машина для пластмасс

Номер патента: 1426823
Опубликовано: 30.09.1988
МПК: B29C 45/42
...1 О и перемещения его параллельно направлению перемещения подвижной плиты 2, Сепарирующий элемент3 сообщен с приводным валом 4 посредством соединительной муфты 11, Дополнительный вал 8 размещен в пазах 12рамы устройства сепарации (не показана), Сепарирующий элемент 3 огражден с двух сторон пластинами-экранами 13, образующими рабочую зону дляотделения литников 14 от готовых изделий 15. Устройство сепарации установлено на станине литьевой машины(не показана). Литьевая машина работает следующим образом,В течение каждого рабочего цикла в момент смыкания плит 1 и 2 (на Фиг.2 справа налево) зубчатая рейка 10 движется совместно с подвижной плитой 2 литьевой машины и входит в зацепление с дополнительной шестерней 9, жестко закрепленной на...
Плунжерная литьевая головка

Номер патента: 1426824
Опубликовано: 30.09.1988
Авторы: Антоненко, Грауэр, Лысенко, Нагибин, Хромов
МПК: B29C 45/53
Метки: головка, литьевая, плунжерная
...с возможноСтью вращения установлена торпеда 6,состоящая иэ опорной части 7, центральной части 8 с наклонными пазами9 и конца 10, Торпеда 6 снабжена 20крыльчаткой 11, установленной на конце 10, с возможностью противоположного ей вращения, Опорная часть 7 торпеды б выполнена в виде ступенчатогоконуса 12, ступень 13 которого сколь Эяще сопряжена с коническим участком14 по внутренней поверхности крьпнки3 нагревательного цилиндра 4 и имеетрадиальные пазы 15 по наружной поверхности. При вертикальном расположенин головки крыльчатка 11 установлена на верхней части торпеды 6.Плунжерная литьевая головка работает следующим образом.Перерабатываемый полимер (материал) иэ питателя (не показан) поступает в пространство перед плунжером1, который...
Устройство для переработки полимерных материалов

Номер патента: 1426825
Опубликовано: 30.09.1988
МПК: B29B 17/00, B29C 47/38
Метки: переработки, полимерных
...5 установле на формующая цилиндрическая втулка 8, для стабилизации напряжений в мате, риале, Между втулкой 8 и шнеком выполнен конусный участок 9 для дополнительного уплотнения материала сконусностью, обратной конусности шнека,Камера 1 крьппкой 10 соединена с камерой 11 измельчения, в которой установлен приводной нож 12, а внизу камеры 11 выполнено отверстие 13 с воронкой.Устройство работает следуюшим образом,Полимерный материал подается в воронку 3 камеры 1, где она захватывается цилиндрическим шнеком 6 и поступает на конический шнек 7. В зонеконического шнека 7 происходит резкое сжатие полимерного материала. Сцелью исключения пульсации материалана конце конического шнека установлен обратный уплотнительный конус9, В этой зоне...
Устройство к червячному прессу для фильтрации расплава полимера

Номер патента: 1426826
Опубликовано: 30.09.1988
Авторы: Пономарев, Шенбель, Шпаков
МПК: B29C 47/68
Метки: полимера, прессу, расплава, фильтрации, червячному
...2 с двумя взаимно-перпендикулярными раздельными каналами 3 для 20прохода расплава и расположенными вних прижимными втулками 4 с питающими каналами 5 и фильтрующими элементами 6 и 7. Прижимные втулки 4 выполнены разъемными по их продольной 25оси и смонтированы в переходнике 1,Питающие каналы 5 выполнены изогнутыми, По внутренней поверхности каждойприжимной втулки 4 со стороны питающего канала выполнена кольцевая проточка 8 для размещения в ней фильтрующих элементов 6 и 7. Переходник 1смонтирован с возможностью поворота,относительно оси оправки 2 В переходнике 1 со стороны, противоположной каждой прижимной втулке 4, выполнены рабочие каналы 9 для поочередного сообщения каналов для прохода расплава 3 с питающими каналами 5,...
Установка для поддержания наружного диаметра экструдируемых труб из термопластов

Номер патента: 1426827
Опубликовано: 30.09.1988
Авторы: Третьяков, Чубенко, Юрченко
МПК: B29C 47/90, B29C 47/92
Метки: диаметра, наружного, поддержания, термопластов, труб, экструдируемых
...системы 9 получают управляющий сигнал,который воздействует на автоматический регулируемый вакуумный кран 10,Кран 10 в соответствии с управляющимсигналом изменяет величину вакуумав вакуум-ванне 1.При отклонении наружного диаметратрубы 18 от номинального площадь сечения кольцевого зазора 16 изменяется, вызывая тем самым соответствующееизменение давления в воздушных полостях 5 камер 4. Изменение этого давления приведет к пропорциональномуизменению электрического сигнала навыходе дифманометра 8 и, следовательно, к пропорциональному изменению управляющего сигнала на выходесистемы 9, который воздействует наавтоматический регулируемый вакуумный кран 10 так, что, например, при.увеличении диаметра трубы 18 величина вакуума в...