Устройство для сборки и сварки обечаек из сегментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
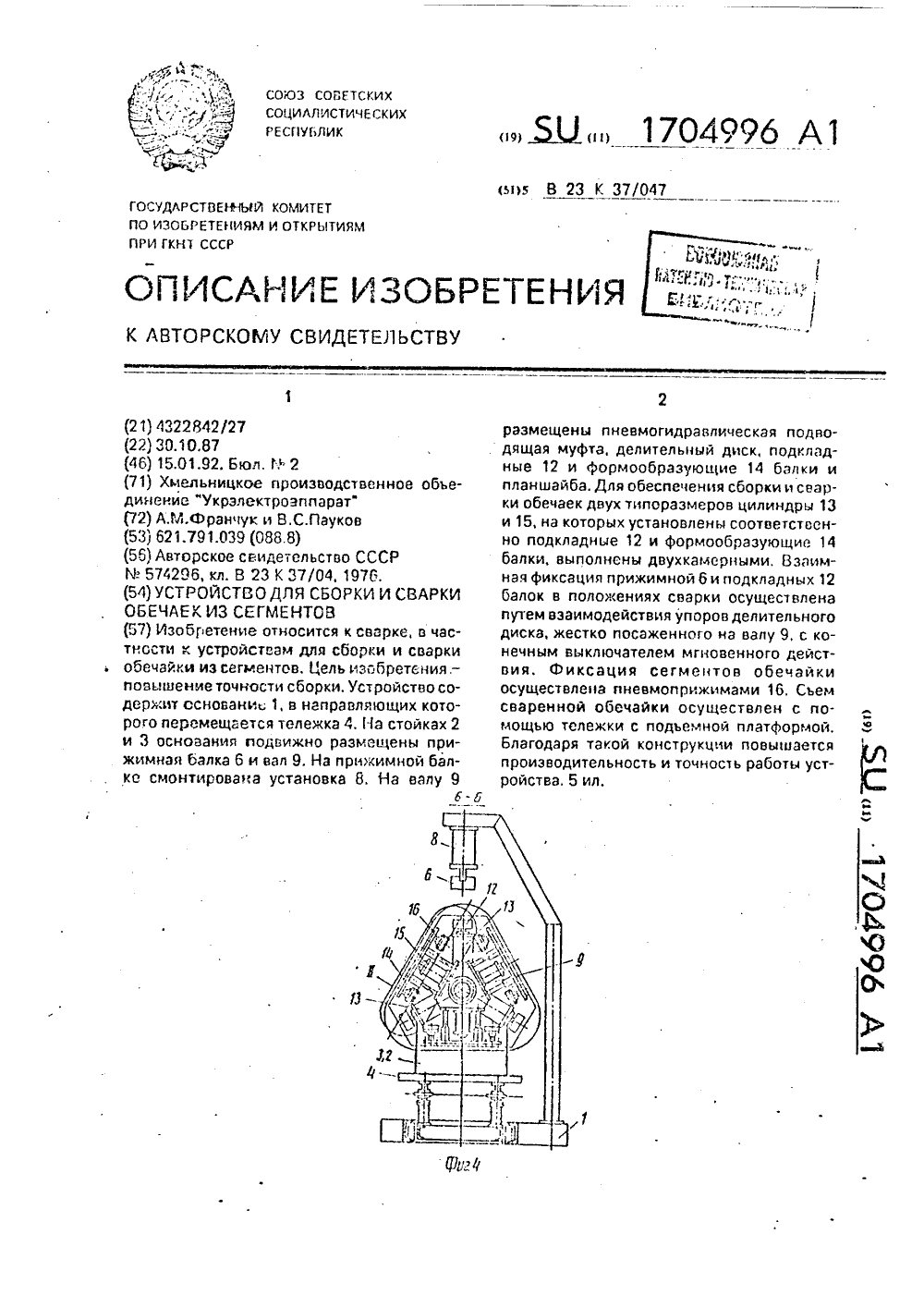
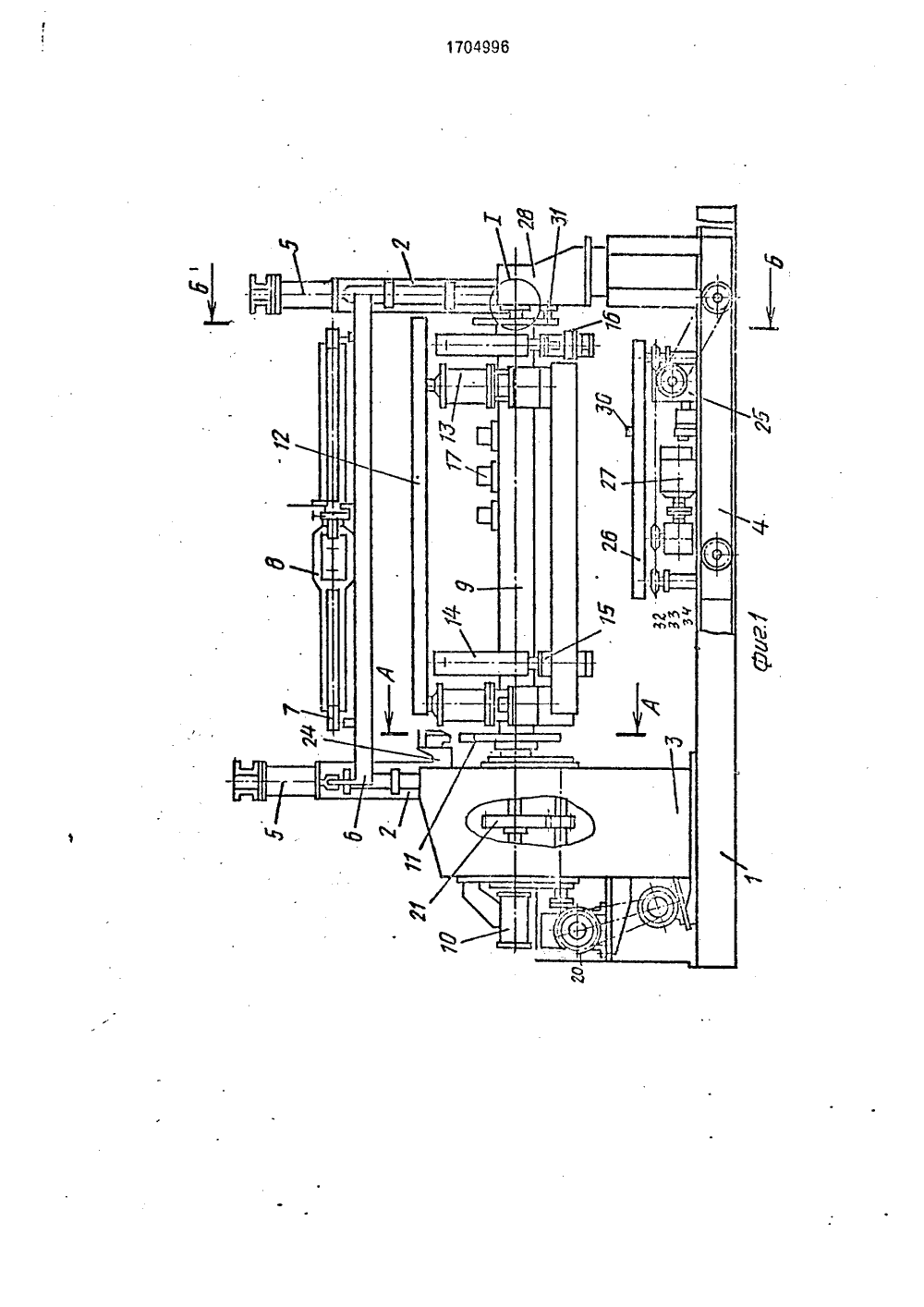
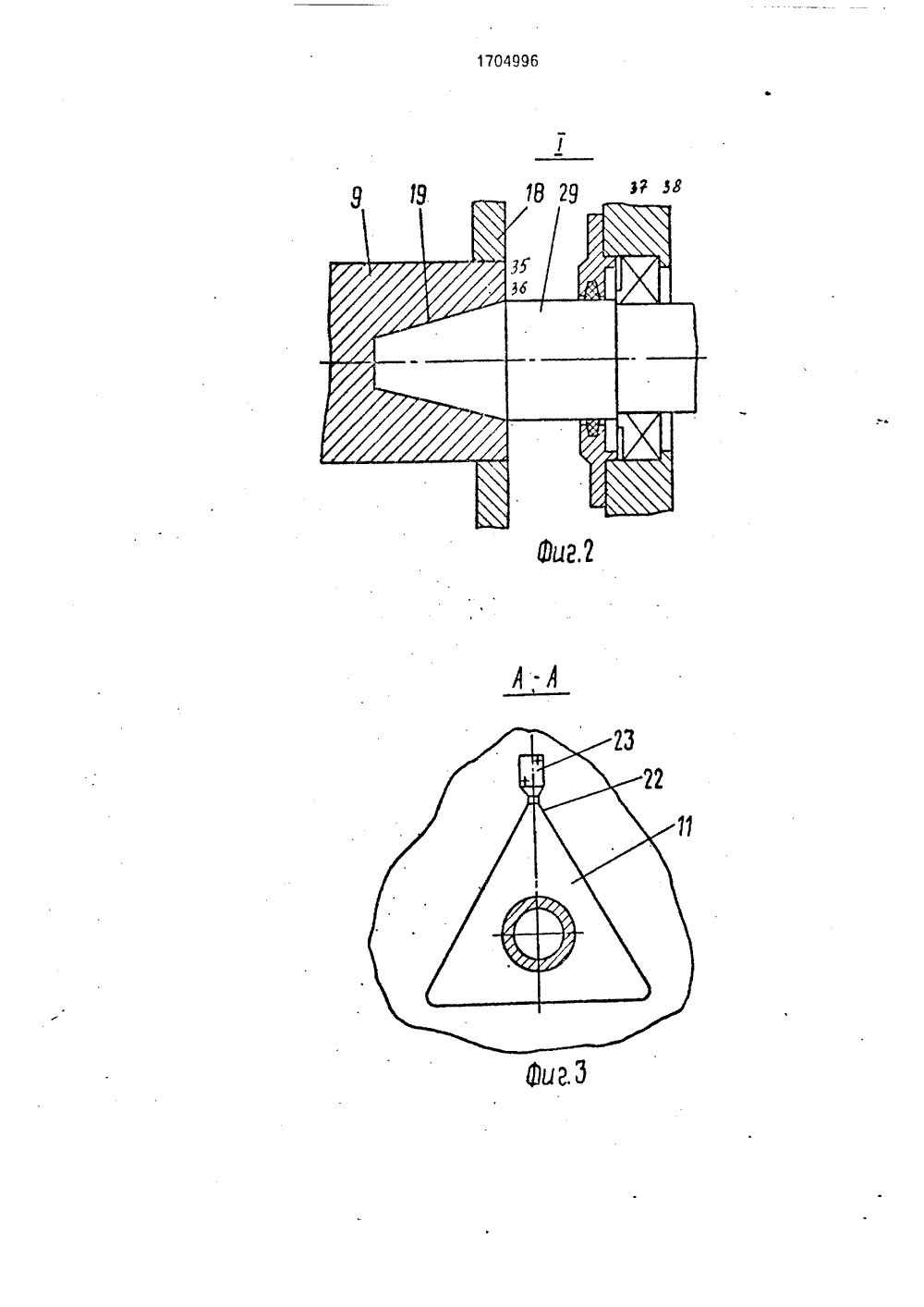
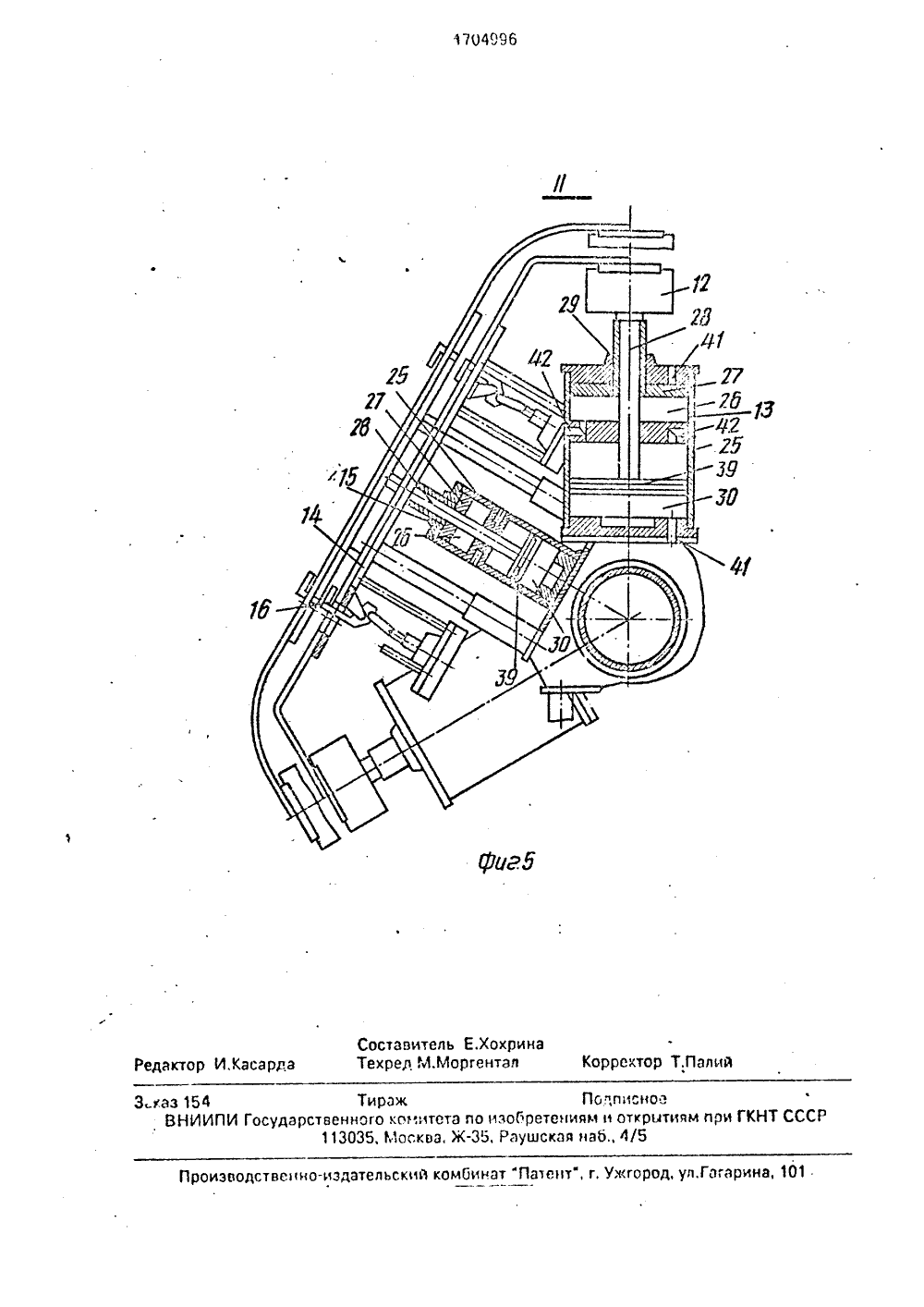
(71) Хмельницкое производственное обьединениа "Укрзлектроаппарат"(56) Авторское свидетельство СССРМ 574296, кл. В 23 К 37/04, 1976.(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИОБЕЧАЕК ИЗ СЕГМЕНТОВ(57) Изобретение относится к сварке, в чтнссти к устройствам для сборки и сваобечайки из сегментов, Цель изобретениповышение точности сборки. Устройство содержит ссновани 1, в направляющих корого перемещается тележка 4. На стойкаи 3 основания подвижно размещены ижимная балка 6 и вал 9, На прижимной бко смонтирована установка 8. На вал размещены пневмогидравлическая подводящая муфта, делительный диск, подкладные 12 и формообразующие 14 балки и планшайба. Для обеспечения сборки и сварки обечаек двух типоразмеров цилиндры 13 и 15, на которых установлены соответственно подкладные 12 и формообразующие 14 балки, выполнены двухкамерными. Взаимная фиксация прижимной 6 и подкладных 12 балок в положениях сварки осуществлена путем взаимодействия упоров делительного диска, жестко посаженного на валу 9, с конечным выкгночателем мгновенного действия, Фиксация сегментов обечайки осуществлена пневмоприжимами 16, Сьем сваренной обечайки осуществлен с помощью тележки с подьемной платформой, Благодаря такой конструкции повышается производительность и точность работы устройства, 5 ил. асрки Я. -тох 2 ри- алу 9 ГОСУДАРСТВЕННЬ 6 Й КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКЮ СССР ОПИСАНИЕ КЗО К АВТОРСКОМУ СВИДЕТЕЛЬСТ 1704996 А 1Иэобрстсги 1 с г.оснтся к гоар;. с, в частности к устройствам для сбархц и сварки обе гайки из ссгглситооЦель изобретс ля - повышение точности сборки.13 а фцг. 1 показано устройство. общий вид; на фиг. 2 - уэ.лна фиг. 1; иа фиг. 3 - разрез А-А на фцг. 1: на фцг, 4 - разрез Ь-Б на фцг. 1; на фиг. 5 - уэслна фиг. 4,Устройство дл-. сборки и сварки обсчаек из ссгглечтоэ со,.;ар:кит осноьание 1 с устаноолеииыгли на нем стойками 2 и 3 и тележкой 4. На стойках 2 шарни;. Но при помощи цилц дров 5 закреплена прижимная балка 6, на кронштейнах 7 которой расположена сварочная уста сока О. В подшипниках стОЙки 3 установлен полый оэл 9, иа одном конце которого пэсажена пневмогидравлическая подводяи,ая иуФта 10. а на другогл размещены делтельный диск 11, три подкладные балки 12 на силооых цилиндрах 13, шесть балок формообразования,обечайки 14 иа силовых цилиндрах 15 с прижимами 16 для зажима сегментов, ооэдухораспределители 17 и плэншайба 18. Со стороны план- шайбы оал 9 имеет конусное отверстие 19. Вал 9 соединен с электромеханическим приво,",ом 20 через открытую зубчатую передачу 21, размещенную внутри стойки 3.Делительный диск 11 имеет форму многоугольной пластинь, у которой количество углов(упоров) 22 зао 11 сит от количества продольных сварных швов обечайки(в примере 3 шва). Точная фиксация прижимной балки 6 со сварочной установкой 8 и подкладных балок с установленными на них сегментами обе гйки происходит за счет озаглодействия упора 22 делцтсльного диска 11 с конечным оыключатслегл 23 мгновенного действия, устаноолснныгл на кронштейне 24 стойки 3 и обеспсчивэгощиг 1 отключение приоода 20 вращения вала 9. При этом подкладные балки 12 располагаготся под прижимиыгли балкаглл б, а стьк обечайкц, проходя.ций по центру формирующей канавки на подкладной балке 12, находится точно под сварочной головкой,Силовые цилиндры 13 и 15 выполнены для обеспечения сборки и сварки обечэек двух типоразмеров. Диаметры силовых цилиндроо 13 и 5 подобраны таким образом,чтобьг разность цх усилий равнялась нсобхо,мому усилия поджатия соаривэсмь"с к мок обечайки К:рпус 25 каждого цилиндр, 13 и 15 осг.агцен дополнцтсльной камсро.; 26 с поршне 27. Шток 28 каждого цилиндра 13 и 15 оснагцен дсполнтельным штоком 29, уста овлснггыгл концентричио основному штоку 28 и закрепленным иа поршне 27 дополжтспной кэм;ры 26.балке 12 и фиксируют пнеоглоприжимами 40 16. Затем вал 9 поворачивают на 120 О.При этом точная остановка вала через 120 осуществлена взаимодейстоием упороо 22 делительного диска 11 с конечным выклочателсм 23 мгновенного действия, 45 Проводят аналогичные операции с вторымсегментом. С помощьго прижимной балки 6 кромки сегментов обечайки прижимают к.здиой балке 12 ц ходом сварочно головки установки 8 осущестоляют сварку, 50 После выполненя первого шоа прижимную балку 6 подимают, оал 9 поворачивают на 120 ц провводят опсраццц по установке и фиксации третьего сегмента.Прижимают кромки прижимной балкой б к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и 38 мгновенного действия, озаимодсйстоующихсоответственно с иэделием и планшайбой 18. Позицией 39 обозначен поршень основной камеры 30 силооых цилиндров 13и 15. Зажиглы для сегментов оснащены силооыми цилиндрами 40.Кроме того, каждая камера 30 и 26 оснащена каналом 41 для подвода рабочей среды и каналом 42 для соединения с атмосфоройУстройство работает следующим образом.В исходном положении подкладные балки 12 и балки 14 формообразования установлены цилиндрами 13 и 15 на нужный типоразмер обсчайки. Прижимная балка 6цилиндрами 5 отведена о крайнее верхнее положение. Конический вращающийся центр 36 тележки 4 взаимодействует с конусным отоерсгием 19 вала 9, а платформа 32 опущена в крайнее нижнее положение.Сегмент обечайки укладывают на подкладную балку 12 и балку 14 формообразования, сооглсщают его кромки с центром формирующейканэоки на подкладнойлежки 4 до соп-иосновения со сваренной сбечайко , освобождают пневмоприжимы 16, подо.а;,ныл 12 и формо;бразующие 14 балки отг,едят к валу 9 и включением привода 31 тележкой снимают обечайку со сборочно-ссэпо:ного устройства.При необходимости приварки дна и флаца с 5 ечайки фланец предварительно надевают на вал 9. После выполнения третьего шва приглядом ЗЗ оводят тележку 4 с опорой 34 от вала 9, дно прикладываюг к планшай",а 8, сркентируп его положение с помощью конструктивных элементов дна и базовых отвороти;1 в планшайбе 18, и прижимают вращаю 1 цимся центром 36 опоры вала 9, и:.:редвинув тележку 4 в исходное положение. Вращая вал 9, производят прихватку дна и фланца,В случае, если количество швов больше трех, в -.ройство вьодят соответствующее количество поркладных 12 и формообразующих 14 балок и сварку последующих швов производят аналогичным образом.Дзижением поршня 2с дополнительныл штоком 29 дополнительной каплеры 26 устройство настраивается на малый размер сбечайкп. Движением штока 28 камеры ЗО , стройство настраивается на большой размер обечайки. балки 12 и 14 крепятся шарнирно со штоком соответствующего силового цилиндра.Особенностью силовых цилиндров 13 и 15 является то, что дополнительная камеоа 26 за счет имеющегося в ней канала 42 постоянно связана с окружающей средой, а подвод рабочей среды (сжатого воздуха) в каждую камеру 26 и 30 силовых цилиндров 13 и 15 выполнен иэ расчета, что выдвижение штоков осуществляется подачей рабочей среды под соответствующий поршень кал 1 ер 26 и 30 силовых цилиндров 13 и 15, а возврат штоков - подачей рабочей среды на поршень 27 камеры 26 сверху. Использование двухкамерных цилиндров для закрепления балок на валу позволяетт леханиэировать работы по переналадке устройства на типоразмер обечайки, Приме нение делительного диска позволяет устранить работы по взаимной фиксации прижимной и подкладных балок, а леханизация фиксации сегментов сокращает время. затоачиваемое на их установку. Таким 10 образом, использование изобретения поэволяе повысить производительность и точность работы устройства. Формула изобретения 15 Устройство для сборки и сварки обечаекиз сегментов, содержащее смонтированные на станине тележку, прижимную балку с приводом ее перемещения, приводной вал с подкладными и формообразующими бал ками и приводами перемещения балок, сварочную головку, зажим сеплентов, фиксатор положения вала с подкладными и формообразующими балками, о т л и ч а ю щ е е с я тем, что, с целью повышения точности сбор ки, привод перемещения каждой из балоквыполнен в виде силового цилиндра, корпус которого закреплен на приводном валу и оснащен дополнительной камерой с поршнем, шток силового цилиндра оснащен до полнительным штоком, выполненнымполым, установленным концентрично основному штоку, и закреплен на поршне дополнительной камеры, при этом каждая камер: силового цилиндра оснащена кана лом для подвода рабочей среды и каналомдля соединения с атмосферой, зажимы сегментов оснащены силовь:ми цилиндрами, а фиксатор положения вала с балками выполнен в виде закрепленного на валу делитель ного диска и установленного на станине своэможностью взаимодействия с делительным диском конечного выключателя привода вала.1704996 Составитель Е.ХохринаРедактор И.Касарда Техред М.Моргентал Корректор Т.Палий иэводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101 каз 154 Тираж Пог,писное ВНИИПИ Государственного комитета по изобретениям и открытиям 113035, Москва, Ж, Раушскад нао., 4/5
СмотретьЗаявка
4322842, 30.10.1987
ХМЕЛЬНИЦКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "УКРЭЛЕКТРОАППАРАТ"
ФРАНЧУК АНАТОЛИЙ МИХАЙЛОВИЧ, ПАУКОВ ВАЛЕРИЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
Опубликовано: 15.01.1992
Код ссылки
<a href="https://patents.su/6-1704996-ustrojjstvo-dlya-sborki-i-svarki-obechaek-iz-segmentov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для сборки и сварки обечаек из сегментов</a>
Способ сборки валов с подшипниковыми опорами

Номер патента: 1328134
Опубликовано: 07.08.1987
Авторы: Дубровин, Петров, Шляховский
МПК: B23P 11/00, F16C 43/00
Метки: валов, опорами, подшипниковыми, сборки
...в сборе с наружными обоймами подшипников; на фиг. 3 - центратор; на фиг. 4разрез А- - А на фиг.Способ осусцествляют следующим образом,На концы эксцентрикового коренного вала 1 устанавливают внутренние обоймы 2 подшипника. В опоры 3 корпуса 4 помещают центраторы 5, каждый из которых выполнен в виде ряда роликов свободно установленных на осях 7. Оси 7 шарнирно свя. заны между собой посредством звеньев 8. Для извлечения центраторов из зоны сборки предназначены гибкие тяги 9. Центраторы вводят в опоры корпуса через прорези 10.Затем через прорези корпуса тельфером опускают вал 1 в сборе с внутренними обоймами подшипника и устанавливают его на центраторы, после чего осуществляют насаживание стаканов 11 в сборе с наружными обоймами 12...
Приспособление для сборки сварных балок больших размеров

Номер патента: 97062
Опубликовано: 01.01.1954
Автор: Костюхин
МПК: B23K 33/00, B23K 37/04, B23P 19/00, B25H 1/08
Метки: балок, больших, размеров, сборки, сварных
...4 находятся Вертикя;(ы(ыс Вицты 14, ця тСРЦЫ КОТОРЫХ ОПИРс)отСЯ ГОРИЗОЦГЗЛЪН 1 Е ЛИСТЫ ОЯЛ(И.ВО ИЗбЕЖЗНИС ПодЬЕМс ПорТЗЛЬ- юй телекки 1) при вкгпочении вертп(а;ье 1 ых прижимов в пикнеЙ чясти ног портальпой тележки установлены крючки 1 б), которые заходят цод полки продольных балок рамы 1 приспособления. КрОчки 1 б цаходяГ- СЯ В ПОСТОЯНОМ ЗЗПЕЦ,(ЦИИ С ЦОГ(- КсЯМИ Ос 1 ЛОК И , СТЯНОВЛСПЫ С ЦС- больп(им зазором для сВООО;0 Я) и.- ремсщения тележки вдо, ь бягюк приспособления.Для того, чтобы горизонтальыс листы прижимались к вертикальнолисту Оялки под прямым углох(, на концах штоков поршней горизон- ТЯЛЫЫХ.ПРИКИ(ОВИ 9 УСтсц(ОВЛС- цы опорные 1(питы 1 б, плоскости которых строго псрпен,(икулярпы к вертикальному листу.Управ:(ение портальноЙ...
Устройство для сборки обечаек под сварку продольного шва

Номер патента: 1542754
Опубликовано: 15.02.1990
Авторы: Михайлов, Сергацкий, Чаюн, Шангин
МПК: B23K 37/04
Метки: обечаек, продольного, сборки, сварку, шва
...2 размещены прижимы 17-20 и двепары датчиков 21-24 голожения стыка,установленные на штоках электромагнитов (не показаны).Кромки обечайки обозначены позициями 25 и 26.Устройство,цля сборки обечайкипод сварку продольного шва работаетследующим образом. Заготовку обечайки надевают на ложемент 2 с торца так, что ролики 9 и 10 оказываются внутри заготовки. При этом рычаги 7 и 15 отведены от ложемента 2, прижимы 17-20 подняты, а датчики 21-24 с помощью электромагнитов отведены от оси ложемента 2.После установки заготовки обечайки включают привод 12, который перемещает ролик 10 до соприкосновения рычага 11 винтом 13. При этом ролики 9 и 10 разводятся на величину, необходимую для создания технологического зазора, величина Б которого регулируется...
Установка для сборки и сварки вала с цапфами

Номер патента: 1031708
Опубликовано: 30.07.1983
Автор: Лелеко
МПК: B23K 37/04
Метки: вала, сборки, сварки, цапфами
...выполнена с отверстиями для шариков, а другая - с гнездами для шариков, и установленной на оси муфты со стороны расположения полумуфты с отвер стиями поДпружиненной прижимной втулки со ступенчатой торцевой поверхностью для шариков муфты.: 1На фиг, 1 изображена установка, общий вид; на фиг,2 - узел 1 на фиг, 1;на фиг.3 - вид А на фиг.2; на фиг,4 сечение Б-Б яа фиг.3.Установка содержит основание 1, накотором смонтированы механизм продольного перемещения зажимов 2 и 3для цапф не показан), привод 4 ихвращения, элементы 5 для вала и цапф,механизм 6 поворота цапф отйосительновала,Механизм 6 поворота выполнен в виде силового цилиндра 7, закрепленногона основании 1 с возможностью перемещения вдоль оси зажимов 2 и 3, шариковой муфты, которая...
Автомат для сборки и многоточечной сварки теплообменников xojюдильhыx агрегатов

Номер патента: 197835
Опубликовано: 01.01.1967
Автор: Сталбов
МПК: B23K 11/10, B23K 37/04
Метки: xojюдильhыx, автомат, агрегатов, многоточечной, сборки, сварки, теплообменников
...траверсы 9 и 8 с размещенными на них штырями 14 и 15 с электрододержателями 30, Параллельно с траверсами расположены валы Л и 32 с укрепленными на них кулачками 33 и ведомыми дисками 34 мальтийского механизма, служащими для привода траверс.Подача змеевика теплообменнпка 11 вниз по вертикали осуществляется следующим образом. Армированные фиксаторы 35 устанавливают змеевик на ролики 36, вмонтированные между балками 37, и сверху его поддерживают балки 38. Последние балками 37 и двумя осями 39 прикреплены к зубчатой рейке 40, образуя каретку, которая передвигает. ся на роликах 41 по вертикальным шлицам н апр а вля ющих 42.Зубчатая рейка 40 имеет сцепление с укрепленной на валу 43 шестерней 44, На дру. гом конце этого вала укреплен...
Предыдущий патент: Кольцевой кантователь
Следующий патент: Способ сборки и калибровки обечаек
Случайный патент: Преобразователь частоты в напряжение