Архив за 1981 год
Автоматическая линия

Номер патента: 831541
Опубликовано: 23.05.1981
Авторы: Бернштейн, Василевский
МПК: B23Q 41/02
Метки: автоматическая, линия
...так как согласно технологическому процессу продолжи 1 4тельность этой операции существенно больше, чем длительность обработки деталей(машинное время) на станках 1 4. Междуучастками станков с меньшей длительностью обработки (станки 1-4) и участкомстанков с большей длительностью обработьки (станки 5 и 6) расположены промежуточные (нерабочие) позиции, Возвратприспособлений-спутников 7 на загрузочную позицию осуществляется с помощьюпоперечных транспортеров 14 и 15 и возвратного транспортера 16, Линия имеетпозиции для загрузки заготовок в приспособления-спутники 7 и выгрузки обработанных деталей.Поворотное сочленение штанг осуществляется посредством втулки 17, к торцамвнутреннего бурта которой прилегают два .упорных подшипника 18....
Автоматическая линия

Номер патента: 831542
Опубликовано: 23.05.1981
Авторы: Воробей, Колоцей, Сидорко
МПК: B23Q 41/02
Метки: автоматическая, линия
...ролика 22 с пазом 16и изменения положения оси ролика 22 относительно оси штанги 20 устройства 10,Формула изобретения Автоматическая линия для механичес кой обработки деталей, содержащая установленные в технологической последовательности обрабатывающие станки и транспортно - загрузочные устройства в видеповоротных вокруг вертикальной оси Г образных стоек с захватами на консолях, отличающаяся тем, что,с целью расширения технологических возможностей, консоли Г-образных стоек выполнены в виде шарнирно связанных, ло- мающихся в горизонтальной плоскости рычагов и снабжены механизмом поворотазахвата, выполненным в видд закрепленной над консолями копирной линейки и кинематически связанного с захватом рыча га с роликом на свободном...
Автоматическая линия бесспутниковоготипа для механической обработки деталейтипа kaptepob ведущих мостовавтомобилей

Номер патента: 831543
Опубликовано: 23.05.1981
Авторы: Узилевский, Шафрановский
МПК: B23Q 41/02
Метки: kaptepob, автоматическая, бесспутниковоготипа, ведущих, деталейтипа, линия, механической, мостовавтомобилей
...опорам 9 и к подвижным опорам 10, которые за счет поворота коромысла 11 устанавливаются по поверхности заготовки 2.После поджима заготовки к опорам 9 и а 10 гидроцилиндр 16 через траверсу 15,10 вал 14 и рычаг 13 приводит в действие ж захваты 12, которые центрируют и зажимают заготовку 2 по концам. Далее привод 19 с гидроцилиндром 20 через серьгу 18 и рычаг 17 прижимают заготовку15 к опорам 9 и 10 окончательно. Силовыеголовки 21 вступают в работу, а штанги ен без заготовок 2 возвращаются в исходы ное положение. После обработки заготовные ки разжимаются, опускаются на штанги 1О и цикл автоматической линии повторяется. На фиг. 1 изображена предлагаемая автоматическая линия, поперечный раэре на фиг. 2 - приспособление-портал, вид сверху;...
Способ изготовления оптическихдеталей из металлов и сплавов

Номер патента: 831544
Опубликовано: 23.05.1981
Авторы: Дедюхин, Елистратов, Матвеева, Пономарев
МПК: B24B 1/00
Метки: металлов, оптическихдеталей, сплавов
...или листа металла (например, сплава 32 НКД ГОСТ 14082-68) вырезают заготовку и обтачивают на токарном станке согласно требованиям чертежа с припуском на дальнейшую обработку. Полученную заготовку .закаливают путем нагрева до 850-870 С и охлаждают на воздухе, Далее производят направленное ИК-облучение поверхности заготовки в камере ИК-нагрева при температуре 300-320 С в течение 0,5-1,0 ч, Излучателями служат кварцево-йодные лампы типа КИ-1000, При этом заготовку располагают в камере ИК-нагрева на рас 3 831544 а,стоянии 250-300 мм от нзлучателей та- ботки за счет сокращения времени, идущекым образом,что облучение осуществля- го на термообработку.ется перпендикулярно плоскости обработк, Плотность потока ИК-лучей и температуру в камере...
Способ шлифования

Номер патента: 831545
Опубликовано: 23.05.1981
Автор: Пестунов
МПК: B24B 1/00
Метки: шлифования
...4 на шлифовальнойбабке под воздействием составляющейР силы резания деформируется, зазор а выбирается и каретка 4 спирается на жесткий упор 5. Происходитчерновое шлифование обрабатываемойповерхности детали 1,После снятия слоя металла на глубину чернового вреэания шлифовального круга составляющая РХ силы резания уменьшается. Упругая система установки каретки 4 на шлифовальнойбабке переводит каретку в переднеефиксированное положение, определяемое жестким упором 6. В результатекаретка 4 перемещается в горизонтальном положении на величину а,Шлифовальный круг врезается в заготовку на глубину чистового прохода, которая меньше глубины чернового прохода.После выдержки каретки на упореб процесс обработки заканчиваетсяи шлифовальная бабка 2...
Способ затылования червячных фрез

Номер патента: 831546
Опубликовано: 23.05.1981
МПК: B24B 3/00
Метки: затылования, фрез, червячных
...уменьшения длинымежосевого перпендикуляра;20 с(,х - угол отклонения угла производящего контура червячнойфрезы.На фиг.1 показан профиль производящего контура зуба новой червячной25 фрезы и переточенной; на фиг.2схема затылования.Заготовку червячной фрезы 1. и шлифовальный круг .2 вращают и перемещают относительно другдруга параллельно оси заготовки в направлении стрелки а. Вращение. детали согласовывают с перемещением, параллельным ее оси, шлифовальиому кругу 2 задают затыло,вочное движение, состоящее из радиального перемещения по стрелке б и поворота на угол В,по стрелке г относительно оси, параллельной осизарезы и отстоящей от.ее наружного диаметра на расстоянии Ь, Движения шлифовального круга 2 в направлениях, обозначенных...
Способ двухцилиндрической заточки сверла

Номер патента: 831547
Опубликовано: 23.05.1981
Автор: Фигурин
МПК: B24B 3/24
Метки: двухцилиндрической, заточки, сверла
...А на Фиг.1; на фиг.3 - образование перво . цилиндрической поверхности, на фиг.4 - образование поверхности вращения (или малоразмерных цйлиндрических поверхностей) и второй ци" линдрической поверхности, затылующей зубья сверла.Заточку производят двумя шлиф ными кругами 1, оси 2 которых па лельны и отстоят друг от друга на расстоянии 21 Ось сверла 3 перпендикулярна плоскости, проходящей через оси кругов 1. Сверло 3 устанавливают относительно своей оси таким образом, чтобы выдерживался уст новочный угол Чф между проекциями на торцовую плоскость сверла главной режущей кромки и осевой плоскостью сйерла, параллельной осям 2 кругов 1, В процессе заточки шлиФовальные круги 1 вращаются вокруг своих осей 2, а сверлу 3...
Способ фасонной заточки сверла

Номер патента: 831548
Опубликовано: 23.05.1981
Автор: Фигурин
МПК: B24B 3/24
Метки: заточки, сверла, фасонной
...распределение углов резаниявдоль нее, определяется законом, покоторому происходит перемещение шлифовальных кругов,На фиг.1 показана схема заточкисверла при формировании первой цилиндрической поверхности; на фиг2то же, прн Формировании второй цилиндрической поверхности; на фиг.3 -вид заточки при непрерывном изменении расстояния между кругами.Заточку производят двумя щлифовальными кругами 1, оси которых параллель-. ны и отстоят друг от друга на расчетном расстоянии 2 Ь. Ось 2 сверла 3 перпендикулярна плоскости, проходящей через оси кругов 1.Сверло 3 устанавливают относительно своей оси ,2 таким образом, что выдерживается установочный угол Ч между проекциями на торцовую плоскость сверла 3 главной режущей кромки и осевой плоскостью сверла...
Устройство для базирования изделийпри шлифовании

Номер патента: 831549
Опубликовано: 23.05.1981
Авторы: Коротков, Мавромати, Обрядин, Полянский, Шакиров
МПК: B24B 5/00
Метки: базирования, изделийпри, шлифовании
...повышению точности обрабатываемой поверхности и уменьшению времени цикла шлиФования.На фиг.1 изображено предлагустройство; на Фиг.2 - скоба,спереди); на фиг. - то же, видУстройство включает вращающуюсяторцовузю опору 1, жесткую опору 2,упругий башмак 3, выполненный в видеГ-образной скобы, включающий регулируемый фиксатор 4 и датчик 5 с пневматическим соплом для измерения перемещений упругой части. Датчик 5 смещен относительно оси приложения усилия ЯА на величину а. Регулированиезазора А перед датчиком 5 и упругойчастью опоры производится гайками 6и 7. Датчик 5 подсоединен к измерительному прибору (на чертеже не показав)Устройство работает следующимобразом.После установки изделия 8 нажесткую опору 2 и упругий башмак 3,бабка...
Бесцентровый круглошлифовалныйстанок

Номер патента: 831550
Опубликовано: 23.05.1981
Автор: Шамес
МПК: B24B 5/18
Метки: бесцентровый, круглошлифовалныйстанок
...в виде одного враща-ющегося валка с двумя горизонтальныминаправляющими планками 1).Цель изобретения - повышение производительности.Указанная цель достигается тем,что узел шлифовального круга установлен с возможностью поворота его в,вертикальной плоскости, а горизонталь-ные направляющие планки размещеныпод углом к продольной.оси валка.На Фиг.1-3 схематически изображенпредлагаемый станок,Бесцентровый круглошлифовальнЫйстанок содержит шпиндельный узел,представляющий собой цилиндрическуюоправку 1, смонтированную на двухсторонней опоре 2 в двух радиально-упорных шарикоподшипниках. В свою очеэелривоме(е Иа ордена Трудового Красного .:Знамениный институт имЛ.Н,Туполева :, .831550 формула изобретения фи НИИПИ Заказ 3464 Т 15 Подписное лиал ППП...
Устройство для бесцентровой обра-ботки деталей

Номер патента: 831551
Опубликовано: 23.05.1981
Авторы: Андриенков, Бойков, Лупин
МПК: B24B 5/18
Метки: бесцентровой, обра-ботки
...18 головки 15 и подпятником 25 р 5 основной каретки 12 установлена игла 26, заточенная с обоих концов. Игла 26 и головка 15 в совокупности образуют оправку, обеспечивающую прижатие детали 13 к торцу шпинделя. На основании б установлены также регулируемый винтовой упор 27 и регулировочный винт 28, между последним и основной кареткой 12 установлена пружина 29 сжатия, которая слабее пружины 23. Ось подпятника 25 расположена относительно оси детали 13 и головки 15 со смещением 30 в противоположную от радиальных опор сторону. Между концом винта 27 и основной кареткой 12 предусмотрен зазор 31, превышающий высо ту выступа 16.Устройство работает следующимобразом.Деталь 13 прижимается головкой15 к торцу шпинделя 2 и приводится 45им во...
Бесцентровошлифовальный станок

Номер патента: 831552
Опубликовано: 23.05.1981
Авторы: Жилинский, Капанец, Кулешов, Тилигузов
МПК: B24B 5/18
Метки: бесцентровошлифовальный, станок
...изобретения ВНИИПИ Заказ 34 б 4/ Тираж 915 Подписное ПП "Патент",д, ул,Проектн Филиа г. Ужг 4 На чертеже показана принципиальная схема предлагаемого станка,В станке к гидроцилиндру 1, сое.диняющему бабки 2 и 3, подсоединенследящий золотник 4, рабочий орган5 которого соединен с выходом блока6 управления, Вход следящего золот 5ника 4 подключен к штоковой полостигидроцилиндра 1, а выход - к сливноймагистрали 7, Блок .б управления, входкоторого соединен с выходом блока 8;равнения, преобразует электрическийсигнал в линейное перемещение рабо-,чего органа 5 следящего золотникаБлок 8 сравнения первым входом подклю,чен к выходу датчика 9 нагрузки, установленному на штоке 10 гидропилнндра 1, а вторым входом - к выходу задатчика 11 допустимых...
Устройство для зачистки внутрен-ней цилиндрической поверхности из-делий

Номер патента: 831553
Опубликовано: 23.05.1981
МПК: B24B 5/40
Метки: внутрен-ней, зачистки, из-делий, поверхности, цилиндрической
...7 и реверсивного привода 8(фиг.б) .Рабочая головка имеет шпиндельный узел 9 с абразивным кругом10,приводимым во вращение от электродвигателя 11 через клиноременнуюпередачу 12 (фиг.7) .Радиально-вертикальное перемещениеи упругое поджатке абразивного кругак обрабатываемой поверхности осуществляется от пневмопривода 13, корпускоторого размещен в гильзе 14, закрепленной на конце консольной штанги 4. На конце штока 15 пневмоцилиндра смонтирован шпиндельный узел 9головки с копировально-следящим механиэмом 16. Копирно-следящий механизмразмещен в корпусе 17 шпиндельногоузла, внутри которого установлен подпружиненный посредством пружины 18башмак 19, на котором установлен накронштейне-упоре 20 воэдухораспределитель 21. Нри этом в...
Станок непрерывного действия

Номер патента: 831554
Опубликовано: 23.05.1981
МПК: B24B 7/04
Метки: действия, непрерывного, станок
...и ротораи К На фиг.1 показан станок непрерывного действия, общий вид; на фиг.2то же, вид в плане,На станине 1 станка установленстол 2 и инструментальный ротор 3На центральном валу 4 установленочервячное колесо 5, зацепляющееся счервячным валом б, приводимым отэлектродвигателя (не показан) С червячным валом б также зацепляется чер 1вячное колесо 7 привода вращениястола 2. На столе установлены рабочиеприспособления 8. На роторе закреплены инструментальные шпиндели 9.Для рациональной обработки изделий необходимо, чтобы скорости Чвращения стола 2 и Ч вращения ротора 3 отличались друг от друга на величину рабочей подачи 5 , определяемой иэ условий оптимального резания металлаЧс - =раб .Так как и= в ,Утсдтои -исьев(2)с и адг и - число...
Способ обработки деталей сложногопрофиля

Номер патента: 831555
Опубликовано: 23.05.1981
Авторы: Баламцарашвили, Карчава, Пачуашвили, Шелленберг, Якушев
МПК: B24B 7/28
Метки: сложногопрофиля
...20 и большой 21 абразивные инструменты. Малый абразивный инструмент 20 насажен на вал электродвигателя 22, смонтированного на коромысле 23 с упорным роликом 24, а большой абразивный инструмент 21 насажен на вал электродвигателя 25, смонтированного на коромысле 26 с регулиро-. вочным винтом 27, упирающимся в ролик 24, Коромысла 23 и 26 связаны пружиной 28 с регулировочным винтом 29 и коромысло 26 подпружинено пружинами 30 и 31 с регулировочными винтами 32 и 33 к станине.Способ осуществляют следующимобразом.Устанавливаются. требуемые зазоры между направляющими 2 .и 3,абразивными инструментами 14 и 16,а также между абразивными инструментами 20 и 21 с помощью винта 27 и пру.5жины 28; Затем устанавливают в требуемое исходное положение...
Способ притупления острых кромоккуликова h. a.

Номер патента: 831556
Опубликовано: 23.05.1981
Автор: Куликов
МПК: B24B 9/00
Метки: кромоккуликова, острых, притупления
...кромки с режущей поверхностью и пгрпенцикулярной осивращения, в сечении - окружность с центром в оси вращения зачищающего инструмента.Устройство, реализующее предлагаемыйспособ, содержит зачищающий инструмент1, установленный в подпружиненной вилке 352, закреплечной в корпусе 3, которыйможет быть прикреплен на станке или нацополнительном реэцецержателе станка,Устройство содержит также деталь 4, резец 5, режущие элементы 6 режущей поверхности зачищяющего инструмента 1.Притупление острых кромок и снятиезаусенца осуществляют следующим образом.Вариант 1. Притупление острых кромок 45и снятие заусенца на токарных и шлифовальных станкях,Поверхность детали 4 обтачивают резцом 5 и одновременно с образованиемострой кромки к ней подводится в...
Устройство для шлифования деталейкруглого сечения из древесины

Номер патента: 831557
Опубликовано: 23.05.1981
Авторы: Антонян, Баламцарашвили, Инасаридзе, Карчава, Шелленберг, Якушев
МПК: B24B 9/18
Метки: деталейкруглого, древесины, сечения, шлифования
...К ротору 18 шарнирно присоединены коромысла 23, прижимаемые пружинами 24 к ограничителям 25, Коромысла 23 несут на себе шлифовальные пневмоцилиндры 26, сидящие на валах электродвигателей 27. Для подвода тока в электродвигателям на шатуне 14 установлены кольца 28, а на роторе 18 - щетки 29.Каждый из пневматических шлифовальных цилиндров 26 снабжен парой копировальных валиков 30, установленных на осях 31. Оси с двух концов закреплены на планках 32, в которых выполнены пазы, с помощью которых оси с валиками имеют возможность перестановки и фиксации винтами ЗЗ с гайками 34 в пазах 35 рамки 36, жестко связанной с электродвигателем 27, а через него и коромыслом 23. 45 50 55 На предлагаемом устройстве могут обрабатываться коническая деталь...
Шлифовальный станок для обработкидеревянных угольников

Номер патента: 831558
Опубликовано: 23.05.1981
Автор: Вайчюнас
МПК: B24B 9/18
Метки: обработкидеревянных, станок, угольников, шлифовальный
...привода подачи имеется кноп-передвигается налево (по чертежу), рыка 52. На корпусе устройства 4 подачи чаг 41 поворачивается против часовой установлен кулачок 53, а на корпусе стан- стрелки, освобождая тягу 40 цля передка - концевой выключатель 54, служащие вижения конуса 38 под действием зажимдля включения обратного кода устройстваной втулки 39.4 подачи, После того, как оправка 26 с обрабаПодготовка стенка к работе состоит тываемыми угольниками 5 зажата в устиз двух этапов: пуска электродвигателя ройстве 4 подачи (фиг. 1), нажимается 2, приводящего во вращение шлифоваль- кнопка 52, замыкается электрическая ный цилиндр 1, и включения системы цепь левого электромагнита воздухораспрецелителя 12, Воздухорвспрецелитель12 переключается в...
Устройство для притирки сферическихдеталей

Номер патента: 831559
Опубликовано: 23.05.1981
Автор: Лемберг
МПК: B24B 11/00
Метки: притирки, сферическихдеталей
...к тыльной стороне кольцевой плоскости качающейся шайбы концентрично ее оси. Для более надежного контакта зубьев колес 14 и 15 между собой, качающаяся шайба 1 упруго поджата к кольцевой сферической поверхности основания 12 нажимной тарелкой 16, сопрягаемой с основанием 12, выпуклая поверхность которого выполнена сферической.Тарелка 16 надета ступицей на хвостовик 10 качающейся шайбы и поджата винтовой цилиндрической пружиной 17, надетой на ступицу и втулку 18, к сферической поверхности основания 12. Другим концом пружина 17 опирается на кольцевой бурт втулки 18, соединенной с хвостовиком 10 при помощи резьбы. Кромка качающейся шайбы 11 отбортована по периферии и соединена внахлестку с защитным кожухом 19, выполненным в виде усеченного...
Устройство для обработки шариков

Номер патента: 831560
Опубликовано: 23.05.1981
Авторы: Дисон, Исьянов, Квятковский, Стукалев, Фейгин, Хаги
МПК: B24B 11/02
Метки: шариков
...1/4 - 1/3 своего диаметра, заданный профиль и глубину концентрических канавок 10 абразивного круга 1 в процессе шлифования шариков 11 поддерживают неизменной путем непрерывной или периодической правки. При этом профиль концентричных канавок абразивного круга в радиальном сечении образуют вогнутыми кривыми, например дугами окружности с радиусом г, большим радиуса обрабатываемого шарика 11 г, и меньшим наружного радиуса К внутренней концентрической канавки 10 абразивного круга 1г,+ Ьг(й - Ь Нижний предел ограничен дугой, большей радиуса шарика, что обеспечивает контакт шарика с каждой дугой в одной точке. Верхний предел ограничен дугой, меньшей наружного радиуса внутренней концентрической канавкй, что позволяет выполнить радиус ролика,...
Способ управления процессом доводкишариков
Номер патента: 831561
Опубликовано: 23.05.1981
Авторы: Есьман, Киселев, Минченя
МПК: B24B 11/02
Метки: доводкишариков, процессом
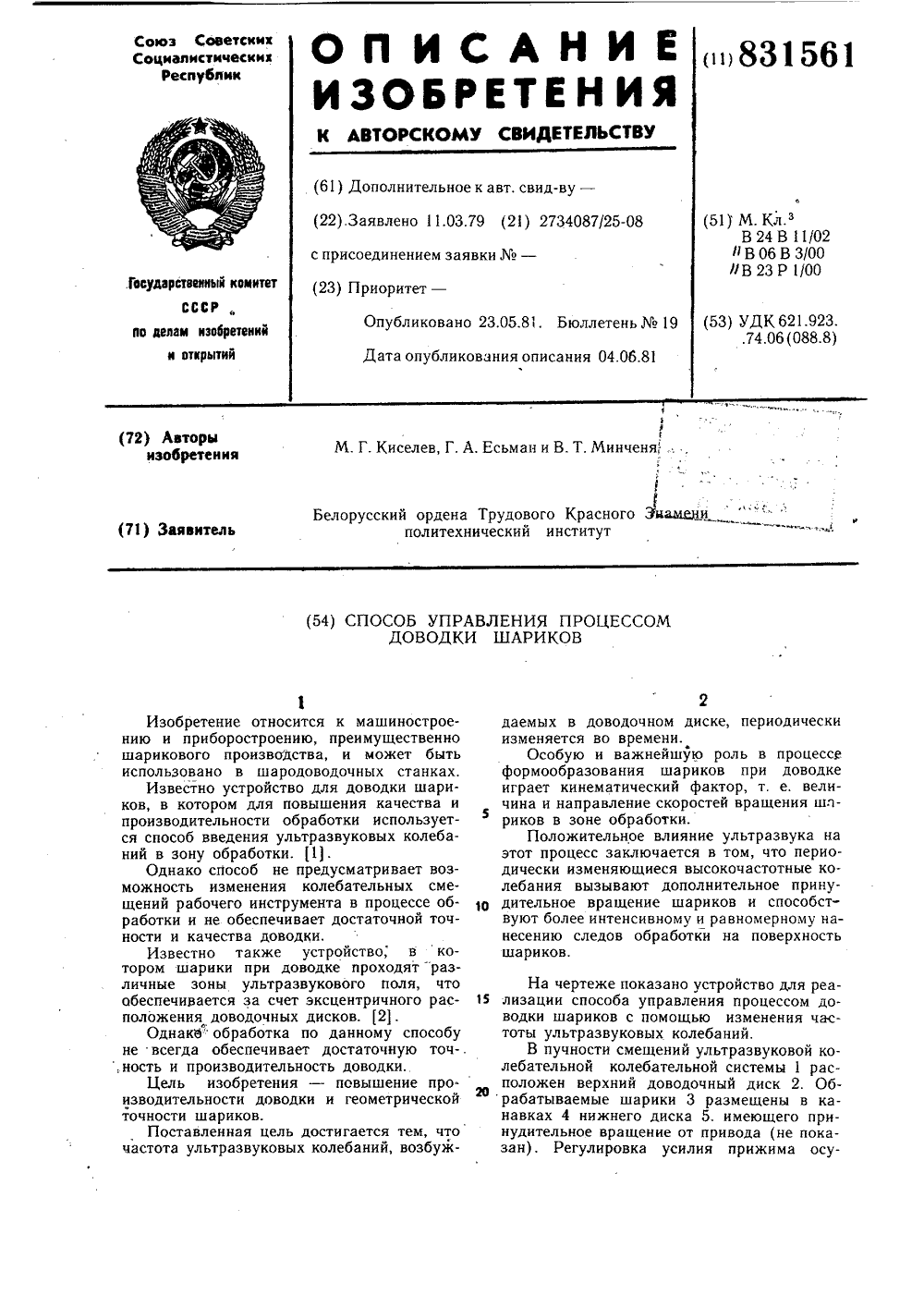
...колебания вызывают дополнительное принуто дительное вращение шариков и способствуют более интенсивному и равномерному нанесению следов обработки на поверхность шариков. На чертеже показано устройство для реа лизации способа управления процессом доводки шариков с помощью изменения частоты ультразвуковых колебаний.В пучности смещений ультразвуковой колебательной колебательной системы 1 расположен верхний доводочный диск 2. Об рабатываемые шарики 3 размещены в канавках 4 нижнего диска 5. имеющего принудительное вращение от привода (не показан) . Регулировка усилия прижима осу 83156 ществляется изменением статического давления Рет,При изменении частоты ультразвуковыхколебаний в акустической системе 1 меняется распределение...
Устройство для асферизации оптическихдеталей

Номер патента: 831562
Опубликовано: 23.05.1981
Авторы: Крыжановская, Крыжановский, Машехин
МПК: B24B 13/00
Метки: асферизации, оптическихдеталей
...23 для выбора осевогозазора в подшипнике 21 качения. Ось 18заключена в стакан 24, опирающийся наповерхность двух плоских клиньев 25 и 26под действием пружины 27. Клин с однойстороны упирается в пружину 28, а с другой - в следящий элемент 16. Клин 26связан с винтом подачи и пружиной 29.Устройство собрано в корпусе 30,Следящий элемент 16 прижимается ккопиру 13 и зазор между ними выбираетсявинтом 15 в процессе настройки, На оси 18укреплен алмазный инструмент 11,Устройство работает следующим образом,Деталь 3 ставится на приспособление 2и с помощью установочных винтов 5 ее осьвращения совмещается с осями 12 вращения устройства и шпинделя 1 станка.Сверху устанавливается сферический элемент 6 с инструментальной головкой 10.На ось 12...
Устройство для доводки плоских по-верхностей деталей клиновых задвижек

Номер патента: 831563
Опубликовано: 23.05.1981
Авторы: Куликов, Резбаев, Романчук
МПК: B24B 15/02
Метки: доводки, задвижек, клиновых, плоских, по-верхностей
...свечей 20 с кронштейнами 21, жестко связанными со стойкой, 15и зажимного приспособления 22 для жесткого креплечия в нем обрабатываемой детали 23, например корпуса клиновой задвижки,Устройство для подводки плоских закрытых кольцевых поверхностей работает следующим образом.В качестве привода используется шпиндель, например вертикально-сверлильногоили радиально-сверлильного станка, чтодает возможность выбирать оптимальныережимы резания в зависимости от диаметраусловного прохода обрабатываемых клиновых задвижек.Корпус 1 редуктора, соединенный посредством хвостовика приводного вала 3 ичеки 24 со шпинделем сверлильного станка, ЗОперемещаются вниз по направляющим свечам 20 до ех пор, пока конусная частьшпинделя 13 не войдет в...
Устройство для притирки клапанов

Номер патента: 831564
Опубликовано: 23.05.1981
МПК: B24B 15/08
...устройства.Устройство для притирки клапанов работает следующим образом.Шпиндель 1 заводится в часть приводного инструмента 33, обладающую возможностью вращательного движения, например в патрон сверлильного станка. Захватом 32 устройство закрепляется на невращающемся основании приводного инструмента 33. Затем устройство вместе с приводным инструментом 33 опускается до соприкосновения притира 19 с клапаном. В таком положении устройство закрепляется, При пуске шпиндель 1 приводится во вращение во втулке 4, запрессованной в корпусе 5. Вместе со шпинделем 1 врашается соединенный с ним кривошипный фланец 2, а закрепленный на последнем палец 3 совершает круговое движение и, передвигаясь в пазу 13 поводка 12, вызывает возвратно-поступательное...
Станок для шлифования профиля пералопатки

Номер патента: 831565
Опубликовано: 23.05.1981
МПК: B24B 19/14
Метки: пералопатки, профиля, станок, шлифования
...установлены на основании 1 с возможностью поворота относительно вертикальной оси, соединены между собой тягой 14 и несут люльки 15 и 16, имеющие возможность поворота относительно горизонтальной оси и связанные между собой тягой 17. На люльках 15 и 16 установлены копир 18 и обрабатываемая деталь (лопатка) 19. Кроме того, люльки 15 и 16 связа 831565ны с вилками 12 и 13 двумя пружинами 20, воздействующими на люльки 15 и 16 вертикально вверх.На конце тяги 14 расположен копир 2 поворота вилок 12 и 13, которым контактирует с роликом 22, расположенным на кронштейне 23 качалки 4. Конструктивно возможно также расположение ролика 22 на тяге 14, а копира 21 на кронштейне 2 Э.Станок работает следующим образом.В исходном положении поворотная рама 5...
Устройство для шлифования криволиней-ных поверхностей гибким абразивныминструментом

Номер патента: 831566
Опубликовано: 23.05.1981
Авторы: Виксман, Ковынев, Яхимович
МПК: B24B 21/00
Метки: абразивныминструментом, гибким, криволиней-ных, поверхностей, шлифования
...абразивный инструмент 1 подвешен на двух роликах 9 и 10 и прижат к ним плоским ремнем 11, одетым на роликах 12 и 13 прижимной системы 14, укрепленной на станине 15.Ролик 12 соединен с валом электродвигателя 16 посредством клиноременной передачи 17.При выполнении устройства для разгоналенты бегущим электромагнитным полемгибкий абразивный замкнутый инструмент 1закрепляют на равнотолщинной ферромагнитной подложке 18, помещают между электромагнитными обмотками 19, в которыхвозбуждается бегущее электромагнитноеполе, и подвешивают на опорных роликах20 и 21.При всех видоизменениях устройства шлифуемая деталь 8 закреплена на станине 5или 15 с возможностью подачи ее на вре Озание и формообразующего движения подачи.В состоянии покоя гибкий...
Способ ленточного шлифования и лен-точношлифовальный ctahok

Номер патента: 831567
Опубликовано: 23.05.1981
МПК: B24B 21/16
Метки: ctahok, лен-точношлифовальный, ленточного, шлифования
...копир 20, закрепленный в 20пиноли 21 механизма 22 подачи, корпускоторого закреплен на станине, направляющие ролики 23 и 24 и приводной шкив 25,являющийся одновременно и натяжным,для чего он установлен на коромысле 26 свозможностью поворота вокруг оси 27 кронштейна 28. На коромысле установлен и приводной электродвигатель 29, шкив 30 которого гибкой связью 31 соединен со шкивом 32, расположенным на валу приводногошкива 25, Величина натяжения ленты ре- З 0гулируется грузом ЗЗ.,Сообщающие ленте поперечные перемещения ролики 23 и 24 установлены на плите 34, закрепленной на ползуне 35, имеющемвозможность перемещаться в направляющих36. Для улучшения сообщения ленте поперечных перемещений на плите 34 закрепленытакже желобки 37 с бортами,40...
Устройство для шлифования деталей

Номер патента: 831568
Опубликовано: 23.05.1981
Авторы: Адищев, Белевский, Масленников, Суханов
МПК: B24B 23/04
Метки: шлифования
...полной длины или набор коротких брусков зажимают в обойме 3 съемной стенкой 15. Обойму с бруском 2 вкладывают в корпус 1 и устанавливают в паз подушки 7, для чего необходимо преодолеть силу пружин 6. Затем винтами закрепляют кулачок 10 на свободном участке валка 4. Кронштейн 17 с установленными на нем деталями закрепляют на подушке 7 таким образом, что ролик 12 опирается на кулачок 10, а паз толкателя 11 входит в зацепление с вилкой 14.Устройство работает следующим образом.При вращении прокатного валка 4, шейку которого необходимо шлифовать, вращается закрепленный на нем кулачок 10, На профильную поверхность кулачка опирается ролик 12, который при набегании на выступ кулачка 10 оттягивает толкатель 11, перемещающийся в направляющих...
Способ резания керамических деталейалмазным кругом
Номер патента: 831569
Опубликовано: 23.05.1981
Авторы: Астахов, Войналович, Рычков
МПК: B24B 27/06
Метки: деталейалмазным, керамических, кругом, резания
...и может быть использовано при изготовлении деталей из керамических материалов.Известен способ резания деталей алмазным кругом, согласно которому в процессе резания осуществляют непрерывную правку алмазного круга абразивным бруском 1.Однако способ не обеспечивает достаточно высокую производительность и качество резания, так как не включает приемы, позволяющие уменьшить влияние сил правки на неустойчивость круга.Цель изобретения - повышение производительности и качества резания.Поставленная цель достигается тем, что деталь и абразивный брусок соединяют между собой и режут совместно,2также абразивный брусок. Благодаря этому круг непрерывно правится, что повышает производительность и качество обработки. Поскольку деталь и абразивный брусок...
Устройство для обработки деталей

Номер патента: 831570
Опубликовано: 23.05.1981
Автор: Аюкасов
МПК: B24B 31/02
...и нижней 5 монтажных плитах. Нижний полубарабан 2 имеет откидной люк 6 для выгрузки деталей и тел наполнителя. Откидной люк 6 выполнен в виде конуса. В дне верхнего полубарабана 1 имеется широкое круглое окно, которое служит для загрузки деталей и тел наполнителя и для наблюдения за процессом обработки деталей, Во время работы окно прикрыто прозрачной плоской крышкой 7, между крышкой 7 и дном полубарабана имеется зазор. Корпуса полубарабанов, служащие одновременно шкивами, связаны через клиноременную передачу с регулируемыми приводами 8, Верхняя 4 и нижняя 5 монтажные плиты связаны через стойки 9 между собой. Направляющие 10 контактируют с подшипниковыми узлами 3.Устройство работает следующим образом Открывают крышку 7 и через окно в дне...