B21H — Производство специальных изделий прокаткой или накаткой, например винтов, колес, колец, цилиндров, шаров
Головка для образования наружныхрезьб

Номер патента: 821003
Опубликовано: 15.04.1981
Авторы: Гольдфельд, Загордский, Мирнов
МПК: B21H 3/02
Метки: головка, наружныхрезьб, образования
...без затылования.эПо профилю резьбы (среднему диаметру) зубья режущих элементов в пределах всей рабочей части выполнены с затылованием на величину К 1 на ширине пера фиг. 4), а зубья раскатывающих элементовимеют в дуговых сечениях .по среднему диаметру бочкообраз ную форму, образованную затылованием в обе стороны от середины зуба на величину К 2 . Для обеспечения подкатывания (выглаживания) боковых сторон профиля резьбы детали, зубья рас катывакщих элементов выполнены с меньшим средним диаметром по отношению к зубьям режущих на величину Ь =с 1 ср-д,фО, где с 1- средний диаметр резьбы на режущих элементах, а дрэ - средний диаметр. резьбы по верхней точке зубьев на обкатыванщих (выглаживакщих) элементах.Профиль резьбы режущих и...
Инструмент для продольно-винтовойпрокатки

Номер патента: 821004
Опубликовано: 15.04.1981
Авторы: Зайцев, Никифоров, Ординарцев, Филиппов
МПК: B21H 3/10
Метки: инструмент, продольно-винтовойпрокатки
...3, сдвоенная заготовка сверла (фиг. 1) "Канавочные" сегменты 1 выполнены сборными и состоят из двух полусегментов Б и В, установленных на шпинделе 4 и закрепленных на нем болтами 5. Полусегменты Б и В в месте их поперечного стыка снабжены заборными скосами Г и Д. Заборные скосы Г и Д образуют утолщение в середине заготовки, которое повышает жесткость заготовки и обеспечивает более плавную работу инструмента.Инструмент работает следующим образом.Нагретая сдвоенная заготовка 3 подается в зону деформации. Вначале в11 11 заготовку внедряется параспиночных821004 Формулаизобретения Инструмент для продольно-винтовойпрокатки изделий с винтовой канавкой,преимущественно сверл на сдвоеннойзаготовке, содержащий пару диаметрально расположенных...
Устройство для накатывания зубьевна цилиндрах c тонкими стенками

Номер патента: 821005
Опубликовано: 15.04.1981
МПК: B21H 5/02
Метки: зубьевна, накатывания, стенками, тонкими, цилиндрах
...проФилейна цилиндрах с тонкими стенками.Поставленная цель достигается тем,что устройство снабжено гладким валком, установленным на шпинделе, и 20 парой рейка-шестерня, шестерня которой.установлена на шпинделе сооснос гладким валком и жестко связана сним, а рейка на ползуне, при этомгладкий валок установлен над профильной рейкой с зазором.На фиг. 1 изображено устройствопоперечный разрез; на Фиг. 2 - разрез А-А на Фиг.1.Устройство состоит из ползуна 1;30 ведущей рейки 2, шестерни 3, шпинде"821005 О ие,2 ля 4, гладкого валка 5, профильной рейки 6, клиньев 7 и 8, смонтир 6 ваннЫх на общей станине 9.Устройство работает следующим образом.Возвратно-поступательное перемещение ползуна 1, смонтированного на станине 9, преобразуется парой...
Устройство для рифления прокатныхвалков

Номер патента: 821006
Опубликовано: 15.04.1981
Авторы: Васильев, Голосинский, Полещук, Чехранов
МПК: B21H 7/14
Метки: прокатныхвалков, рифления
...в полтора раза больше, что приводит к уменьшению эксплуатационной стойкости накатных роликов,Цель изобретения - повышение эксплуатационной стойкости накатных роликов путем равномерного распределения действующих на .них нагрузок,Указанная цель достигается тем, что расстояния между верхними и нижними накатными роликами неподвижной и подвижной кареток обратно пропорциональны количеству размещенных в них накатных роликов.На фиг.1 схематически изображено устройство, общий вид; на фиг. 2 - тоже, вид сверху.Устройство для рифления прокатных валков содержит корпус 1 с неподвижной 2 и подвижной 3 каретками, на которых размещены накатные ролики 4, причем в одной из кареток размещено роликов больше, чем в другой, иап 5 015 валок 14. После этого...
Способ прокатки несимметричных пе-риодических профилей

Номер патента: 821007
Опубликовано: 15.04.1981
Авторы: Голубев, Лиханский, Поляков, Сорокин
МПК: B21H 8/00
Метки: несимметричных, пе-риодических, прокатки, профилей
...Корректор.М.Шароши Заказ 1662/17 Тираж 740 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5ЪФилиал ППП "Патент", г, Ужгород, ул, Проектная, 4 вий для более интенсивного течения металла н вертикальном направлении очага деформации, что приводит к более полному заполнению калибров "в процессе пластической деформации металла как несимметричных, так и симметричных периодических профилей.Таким образом, прокатка заготовки с частично охлажденными ее боковыми поверхностями позволяет добиться ся более полного заполнения калибров и уменьшить образование заусенцев, т.е. сократить расход металла и повысить качество готового проката,Варьируется перепад температур...
Стан для продольной прокатки пери-одических профилей

Номер патента: 821008
Опубликовано: 15.04.1981
Авторы: Ломсадзе, Микаутадзе, Мчедлидзе
МПК: B21H 8/00
Метки: пери-одических, продольной, прокатки, профилей, стан
...недостаточная жесткость рабо чей клети, в результате чего снижается точность получаемых изделий,Целью изобретения является повышение точности прокатываемых изде- лий. 25Поставленная цель достигается тем, что стан снабжен натяжным устройством, смонтированным в станине, кинематически связанным с одним из рабочих валков и с механизмом 30 для передачи вращательного движения к рабочим валкам от привода, причем механизм для передачи вращательного движения к рабочим валкам от привода выполнен в виде цепной передачи, ведущая звездочка которой жестко установлена на выходном валу редуктора, а ведомая закреплена на валу одного из валков, механизм для регулировки скорости вращения валков выполнен в виде храповика, жестко закрепленного на одном с ве"...
Устройство для прокатки профилейпеременного сечения

Номер патента: 821009
Опубликовано: 15.04.1981
Автор: Борисов
МПК: B21H 8/00
Метки: прокатки, профилейпеременного, сечения
...с канавкой, вид Ана фиг.1; на фиг.3 - разрез Б-Б нафиг. 2,5 Устройство состоит из рабочих валков 1 и 2 и 3-х призматических планок3 с канавками 4 на выступах 6 рабочихповерхностей, глубина и ширина которых равна наименьшей высоте калибра,30 образованного валками 1 и 2.В поперечном Сечении канавки могут иметь клиновидную форму.Планки 3 контактируют с торцовыми поверхностями валков 1 и 2 и крепятся к станине. При этом канавки 4, обращенные к валкам 1 и 2 располагаются на уровне зазора между ними вдоль оси прокатки. Канавки 4 имеют прямолинейную продольную ось до пересечения ее с линией центров 0-0 валков 1 и 2, а эа точкой пересечения на выступе б - криволинейную ось, отклоняю щуюся в сторону закрутки профиля. Угол наклона продольной оси...
Стан для прокатки профилей перемен-ного сечения

Номер патента: 821010
Опубликовано: 15.04.1981
Авторы: Вишневский, Гогаев, Добровлянский, Иванец, Кривда, Морозов, Низков, Плющ, Протащук, Яворовский
МПК: B21H 8/00
Метки: перемен-ного, прокатки, профилей, сечения, стан
...верхний рабочий валок 2, нижний рабочий валок 3 установлен на ползуне 4, в котором расположен рабочий цилиндр с поршнем 5, жестко закрепленным на нижней траверсе б станины. На ползуне 4 смонтирован редуктор быстросменных шестерен, состоящий иэ корпуса 7, закрепленного с помощью шарниров 8, сменных шестерен 9 и соединительной муфтой "О.На выходном валу редуктора быстросменных шестерен 9 закреплен копирный кулачок 11. Следящий золотник 12 смонтирован на траверсе б. Между шупом 13 золотника 12 и копирным кулачком 11 расположен телескопический толкатепь, состоящий из гильзы 14, втулки 15 и упругого элемента 16. Крайнее нижнее положение втулки 15 относительно.гильзы 14 ограничено пальцем 17, который перемещается вместе свтулкой 15 в...
Инструмент для чистового обкатываниязубчатых колес

Номер патента: 821011
Опубликовано: 15.04.1981
МПК: B21H 8/00
Метки: инструмент, колес, обкатываниязубчатых, чистового
...1 это приращение равно половине разности высот зубьев готового и обкатываемого колес, а на .участке И - разности этих высот. Боковой профиль зубьев на обоих Щ участках аналогичен профилю в сек" ции А, Таким образом, на указанных участках секции.Б металл деформируется только вершинами зубьев. Научасткахи 1 ч секции Б в определенной последовательности увеличивается толщина зубьев от вершины зуба до впадины при их полной постоянной высоте. На участке 1 И зуб имеет полную толщину только на 1/3 высоты зуба, на участке 1 Ч/2 высоты зуба, на участке- на полной высоте зуба. Таким образом, на этом участке зуб инструмента имеет профиль, соответствующий зубу обкатываемого колеса. Величина приращения толщины зуба Ю зависит от угла зацепления зуба...
Способ прокатки периодических про-филей c односторонним периодом

Номер патента: 821012
Опубликовано: 15.04.1981
Авторы: Лиханский, Размахнин, Сорокин
МПК: B21H 8/02
Метки: односторонним, периодических, периодом, про-филей, прокатки
...создания более равномерной постоянной величины заднего подпора, что имеет существенное значение для стабилизации процесса пластической деформации металла в калибрах. Смещением калибров уменьшают также влияние на равномерность передвижения плиты динамических колЕбаний моментов прокатки .и, следовательно, контактных напряжений, возникающих на верхнем и нижнем валках, которые имеют значительную величьуу при прокатке профилей с большими перепадами высот и площадей сечения профиля.Так как в процессе прокатки профиль на выходе из очага деформацииза счет рассогласования скоростейпроскальзывает относительно плиты, то возникающие контактные силы трения между плитой и профилем, направленные против хода прокатки, создают тенденцию к изгибу...
Способ раскатки профильных колец

Номер патента: 822960
Опубликовано: 23.04.1981
Авторы: Аленькин, Баранков, Баринов, Виноградов, Дризин, Лапин, Яковлев
МПК: B21H 1/06
Метки: колец, профильных, раскатки
...имеющем наименьший внутренний диаметр. 45На фиг.1 изображено положениезаготовки и инструмента в началераскатки; на фиг.2 - то же, в момент вкатывания заготовки в полостьматрицы и прекращения поступательнойподачи валка; на фиг.3 - то же, приокончании поворота валка при формировании внутреннего фланца заготовки;на фиг.4 - то же, при окончании поворота валка при формировании наружного 55фланца заготовки.1Кольцевую заготовку 1, отрезаннуюот горячекатанной трубы диаметром 219,с высотой профиля Нэ, равной 26 мм,из стали 20, шириной 44 - 0,5 мм, 60нагревают до 900 и устанавливаютов матрицу 2 с внутренними диаметрами242 + 0,1 и 220 + 0,1 мм, с высотойпрофиля Н, равной 11 мм, шириной20 и 12 мм соответственно, 65Изготовленная деталь...
Центровое устройство к станку длякалибрования зубчатых профилей инакатывания мелкомодульных шлицев

Номер патента: 822961
Опубликовано: 23.04.1981
Авторы: Касперович, Котов
МПК: B21H 5/02
Метки: длякалибрования, зубчатых, инакатывания, мелкомодульных, профилей, станку, центровое, шлицев
...станиной 21, по крайнеймере, в трех местах. От отрыва центрового.устройства в вертикальнойплоскости от станины удерживают днепары симметрично расположенных прихватов 25 и 26, которые жестко связаны со станиной 21 и контактируютс основанием 1 с зазором (0,020,04 мм). На кронштейне накатногостанка жестко закреплен цилиндр 27продольного перемещения центровогоустройства, шток которого черезшарнирный палец 28 связан с неподвижным центром 5. фиксации заготовки7. Цилиндрический палец 4 установлен 60в отверстие планки 3 без зазора вплоскости, параллельной осям шпинделей накатных роликов, благодаряналичию двух шронок 29 и 30, жесткозакрепленныхв планке 3. 65 Центровое устройство работает следующим образом.При поперечном способе обработки...
Устройство для подачи заготовок

Номер патента: 822962
Опубликовано: 23.04.1981
Авторы: Дробышевский, Харланов
МПК: B21H 9/00
...(загрузку) каждого прутка 7 в один ряд между наклонными направляющими 4 и ограничительными планками 5, которые конструктивно вы ,полнены отогнутыми в начале проходащпрутков с приемного стола для их захвата и укладки на наклонные направляющие на большую сторону поперечного сечения. Механизм сброса 8 .приводится водвижение рычажной системой 9 при помощи пневмоцилиндра 10 для подачи прутка 7 по боковой стенке кармана 11, выполненной по дуге й имеющей выступ 12, выполнякщий роль упора при перемещении прутка по наклонным направляющим 4. Подающие ролики 13 имеют привод их вращения 14. Прйжимные ролики 15 прикреплены на кронштейнах 16, связанных шарнирно с общей тягой 17 пневмоцилиндра 18Устройство работает следующим об...
Агрегат для изготовления деталей типа колец

Номер патента: 825256
Опубликовано: 30.04.1981
Авторы: Голдобин, Кушнир, Мухин, Перешнин
МПК: B21H 1/06
...после спреосовывания их соправки 7, Диаметр штыря 20 меньшедиаметра детали 11, чтобы онамогла свободно перемещаться поэтому штырю. Для поворота траверсы15 на цапфах 14 служит гидроцилиндр21, шарнирно соединенный с корпусом задней бабки 5. Индуктор 22служит для нагрева заготовки 4, Роли, ки 17 раскатной головки 16 выполены комбинированными с выступающей частью 23 (в виде дискового ножа) и формообразующей частью 24,профиль которой либо соответствуетпрофилю внутренней поверхностиизготавливаемой детали, либо выполнен гладким, Режущие инструменты25 и 26 для подрезки торца и окончательной отрезки готовой детали 11и щетка .27 для зачистки наружнойповерхности заготовки 4 выполнены 65 на боковых суппортах (на чертежене показаны), Тара 28...
825257

Номер патента: 825257
Опубликовано: 30.04.1981
Автор: Казаков
МПК: B21H 7/14
Метки: 825257
...виде гидроцилиндра 10.Устройство работает следующимобразом.Подвижная плита 4 при движении,вниз воздействует прокладками 7на рычаги 3, поворачивая их относи- ЭО тельно шарниров 5. В этот моментзаготовка 9, расположенная на направляющем диске 8, перемещаетсяОт гидроцилиндра 10 вниз, Профильныесекторы 6 деформируют заготовку,образуя требуемый профиль,После возвращения подвижной плиты4 и направляющего диска 8 в исходноеверхнее положение снимается профильное изделие и устанавливается новаязаготовка, затем цикл, повторяется,С целью компенсации изменений припуска и нагрузки кольцо 1 выполненоразрезным и напряжено пружинящим пакетом 2, стягивающим его по наружнойповерхности,Предлагаемое устройство обладаетследующими преимуществами, В зависимости...
825258

Номер патента: 825258
Опубликовано: 30.04.1981
Авторы: Быков, Власов, Осадчий, Рогозников
МПК: B21H 8/00
Метки: 825258
...сзакрепленными на них штампами 2 ввиде секторов, Рабочие валки снабжены приводом возвратно-вращательногодвижения, выполненным в виде связанного с двигателем 3 через клиномерную передачу 4,систему шестерен,5,6, 7 и 8 шестеренно-кривошипногомеханизма, состоящего иэ шестерен9 и 10, кривошипа 11, шатуна 12,связанного с рейкой 14, находящейсяв зацеплении.с приводными шестернями14 и 15, сидящими на рабочих валках1.Штампы 2 смонтированы на рабочихвалках 1 таким образом, что зоназагрузки. каждого последующего ручьярасположена с диаметрально противоположной стороны валков по отношениюк зоне загрузки предыдущего ручья,Так, первыйручей загружается перемещением заготовки 16 слева направодо упоров а штампов, а второй - перемещением заготовки справа...
825259

Номер патента: 825259
Опубликовано: 30.04.1981
Авторы: Воротынцева, Колтунов, Рыбаков
МПК: B21H 9/00
Метки: 825259
...вал 22, установленный на подшипниках (не показаны) внутри пологовала 17 соосно с ним, и планетарныйредуктор 23, размещенный внутриоснования 24 бункера 13, Редуктор 23содержит понижающую зубчатую передачу, состоящую из зубчатых колес 25,26, 27, 28, 29 и 30. Зубчатые колеса 29 и 30 образуют планетарную пе 5: редачу, водилам которой служитоснование 24 бункера 13. Ворошители20 жестко соединены с сателлитами 30.Питатель 2 содержит также отсекатели (не показаны) столба деталей,20 дающие возможность подавать по однойдетали иэ каналов 16 в гнезда 15ротора 14 и управляемые неподвижнымкулачком (не показан),Имеется, кроме того, направляющая, выполненная в виде рычага 31и обеспечивающая передачу обрабатываемых деталей из гнезд...
Раскаточное приспособление длявосстановления отверстий

Номер патента: 827226
Опубликовано: 07.05.1981
Авторы: Колесников, Марочкин
МПК: B21H 1/00
Метки: длявосстановления, отверстий, раскаточное
...пневмодатчик 44, штуцер 45 для подвода воздуха к пневмодатчику 46, контролирующему параметры посадочной поверхности отверстия корпусной детали 8,Контактный датчик 47 расположен в оправке 10, Второй контактный датчик 48смонтирован в стойке 37 (фиг. 1).Приспособление подготавливают к работе следующим образом.На опущенный стол 1, плиту 6 и шестерню 4 ставят корпусную деталь 8 так, чтобы нижнее посадочное место опиралось наподпружиненную опору 9, а палец 7 зашелво второе посадочное отверстие.Затем устанавливают оправки 10 и 11 исверху вставляют вал из четырех частей13 - 16. Затем приспособление подводят подпресс.Части 14 - 16 вала устанавливают в оправке 10, а нижнюю часть 13 - в оправке11. Перед установкой частей 13 - 16 вала...
Способ прокатки безребордных колес

Номер патента: 827227
Опубликовано: 07.05.1981
Авторы: Блажнов, Валетов, Корж, Кузьмичев, Староселецкий, Чернобривенко, Шумилин
МПК: B21H 1/04
Метки: безребордных, колес, прокатки
...наружной поверхности обода цилиндрической формы (0,25 - 0,33 цикла прокатки) прикладывают дополнительное усилие подпора в зоне воздействия на обод 3 коренных валков 4, Этот подпор осуществляют с помощью шайбы 5, смонтированной на коренном валке, в направлении уклона наружной поверхности обода заготовки.308 Тирак 749исноеПоисккомитета СССРений и открытийсква, Ж.35,наб., д. 4/5 Типография, пр. Сапунова,При этом воздействие шайб 5 осуществляют на торец обода 3 с наружной стороны, так как прп прокатке па колесо действует опрокидывающий момент со стороны нажимных валков б из-за различия уклонов наружной поверхности обода и исходной заготовки. В этом случае обод заготовки у коренных валков стремится подняться в верхнем направлении....
Способ изготовления колец
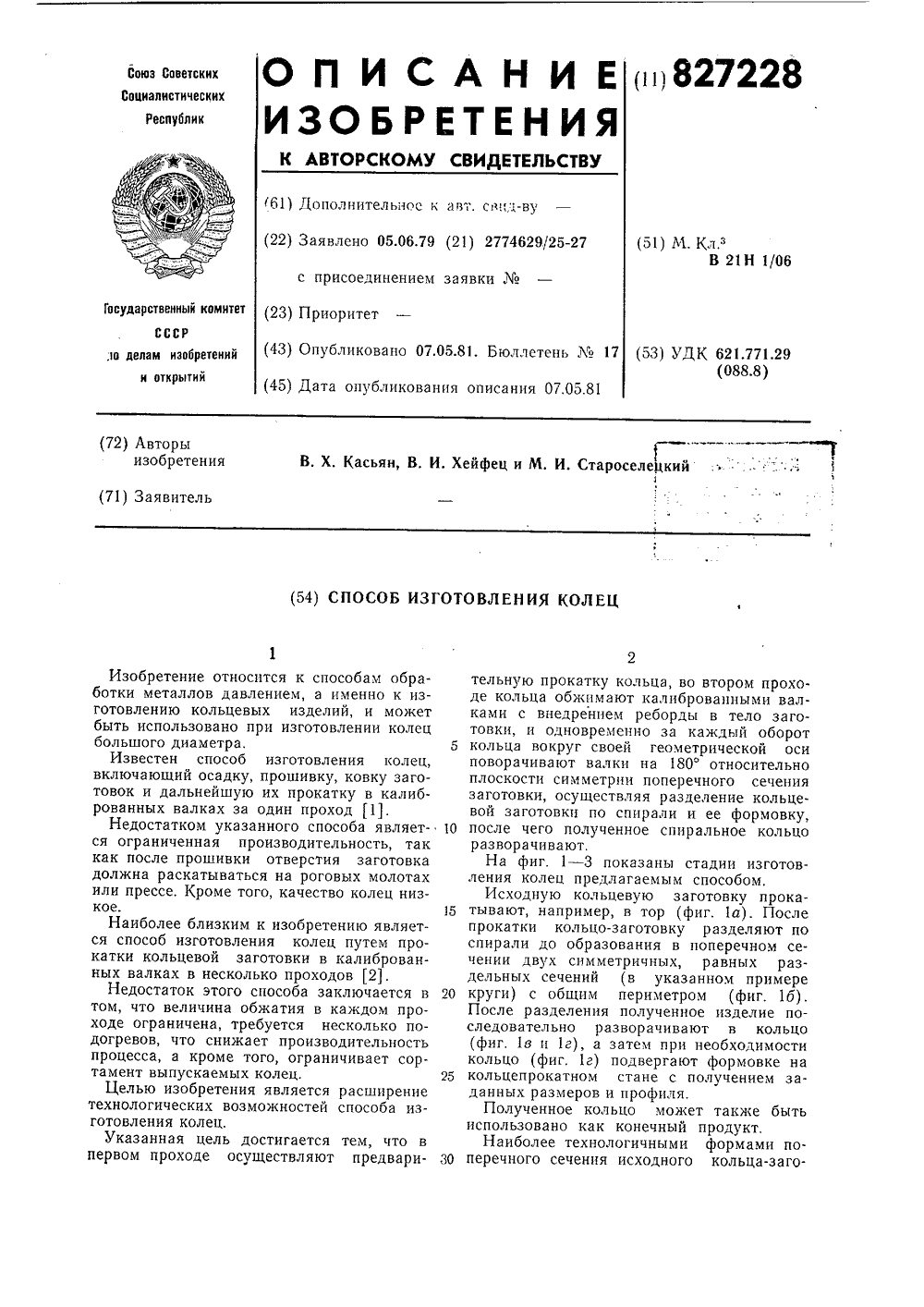
Номер патента: 827228
Опубликовано: 07.05.1981
Авторы: Касьян, Староселецкий, Хейфец
МПК: B21H 1/06
Метки: колец
...2 и 3 равномерно поворачивают под действием момента М относительно оси симметрии поперечного сечения заготовки 1 таким образом, что за один оборот заготовки (фиг, 26 и 2 в) они совершают полуоборот, т, е. валок 3 занимает положение валка 2 и наоборот, При этом за один оборот заготовки направление сил Р, и Р, со стороны валков 2 и 3 равномерно меняется на противоположное, т. е. за каждую четверть оборота заготовки направление сил Р, и Р, относительно ее поперечного сечения изменяется на 45, за полный оборот - на 180 и за два оборота - на 360. Таким образом, возвращение валков 2 и 3 в первоначальное положение (фиг. 2 а) происходит за два оборота заготовки. Этот процесс протекает до образования в поперечном сечении двух равных кругов с...
Устройство для поперечной прокатки

Номер патента: 827229
Опубликовано: 07.05.1981
Автор: Пучко
МПК: B21H 1/18
Метки: поперечной, прокатки
...- А фиг. 1,Устройство содержит плиты 1 и 2, установленные с возможностью перемещения друг относительно друга. На плите 1 установлены клиновой инструмент 3 и обоймы 4. На плите 2 установлены клиновой инструмент 5 и матрица 6. В обойме 4 на осях 7 установлены ролики 8 - 10. Диаметр ролика 9 больше диаметра ролика 8, диаметр ролика 10 больше диаметра ролика 9,Процесс прокатки деталей предлагаемымустройством осуществляют следующим образом.Нагретая до темпе кготовка 11 подаетсяформируется переме н друг другу клиновыми а827229 иг I аказ 742/3 НПО Поиск зд.31 ираж 749 дписн Типография, пр. нова, 2 3При этом формуются элементы детали с круглыми поперечными сечениями, а также цилиндрические участки под последующий обжим роликами в матрице.После...
Инструмент для поперечно-клиновойпрокатки

Номер патента: 827230
Опубликовано: 07.05.1981
МПК: B21H 1/18
Метки: инструмент, поперечно-клиновойпрокатки
...на н ираж 74 д Яо 3 Заказ 742 одпис Пои пр. Сапунова, 2 погра Предлагаемая конструкция инструмента поясняется чертежами, где на фиг. 1 показан предлагаемый инструмент, вид спереди; на фиг. 2 - разрез А - А фиг, 1.Инструмент состоит из формообразующего участка 1 с клиновыми калибрами 2, отрезного 3 и правочного 4 участков, На отрезном участке 3 с помощью прижимной планки 5 и винтов 6 закреплены ножи 7, имеющие режущую кромку 8 и наклоненную к плоскости инструмента под углом 65 - 75 деформирующую поверхность 9.Ножи 7 выполнены в виде односторонних клиньев и установлены таким образом, что их внутренние 10 и наружные 9 поверхности расположены под углами к продольной оси инструмента соответственно у, и у, причем...
Устройство для накатывания резьбына метчиках

Номер патента: 827231
Опубликовано: 07.05.1981
МПК: B21H 3/10
Метки: метчиках, накатывания, резьбына
...В каждой подвеске на осях 5 установлена пара резьбонакатных роликов 6, Граненые заготовки 7 устанавливаются в зажимных устройствах 8, связанных через зубчатые колеса 9 с приводной шестерней 10.Устройство работает следующим обраЗажимное устроиство устанавливается в шпинделе, например, токарного станка. Устройство для накатывания резьбы на метчиках закрепляется в резцедержателе. Станок настраивают на необходимый шаг, частоту вращения шпинделя выбирают в зависимости от материала заготовки 7. Подводят устройство для накатывания к заготовкам. Включают станок. Вращение от шпинделя через центральную шестерню 10 и зубчатые колеса 9 передается зажимным устройствам 8 с заготовками 7. Суп827231 дВ / порт одновременно получает осевое...
Способ упрочнения зубьев зубчатыхколес

Номер патента: 827232
Опубликовано: 07.05.1981
Авторы: Вергилес, Гуляев, Маханько, Фомин
МПК: B21H 5/02
Метки: зубчатыхколес, зубьев, упрочнения
...устанавливают на шпиндель и закрепляют. Вводятся в станочное зацепление инструменты на определенную величину межосевого расстояния, после чего шпинделю сообщают вращательное движение, а инструментам - противо- моменты, направленные в сторону, противоположную вращению их шпинделя. Для обработки всей длины зуба осуществляют продольную подачу обрабатываемого колеса относительно инструмента.В конце цикла движение реверсируется, причем противомоменты также меняют свое направление.Величину момента сопротивления (противомомента) определяют по эмпирической формуле:Мсор = К НВ -Р2где К - эмпирический коэффициент;НВ - поверхностная твердость упрочняемой поверхности;4 - диаметр основной окружностиобрабатываемого зубчатого колеса;Р - площадь...
Устройство для поперечной прокаткител вращения

Номер патента: 827233
Опубликовано: 07.05.1981
Авторы: Боровинский, Панасенков, Плюта
МПК: B21H 8/00
Метки: вращения, поперечной, прокаткител
...фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 -25 то же, вид сверху.Устройство состоит из неподвижного основания 1 с закрепленными на нем осью 2и зубчатым колесом 3, На оси 2 с возможностью вращения вокруг нее (привод начертеже не показан) расположена планшайба 4 с направляющими линейками 5. В отверстиях планшайбы смонтированы оси 6 рабочих валков 7, в которых выполнены продольные пазы, На противоположных по отношению к валкам концах осей жестко закреплены шестерни 8, находящиеся в зацеплении с неподвижным зубчатым колесом 3.Устройство работает следующим обра О зом.При вращении планшайбы 4 шестерни 8, обегая зубчатое колесо 3, заставляют вращаться рабочие валки 7 в ту же сторону, что и планшайба....
Устройство для раскатки

Номер патента: 829275
Опубликовано: 15.05.1981
Авторы: Колесников, Лукин, Юров
МПК: B21H 1/02
Метки: раскатки
...производится через стойку 19,которая подается вниз со втулкой 18,а плавающий шарнир 20 нажимает накоромысло 21, которое через подвижную опору 22 и плавающий шарнир 24подает вверх стойку 27, а с нейи рейку реечной передачи 13, предварительно расфиксированную рукоятками 28. Рейка передает движение вверхна опору 10 и оправку 8, котораясовместно с оправкой 7 галками 17обжимает стенку сверху и снизу рядом с посадочной поверхностью детали6. Таким образом, разгружается нижняястенка, которую центрирует конус 9,иначе корпусная деталь 6 могла быбыть раздавлена. Ограничение ходастойки 19 вниз производится опорой30, которая регулируется рычагом34 (фиг.2), поворотом гильзы 31(фиг.1) относительно гильзы 32,укрепленной на фундаменте.Ход...
Стан для прокатки колец подшипни-kob качения

Номер патента: 829276
Опубликовано: 15.05.1981
Авторы: Борисов, Мочалов, Шилкин
МПК: B21H 1/06
Метки: качения, колец, подшипни-kob, прокатки, стан
...корпуса 4 путемэападания колец 2 со вставленным вкаждое внутренним валком б по одному между опорными роликами 5, а отводящий лоток 11 расположен в нижней части стана, тем самым обеспечена разгрузка непрерывно вращающегосякорпуса 4 путем выпадания прокатанного кольца 2 вместе с внутренним прокатным валком б в отводящий лоток 11.В промежутке между наружными прокатными валками 1 и 3 эквидистантнокорпусу 4 установлена планка 12, предотвращающая выпадание колец 2.Предлагаемый стан действует следующим образом,Корпус 4 и наружные прокатные валки 1 и 3 непрерывно вращаются. Одновременно происходит загрузка, выгрузка и прокатка, поскольку из подводящего лотка 10 кбмплект кольца 2со вставленным в него заблаговременновнутренним прокатным...
Устройство для снятия внутреннихнапряжений и раскатки сварного швав пустотелых изделиях

Номер патента: 829277
Опубликовано: 15.05.1981
Авторы: Мирошникова, Михалкин, Новоселов, Шипилов
МПК: B21H 1/06
Метки: внутреннихнапряжений, изделиях, пустотелых, раскатки, сварного, снятия, швав
...счетизменения направления вращения электродвигателя 26, а управление осуществляется с подвесного пульта 27управления, Установка изделия 28 производится на опоры 29,Работа устройства осуществляетсяследующим образом.Перед установкой иэделия 28 верхняя голонка б с роликом 7, несущаявилка 14 с разведенными фиксаторами11 находятся в крайнем верхнем положении. Иэделие 28 вводится на траверсу 10 до опорной плоскости станиныи устанавливается на нижний ролик22 и опоры 29, Опоры 29 н зависимости от конфигурации изделия 28 могутбыть установлены на траверсе 10, наопорной плоскости станины 1, наплоскости пола. С пульта 27 управленяя подается команда на зажим.траверсы 10 Фиксаторами 11. При этом жидкость с гидростанции 23 поступает вверхнюв полость...
Способ изготовления деталей типаколец
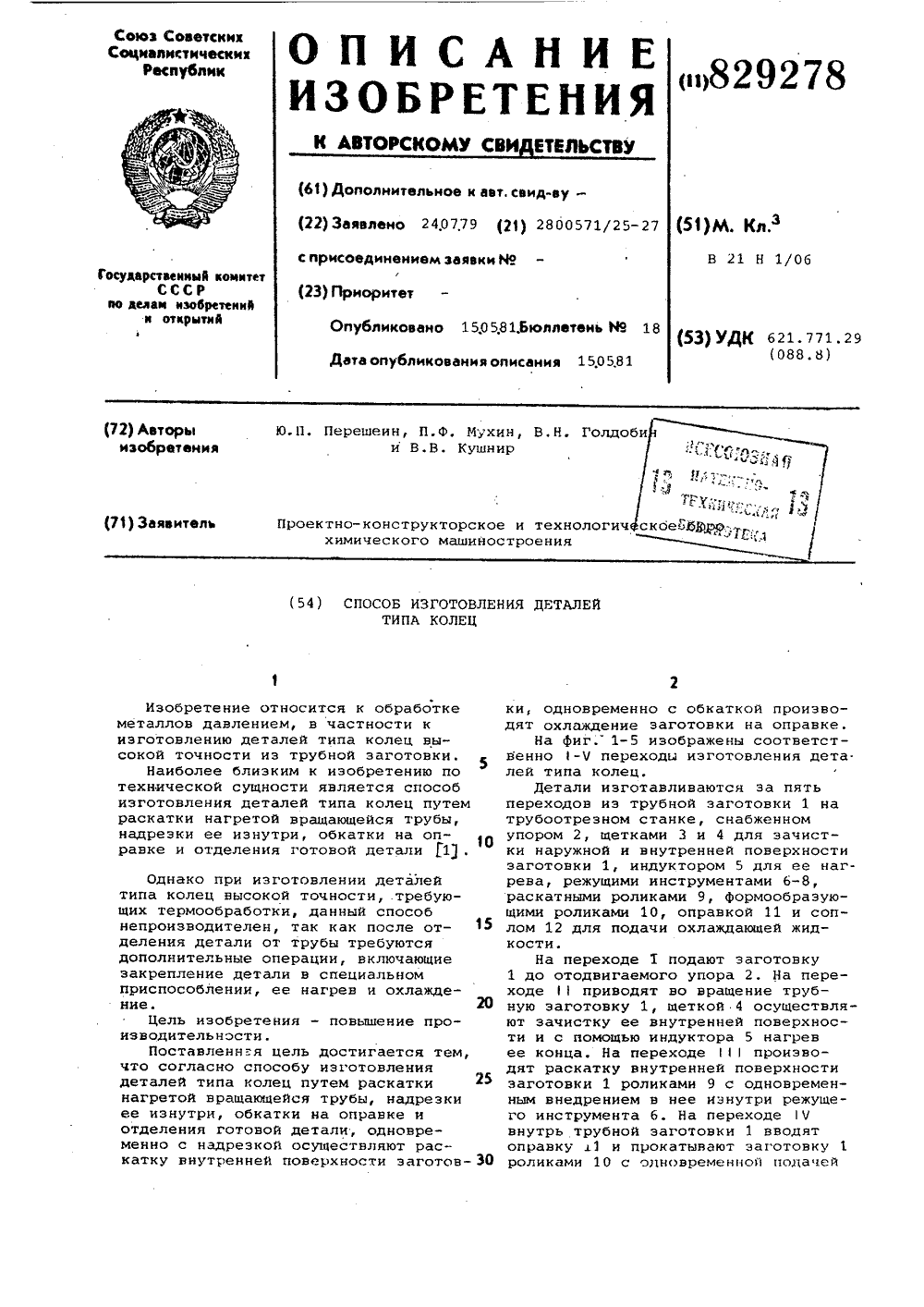
Номер патента: 829278
Опубликовано: 15.05.1981
Авторы: Голдобин, Кушнир, Мухин, Перешеин
МПК: B21H 1/06
Метки: типаколец
...наружную поверхность трубной заготовки 1 щеткой 3. И цикл повторяется,П р и м е р . Способ изготовления деталей типа колец используется при изготовлении кольца статора турбобура С1/2 Тл, 1.2" , Это кольцо имеет следующие размеры: наружный диаметр 165 Л 4 (0,26, -0,53), внутренний диаметр 154 А 4 (+0,26), высота 54 Н 2 , со стороны одного торца на внутренней поверхности выпал нена концентричная выточка диаметром 157 А 4.(+0,26) , глубиной 9+0,2 и эксцентричная выточка диаметром 156 А с эксцентриситетом 0,5 мм и ширйной 10,2 мм. Материал кольца - щ сталь 45.Изготовление кольца статора С1/2 Тл, 1.2" производят в автоматическом режиме на специальной установке при скорости вращения трубы 400 об/мин за одну операцию. В качестве заготовки...
Устройство для поперечно-клиновойпрокатки

Номер патента: 829279
Опубликовано: 15.05.1981
Авторы: Кирдун, Клушин, Садко, Скребец, Щукин
МПК: B21H 1/18
Метки: поперечно-клиновойпрокатки
...угла наклона бокоОвой грани на 5 создается циклический момент, способствующий отрыву концевых отходов, при дальнейшем его увеличении момент возрастает, Когда угол увеличивается на 45 нож превращается в призму.На фиг. 1 схематически изображено предлагаемое устройство для поперечно-клиновой прокатки в конечной стадии прокатки заготовки, поперечный разрез на фиг, 2 - отрезные ножи в оксонометрии.Устрбйство для поперечно-клиновой прокатки содержит параллельные плиты 1 и 2, установленные с воэможностью взаимного перемещения. На плитах 1 и 2 закреплены клиновые инструменты 3 и 4 и отрезные ножи 5 и 6. На плите 1 отрезные ножи 5 срезаны плоскостями 7, параллельными плоскостям наклона боковой грани 8 отрезных ножей 6, Согласно одному из...