B21H — Производство специальных изделий прокаткой или накаткой, например винтов, колес, колец, цилиндров, шаров
Ковочные вальцы

Номер патента: 1224075
Опубликовано: 15.04.1986
МПК: B21H 8/00
...гайки винтовых механизмов шарнирно соединены с упорной шпонкой, а их винты своими концами шар-. Е нирно связаны со вспомогательными секторами.1224075 Составитель Ю.МарковРедактор Л.Пчелинская Техред И,Попович Подписное М.Самборская Заказ 1868/12 Тираж 655 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д.4/5Филиал ППП "Патент", г.ужгород, ул.Проектная, 4 Изобретение относится к технологическому оборудованию для изготовления изделий вальцовкой или вальцовкой-штамповкой.Цель изобретения - повышение коэф фициента использования рабочего времени ковочных вальцов путем сокращения времени регулировки углового положения рабочих секторов эа счет обеспечения реверсивной...
Способ получения заготовок типа тел вращения

Номер патента: 1225656
Опубликовано: 23.04.1986
Авторы: Валетов, Гурецкий, Каблуков, Третьяков, Тубольцев, Шестак
МПК: B21H 1/02
Метки: вращения, заготовок, тел, типа
...Наличие дополнительного подпора не позволяет металлу вытекать из углов, На калибровочном прессе обжатие обода по ширине Яначинается от места сопряжениябоковой и внутренней поверхностейобода, Металл начинает заполнять щель 56 3между плитами и торцовыми поверхностями обода, При этом слои металлаиспытывают неодинаковую степень деформации. У внутреннеи поверхностиона максимальна, а у наружной равна О, так как деформация заканчивается в тот момент, когда произойдетполный контакт. торцовых поверхностейобода с плоскопараллельными плитами, Зто приводит к тому, что профильнаружной поверхности обода не искажается, так как наружные слои неиспытывают деформации или испытывают ее в значительно меньшей степени,чем по известному способу,Способ...
Способ изготовления полых осесимметричных изделий с фланцем

Номер патента: 1225657
Опубликовано: 23.04.1986
Метки: осесимметричных, полых, фланцем
...а ЬЬ = Са К Ки =90 ПО ПОСтрОЕНИЮ. ЗначитсаЬЬ = сК К, т.е. имеем два треугольника с равными углами, Но толщины стенок цилиндрической и конической частей заготовки одинаковы, поэтому а Ь =ак 0-Й . Отсюда2можно утверждать, что а а ЬЬ = й а К К, Учитывая, что й а ЬЬ и д а К ки имеют общий угол 6 и вершины соответствующих углов противолежат одна другой можно заключить, что линия является осью симметрии четырехугольника акиКЬ, а отсюда следует, что линия ак делит угол о пополам. В данном случае линия ак характеризует наклон плоскости сопряжения конической и цилиндрической частей заготовок, т,е. определяет поло 31 жение указанной плоскости по отношению к углу конуса. Если наружная линия перегиба образующих конуса и цилиндра лежит н...
Стан поперечно-клиновой прокатки

Номер патента: 1225658
Опубликовано: 23.04.1986
Автор: Гецович
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
...плит 6, клиновых механизмов 11 и 12 для перемещения фиксаторов 8, размещенных в полостях осей 3 и 4 барабанов 1 и 2, и приводов 13 перемещения ведущих звеньев клиновых механизмов. Стержневой фиксатор 8 может быть выполнен цилиндрическим или коническим, или другой формы.Стан содержит также привод 14 возвратно-поступательного перемещения одного из барабанов, два установленных у барабанов 1 и 2 ложемента 15 и 16 для размещения инструментальных плит 6 при их замене и привод 17 подъема и поворота ложементов 15 и 16.Барабан 1 может быть связан с приводом 14 его возвратно-поступательного перемещения, например, посредством радиусной шпонки 18, закрепленной на штоке 19 привода и размещенной в радиусном пазу 20 инструментальной плиты...
Устройство для накатывания зубчатых колес

Номер патента: 1225659
Опубликовано: 23.04.1986
Авторы: Аржанов, Горшков, Гришуткин, Гуткин, Муконин
МПК: B21H 5/02
Метки: зубчатых, колес, накатывания
...в виде кольца, т, е. без ступицы, общий вид; на фиг,2 - то же, со ступицей.Предлагаемый инструмент для прокатки зубчатых колес из штампованной заготовки содержит втулку 1, на которой установлены зубчатые 2 и гладкие обкатные 3 валки, с ограничительными ребордами 4 - 6. Валки и реборды предварительно напряжены в осевом направлении посредством гайки 7,Между валками в плоскости, проходя 1 цей через оси их вращения, установлены верхняя 8 и нижняя 9 оправки с верхним зажимным конусом 10 и нижним конусом 11. В последнем соосно с ним установлен конический центр 12, подпружиненный по средством пружин 13.Инструмент работает следующим образом.При установке заготовки 14 в нижний зажимной конус со смещением она сначала начинает взаимодействовать...
Ковочные вальцы

Номер патента: 1225660
Опубликовано: 23.04.1986
Авторы: Анисимов, Батуркин, Зайцев, Каржан, Уразов
МПК: B21H 8/00
...бобышек 33 и 34 станины 1. В верхней части стяжки 29, в верхнем накидном подшипнике 35 установлена опора 36, выполненная в форме эксцентриковой шайбы с концентрическим к оси рабочего верхнего 7 валка червячным венцом 37, связанным с червяком 38 привода поворота В нижнем рабочем валке 6, по оси его, выполнено резьбовое отверстие, в которое входит винт 39 с накидной, имеющей форму стакана, шайбой 40, контргайкой 41 и ограничительной скобой 42, установленной на шайбе 40 нижнего накидного подшипника 43. 35 40 45 50 55 На свободном от резьбы конце винта 39 имеются ограничительные бурты 44 и 45, в проточке между ними устанавливается боковина ограничительной скобы 42 и ограничительный поясок 46 с отверстиями под ключ. Показаны...
Ковочные вальцы

Номер патента: 1225661
Опубликовано: 23.04.1986
Авторы: Анисимов, Ищенко, Самыкина, Уразов
МПК: B21H 8/00
...разрез.10Ковочные вальцы содержат верхний 1 и нижний 2 рабочие валки с секторными штампами 3, установленные на станине 4 в подшипниковых узлах 5 и 6 неподвижной опоры 7 и в подшипниковых узлах 8 и 9 подвижной опоры 10. Ковочные вальцы снабжены установленной на станине 4 кареткой 11 с дополнительной опорой 12, имеюшей подшипниковые узлы 13 и 14 для рабочих валков 1 и 2 и размещенной между неподвижной опорой 7 и секторными штампами 3, и ме ханизмом перемещения каретки 11 вдоль осей валков 1 и 2, причем подвижная опора 1 О установлена на каретке 11, Механизм перемегцения каретки 11 может быть выполнен, например, в виде пары винт-гайка, винт 15 которой установлен на станине 4, а гайка 16 - на каретке 11. Подвижная 10 и дополнительная 12...
Способ изготовления осесимметричных изделий

Номер патента: 1227299
Опубликовано: 30.04.1986
Авторы: Зимин, Потапов, Харитонов
МПК: B21H 1/14
Метки: осесимметричных
...комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Подписное Производственно"полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 1Изобретение относится к технологии прокатного производства, а именно к способу изготовления осесимметричных деталей, например шаров, прокаткой в винтовых калибрах.Целью изобретения является расширение технологических возможностей путем обеспечения, изготовления изделий из труднодеформируемых сплавов. Нагретая заготовка подается в трехвалковый стан винтовой прокатки, где она обжимается по диаметру с предварительной проработкой структуры металла. После этого цилиндрическая заготовка подается.в стан с трехвалковым винтовым калибром, где она деформируется в...
Инструмент для получения зубчатых профилей

Номер патента: 1227300
Опубликовано: 30.04.1986
Авторы: Богоявленский, Виноградов, Елкин, Мочалов
МПК: B21H 5/02
Метки: зубчатых, инструмент, профилей
...зуба.Инструмент содержит обойму 1 с запрессованными в ней своими основаниями зубчатыми сегментами 2, При эдом вершины сегментов установлены с возможностью упругого перемещения.Инструмент работает следующим образом.Заготовку 3 помещают в полость, образованную матрицей, собранной из отдельных сегментов 2. Деформирующий валок 4 производит вдавливание заготовки 3 в зубчатую матрицу.Формообразование осуществляется следующим образом.Деформирующий валок вдавливает зуб 1 как жесткий клин, производит упругое перемещение контактирующих по поверхностям АВ и КМ сегментов в направлении, указанном стрелками, благодаря наличию зазора о . Пере 227300 2мещение сегментов вызывает пластическую деформацию соседних с зубом1 зубьев 11 и 111,При...
Устройство для изготовления периодического проката лопаточных выводов конденсаторов

Номер патента: 1227301
Опубликовано: 30.04.1986
Автор: Горбачев
МПК: B21F 23/00, B21H 8/00
Метки: выводов, конденсаторов, лопаточных, периодического, проката
...установлено на консольной части червяка 17, Зубчатоеколесо 19 установлено на оси и сопряжено с колесом 18, В стойке 20 установлен промежуточный вал 21. На валус одной стороны укреплена ждущаязвездочка 22, а с другой - фрикционная муфта 23. Вал 24, на которомустановлена приемная катушка 25,расположен в подшипниках 26 скольжения, закрепленных на стойке 27.Барабан приемной катушки 25 и верхний профилирующий диск 11 установлены так, что внешняя касательная28 к ним расположена под угломравным 40, к оси, проходящей через 27301центр направляющей фильеры 5 узла3 смазки и зону деформации и , образованную перифериями верхнего профилирующего диска 11 и нижнего профилирующего диска 14, На стойке 27установлен червячный редуктор 29,на тихоходном...
Инструмент для накатывания зубчатых профилей

Номер патента: 1228952
Опубликовано: 07.05.1986
Автор: Кореньков
МПК: B21H 5/02
Метки: зубчатых, инструмент, накатывания, профилей
...положительным пере;:;ним углом, в частности фрез, разверток, зенкеров, метчиков,протяжек и др из быстрорежущих сталей беэ исеользования специального оборудования,Положительный передний угол получается путем подрезания зуба накатьвяемого режущего инструмента, которое заключается в том, что незакругленная кромка зуба колеса нерабочего профиля "врезается в нерабочий профиль зуба накатываемого инструмента и формирует у него положительный уередний угол. Подрезание зубьев по рабочему профилю Отсутству:)1 сследованиями по определению из.Ося Фрея установлено, что независи:м 01 марки быстрорежущей стали иэк. их происходит преимущественно по:"лавной задней поверхности, Пред,1 агяемяя схема накатывания режущего инструмента должна способствовать...
Устройство для накатывания зубчатых профилей кинематической пары

Номер патента: 1228953
Опубликовано: 07.05.1986
Авторы: Востров, Елкин, Мочалов, Сухих, Ястребов
МПК: B21H 5/02
Метки: зубчатых, кинематической, накатывания, пары, профилей
...устанавливается в матрицу 2,которая винтами 3 крепится к обойме 4. В последней установлена втулка5, вращающаяся на конических подшипниках 6, соединенных между собой Э,втулкой 7. Крьппка 8 при помощи винтов 9 удерживает подшипники 6 от осевого перемещения. Наружная эталоннаяшестерня 10 одним концом, выполненным в виде конуса, взаимодействует 5с коническим отверстием втулки 5, адругим размещена в цилиндрическомотверстии корпуса 11 с возможностьюосевого перемещения. Пружина 12 прижимает наружную эталонную шестерню к 36втулке 5. Фиксатор 13 предотвращаетпроворот наружной эталонной шестерни10 и поднимает ее в верхнее положение при перемещении корпуса 11. Фиксатор 13 закреплен в корпусе 11 иимеет возможность перемещения вдопьцилиндрического...
Способ изготовления валов с эксцентричными ступенями

Номер патента: 1232347
Опубликовано: 23.05.1986
Авторы: Давидович, Дембицкий, Клушин, Макушок, Орловский
МПК: B21H 1/18
Метки: валов, ступенями, эксцентричными
...прокаткой и может быть использовано для изготовления валок компрессорного оборудования. Цель изобретения - расширение технологических возможностей способа путемувеличения достигаемых значений эксцентриситета ступеней валов за счет использования прокатки с предельно допустимойстепенью обжатия.На фиг. 1 - 6 изображены схемы последовательных этапов прокатки вала с однойэксцентричной ступенью; на фиг. 7 и 8 - изделия с различным эксцентриситетом ступеней; на фиг. 9 и 10 - клин инструмент, проекции; на фиг. 11 - инструментальнаяплита, вид сверху,Способ осуществляют следующим образом,20Исходную заготовку 1 нагревают и деформируют поперечно-клиновой прокаткой.Каждую эксцентричную ступень выполняютпрокаткой на участке заготовки незамкнутой...
Способ накатывания профилей двумя роликами

Номер патента: 1232348
Опубликовано: 23.05.1986
Авторы: Липатников, Луговой
МПК: B21H 3/04
Метки: двумя, накатывания, профилей, роликами
...1 и 2 устанавливаются таким образом, чтобы расстояние между их горизонтальными осями составляло й -1 где Онр - наружный диаметр роликов; А - диаметр заготовки;й - число заходов резьбы роликов; Иср - средний диаметр накатываемойрезьбы.Заготовка 3 подводится к накатным ро ликам 1 и 2 в момент, когда ролик 2 неподвижен и его ось 02 находится на наибольшем удалении от оси 01 ролика 1.Накатывание профиля происходит за счет перемещения ролика 2 в тангенциальном направлении до совмещения его горизонтальной оси с горизонтальной осью ролика 1, При этом заготовка захватывается роликами и, вращаясь, перемещается со скоростью, равной половине линейной скорости ролика 2.Расстояние между роликами уменьшается, 3 за счет чего происходит внедрение...
Способ изготовления штампокатанных изделий типа колес

Номер патента: 1234019
Опубликовано: 30.05.1986
Авторы: Валетов, Крашевич, Кузьмичев, Мирошниченко, Стальнокрицкий, Староселецкий
МПК: B21H 1/04
Метки: колес, типа, штампокатанных
...выше. Однако замедленная деформация 4 О Толщина диска у обода,мм 30 Из таблицы следует, что при отсутствии выдержки толщина диска выше оговоренной техническими условиями величины 27" мм, г. е. усилия, развиваемого прессом, недостаточно для формовки диска.При выдержке 1 с толщина диска находится в пределах допуска. В дальнейшем рекристаллизация продолжается, металла разупрочняется, но одновременно снижается производительность пресса и всей прессопрокатной линии (сниведет к охлаждению детали и снижению производительности агрегата.В процессе формовки диска железнодорожного колеса по достижении прессом максимального усилия формовку не заканчивают, а осуществляют под нагрузкой выдержкув течение 1 - 3 с для завершения процесса...
Устройство для накатывания резьб на пустотелых заготовках

Номер патента: 1234020
Опубликовано: 30.05.1986
Авторы: Бут, Дьяконов, Зелинский, Работкин
МПК: B21H 3/02
Метки: заготовках, накатывания, пустотелых, резьб
...поверхности торца план- шайбы и снабжены жестко закрепленными шестернями 7, зубья которых находятся в постоянном зацеплении с центральным зубчатым колесом 8, неподвижно закрепленным на стойке 2 станины. С торца рабочей стороны планшайбы 4 на стойке 2 закреплен резьбонакатный сектор 9. Вокруг каждого резьбонакатного ролика 5 на планшайбе 4 закреплены трубчатые полукольца 10 с соплами 11, связанные с отверстиями 12 на периферии планшайбы 4. В месте съема деталей установлено совмещаемое с отверстием 12 сопло 13, сообщенное с пневмосистемой и снабженное пружиной 14 и уплотнением 15.В верхней части планшайбы 4 установлен загрузочный лоток 6 с подпружиненным отсекателем 17, который выполнен в виде качающейся неравноплечей вилки с...
Устройство для изготовления зубчатых венцов

Номер патента: 1234021
Опубликовано: 30.05.1986
МПК: B21H 5/02
...материала венца, а угол р при вершине заднего конуса обеих ступеней 20 и 21 выполняется в соответствии с выражением = 180 - а. На стойке 3 установлен цилиндр 22, шток 23 которого через рычаг 24 связан с ползуном 25, расположенным между стойками 2 и 3. На ползуне 25 с возможностью 5 10 15 20 25 Зо 35 40 вращения на оси 26 установлен дисковый нож 27.Устройство работает следующим образом.В исходном положении ползун 13 находится в крайнем заднем положении. Шпиндель 18 устанавливают так, что между осью шпинделя 18 и осью шпинделя 5, т. е. осью матрицы 7 образуется угол у, определяемый180 - аиз соотношения у =, при этом2образующая конусов ступеней 20 и 21 ролика 19 устанавливается параллельно оси матрицы 7. Для этого корпус 16...
Устройство для холодного накатывания спиральных канавок на трубе

Номер патента: 1234022
Опубликовано: 30.05.1986
Авторы: Андреева, Орлов, Орлова
МПК: B21H 7/18
Метки: канавок, накатывания, спиральных, трубе, холодного
...6 25и с резьбой 7 и расположены гайка 8 регулировки рабочего хода штока 3 и шайба 9установки положения его относительно накатываемой трубы 10. С этой же стороныштока 3 выполнены отверстия 1 для подвода рабочей жидкости в полости гидроцилиндра.В шайбе 9 выполнены центральное отверстие 12 с ответными штоку поверхностями на этом участке и отверстия 13, которые обеспечивают це только креплениешайбы 9 винтами 14 к корпусу гидроци- З 5линдра 15, но и поворот ее на угол 16влево или вправо вместе со штоком 3 относительно неподвижно закрепленного к корпусу 1 корпуса гидроцилицдра 15.Корпус 1 выполнен с центральными от-верстиями, в которых установлены и закреплены винтами съемные крышки 17 со сменными втулками 18 и шаблоном 19. Поворот...
Калибр для поперечной прокатки полых заготовок на оправке

Номер патента: 1234023
Опубликовано: 30.05.1986
Авторы: Боровик, Васильев, Гошкадер, Казакевич, Лузганов, Петров, Шелементьев
МПК: B21H 8/00
Метки: заготовок, калибр, оправке, полых, поперечной, прокатки
...А. Обруцар Тираж 655 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор А. ОгарЗаказ 2680/11 Изобретение относится к технологическому оборудованию прокатного производства и может быть использовано для изготовления полых изделий переменного профиля поперечной прокаткой.Цель изобретения - повышение качества изделий путем уменьшения их разностенности за счет снижения раскатки заготовки при обеспечении ее центрирования по оси калибра.На фиг, 1 изображен калибр для поперечной прокатки полых заготовок на оправке, продольный разрез; на фиг. 2 то же, поперечный разрез. Калибр содержит два деформирующих валка 1,...
Стан для прокатки кольцевых изделий

Номер патента: 1235603
Опубликовано: 07.06.1986
Авторы: Быков, Валетов, Есаулов, Козловский, Корякин, Красносельских, Кулагин, Овчаров, Стальнокрицкий, Староселецкий, Филеева, Хейфец
МПК: B21H 1/06
Метки: кольцевых, прокатки, стан
...формообразование заданного контура изделия по сечению.По мере роста диаметра прокатываемо1235 го изделия каретка 6 с торцовыми валками 5 перемещается вправо из положеленного силового воздействия на изделие 20 относительно каретки 6, сов 20 ка в процессе прокатки простых профипроцессе прокатки) расширяет техноло30 соприкосновения заготовки 20 с наруж-.5ным валком 2. В этот момент включает 40 45 50 ния Б в положение В, а направляющиеролики 9 влево под углом о относительно продольной оси стана 1-1. Например, в исходном состоянии .направляющие ролики 9 находятся в положении (фиг.3), характеризующимся расстоянием 1 относительно направляющих опор 11 и расстоянием Я относительно центра О торцовых валков 5.В конце процесса прокатки...
Способ изготовления и восстановления зубчатых колес и устройство для его осуществления

Номер патента: 1235604
Опубликовано: 07.06.1986
Авторы: Берестнев, Бирюков, Карабанов, Кузьменков
МПК: B21H 5/00
Метки: восстановления, зубчатых, колес
...с возможностью зацепления с накатником для соединения зубчатой рейки с ободом колеса, причемпоследний установлен на неподвижнойоси и снабжен ребордой для образования закрытого калибра с синхрониэирующей шестерней. 2новкой заготовки 1 в профилирующее устройство (Фиг.З) подается полоса 5 мерной длины, концы которой имеют специальную разделку для облегчения сварки зубчатой рейки, Полоса разогревается индукторами 6 и 7 ТВЧ на входе и выходе из профилирующего уст-. ройства, В нагретом состоянии зубчатая рейка 8 попадая в закрытый калибр, накатником 3 с ребордой 4 накатывается и одновременно приваривается на заготовку 1. Для повышения качества сцепления рейки с ободом его покрывают Флюсом, содержащим 903 тетраборнокислого натрия....
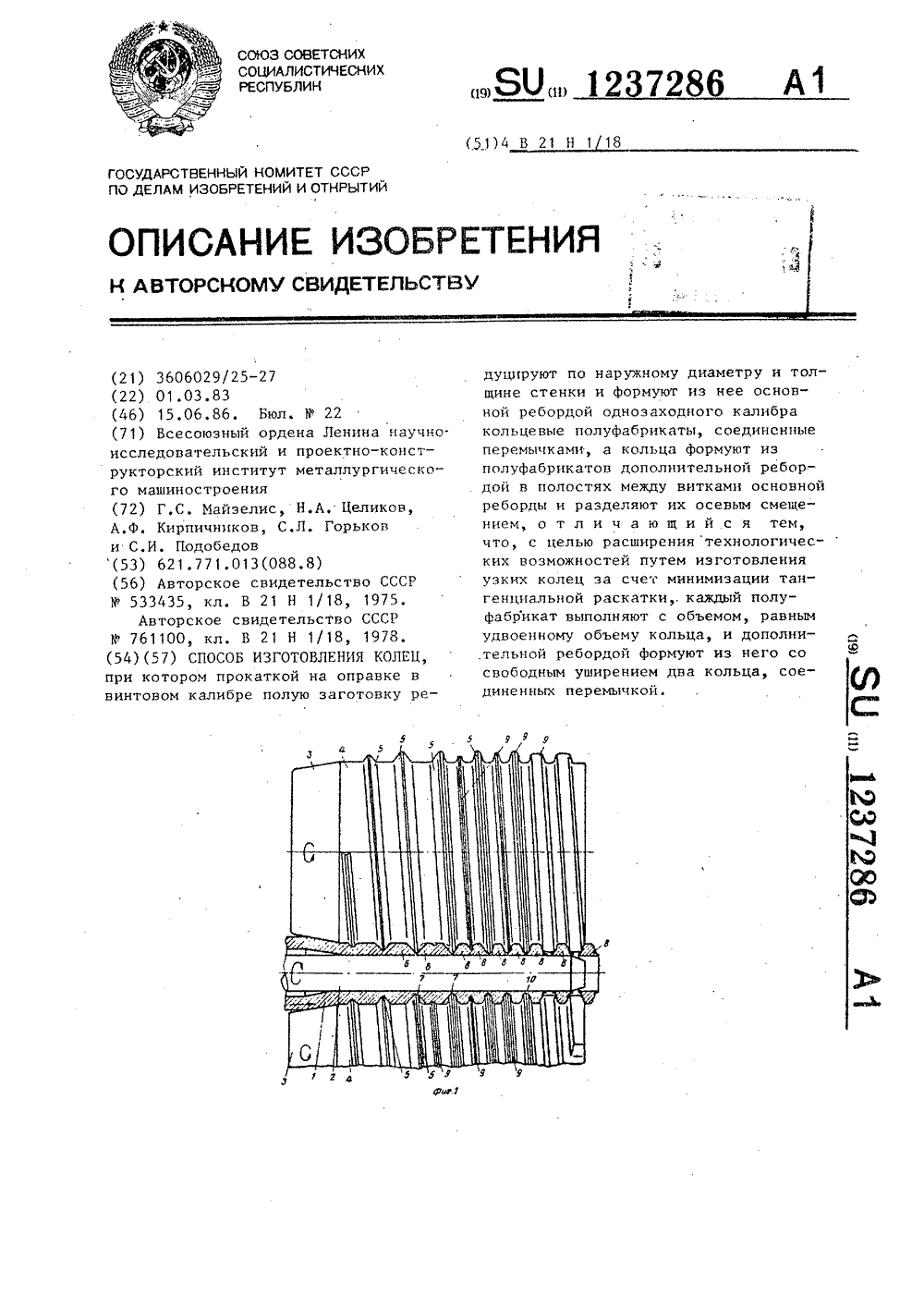
Способ изготовления колец
Номер патента: 1237286
Опубликовано: 15.06.1986
Авторы: Горьков, Кирпичников, Майзелис, Подобедов, Целиков
МПК: B21H 1/18
Метки: колец
...в металлургической и подшипниковой промьппленностях.Целью изобретения является расширение технологических возможностей способа. изготовления колец путем изготовления узких колец за счет минимизации тангенциальной раскаткиНа фиг. 1 изображена последовательность изготовления колец в инструменте для прокатки в винтовых калибрах; на фиг, 2 - последовательность формообразования колец из полуфабриката,Способ изготовления колец заключается в том, что полую заготовку 1 редуцируют на оправке 2 по наружному диаметру и толщине стенки заходными конусами 3 вращающихся валков 4 и в винтовом калибре, образованном витками основной реборды 5, формуют из нее кольцевые полуфабрикаты 6, соединен ные перемычками 7, при этом каждый полуфабрикат 6...
Способ изготовления двойных винтовых спиралей шнеков

Номер патента: 1237287
Опубликовано: 15.06.1986
Авторы: Верзилов, Егоров, Иванов, Любанов, Церна
МПК: B21D 11/06, B21H 3/12
Метки: винтовых, двойных, спиралей, шнеков
...Москва, Ж, Раушская наб ,д, М 5 Подписное Производственно-полиграФическое предприятие, г. Ужгород, ул. Проектная 4 Изобретение относится к обработке металлов давлением, а именно к способам изготовления двойных винтовых спиралей шнеков, и может быть использовано для изготовления шнеков транс портеров,Целью изобретения является повышение качества спиралей путем обеспечения заданной точности их формы в отношении взаимного расположения стенок.Изготовление двойных винтовых спиралей осуществляется следующим образом. Листовую заготовку изгибают вдоль 15 ее длины с обеспечением заданного взаимного положения кромок и прокатывают в двухслойную винтовую ленту заданного диаметра и шага. Наибольшему обжатию подвергают заготовку в месте ее...
Способ холодного накатывания шлицев и станок для его осуществления

Номер патента: 1237288
Опубликовано: 15.06.1986
Авторы: Бодров, Каплан, Попов, Строганов
МПК: B21H 5/00
Метки: накатывания, станок, холодного, шлицев
...бабке станка крепятся накатные планетарные фасонные 15ролики 2 и 3, приводимые во вращениеот злектродвигателей 4 и 5 через кинематические звенья 6.На задней бабке станка закрепленмеханизм 7 для зажима заготовки 8 20который приводится во вращение отэлектродвигателя 5 через кинематические звенья 9, вал 10 и блок 11шестерен. Продольное перемещение заготовки при обработке осуществляется 25от электродвигателя 12 через блок 13,шестерен и ходовой винт 1 чНа задней бабке станка закрепленоустройство торможения в виде массивного маховичного колеса 15 связанно Ого через блок шестерен 16 и 17 с валом 19. Иаховичное колесо 15 снабженосистемой 18 .подтормаживания с регулятором 19 усилия торможения пружинного типа.3Станок работает следующим...
Устройство для обработки и отрезки труб

Номер патента: 597154
Опубликовано: 23.06.1986
Авторы: Коваленко, Титов, Чижик-Полейко
МПК: B21H 1/06, B23D 21/00, B26D 1/40 ...
...5 размещен упор 1 О.Вал связан с ползуном 11, размещенным в зубчатом колесе 12, смонтированном в станине 1 и связанном с приводом 13 вращения. Ползун 1 подпружинен относительно зубчатого колеса12 и несет конический ролик 14, расположенный эксцентрично и взаимодействующий с конусом 5, жестко закрепленным на штоке силового цилиндра 16для радиального перемещения ползуна 11, Разрезная втулка 3 расположена,на направляющих 17 каретки 18, связанной с силовым цилиндром 19 продольного перемещения. Радиальное перемещение частей разрезной втулки 3осуществляется силовыми цилиндрами 20,со штоками которого они жестко соединены. Силовые цилиндры закреплены накаретке 18, перемещаемой по направляющим 21 станины 1.Формующая 2 и разрезная втулки...
Способ формирования резьб

Номер патента: 1240496
Опубликовано: 30.06.1986
Авторы: Борисов, Борисова, Попов, Тисенко
МПК: B21H 3/00
Метки: резьб, формирования
...3 сообщается заготовке 1. При этом активные силы трения возникают между спиральным инструментом 3 и заготовкой 1. Формирование резьбы проводят до того момента, пока врезультате упругой деформации спирального инструмента в заготовке не будет получен требуемый резьбовой профиль. После этого усилие с пуансона4 снимают. Пуансон под действием пружины 5 возвращается 5 10 15 20 25 30 35 в исходное положение. Освобожденный спиральный инструмент получает обратную упругую деформацию и освобождает заготовку 1.П р и м е р 1. Получение наружной рез ьбы М 16 1, 5 длиной 10 мм.Стержневую заготовку из стали 35 диаметром 15,30 мм помещают в упругий спиральный инструмент, выполненный из стали 65 С 2 ВА с последующей термообработкой. Витки...
Устройство для получения цилиндрических заготовок

Номер патента: 1243871
Опубликовано: 15.07.1986
Авторы: Исаевич, Сидоренко, Степаненко
МПК: B21H 1/18
Метки: заготовок, цилиндрических
...изображенном на фиг. 2, Механизм подачи продвигает пруток 10в валки 1 и 2 на длину заготовки,и цикл повторяется.П р и м е р, Для подтверждениявозможности получения с помощью предлагаемого устройства заготовок с хорошим качеством боковой и торцовойповерхностей из прутков изготовленодпытное устройство, состоящее издвух валков и двух направляющих проводок. Предлагаемое устройство установлено в клети прокатного стана,Режимы работы устройства. Частотавращения валков и = 0,07; О, 13;0,266; 0,43; 0,55 об/с, Максимальное усилие прокатки Р , = 500 кН.Разделение прутков производят безпредварительного нагрева материала. В качестве охлаждающей жидкостии смазки в зону деформации подаютиндустриальное масло ИА ГОСТ20799-75. Валки изготовлены...
Метчик бесстружечный

Номер патента: 1243872
Опубликовано: 15.07.1986
Автор: Рикман
МПК: B21H 3/08
Метки: бесстружечный, метчик
...сечении выполнен идентичным (эквидистантным) резьбообразующим частям 1 и 2 и также имеет вид многогранника с радиусными деформирующими выступами 7. На части разделительного пояска, прилегающего к концу калибрующей части 1, выполнен конический участок 8. Шаг винтовой резьбы частей 1 и 2 одинаков и равен Р, но витки на части 2 смещены на полшага относительно витков части 1Диаметр разделительного пояска 5 по выступам 7 выполнен больше диаметра впадин канавкообразующей части 1 (фиг. 3). Метчик работает следующим образом.Канавкообразующая часть, 1 перемещается вперед самозатягиванием и образует в отверстии детали резьбовую канавку, вытесняя из нее металл, Вытесняемый металл заполняет впадины между витками резьбы канавкообразующей...
Устройство для накатывания резьбы

Номер патента: 1245390
Опубликовано: 23.07.1986
МПК: B21H 3/04
Метки: накатывания, резьбы
...сила через сухарь 8, имеющий сферическую головку л рычаг 5, прижимает опорный ролик 3 к заготовке, что способствует поИзобретение относится к обработке металлов давлением и может бытьиспользована при накатывании наружной резьбы.Целью изобретения является повышение качества накатываемой резьбыза счет увеличения жесткости изделия в направлении подачи.На фиг.1 изображено устройстводля накатывания резьбы, общий вид;на фиг.2 - вид А на Фиг.1, на фиг.3 -разрез Б-Б на Фиг,1; на фиг.4 - видВ на Фиг.1,Резьбонакатная головка 1 при помощи державкизакреплена на суппортестанка, Опорный ролик 3 установленна оси 4, размещенной в отверстияхрычага 5 с возможностью свободноговращения и осевого перемещения. Сжатием тарельчатых пружин 6, размещенных на...
Устройство для раскатки осесимметричных изделий

Номер патента: 1247140
Опубликовано: 30.07.1986
Авторы: Ещенко, Лавров, Теплый, Яланский
МПК: B21H 1/06
Метки: осесимметричных, раскатки
...поступательного перемещения. В головке 5 в подшипниках 7 размещен холостой раскатной валок 8, ось 9 которого наклонена к оси 10 шпинделя 3 под углом о. Сбоку от неподвижной головки 1 в направляющих 11 смонтирован поперечный суппорт 12, который оснащен вертикально расположенным роликом 13, свободно установленным на оси 14, и имеет возможность возвратно-поступательного перемещения перед торцом матрицы 2 с помощью механизма 15. Напротив суппорта 12 на станине неподвижно закреплен кронштейн 16, на котором на оси 17 свободно установлен ролик 18, расположенный в горизонтальной плоскости, проходящей через оси 9 и 10, с воз.можностью взаимодействия с клиновымэлементом 19, выполненным на подвижной головке 5. Позицией 20 обозначена...