B21H 1/06 — колец с ограниченной толщиной
Станок для развальцовки поршневых колец

Номер патента: 9697
Опубликовано: 31.05.1929
Автор: Богданов
МПК: B21H 1/06
Метки: колец, поршневых, развальцовки, станок
...ииеющих целью развальцовку поршеевых колец нй шигощ 1 двух роликов, один из коих перес 7 гавной. Для пордержания пбрабатьваеиого иольца, согласно изобретеки, прпиенены ролшл, рисв 1 оложев 1 ные на отростках тройника, защеплщ 1 ного в дырах станины,На чеотеяге фиг, 1 взображаег боковой вид вреддагаеиого ставка; фиг, 2 - вщ оиереди.Прщлагаеиый станк ироинволит развальцовиу поршневых колец, подчеркиваемых ролыкаии Г, находящииися на отростках Л тройника, закрепляеюго в нырах 3 станины С, цри поссощи переставного род 1 кка Г, врилилаеиого к ролику .4 переиещаеиои по соответствующей тодшпое кольца, в направляющих Д, ари пол 1 ощи иахощгька Е. Вращение переставного ролка осув 1 ествляется,пооредотвои зубчатой иередачп И 1, снабжееной...
86018

Номер патента: 86018
Опубликовано: 01.01.1950
МПК: B21H 1/06
Метки: 86018
...Вряпястс 5 Б поди)3)ппикс).ъ корится 6, и нярсжпын, ног)сс)с)0)цЙ прнпудитсльное Вращение чсрсз шарнирный принсд Т, ко)3)(ческ)( ЕетгрннИ (с И тСКСтрОННу)О ПЕрСДЯЧу УО Г с)ЛЕКтрОДБИГЯт(ля 13. Кор 3 ЪС33 УТРСП 1( 0 РЛГКс 1 Ь(ВЛ)013 С 0 ОО.3 ИКЛ )КРС 31 ЛС 1 13 К 1 1(ПО 333 Л)Ь. 11 ЯПОЯВЛ 51 ОР 1 ИЖ 1(.11 сЛСТИ ) с) ,1 Ы ) и 10 Ж(ГИ 1 ГТ 1 ГОГЬКО 1 Тс (Г)ВОс(- ПОЕ 3 СЭГ 3 ГИС 11 ИС Б ПЛПРс 31(1:1.1, ПСРПГ(ЛИ 1:Т 151 РОЙ ПЛОСКОСТИ РсСКс 1 ГНИ.КО)П сС сс. 1 ЛРЖ 1010 3)ЛГИ 1 ТЬ)3 ЛЮ 1 ПСГО РО,1 ИК)3 с ) ОС 3 ГСТ 3(151 СТ РЯ)0 Б)С ПЕРС 11 С 1 НГИГ Б ПЛОГКОСТИ РЛСг,ЛТНИ П) 1133(Г 10311 Ы 31 Э 3 Л 51 ОИ(И.3 (Ч РЛ - МЫ. 1051(сОГ И )О)Т 31)Г:С 1)(М(1 СС и СО)П) Сс У ) сОС 3 С СТ 3,151 С ГГ 5 ,11 Б.3 Ь)1 3 И,(рсс 3)1 псс, С 1)(И 1 ипрОМ )3) Псри...
Полуавтоматическая машина для раскатки колец

Номер патента: 105806
Опубликовано: 01.01.1957
Авторы: Браславский, Глазь, Карпычев, Лихачев, Никольский, Романов, Соколов, Телис
МПК: B21H 1/06, F15B 15/00
Метки: колец, полуавтоматическая, раскатки
...до тех пор, пока кулачок 18 не воздействует па расположенный на мЯГистРали слиВР грРсла клапан 19 переключения, который открывает доступ воздуху в трубу 20; дроссельный клапан 21 садится на седло, после чего масло из нижней полости цилиндра может выходить только через клапан 21 и валок 2 плавно вступает в работу.Соприкосновение валка 2 с заготовкой сопровождается повышением давления в верхней полости цилиндра ), Действуя на клапан 19 переключения воздух открывает доступ маслу в верхнюю полость раоочсго цилн,ц)я мультипликатора, Возникшим высоким давлением закрывается шариковый клапан 22. Насос сбрасывает масло через рсдукционпый клапан 23 в бак, после чего раскатка кольца происходит под действием высокого давления от...
Устройство к раскаточной машине

Номер патента: 125232
Опубликовано: 01.01.1960
Авторы: Каледин, Клюквин, Новиков, Свенохов
МПК: B21H 1/06, B21H 9/00
Метки: машине, раскаточной
...движении бандажа 11 вверх рейка 12 поворачивает диск 13 храпового механизма против часовой стрелки. Это кращение передается через кривошип 14, серьгу 1 э и вал 16 трубе 17. Рычаг 3, нажимая своим выступом 18 на трубу 17, принудительно поворачивает вилку б. При этом происходит съем раскатанного кольца с раскатного валка 5 Раскатанное кольцо 8 попадает в козырек 19 и из него скатывается ь отводящий желоб 7.При дальнейНем дви1 сначинают поворачиватьс орЛо 125232Вилки 6 за счет задержанных тормозом 20 сателлитов 21 продолжают дьигагься по ча"свой сгрелкс к заготовке, находящейся в полволяцем желоое 2.В тот момент, когда ловитель 4 своей конусной передней часгьо захватит заготовку по,внутреннему диаметру, вилка прижмет ес к ловителю с...
Способ изготовления кольцевых заготовок из легких сплавов

Номер патента: 133042
Опубликовано: 01.01.1960
Авторы: Арутюнов, Дудин, Карпов, Пономарев, Ревунов
МПК: B21H 1/06
Метки: заготовок, кольцевых, легких, сплавов
...литая, кованая илп прессованная деталь, осуществляютв двух очагах деформаций максимально приближенных друг к другу,Обжатие заготовки ведут между внутренним валком 2, наружнымвалком 8 и коническими торцовыми валками 4Внутренний валок 2 и наружньш валок 3 имеют два калибра безбоковых стенок,Торцовыс валки путем интенсивного обжатия поверхности заготовки 1, доводят размер кольца по ширппс до заданной величины.Первый калибр является черновым (подготовитсльным), а второй -чистовым, Персдача колец из первого калибра во второй осуществляютпри помощи каретки-манипулятора с одновременным перемещениемторцовых валков 4 по направляющим параллельно осям внутреннего 2и наружного 3 валков,М 133042 Диаметры последних могут изменяться в...
Стан-автомат для горячей прокатки кольцевых заготовок

Номер патента: 139650
Опубликовано: 01.01.1961
Авторы: Арутюнов, Малинин, Милютин, Пономарев, Ревунов, Шагас
МПК: B21H 1/06
Метки: горячей, заготовок, кольцевых, прокатки, стан-автомат
...передвижного холостого валка 5 с опорами б и 7, торцовых валков о с эксцентриковым механизмом сближения от электродвигателя 9 через червячный редуктор 10, механизмов 11 загрузки н 12 выгрузки.Главный валок стана 2 установлен вместе со своими подушками иа рычаге 13, кача 1 ощемся вокруг шарнира 14. Опорный ролик 16 кинематически связан с рычагом главного валка с помоц 1 ью регулируемой тяги 7 и двуплечего рычага 1 о и движется при прокатке в соответствии с ростом диаметра кольца по траектории, обеспечива 1 ощей получение точной геометрической формы кольца.Настройка размер ю ширине колец и остановка торцовых валков с помощьо следящего сельсинного устоой Остановка подачи главного валка при достижении заданной величины наружного...
157660

Номер патента: 157660
Опубликовано: 01.01.1963
МПК: B21H 1/06
Метки: 157660
...чертеже схематически изображен механизм ения оси опорного ролика в двух положениях: в начале и в ра и кольца.Механизм состоит из установленного на станине гидравлического цилиндра 1, поджимающего опорный ролик 2 к кольцу с заданным переменным усилием, поршня 3 со штоком, в вилке которого размещена ось 1 спорного ролика, и шарнирной тяги 5, связывающей ось опорного ролика с осью нарюного валка. Длина тяги вьоирается таким образом, чтобы между роликом и наружным валком оставался наименьший зазор, необходимый для сброса окалины.Благодаря наличию тяги Б точка контакта ролика с кольцом в каждый момент прокатки расположена на кратчайшем расстоянии от очага деформации, что обеспечивает наименьшую овальность кольца и наиболее плавну 1 о...
Автоматическая линия профилирования обода автомобильного колеса

Номер патента: 165064
Опубликовано: 01.01.1964
Авторы: Колед, Кузьмин, Левчен, Малыгин, Марчук, Терин, Харац
МПК: B21H 1/06, B21H 9/00, B65G 47/38 ...
Метки: автоматическая, автомобильного, колеса, линия, обода, профилирования
...вперед толкате:ям предыдущего профилировочного станка н в конце хода вперед останавливаются механнзмалн останова (на чертеже механизмы останова не показаны). При дальнейше двнкеннн толкателя плавакэщий упор встречает препятствие 30 и останавливается, толкатель продолжает движение, дссылая находящиеся перед ним заготовки вперед. Очередная заготовка 28 останавливается плавающим упс ром в заданном месте. Обад, находящийся в корзине, попадает вжелоб 16 и продвигает весь пакет ободьев вперед, Толкатель профилировочного станка 1 передвигает обод к прессу 8, и затем оса женные ободья передвигаются к профилировочному станку 2. Толкатель профилировочнсго станка 2 при помощи рычажной системы и подпружиненной собачки из желоба загружает...
Раскатки кольцевых заготовок

Номер патента: 181608
Опубликовано: 01.01.1966
Авторы: Клюквин, Оган, Рождественский, Черменский
МПК: B21H 1/06
Метки: заготовок, кольцевых, раскатки
...скоростью, или с одновременным угловым смещением шестерни 5относительно шестерни 4.Необходимый крутящий момент раскаткипередается от привода 7 через шестерню 4.25 Необходимое усилие раскатки и величина подачи передаются от привода 8 через вал червяка червячной пары 9 н шестерню 5. Привод 8 и валу червяка может быть выполненлюбым из известных видов - механическим,30 гидравлическим, пневматическим,Для наладочных работ подача раскатного валка и сам процесс раскатки могут осущестьляться вручную от штурвала 10. Наладка и работа автомата производятся следующим образом, Перед раскаткой штурвалом вручную проворачивают вал червяка на угол, необходимый для получения наружного размера оаскатываемой заготовки. Фиксируют угол по шкале. В этом...
Инструмент для раскатки колец

Номер патента: 202863
Опубликовано: 01.01.1967
Авторы: Рождественский, Смирнов
МПК: B21H 1/06
Метки: инструмент, колец, раскатки
...раскатываемого кольца 4. Боковые валки установ лены по обе стороны матрицы и соосно посажены на нажимном валу 5 кольцераскатной машины, Матрица имеет ширину меньше ширины раскатываемого кольца и предназначс.на для раскатки средней части его наружной 30 поверхности,аказ 3839/15НИИПИ Комитет Подписпо овете Министров СССипография, пр, Сапунова,Боковые валки служат для формирования наружных фасок б раекатываемого кольца.Боковые валки;матица, и внутренний валок:мефи Ьыть расположены так, что ось От - 01 боковых валков лежит вне,плоскости, проходящей через ось Ов - Оа матрицы и ось Оз - Оз внутреннего валка для удаления заусенцев в процессе раскатки кольца 4.Исходная кольцевая заготовка, превращающаяся на завершающей стадии раскатки в...
Кольцераскатная машина

Номер патента: 242112
Опубликовано: 01.01.1969
Авторы: Альшиц, Дубровин, Сницаренко
МПК: B21H 1/06
Метки: кольцераскатная
...29.Валок 2 базируевся в осевом направлении своим ферганцем на торец,шпинделя 27, Беззазсрная,посадка обеспечивается введением между посадочными поверхностями (цилиндрической на валке 2 и конической на,шпинделе 27) цанги 28. Базирование валка на торец шпинделя обеспечивается при помощи ленточной резьбы, имеющейся на валке 2 и гайке 29.Внутренний валок 2 с надетой на него заготовкой гидроцилиндром 8 перемещается в направлении внешнего валка 1. Линейка также начинает двигаться, при этогм рычаг 10 взводится защелкой 9 и скользит по кулачку 8. Рычат 14 отводит защелку 13, а сам отводится кулачком 12, что вызывает перемещение гидропилота ва определенную величину. Тем самым уменьшается проходное сечение на пути масла, выжимаемого из...
282280

Номер патента: 282280
Опубликовано: 01.01.1970
Авторы: Всесоюзный, Гщщп, Изотов, Крупин, Рощин
МПК: B21C 37/14, B21H 1/06
Метки: 282280
...готового изделия и при достижении внутренней поверхности наружной составляющей заготовке сообщают дополнительную деформацшо 20 - 30%.11 а чертеже показана схема осуществления предлагаемого способа.Заготовка, собранная пз двух колец: наружного - основного 1 и внутреннего - плакирующего 2 поступает в кольцепрокатный стан и прокатывается между внутренним 3 и наружным 4 приводными валками.Внутренняя поверхность (контактная) наружного кольца 1 подготавливается для соединения с плакпрующей нвружной поверхностью внутреннего кольца 2. Процесс деформации происходит по определенному закону и заканчивается, когда наружныи диаметр кольца 2 станет равным внутреннему диаметру холодного наружного кольца , играющего какбы роль матрицы, с учетом...
Способ прокатки колец

Номер патента: 287893
Опубликовано: 01.01.1970
Автор: Зиновьев
МПК: B21H 1/06
...заготовокдля притупления кромок и снятия заусенцевмеханическим способом,Предлагаемый способ отличается от известного тем, что, с целью более полного использования допустимого температурного интервала деформации, кромки заготовки в процессе прокатки непрерывно притупляют дополнительным обжатием, прекращая его перед 20доводкой кольца на готовый размер,На чертеже показана схема осуществленияпредлагаемого способа.Нагретую кольцевую заготовку 1 помещаютмежду основными роликами 2. Основные ролики приводят во вращательное движение ипостепенно сближают один с другим. В образованном роликами 2 калибре происходит прокатка заотовк. К 1)омкп заготовки не заостряются благодаря их постоянному притуплению дополнительными роликами 8, которые...
Способ раскатки колец

Номер патента: 296613
Опубликовано: 01.01.1971
Авторы: Альшиц, Ближевский, Володин, Игнатьев, Маскули, Сорокин, Тубеншл
МПК: B21H 1/06
...с цель валки одно закрытогораскатки колец, включающии декольцевой заготовки спаренными ближающимися в процессе раскат- чающими заготовку в осевом и рааправлениях, отличпюшийся тем, о формирования сложного профиля, временно сближают до образования калибра, ил;.".: .,УГе":схлЯбио ио;ека МБА Зависимое от авт. свидетельстваявлено 18.Х,1968 (М 1276022,22-2) 1Известен способ раскатки колец, включающий деформацию кольцевой загоговкп спаренными валками, сближаюгцимися в процессе раскатки и оожимающими заготовк осевом и радиальном направлениях.Предлагасмый способ отличается тем, что, с целью формования сложного профиля, валки одновременно сближают до образования закрытого калибра,На фиг. 1,показано начало процесса деформации; на фиг. 2 -...
Кольцепрокатный стан

Номер патента: 305949
Опубликовано: 01.01.1971
Авторы: Ближевский, Игнатьев, Панов, Сорокин, Тубеншл
МПК: B21H 1/06
Метки: кольцепрокатный, стан
...3 в поперечном направлении, т. е. вдоль их оси, устанавливается благодаря регулированию в этом направлении положения всей каретки 6 относительно неподвижного в поперечном направлении основания 30. Регулировка осуществляется при помощи регулировочных винтов 31, смонтированных в каретке и взаимодействующих с двуплечим рычагом 32, одним концом шарнирно связанного с кареткой, аг другим - с сухарем 33, вмонтированньгм в поперечную направляющую 34, жестко закрепленную на подвижном основании 30 каретки.Кольцепрокатный стан работает следующим образом.Механическая рука (на чертеже не показана) устанавливаеп заготовку на раскатном ролике 1, после чего под действием пружины 27 ролики 24 приближаются к заготовке, касаются ее и прижимают к...
Способ прокатки профильных колец

Номер патента: 312662
Опубликовано: 01.01.1971
Авторы: Жукевич, Казанска, Котельникова, Полищук, Шалимов
МПК: B21H 1/06
Метки: колец, прокатки, профильных
...сокращения отходов металла и улучшения качества колец по предлагаемому способу валок, формующий впадину уголково го профиля, перемещают в направлении вершины готового уголкового профиля.На чертеже показана схема реализации предлагаемого способа (стрелками показано перемещение каждого из обжимающих вал ков) .Скорость перемещения валков 1 и 2 выбирается в зависимости от конфигурации данного профиля (может быть одинаковой или различной). 20Соотношение скоростей подбирают таким образом, чтобы угол между направлением относительного перемещения валков 1 и 2 и осью раскатываемого кольца 3 отличался от прямого, и направление относительного перемещения валков было таково, что валок 1, формующий впадину уголкового профиля перемещался бы в...
Устройство для поперечной прокатки деталей

Номер патента: 336067
Опубликовано: 01.01.1972
Авторы: Барков, Булахов, Казанска, Калмыков, Котельникова, Крылов, Лычагин, Милютин, Панфилов, Полищук, Садковский, Сафонов, Целиков
МПК: B21H 1/06
Метки: поперечной, прокатки
...шайби трех (в данном случае) приводных рабочихвалков 3, Шайба 1 имеет возможность осевойрегулировки для обеспечения точного деления заготовки 4 рабочими валками 3. Шайба 2 связана, например, с гидроцилиндром (на чертеже не показан) и имеет ход, необходимый для загрузки и выгрузки заготовок и зажима заготовки во время формовки. Валки 3 имеют возможность синхронного радиального перемещения и расположены по окружности заготовки 4. Между рабочими валками 3 размещено несколько неприводных опорных цилиндрических роликов 5.Работает устройство следующим образом. Плоская заготовка 4 типа диска устанавливается на неподвижной торцовой шайбе 1, 15 после этого начинается подвод валков 3 докасания их с заготовкой, чем достигается центрирование...
Стол кольцепрокатного стана

Номер патента: 341570
Опубликовано: 01.01.1972
МПК: B21H 1/06
Метки: кольцепрокатного, стана, стол
...и необходимое сближение подъемных решеток прн загрузке заготовок и выгрузке прокатанных ко размеров. Этот стол можно испол на двухвалковых, так и на четыр кольцепрокатных станах.На фиг. 1 показан описываемый резе; на фиг. 2 - то же, вид в пл Стол кольцепрокатного стана содержитподводящий транспортер 1, цилиндры 2 гори зонтального перемещения подъемных решеток, направляющие 3, направляющие штанги 4 подъемных решеток, цилиндры 5, неподвижное основание 6 с пазами, подъемные решетки 7, секции а, б и в подъемных решеток, пол зушки 8 направляющих торцевой клети 9, отводящий транспортер 10, наружный 11 и внутренний 12 валки кольцепрокатного стана,прокатываемую заготовку 1.т и торцевые валки 14.20 Работает стол следующим образом. Заготовка...
Кольцепрокатного стана

Номер патента: 343749
Опубликовано: 01.01.1972
МПК: B21H 1/06, B21H 9/00
Метки: кольцепрокатного, стана
...св.290638.Предлагаемый стол отличается тем, что он снабжен механизмом подачи и съема кольцевых заготовок, выполненным в виде смонтированной в зоне загрузки заготовок подвижной в осевом направлении толкающей штанги, ось которой перпендикулярна оси внутреннего валка, а также расположенной,в зоне выгрузки прокатных колец тянущей штанги. Ось последней расположена в одной плоскости с осью толкающей, штанги с эксцентриситетом, При этом обе штанги смонтированы с,возможностью регулировочного перемещения в направлении, перпендикулярном их оси.Это позволяет исключить крановое оборудование и обеспечить полную механизацию и автоматизацию при загрузке и выгрузке заготовоки прокатанныхколец с перепадом по диаметрам и с разнообразной формой профиля по...
Стан для прокатки профильных колец

Номер патента: 348266
Опубликовано: 01.01.1972
Авторы: Васильчиков, Игнатьев, Казанска, Калмыков, Котельникова, Шалимов, Шор
МПК: B21H 1/06
Метки: колец, прокатки, профильных, стан
...цилиндрами 11, с помощью которых они могут перемещаться по направляющим обоймы в направлении радиуса готового кольца. Кроме роликов 10, установленных в кассетах, обойма содержит ролик 12, смонтированный на рычаге, который с помощью гидроцилиндра 13 во время прокатки прижимается к кольцу.Стан работает следующим образом. Перед прокаткой кассеты 8 и 9 с роликами 10 и вся обойма 4 устанавливаются так, чтобы ролики 10 и наружный валок 2 описывали окружность, диаметр которой равен диаметру готового кольца, После этого заготовка надевается на внутренний валок 3 и заводится в калибр наружного валка. Во время прокатки внутренний валок гидроцилиндром г перемещается к наружному, раствор валков уменьшается, стенка обжимается, а диаметр кольца...
Устройство для раскатки колец

Номер патента: 407613
Опубликовано: 01.01.1973
Авторы: Кожуховский, Статиров, Струк
МПК: B21H 1/06
...10 укреплен корпус 14 обоймы с опорными роликами 15. Сигнальный ролик 16 через датчик 17 и электросистему переключения 18 соединен с реверсом привода 3 подачи.В качестве противовеса (фиг. 1) между кронштейном 8 и станиной 1 установлена пружина 19, которая удерживает кронштейн 8 с обоймодержателем 10 в исходном положении соосио с центральным валком 7 на упоре 20.Концентрично центральному валку в подпятнике 21 установлен подпружиненный упор 22 со сферическим основанием, удерживающийся пружинной крышкой 23.Раскатываемое кольцо 24 (фигвается иа центральный валок 7подачи 3 через коромысло 4 и нажимной вращающийся валок 6 раскатывается до ех пор, пока наружный диаметр его не коснется опорных роликов 15, которые преп:.тствуют дальнейшему...
412977

Номер патента: 412977
Опубликовано: 30.01.1974
МПК: B21H 1/06
Метки: 412977
...формации.цент- опоря гео- всего сопря 2 додних вй деет изобретения Способ простого и дусматрива 0 двумя вращ ками до по ложение ус ваемого ко цель 1 о пов 5 меров раск прикладыв раскатки итежом.Раскатыв ных ролика рабочими в ки диаметр емое изделие 1 находится 2 между двумя вращаю лками 3 и 4. В процессе изделия 1 увеличивается сопор. имися аскат- увелиИзобретение относится к области обработки металлов давлением.Известен способ изготовления кольцевых деталей простого и сложного профилей сечения, предусматривающий раскатку заготовки между двумя вращающимися и сближающимися валками до получения заданного диаметра и последующее приложение усилия подпора к контуру раскатываемого кольца.Однако при этом способе наружный диа метр изделия...
Устройство для профилирования металлических колец

Номер патента: 422513
Опубликовано: 05.04.1974
Авторы: Золотарев, Махтюк, Механических, Огурцов
МПК: B21H 1/06, B21H 9/00
Метки: колец, металлических, профилирования
...ройство, фронтальный вид; на фиг. 2 - сечение по А - А на фиг. 1.Устройство содержит сташгиу 1 с траверсой2, прижимной ползун 3, служащий для перемещения наружного валка 4 при помощи гид роцилиндра о, два внутренних валка 6, которые под действием боковых цилиндров имеют возможность соприкасаться друг с другом.Механизм для удержания обода от торцового биения при обработке расположен на 25 левой и правой стойках станппы. Он состоитиз прижимных роликов 7, которые установлены на подшипниках 8. Ролики с подшипниками монтируются на планки 9, 10, которые шарнирно соединены с рычагами 11, 12 и с 50 ломающимися рычагами 13, 14. Оси рычагов313 и 14 соединены рычагом 15. Через тягу 16 шарниры рычагов 13 соединены с толкателсм 17, на резьбовые...
Устройство для прокатки колец с несимметричным профилем типа фланцев

Номер патента: 423552
Опубликовано: 15.04.1974
Авторы: Васильчнков, Изобретени, Калмыков, Полищук, Шалимов
МПК: B21H 1/06, B21H 9/00
Метки: колец, несимметричным, прокатки, профилем, типа, фланцев
...фланцев.5 Известно устроиство для прокатки колец с несимметричным профилем типа фланцев, содержащее смонтированные в станине наружный и внутренний валки, один из которых приводной, расположенные с возможностью вза имного радиального сближения и образующие калибр, серьезным недостатком которого является невозможность прокатки колец с достаточно сложным профилем, особенно колец с несимметричным профилем, 1 Предлагаемое устройство позвшить условия заполнения калибркачество прокатываемых колецчто оси наружного и внутреннегощены под углом, регулируемым3 о На фиг.ство; на ф Рства.Устройство состоит из привого валка 1, неприводного вопорных роликов, Один из1 внутренний или наружный) -1 а возможность регулировкт работает следующим образом....
Валок для поперечной прокатки штучных кольцевых заготовок

Номер патента: 446343
Опубликовано: 15.10.1974
Авторы: Грановский, Колтунов, Крылов, Майзелис, Саускан, Тарасов, Яковлев
МПК: B21H 1/06
Метки: валок, заготовок, кольцевых, поперечной, прокатки, штучных
...при разделении заготовок и увеличения стойкости реборд на участке разделения заготовок в средней части цилиндрической поверхности каждой реборды предусмотрена винтовая канавка, при этом общая ширина реборды увеличивается.На чертеже представлены валки 1 с винтовыми калибрами 2, образованные ребордами.Прокатка валка осуществляется следующим образом.Трубная заготовка задается на оправке между непрерывно вращающимися валками с винтовыми калибрами, Заготовка захватывается валками, развернутыми на угол подачи, начинает вращаться и перемещаться в осевом направлении. В процессе прокатки происходит редуцирование диаметра и толщины 5 стенки заготовки за счет обжатия на оправке,Затем производятся последовательно формовка, калибровка и...
Устройство для формообразования профильных колец

Номер патента: 453225
Опубликовано: 15.12.1974
Авторы: Балаганский, Демиденков, Изобретени, Меркулов, Солдатов, Черноморец
МПК: B21H 1/06, B21H 9/00
Метки: колец, профильных, формообразования
...рабочих роликов выполнен в виде копирной шайбы, смонтированной соосно с за жимными шайбами и связанной с рабочимп роликами посредством кривошипных валов, проходящих через головку с возможностью совместного их вращения и несущих копирные ролики, взаимодействующие с копирной шай бой.На чертеже показано описываемое устройство, состоящее из станины 1, механизма 2 зажима и осадки заготовок, привода 3 перемещения шайб, рабочих профилирующих роликов 30 4, головки 5, кривошипных валов 6, копирных шайб 7 и роликов 8.Профиль рабочих роликов соответствуег наружной поверхности кольца, а шайб - торцовой поверхности.Устройство работает следующиНагретая заготовка зажимаетвается механизмом сближенияэтого производится сближение рков, обкатка наружной...
Устройство для автоматического управления перемещением прижимного ролика в кольцепрокатном стане

Номер патента: 471942
Опубликовано: 30.05.1975
Автор: Блиничкин
МПК: B21H 1/06
Метки: кольцепрокатном, перемещением, прижимного, ролика, стане
...касается заготовки 4. Отвод прижимного ролика обеспечен включенной гидросистемой раскаточной машины, когда жидкость от нагнетающего патрубка при отключенном электромагните 39 поступает под поршень 37 гидроцилиндра 38 через жиклер 45. При этом сопло 43 перекрыто якорем 40 под действием пружины 42, а сопло 44 открыто и работает на слив через сливной патрубок 48. Давление в соединенной с соплом 44 полости гидроцилиндра 38 отсутствует.В описываемом положении планка 36 удерживает шток 20 (контакты элементов 13 и 18 разомкнуты), Ползуны 28 и 29 сведены в направляющих 30 ближе друг к другу, так как стержни 24 и 25 шарнирно соединены с отведенным штоком 20. При этом стержни 26 и 27 также сведены, а шток 21 выдвинут и через замкнутые контакты...
Устройство для прокатки штучных кольцевых заготовок

Номер патента: 331615
Опубликовано: 05.07.1975
Авторы: Грановский, Лазуткин, Майзелис, Саускан, Яковлев
МПК: B21H 1/06
Метки: заготовок, кольцевых, прокатки, штучных
...Вини товая реборда б в начале калибра валка 1,где формуется на оправке 4 заготовка 10 с толстой перемычкой, имеет участок 11 с малой конусностью. На участке, где становится тоньше и отрезается перемычка, реборда в 15 основании имеет участок 12 с малой конусностью, соответствующей конусности торцов получаемых изделий, сопрягающийся с участком 13 при вершине реборды, имеющем большую конусность (25 - 30).При вращении валков 1 - 3 винтовая ре.борда 6 вначале формует заготовку с малой конусностью торцов, и лишь при утоненип перемычки формуются небольшие участки торцов с большой конусностью, которые приле- Б гают к растачпваемому отверстшо заготовки.Благодаря этому соблюдается условие прилегания деформпруемого металла к реборде валка,...
Устройство автоматического управления перемещением торцовых валков и опорного ролика кольцепрокатного стана

Номер патента: 479550
Опубликовано: 05.08.1975
МПК: B21H 1/06
Метки: валков, кольцепрокатного, опорного, перемещением, ролика, стана, торцовых
...металов давлением и может быть использованпри раскатке колец на станах. Известны устроиства автоматического управления перемещением торцовых валков и опорного ролика кольцепрокатного стана с внутренним и наружным прокатными валками, содержащие датчики положения и системы управления приводами перемещения торцовых валков и опорного ролика, для чего устройства включают следящий ролик, контактиющий с прокатываемым кольцом. Извест 5 е устройства не обеспечивают внесение коррекции по фактическим значениям исходных параметров заготовок, а также не исключают рассогласования перемещения прокатных валков и перемещения торцовых валков и опорного ролика при нарушении круговой формы прокатываемого кольца. Для повышения точносттываемого кольца...
Способ раскатки профильных колец
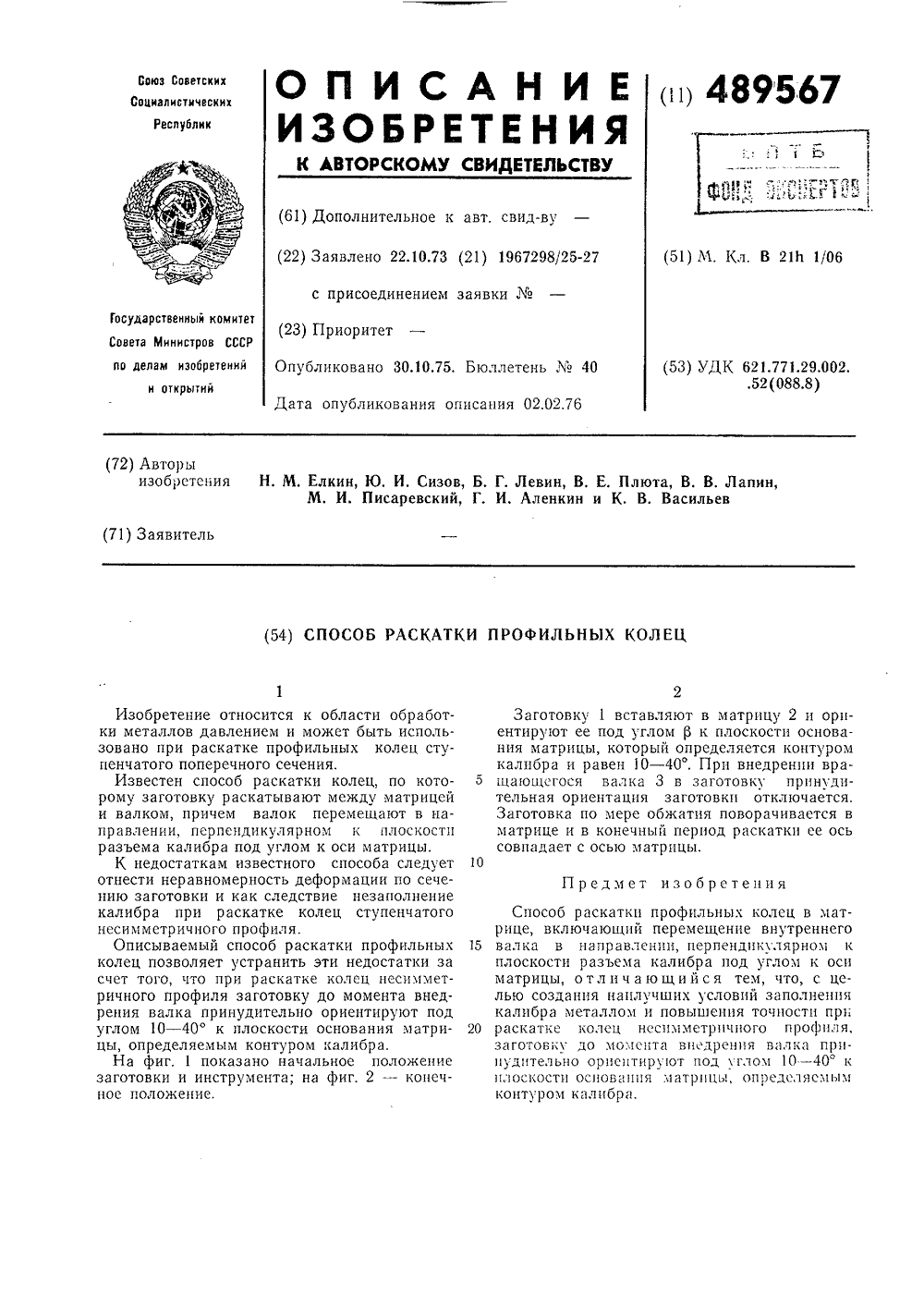
Номер патента: 489567
Опубликовано: 30.10.1975
Авторы: Аленькин, Васильев, Елкин, Лапин, Левин, Писаревский, Плюта, Сизов
МПК: B21H 1/06
Метки: колец, профильных, раскатки
...обработки металлов давлением и может быть использовано при раскатке профильных колец ступенчатого поперечного сечения.Известен способ раскатки колец, по которому заготовку раскатывают между матриРей и валком, причем валок перемещают в направлении, перпендикулярном к плоскости разъема калибра под углом к оси матрицы.К недостаткам известного способа следует отнести неравномерность деформации по сечению заготовки и как следствие незаполнение калибра при раскатке колец ступенчатого несимметричного профиля.Описываемый способ раскатки профильных колец позволяет устранить эти недостатки за счет того, что при раскатке колец несимметричного профиля заготовку до момента внедрения валка принудительно ориентируют под углом 10 - 40 к плоскости...