Агрегат для изготовления деталей типа колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
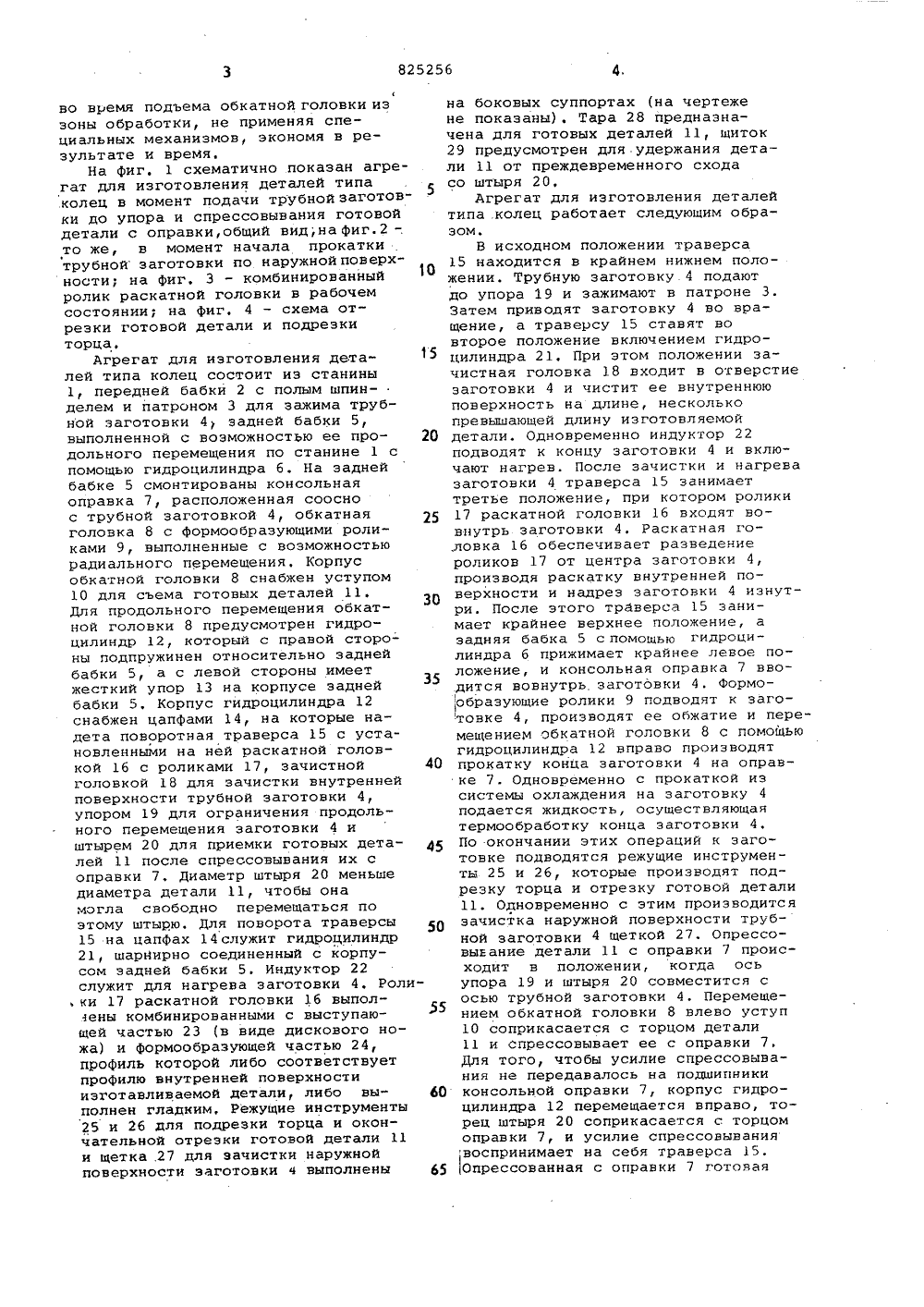
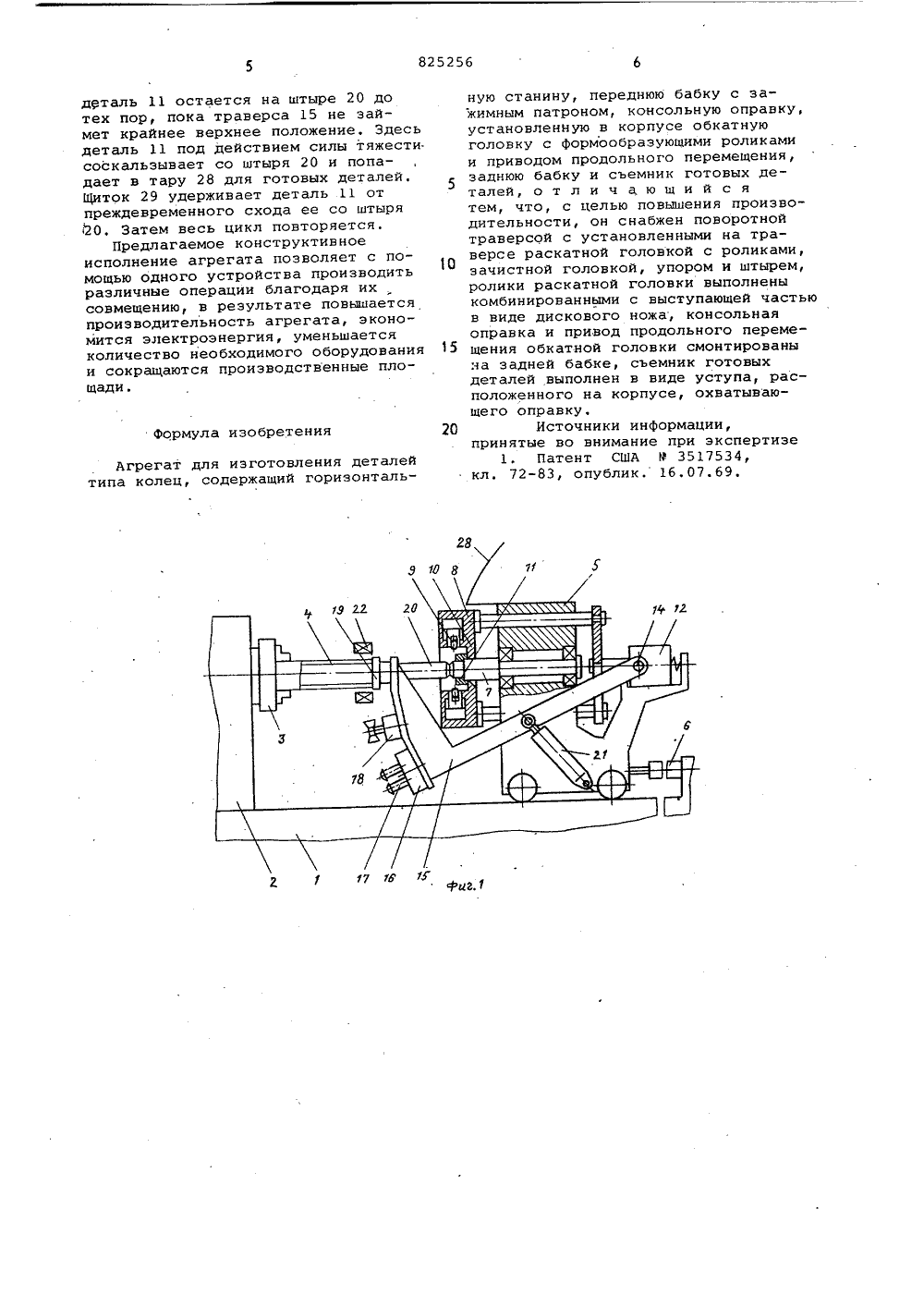
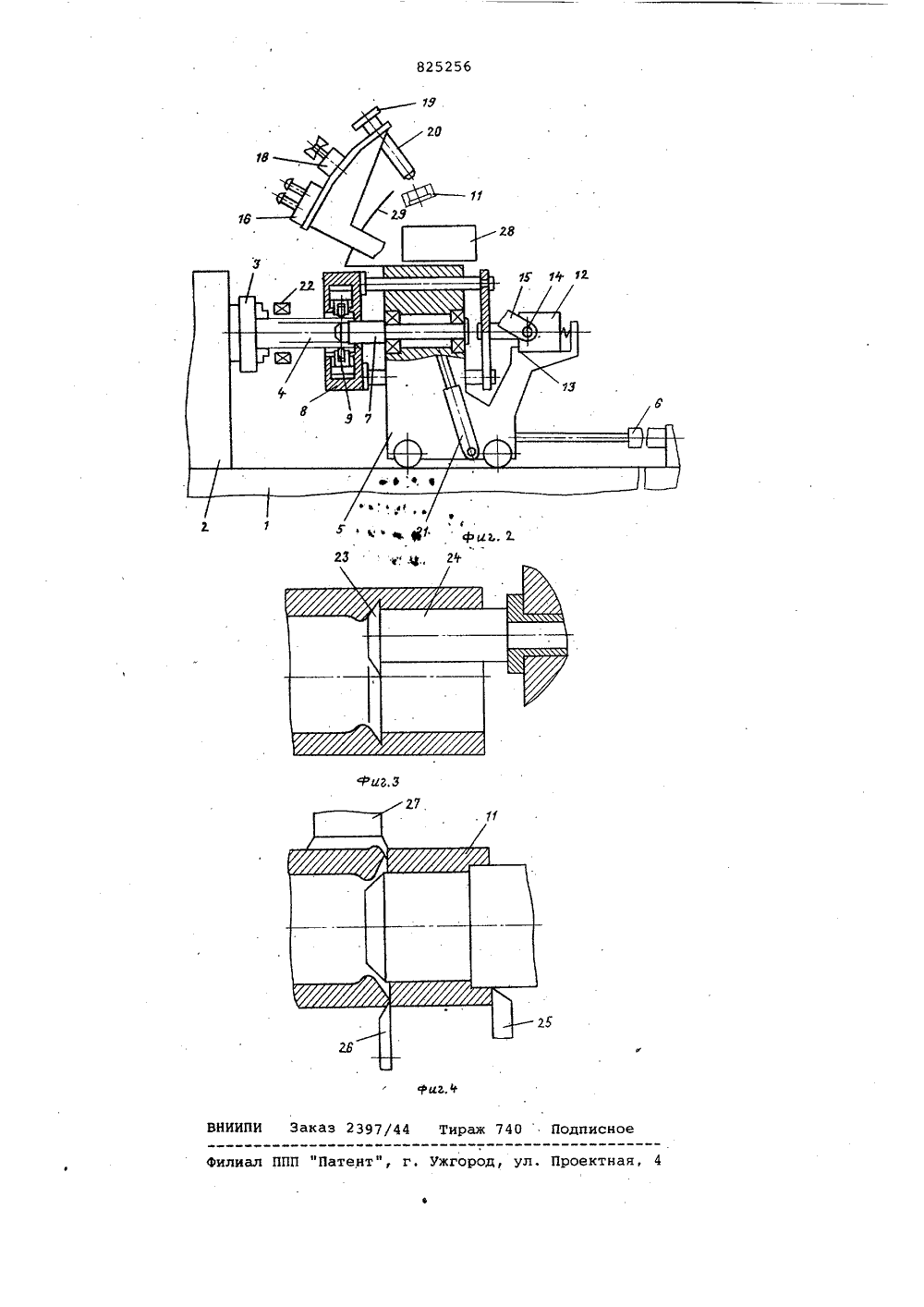
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(22) Заявлено с присоединен 220679 (21)2782675/25-2 1 Н 1 м заявки йо сударстве ныи комитетСРзобретенийрытий 23) Приори0,04,81, Бюллетень Мо Опублико Дата опуб(54) АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕ ТИПА КОЛЕЦ щения обратной головки смонтированына задней бабке, съемник готовых .деталей выполнен в виде уступа,расположенного на корпусе, охватывающего оправку.Выполнение роликов, раскатной головки комбинированными с выступающейчастью в виде дискового ножа позволяет совмещать операции раскатки инадреэки. Снабжение обкатной голов-ки уступоМ для спрессовывания гото-.вых деталей с оправки позволяет обходиться без специального съемника.То обстоятельство, что консольнаяоправка и обкатная головка вместе сприводом ее продольного перемещения смонтированы на задней бабкеагрегата, способствует проведениюоперации подачи трубной заготовки 20 неограниченной длины через шпиндельустройства, тем самым повышаетсяпроизводительность, Связь раскатнойголовки с задней бабкой через поворотную траверсу, снабженную штыремдля приемки спрессованных с оправкиготовых деталей, позволяет, во-первых,производить спрессовывание детали ю с оправки одновременно с подачейтрубной заготовки и, во-вторых, про"30 изводить подачу готовых деталей в тару Изобретение относится к обработкеметаллов давлением и может быть1использовано при изготовлении колециз трубной заготовки, например колецтурбобуров.Наиболее близким к предлагаемо)луявляется агрегат для прокатки металлических труб, содержащий горизонтальную станину, переднюю бабку сзажимным патроном, консольную оправку, установленную в корпусе обкатнуюголовку с Формообразующими роликамии приводом продольного перемещения,заднюю бабку и съемник готовых деталей 11,Однако конструкция данного агрета позволяет производить. только.тучную загрузку деталей, что реэснижает производительность,Цель изобретения - повышение производительности агрегата.Указанная цель достигается тем,,что агрегат снабжен поворотной траверсой с установленными на траверсераскатной головкой с роликами, эачистной головкой, упором и штырем,ролики раскатной головки выполненыКомбинированными с выступающей частьв виде дискового ножа, консольнаяоправка и привод продольного перемегапошко40 во время подъема обкатной головки иззоны обработки, не применяя специальных механизмов, экономя в результате и времяНа фиг. 1 схематично показан агрегат для изготовления деталей типаколец в момент подачи трубной заготовки до упора и спрессовывания готовойдетали с оправки, общий вид; на фиг. 2 - .то же, в момент начала прокаткитрубной заготовки по наружнойповерхности; на фиг, 3 - комбинированный10ролик раскатной головки в рабочемсостоянии; на фиг, 4 - схема отрезки готовой детали и подрезкиторца,Агрегат для изготовления деталей типа колец состоит иэ станины1, передней бабки 2 с полым шпинделем и патроном 3 для зажима трубной заготовки 4 задней бабки 5,выполненной с возможностью ее продольного перемещения по станине 1 спомощью гидроцилиндра 6. На заднейбабке 5 смонтированы консольнаяоправка 7, расположенная сооснос трубной заготовкой 4, обкатная 25головка 8 с формообразующими роликами 9, выполненные с возможностьюрадиального перемещения, Корпусобкатной головки 8 снабжен уступом10 для съема готовых деталей 11.Для продольного перемещения обкатной головки 8 предусмотрен гидроцилиндр 12, который с правой стороны подпружинен относительно заднейбабки 5, а с левой стороны имеетжесткий упор 13 на корпусе заднейбабки 5, Корпус гидроцилиндра 12снабжен цапфами 14, на которые надета поворотная траверса 15 с установленными на ней раскатной головкой 16 с роликами 17, зачистнойголовкой 18 для зачистки внутреннейповерхности трубной заготовки 4,упором 19 для ограничения продольного перемещения заготовки 4 иштырем 20 для приемки готовых деталей 11 после спреосовывания их соправки 7, Диаметр штыря 20 меньшедиаметра детали 11, чтобы онамогла свободно перемещаться поэтому штырю. Для поворота траверсы15 на цапфах 14 служит гидроцилиндр21, шарнирно соединенный с корпусом задней бабки 5. Индуктор 22служит для нагрева заготовки 4, Роли, ки 17 раскатной головки 16 выполены комбинированными с выступающей частью 23 (в виде дискового ножа) и формообразующей частью 24,профиль которой либо соответствуетпрофилю внутренней поверхностиизготавливаемой детали, либо выполнен гладким, Режущие инструменты25 и 26 для подрезки торца и окончательной отрезки готовой детали 11и щетка .27 для зачистки наружнойповерхности заготовки 4 выполнены 65 на боковых суппортах (на чертежене показаны), Тара 28 предназначена для готовых деталей 11, щиток29 предусмотрен для.удержания детали 11 от преждевременного сходасо штыря 20,Агрегат для изготовления деталейтипа .колец работает следующим образом.В исходном положении траверса15 находится в крайнем нижнем положении, Трубную заготовку 4 подаютдо упора 19 и зажимают в патроне 3.Затем приводят заготовку 4 во вращение, а траверсу 15 ставят вовторое положение включением гидроцилиндра 21, При этом положении зачистная головка 18 входит в отверстиезаготовки 4 и чистит ее внутреннююповерхность на длине, несколькопревышающей длину изготовляемойдетали. Одновременно индуктор 22подводят к концу заготовки 4 и включают нагрев. После зачистки и нагревазаготовки 4 траверса 15 занимаеттретье положение, при котором ролики17 раскатной головки 16 входят вовнутрь заготовки 4. Раскатная головка 16 обеспечивает разведениероликов 17 от центра заготовки 4,производя раскатку внутренней поверхности и надрез заготовки 4 изнутри. После этого траверса 15 занимает крайнее верхнее положение, азадняя бабка 5 с помощью гидроцилиндра 6 прижимает крайнее левое положение, и консольная оправка 7 вводится вовнутрь заготовки 4. Формообразующие ролики 9 подводят к заготовке 4, производят ее обжатие и перемещением обкатной головки 8 с помощьюгидроцилиндра 12 вправо производятпрокатку конца заготовки 4 на оправке 7. Одновременно с прокаткой изсистемы охлаждения на заготовку 4подается жидкость, осуществляющаятермообработку конца заготовки 4.По окончании этих операций к заготовке подводятся режущие инструменты 25 и 26, которые производят подрезку торца и отрезку готовой детали11. Одновременно с этим производисязачистка наружной поверхности трубной заготовки 4 щеткой 27. Опрессовывание детали 11 с оправки 7 происходит в положении, когда осьупора 19 и штыря 20 совместится сосью трубной заготовки 4. Перемещением обкатной головки 8 влево уступ10 соприкасается с торцом детали11 и спрессовывает ее с оправки 7,Для того, чтобы усилие спрессовывания не передавалось на подшипникиконсольной оправки 7, корпус гидроцилиндра 12 перемещается вправо, торец штыря 20 соприкасается с торцомоправки 7, и усилие спрессовываниявоспринимает на себя траверса 15,Опрессованная с оправки 7 готовая20 деталь 11 остается на штыре 20 до тех пор, пока траверса 15 не займет крайнее верхнее положение. Здесь деталь 11 под действием силы тяжести. соскальзывает со штыря 20 и попадает в тару 28 для готовых деталей. Щиток 29 удерживает деталь 11 от преждевременного схода ее со штыря 20, Затем весь цикл повторяется.Предлагаемое конструктивное исполнение агрегата позволяет с помощью одного устройства производить различные операции благодаря их совмещению, в результате повышается производительность агрегата, экономится электроэнергия, уменьшается количество необходимого оборудования и сокращаются производственные площади. Формула изобретения Агрегат для изготовления деталейтипа колец, содержащий горизонтальную станину, переднюю бабку с зажимным патроном, консольную оправку,установленную в корпусе обкатнуюголовку с формообразующими роликамии приводом продольного перемещения,заднюю бабку и съемник готовых деталей, о т л и ч а ю щ и й с ятем, что, с целью повышения производительности, он снабжен поворотнойтраверсой с установленными на траверсе раскатной головкой с роликами,зачистной головкой, упором и штырем,ролики раскатной головки выполненыкомбинированными с выступающей частьюв виде дискового ножа, консольнаяоправка и привод продольного перемещения обкатной головки смонтированына задней бабке, съемник готовыхдеталей выполнен в виде уступа, расположенного на корпусе, охватывающего оправку,Источники информации,принятые во внимание при экспертизе1, Патент США Р 3517534,кл. 72-83, опублик. 16.07.69,825256 12 гФиг, нииаказ 2397/44 Тираж 740 Подписное иал ППП "Патентжгород, ул. Проектная
СмотретьЗаявка
2782675, 22.06.1979
ПЕРЕШНИН ЮРИЙ ПАВЛОВИЧ, МУХИН ПЕТР ФИЛИППОВИЧ, ГОЛДОБИН ВЛАДИМИР НИКАНОРОВИЧ, КУШНИР ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Опубликовано: 30.04.1981
Код ссылки
<a href="https://patents.su/4-825256-agregat-dlya-izgotovleniya-detalejj-tipa-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Агрегат для изготовления деталей типа колец</a>
Способ высокочастотной сварки продольных швов трубных заготовок

Номер патента: 493316
Опубликовано: 30.11.1975
Авторы: Коршунова, Медведев, Скачко
МПК: B23K 13/00
Метки: высокочастотной, заготовок, продольных, сварки, трубных, швов
Заготовка кольцевой детали под раскатку с отбортовкой

Номер патента: 497079
Опубликовано: 30.12.1975
Авторы: Кальченков, Крапивка, Руднев
МПК: B21H 1/06
Метки: детали, заготовка, кольцевой, отбортовкой, раскатку
...гибкой и сваркой встык,Известная заготовка имеет в местах изгиба значительные напряжения на внутренней и наружной поверхностях, что не позволяет изготавливать качественные кольца из малопластичных материалов, таких как титан и т. д.Описываемая заготовка обеспечивает возможность получения таких колец за счет то что стенка кольца выполнена изогнутой между полками по дуге окружности в направлении, противоположном направлению деформации при раскатке-отбортовке, при этом на базовой изогнутой поверхности стенки выполнен треугольный выступ.На фиг, 1 и 2 показаны профили заготовок, из которых получают кольцевые детали.Стенка кольцевой детали, пролученной из профильного проката швеллерного типа с утолщениями в местах перегиба полок,...
Способ получения кольцевой детали из плоской листовой заготовки

Номер патента: 940957
Опубликовано: 07.07.1982
Автор: Хубадзе
МПК: B21D 53/20
Метки: детали, заготовки, кольцевой, листовой, плоской
...и пробивают в ней отверстие. Такой раскрой позволяет уменьшить отходы полосы. Затем полуфабрикат изгибают относительно окружности, нахо дящейся в плоскости полуфабриката между ее контурами, образованными при вырубке и пробивке. Наиболее предпочтительными углами между участками полуфабриката, лежащими по обе стороны от 25 окружности, относительно которой изгибают полуфабриеат, являются углы от 100 до 150. При гибке полуфабриката увеличивается диаметр отверстия в нем и уменьшается наружный диаметр. Далее ЗО полуфабрикат выпрямляют и дополни 940957тельно при этом производят осадку, получая кольцевую деталь.По предлагаемому способу из полосы шириной 40 мм и толщиной 3 мм вырубали заготовку (многогранную шайбу, изображенную на фиг....
Заготовка кольцевой детали под раскатку с отбортовкой

Номер патента: 999306
Опубликовано: 10.12.2005
Авторы: Панин, Проскуряков, Чирков
МПК: B21H 1/06
Метки: детали, заготовка, кольцевой, отбортовкой, раскатку
Заготовка кольцевой детали под раскатку с отбортовкой в виде кольца с профильным сечением стенки, имеющим крайние и средний участки с утолщениями в местах их сопряжений, отличающаяся тем, что, с целью повышения качества колец, изготовляемых из малопластичных материалов, образующие крайних и среднего участков расположены на одной прямой, причем поперечное сечение утолщений на наружной поверхности заготовки выполнено треугольной формы с прямым углом при вершине и высотой, определяемой соотношениемH = 0,415h + 0,708 R,где h - толщина стенки крайних и среднего участков заготовки;R - радиус изгиба готовой кольцевой детали, а места сопряжений крайних и среднего участков на...
Способ тенодеза головки бедра у детей

Номер патента: 1168228
Опубликовано: 23.07.1985
МПК: A61B 17/56
Метки: бедра, головки, детей, тенодеза
...Москва, Ж, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к способам оперативного ортопедического лечения, преимущественно при врожденном выви,хе бедра у детей.Цель изобретения " снижение травматичности операции и ее упрощение.П р и м е р. Больной 0,10 месяцев, диагноз: врожденный вывих левого бедра, история болезни В 2262.Диагноз установлен в возрасте 3-х 1 О месяцев, Проводилось консервативное лечение на отводящей шине, затем методом отведения с функциональным вытяжением - без эффекта.На рентгенограмме истинный шеечно 15 диафизарный угол 130 угол антеверозии шейки бедра 40.Произведена операция-открытое вправление левого бедра внутренним доступом, теноз головки бедра круг б...
Предыдущий патент: 825255
Следующий патент: 825257
Случайный патент: Способ монолитной теплоизоляции